Приспособление для сверления: Приспособление для сверления отверстий под углом своими руками
Содержание
Приспособление для сверления отверстий под шканты Kwb
Скорее всего в вашем браузере отключён JavaScript.
Вы должны включить JavaScript в вашем браузере, чтобы использовать все возможности этого сайта.
МО, г. Одинцово
Доставка по России
МО, г. Одинцово
г. Одинцово, ул. Восточная, 19Как добраться
МО, г.
г. Щелково, Пролетарский проспект, д. 20 Щелково
ЩелковоКак добраться
Москва, г. Щербинка
г. Щербинка, ул. Восточная, д. 8Как добраться
Казань
Советский район, проспект Альберта Камалеева, д. 44Как добраться
Краснодар
ул. Шоссе Нефтяников, д. 40
Шоссе Нефтяников, д. 40 Как добраться
Ростов-на-Дону
ул.Малиновского, д.23 ДКак добраться
Пермь
Индустриальный район, ул. 2-я Казанцевская, д. 11Как добраться
Воронеж
пр. Патриотов, д. 45г
Патриотов, д. 45г Как добраться
Нижний Новгород
ул. Бетанкура, д. 1 ТРЦ «Седьмое небо»Как добраться
Челябинск
ул. Труда, д. 203, ТРК РодникКак добраться
Екатеринбург
ул.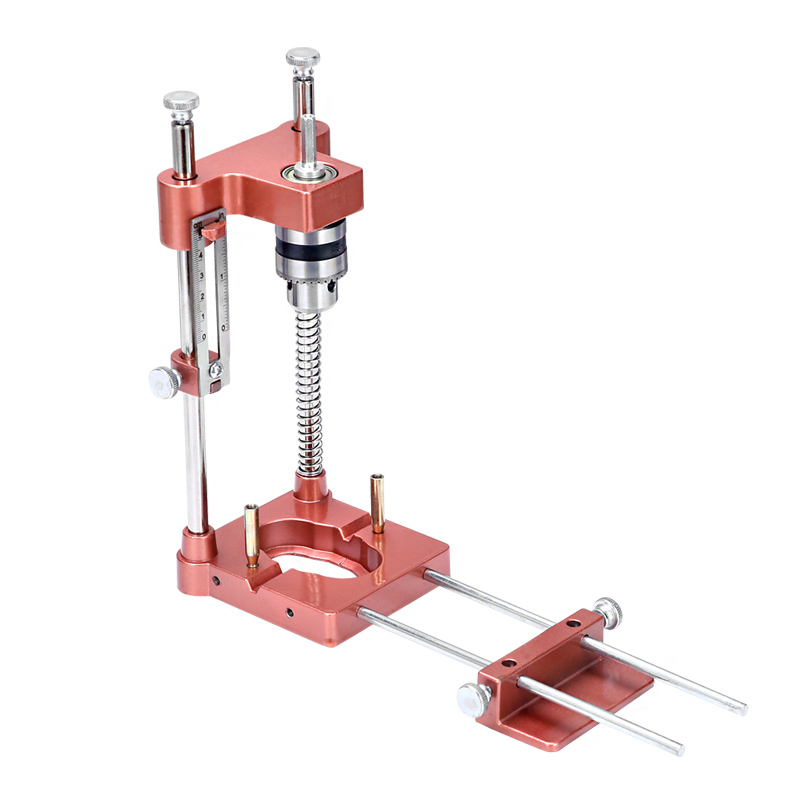 Шефская, д. 107
Шефская, д. 107 Как добраться
Саратов
Вольский тракт, д.2, ТЦ «Happy Молл»Как добраться
Оренбург
Шарлыкское ш., д. 1, молл «Армада»Как добраться
 Щелково
ЩелковоПоделиться
Добавить отзыв
Код товара: 1001430728
Приспособление для сверления отверстий под шканты Kwb
Нет в наличии
Отзывов пока нет
Вы можете первым добавить отзыв об этом товаре
* Словосочетание «лучшая цена» используется на сайте www. castorama.ru для обозначения товаров с самой низкой ценой среди товаров этой же категории, представленных на сайте www.castorama.ru в выбранном магазине.
castorama.ru для обозначения товаров с самой низкой ценой среди товаров этой же категории, представленных на сайте www.castorama.ru в выбранном магазине.
Все цены указаны в рублях с учетом НДС. Цена товара не включает в себя стоимость аксессуаров и оснастки, если это специально не оговорено. Товары могут незначительно отличаться от изображения на сайте.
Наличие и цена товара в гипермаркетах Вашего города могут отличаться от указанных на сайте. Подробную информацию о характеристиках товаров, их наличии и стоимости уточняйте по телефонам, указанным на сайте www.castorama.ru.
Гипермаркеты Касторама оставляют за собой право в любое время изменять стоимость товаров, указанных в каталоге на сайте.
Цена товара, указанная за квадратный метр, предоставляется исключительно для ознакомления. Соответствующий товар реализуется только упаковками.
Условия использования сайта
Получать новости и спецпредложения
Cогласен на обработку моих персональных данных
Приспособление Для Сверления Отверстий Под Углом
Приспособление Для Сверления Отверстий Под Углом
Конструкция кондуктора обуславливается параметрами детали, под которую он делается. Если отверстия в детали размещены на одной прямой полосы (по оси Х), тогда кондуктор будет представлять собой полосу, уголок либо швеллер определенной длины с просверленными в ряд отверстиями. Если отверстия размещены не на одной полосы (со смещением по осям Х и У), тогда кондуктор необходимо изготавливать из цельного кусочка листового металла по другому сваривать из железного профиля.
Если отверстия в детали размещены на одной прямой полосы (по оси Х), тогда кондуктор будет представлять собой полосу, уголок либо швеллер определенной длины с просверленными в ряд отверстиями. Если отверстия размещены не на одной полосы (со смещением по осям Х и У), тогда кондуктор необходимо изготавливать из цельного кусочка листового металла по другому сваривать из железного профиля.
Изготовьте заготовку для кондуктора.
Вырежьте заготовку из листа металла либо сварите ее из профильного металла (уголка, полосы, швеллера). Если у вас есть деталь, для какой занимается делается кондуктор, используйте ее в роли шаблона в процессе изготовления заготовки. Если детали нет, нанесите схему расположения отверстий на лист бумаги либо жести и используйте для шаблона Данный лист.
Прецизионное приспособление поворотное
для выполнения сверлений под углом до 65°,тетивы под балясины, перил, для производства деревянных лестниц,
Высочайшая точность благодаря вставленному уровню, и точно отшлифованной направляющей. Кондукторной втулки для свёрел в комплекте 3 втулки под свёрла 7мм. 8мм. 10мм.12мм
Кондукторной втулки для свёрел в комплекте 3 втулки под свёрла 7мм. 8мм. 10мм.12мм
Обычная и четкая юстировка при помощи встроенного уровня. Упрямую рамку следует выставить согласно угла наклона тетивы на приспособлении для выполнения сверлений лестниц относительно к полосы разметки на косоуре встречаются регулировочные шайбы, затянуть — и готово!
Угловая рамка плавненько регулируется в спектре до ± 65°.
Точная глубина сверления благодаря плавной регулировке кольца-ограничителя глубины сверления.
Компактно и комфортно практически для всех систем балясин и перил.
Совершенно подходит для производства деревянных лестниц конкретно на одном месте монтажа.
Это приспособление должен иметь каждый мебельщик! Кондуктор для minifix и шкантов
Значительно упрощает работу мастера.
Качество и быстрота работы вот что даёт это приспособление.
Отправим по городам РФ.
Перенесение угла наклона на балясины.
Приставляем стойку с выставленным ранее углом к балясине и размечаем данный угол.
- Сверление тетевы
- Сверление
поручня - Сверление
балясины под шпильки. - Регулировка центра сверления за счёт регулировочных шайб
- Разметка угла на балясине.(Данный угол на кондукторе переносится на место назначения среза на балясину)
- Применение перовых свёрел различных размеров
READ Лучший Hitachi 12v
всё в одном приспособлении на одном месте сборки лестницы
Если вы хотя бы раз делали мебель на дому, то понимаете, что большая часть деталей соединяется встык с помощью шкантов. С целью точно и верно сделать отверстия для шкантов, нужно просто взять кондуктор для выполнения сверлений отверстий.
На огромных мебельных предприятиях для выполнения сверлений таких отверстий употребляются особые станки. Некие мастера самостоятельно иначе говоря на маленьких предприятиях, поначалу сверлят отверстия в торце одной детали, потом вставляют здесь особые метчики типа конуса.
После чего прикладывают вторую деталь, отмечают места на ее поверхности, места для отверстий, после этого делают их сверление. Хотя с применением данного способа можно сделать отверстия, увы точно повторить чертеж и достигнуть соосности для вас сомнительно получится, а дополнительно миф способ очень неспешный и трудозатратный.
Если у вас есть чертеж мебели, вы его желаете повторить очень точно и обеспечить высококачественное крепление всех деталей мебели, а приобрести дорогостоящее оборудование нет возможности, выходом из положения будет приспособление
для выполнения сверлений.
Кондуктор представляет из себя приспособление, что имеет вид планки с отверстиями и гильзами. Для выполнения отверстий,кондуктор при использовании зажимов крепится к детали, после этого в гильзу вставляется сверло и делают отверстие. Для одной и другой детали, что соединяются друг с другом, употребляется один и тот же кондуктор, то нашему клиенту остается выходит верно и соосно.
Главные достоинства, что имеет обозначенное приспособление:
- точность сверления
- они получаются перпендикулярными, потому что употребляется гильза
- простота и быстрота выполнения работ.
READ Сверление отверстий в труднодоступных местах
Кондуктор применяется не только лишь в мебельной индустрии, он применяется и в машиностроении, вам больше понравятся большим либо затратным. Применяются они и так же для сверления отверстий смешанного типа, они все позволяют точно повторить чертеж и соблюсти нашему клиенту остается обозначенные у него размеры.
А возможно применен кондуктор и в легкой индустрии либо в строительстве, в этом случае употребляют затратные модели из дерева, листового металла либо оргстекла.
Невозможно просверлить трубу или заготовку цилиндрической формы, потому что сверло повсевременно соскальзывает. Если использовать данное приспособление, то процесс существенно упрощается и ускоряется и выполнить работу нетрудно.
В особенности животрепещуще использовать данное приспособление, если нужно просверлить отверстие в заготовке цилиндрической формы и маленького поперечника.
Также такое приспособление позволяет делать перпендикулярные отверстия, которые без его внедрения сделать очень трудно.
Есть различные виды таких приспособлений, они найдут применение как при сверлении, так и при проведении фрезерования, также при выполнении точения, обрубки, сборки деталей. Есть затратные, поворотные, опрокидывающиеся и скользящие модели.
Затратной кондуктор прикладывают к заготовке, они бывают вариации лежать свободно по другому крепиться зажимами, таким методом обычно делают сверление отверстий.
Поворотное приспособление используют если вы поставили цель работать с цилиндрическими заготовками. Они имеют вертикальную, горизонтальную и поворотную ось. Для маленького производства, нужно использовать универсальные приспособления, которые просто переналаживать. Опрокидываемый кондуктор используют, если нужно сверлить в различных плоскостях.
Опрокидываемый кондуктор используют, если нужно сверлить в различных плоскостях.
Скользящие кондукторы не укрепляют к станку, а выставляются под кто поперечник раздельно. Они наименее производительны и обычно употребляются, если работа производится на одношпиндельном станке и нужно сделать на детали несколько различных поперечников, для этой цели вам направляющие втулки выполнены на откидных планках.
Такое приспособление сделают и в кустарных условиях, для этой цели вам нужно отыскать подходящий для вас чертеж все выполнить согласно ему. На работе необходимо:
- дрель
- болгарка
- аппарат
- слесарные инструменты.
READ Сверление отверстий на токарном станке
Чтоб сделать самое обычное приспособление, нужно взять арматуру квадратного сечения размером 10х10мм. После чего отрезают нужно длины кусочек и зачищают его с помощью наждачной бумаги. Сейчас нужно выполнить разметку для шаблонных отверстий.
Нельзя, чтоб центр был поближе к краю, чем на 8мм, это равно половине толщины листа ДСП. Имеющиеся эталоны предугадывают, чтоб меж центрами было 32 мм.
Имеющиеся эталоны предугадывают, чтоб меж центрами было 32 мм.
Когда размечены центры, здесь делают отверстия поперечником 5мм. Для производства упора употребляется железная пластинка шириной 4,5 мм, ее толщина должна составлять 1 мм. Она сгибается под углом 90 градусов и вкупе с кусочком заготовленной арматуры, после закрепления их в струбцине, делают место под резьбу.
Кондуктор для сверления отверстий самоцентрирующийся. self-centering jig for drilling holes
Сейчас осталось порезать резьбу и соединить две детали в одну конструкцию. При его использовании возможно делать работу не страшиться только за то, что выступите за край листа.
Сделать такое приспособление
нетрудно, увы оно намного проще делает работу сборщиков мебели либо тех людей, что ее делают. Если у вас нет никакого желания заниматься созданием этого приспособления без помощи других, его купите уже в готовом виде.
Если для вас нужен кондуктор для выполнения работ по изготовлению мебели своими силами, то подойдет простейший и его цена будет малозначительной. Проф же оборудование имеет довольно высшую цена.
Проф же оборудование имеет довольно высшую цена.
При любых обстоятельствах, приобретете вы кондуктор по другому сделаете его без помощи других, это приспособление
помогает проще и резвее соединять детали мебели либо делать ее ремонт.
Смотрите выборку по изготовлению и использованию самодельных кондукторов:
Источник
Преимущества и недостатки мебельного кондуктора
Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
Мебельные кондукторные приспособления отличаются рядом преимуществ.
- С помощью шаблонов происходит точное наклонное и прямое сверление под конфирмат.
- Применение инструмента не требует предшествующей калькуляции и нанесения точек под сверло, что облегчает сборку мебели.
- С мебельным приспособлением продукция собирается быстрее.
- Можно сверлить сразу несколько отверстий, не делая разметки.
Накладной кондуктор с револьверной головкой подходит для сверловки типовых отверстий под шканты любого размера
Среди недостатков мебельного кондуктора отмечается только один – недешевая цена столярного прибора. Поэтому многие профессиональные столяры делают кондукторы для сборки мебели своими руками.
Поэтому многие профессиональные столяры делают кондукторы для сборки мебели своими руками.
Кондуктор мебельный (минификс) схема сборки
Как правильно выбрать мебельный кондуктор
Разметочный кондуктор Assistant – многофункциональное кондукторное устройство, которое при использовании соответствующих втулок можно применять не только для выполнения разметки, но и для присадки отверстий
Прибор для сборки мебельных изделий значительно облегчает профессиональным мастерам рабочий процесс и позволяет сделать точную разметку для отверстий под сверло. Каждый специалист предпочитает приобрести качественное оборудование.
Кондуктор Dubel-Profi – недорогое, но функциональное устройство для домашнего использования, в комплект которого входят различные приспособления, упрощающие работу множества операций
Как выбрать мебельный кондуктор для сборки мебели.
- Продумать, какой именно вид инструмента понадобится для выполнения работы.
- Тщательно осмотреть покупаемое изделие и изучить маркировки.

- Выбирать продукцию, изготовленную из качественного материала. Например, из нержавеющей стали.
- Отдавать предпочтение инструментам, изготовленными проверенными мировыми производителями.
Кондуктор «Кондор» позволяет высверливать перпендикулярные отверстия нужного диаметра, выбирая расстояние между ними и меняя втулки, входящие в комплект
Выбрав надежный прибор, мебельщики смогут работать намного быстрее, что важно в современном мире. Этот универсальный кондуктор предназначен для засверливания отверстий под минификс, конфирмат, рафикс и дверную петлю
Этот универсальный кондуктор предназначен для засверливания отверстий под минификс, конфирмат, рафикс и дверную петлю
Приспособления для сверления и расточки
Фиг. 703. Накладной кондуктор для сверления 14 отверстий.
Фиг. 704. Универсальный кондуктор для сверления валиков.
Для сверления и расточки применяются приспособления, называемые кондукторами; эти приспособления бывают различных видов в зависимости от назначения и типа конструкции. Различают кондуктора накладные , поворотные, ящичные, сборные , универсальные.
Различают кондуктора накладные , поворотные, ящичные, сборные , универсальные.
Рассмотрим эти типы кондукторов с указанием способов применения их и действия.
На фиг. 703 показан простой накладной кондуктор а для сверления 14 отверстий во фланце литого изделия А.
Крепление кондуктора производится двумя крючкообразными прижимами с, закрепляемыми гайками d. По бокам кондуктора предусмотрены планки b для фиксирования кондуктора на изделии в поперечном направлении.
На фиг. 704 изображён универсальный кондуктор для сверления валиков.
Центрирование валиков производится призмой А. Болт В служит упором в продольном направлении. Передвигающаяся стойка D закрепляется гайками с на определённом расстоянии от конца упорного болта В. Крепление валика производится скобой с болтами или специальной планкой, пристроенной к столу станка.
Фиг. 705. Универсальный кондуктор.
Фиг. 706. Нормальный быстродействующий пружинный кондуктор.
На фиг. 705 изображён универсальный кондуктор,
состоящий из самоцентрирующего трёхкулачкового патрона, в котором обрабатываемое изделие зажимается и одновременно центрируется.
Патрон привёрнут болтами к вращающемуся диску 1, на котором укреплён делительный диск 2 с 24 делениями; при помощи этого диска можно сверлить отверстия, расположенные по окружности. Деление осуществляется защелкой 3, которая закреплена в стойке 4 и защёлкивается сама под действием пружины 5. Кондукторная направляющая втулка находится в кронштейне 6, передвигающемся но вертикальным направляющим стойки 7 и устанавливаемом в зависимости от высоты изделия; эта втулка в свою очередь может перемещаться но горизонтальным направляющим при помощи винта 8. Расстояние от втулки до оси патрона устанавливается по линейке, закреплённой на направляющих.
При нулевом положении стойки ось кондукторной втулки совпадает с осью патрона.
В серийном производстве широко применяются нормальные быстродействующие кондуктора. Преимущество их заключается в быстроте зажима и универсальности, заключающейся в том, что кондуктор можно легко приспособить под любую деталь, для чего требуется переменить нижнюю установочную плиту для изделия.
Преимущество их заключается в быстроте зажима и универсальности, заключающейся в том, что кондуктор можно легко приспособить под любую деталь, для чего требуется переменить нижнюю установочную плиту для изделия.
Иногда кроме нижней необходимо переменить и верхнюю кондукторную плиту; самый же корпус остаётся без изменений.
Для мелких деталей применяется нормальный быстродействующий пружинный кондуктор (фиг. 706), в котором верхняя кондукторная плита 2 прижимает и центрирует изделие, опускаясь вниз при помощи рукоятки, повёртывающей кривошипный валик 3; валик, перемещая тягу 4, сжимает пружину.
При обратном повороте рукоятки пружина поднимает кондукторную плиту, и деталь освобождается. Изделие устанавливается на специальное основание, которое привёртывается к корпусу 1.
Фиг. 707. Детали нормального кондуктора с рейкой.
Фиг. 708. Быстродействующий замок типа Шварц.
Для изделий средних размеров кондуктора отличаются тем, что прижим изделия происходит без пружин, а при помощи зубчатого валика А, вращающегося от рукоятки и перемещающего две вертикальные зубчатые рейки В (фиг.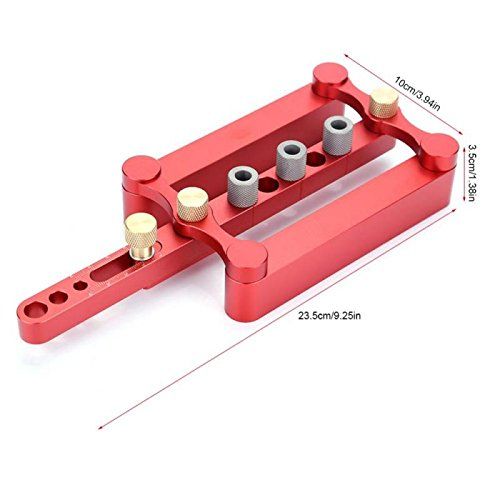 707), соединённые с верхней кондукторной плитой С; плита С, прижимая изделия, не может отходить сама вверх благодаря применению специальных быстродействующих замков.
707), соединённые с верхней кондукторной плитой С; плита С, прижимая изделия, не может отходить сама вверх благодаря применению специальных быстродействующих замков.
На фиг. 708 показан быстродействующий замок типа Шварц .
На зубчатый валик 1 насаживается па шпонке 2 кулачок 3; в профрезерованные уступы 4 кулачка вставляются три ролика 5, находящиеся одновременно в прорезах 6 стакана 7, составляющего одно целое с шестигранной гайкой 8; при повороте гайки ролики передают давление на плоскости кулачка, вращая его и валик 1 и опуская при этом вниз рейки и кондукторную плиту.
При зажиме изделия плитой кулачок останавливается, и ролики заклиниваются, препятствуя обратному вращению кулачка.
При окончании операции для освобождения изделия рукоятка вращает гайку 8 в обратном направлении; гайка прорезами стакана перемещает ролики 5 в противоположную сторону, а ролики перемещают кулачок 3, зубчатый валик рейки и кондукторную плиту.
Фиг. 709. Применение нормального быстродействующего кондуктора.
Фиг. 710. Нормальный кондуктор для сверления 6 отверстий во фланце валика.
Применение нормального быстродействующего кондуктора для сверления отверстия в валике перпендикулярно профрезерованному пазу показано на фиг. 709; валик центрируется призмой 1 и фиксируется качающейся планкой 3, закреплённой в стойке 2, которая одновременно служит продольным упором для изделия.
Планка 4 прижимает изделие к призме. Другой пример применения нормального кондуктора для сверления шести отверстий во фланце валика приведён па фиг. 710. Центрирование и прижим валика производятся центром, укреплённым в верхней кондукторной плите.
Если длина валика превышает размеры кондуктора, то для него привёртывается специальная чугунная подставка.
Удобство применения нормальных кондукторов можно видеть из следующих примеров.
Фиг. 711. Кондуктор для нажимного рычага.
Фиг. 712. Нормальный кондуктор для сверления отверстий.
На фиг. 711 показан кондуктор для сверления отверстий в нажимном рычаге . Центрирование и закрепление изделия производится специальной втулкой Г, которая на резьбе вставлена во втулку Д; направление создаётся цилиндрической частью втулки Г; А — корпус кондуктора, Б — опорная втулка, В — штифт для установки детали.
Неудобство завёртывания втулки Г и возможность быстрой потери точности, имеющие место в этом кондукторе, устранены в нормальном кондукторе (фиг. 712), аналогичном предыдущему, в котором изделие — фланец — центрируется и зажимается втулкой Л, находящейся в верхней кондукторной плите.
Изделие устанавливается на специальную подставку с тремя штифтами, служащими для предварительной ориентировки изделия.
Фиг. 713. Кондуктор для сверления отверстий в подшипнике.
Фиг. 714. Нормальный кондуктор для сверления отверстий в подшипнике.
На фиг. 713 показан кондуктор для сверления двух отверстий в подшипнике. Для установки изделия кондуктор А необходимо перевернуть, накинуть планку Б и прижать её гайкой болта В.
Для установки изделия кондуктор А необходимо перевернуть, накинуть планку Б и прижать её гайкой болта В.
При сверлении усилие сверла действует на поддерживающую планку Б , что является недостатком кондуктора, так как возможно ослабление гайки; Г и Д — винты для установки детали в продольном направлении.
Для этой же детали нормальный кондуктор (фиг. 714) значительно удобнее предыдущего; при установке детали его не требуется повёртывать; усилие от сверла действует на неподвижную опору; центрирование значительно проще, чем планкой в предыдущем кондукторе.
Фиг. 715. Нормальный кондуктор для сверления центрального отверстия.
Фиг. 716. Нормальный кондуктор для сверления 4 отверстий.
Применение нормального кондуктора для сверления центрального отверстия приведено на фиг. 715. Центрирование производится нижней подставкой и верхней втулкой, имеющими скошенные края для облегчения центрирования; втулка закреплена в верхней кондукторной плите и служит также для зажатия шестерни.
На фиг. 716 показан нормальный кондуктор для сверления четырёх отверстий в той же шестерне, но с центрированием по обработанному отверстию. Нижний штырь входит в отверстие с зазором 0,5 мм и служит для предварительного центрирования, а верхний даёт точное центрирование и прижимает шестерню. Верхний штырь и все направляющие втулки находятся в верхней кондукторной плите.
Фиг. 717. Нормальный кондуктор.
Фиг. 718. Два накладных кондуктора со специальными подставками.
На фиг. 717 изображён нормальный кондуктор и деталь, в которой сверлится отверстие при помощи этого кондуктора.
На фиг. 718 показаны два накладных кондуктора со специальными подставками , которые центрируют изделие посредством двух штырей; один штырь изготовлен с двойным срезом; установка его должна быть произведена, как показано на этом кондукторе, где штырь обозначен буквой А, а не так, как на другом кондукторе, где штырь обозначен буквой В.
Оба эти кондукторы можно заменить одним нормальным быстродействующим кондуктором.
Фиг. 719. Применение многошпиндельной головки при сверлении по передвигающемуся кондуктору.
Фиг. 720. Передвигающийся кондуктор (на длину l) для сверления двух отверстий.
На фиг. 719 показано применение многошпиндельной головки при сверлении по кондуктору, передвигающемуся по направляющим А до упора Б ; снятие изделия производится во время работы станка, т. е. снятие происходит в период основного времени.
Такой метод применяется часто для облегчения перемещения кондуктора, когда необходимо просверлить два и более отверстий, расположенных на одной прямой. Общий вид такого кондуктора для сверления двух отверстий дан на фиг. 720.
Фиг. 721. Кондуктор для сверления наклонных смазочных отверстии у шатуна.
Фиг. 722. Кондуктор для сверления верхнего смазочного отверстия шатуна.
Сверление наклонных смазочных отверстий с двух сторон шатуна производится в простом кондукторе (фиг. 721). Для зенкования тех же отверстий можно вынимать направляющую втулку или всю планку с втулкой делать откидной. Вообще откидные планки дают меньшую точность, по для смазочных отверстий большой точности не требуется.
721). Для зенкования тех же отверстий можно вынимать направляющую втулку или всю планку с втулкой делать откидной. Вообще откидные планки дают меньшую точность, по для смазочных отверстий большой точности не требуется.
Сверление верхнего смазочного отверстия шатуна производится также в простом кондукторе (фиг. 722).
Корпусы последних двух кондукторов часто изготовляют не литыми чугунными, а сварными из листового и полосового железа; это значительно облегчает и удешевляет изготовление кондукторов.
Фиг. 723. Кондуктор для сверления на многошпиндельном сверлильном станке 18 отверстий в маховике автомобильного двигателя.
Фиг. 724. Кондуктор для сверления в шатуне четырёх отверстий под болты и одного отверстия для смазки.
На фиг. 723 показан кондуктор для сверления 18 отверстий маховика автомобильного двигателя на многошпиндельном сверлильном станке. Верхняя плита с направляющими втулками опускается вместе со свёрлами на изделие. Изделие центрируется штырём А, опираясь па опоры В.
Изделие центрируется штырём А, опираясь па опоры В.
Поворотные кондукторы широко применяются для сверления отверстий, расположенных с разных сторон. В зависимости от размеров изделия поворотные кондукторы бывают одно и двухстоечные.
На фиг. 725 изображён поворотный одностоечный кондуктор для сверления вензеля токарного станка с трёх сторон. Стойка 1 и поворотный механизм показаны условным пунктиром, так как их конструкции являются нормальными, применяемыми для разных изделий, поворотная же часть 2 конструируется по изделию.
Для фиксирования точного положения предусмотрен фиксатор с ручкой 3 и три отверстия 4, 5 и б. Рукоятка 7 служит для застопоривания кондуктора при каждом повороте. Изделие фиксируется на два штыря 8 и 9, один из которых — меньшего диаметра — имеет двусторонний срез. Изделие закрепляется шайбой 10 с прорезом для быстрого снятия её и звёздочкой 11.
Фиг. 725. Поворотный одностаночный кондуктор для сверления трензеля токарного станка с трех сторон.
Фиг. 725. Поворотный одностаночный кондуктор для сверления трензеля токарного станка с трех сторон.
Кондуктор для сверления четырёх отверстий под болты и одного отверстия для смазки в шатуне показан на фиг. 724. Крепление изделий попарно производится на поворотном столе во время сверления, так что вспомогательное время затрачивается только на поворот стола и составляет примерно 0,1 мин.
Многошпиндельная головка применяется для одновременного сверления всех отверстий в восьми шатунах. Ввиду близости отверстий сверлить приходится по два отверстия, расположенных по диагонали. Так как отверстия под болты ступенчатые, т. е. имеют два разных диаметра (12,3 мм на длине 40 мм и 11,7 мм на длине 35 мм), то первые отверстия сверлятся по направляющим втулкам, а отверстия диаметром 11,7—без них.
На фиг. 726 показано приспособление для расточки корпуса задней бабки токарного станка. Направляющие втулки изготовляются с пазами А для прохода резцов, находящихся в оправке.
Фиг. 726. Приспособление для расточки корпуса задней бабки токарного станка.
Приспособления для сверления отверстий под давлением презентация, доклад
Комплект № 6
Приспособления для сверления отверстий под давлением.
Приспособление для сверления предназначено для сверления стенок труб нефтяного сортамента, шиберов задвижек , находящихся под давлением, с целью сообщения с их внутренней полостью.
Привод органов управления-ручной.
Приспособление позволяет производить следующие виды работ:
Сверление стенки труб круглого сечения Ф114-426мм,
Сверление стенки ведущей трубы (квадрат не менее 80мм)
Сверление шибера задвижек,
Постоянный контроль давления во вскрытой полости,
Установку загродительного пальца для тампонирования внутреннего канала труб,
Закачку во внутренний канал просверленных труб тампонирующих элементов.
Техническая характеристика
Шифр -ПСТ 00.000
Диаметр охватываемых труб -114-426мм
Максимальный диаметр отверстия -42мм
Рабочее давление -35МПа
Габаритные размеры: длина -2870мм
ширина (по штурвалу) -600мм
Устройство и принцип работы
Приспособление для сверления состоит из трех основных узлов: хомута 1, разобщающего устройства (задвижка) 2 и устройства сверления 3
Поз.1
Поз.2
Поз.3
Хомут предназначен для закрепления устройства на просверливаемой трубе и герметизации места соединения устройства с последней.
Состоит из полухомута со встроенным в него узлом герметизации места сверления, включающим в себя сменную оправку (втулку) и резиновый уплотнитель
В комплект приспособления входят сменные оправки (втулки) на весь ряд охватываемых труб
Сменная оправка (втулка)
уплотнитель
Разобщающее устройство представляет собой задвижку, которая позволяет производить замену режущего инструмента, смену технологического инструмента (сверла на установочный палец) при выполнении операции тампонирования, а также подсоединения линий для закачки жидкости в трубное пространство
Устройство сверления предусматривает вращение и мягкую подачу (отвод) сверла.
Состоит из фланца 1, корпуса 2, гайки 3, винта нажимного 4, шпинделя 5, сверла 6, штурвала 7
Поз.1
поз.2
поз. 5
Поз.6
поз.3
поз. 4
поз. 7
Поз.8
Сверление осуществляется вращением штурвала 7 по часовой стрелке с одновременной подачей винтом 4 также по часовой стрелке. Герметизация шпинделя достигается комплектом уплотнений устанавливаемых во фланце 1. Для стравливания давления в полости работающего устройства во фланце имеется клапан 8.
В комплект входят сверла разного диаметра, переходные конуса Морзе,
спец ключи для нажимных
резьбовых втулок,
установочные пальцы
в соответствии с диаметром
сверл.
Порядок монтажа и работы.
Перед установкой хомута на место предполагаемого сверления спецключом вывернуть в полухомуте резьбовую втулку до упора со стороны фланца. С обратной стороны в полухомут вставить уплотнение, втулку, подобранную по соответствующему диаметру трубы, зафиксировать стопорным болтом.
С обратной стороны в полухомут вставить уплотнение, втулку, подобранную по соответствующему диаметру трубы, зафиксировать стопорным болтом.
втулка
уплотнение
стопорный болт
При креплении полухомута цепью натяжение цепи осуществляется болтом и гайкой
Произвести распакеровку уплотнения резьбовой втулкой со стороны фланца и смонтировать задвижку.
Установить сверло в шпиндель устройства и зафиксировать его стопорным болтом с потайной головкой
Присоединить к фланцу задвижки устройство сверления и прокрепить все элементы приспособления. Оборудовать фланец устройства трехходвым краном для манометра. Открыть задвижку
Подвести винтом подачи сверло к телу трубы и вращением штурвала с плавной подачей сверла произвести сверление отверстия в трубе.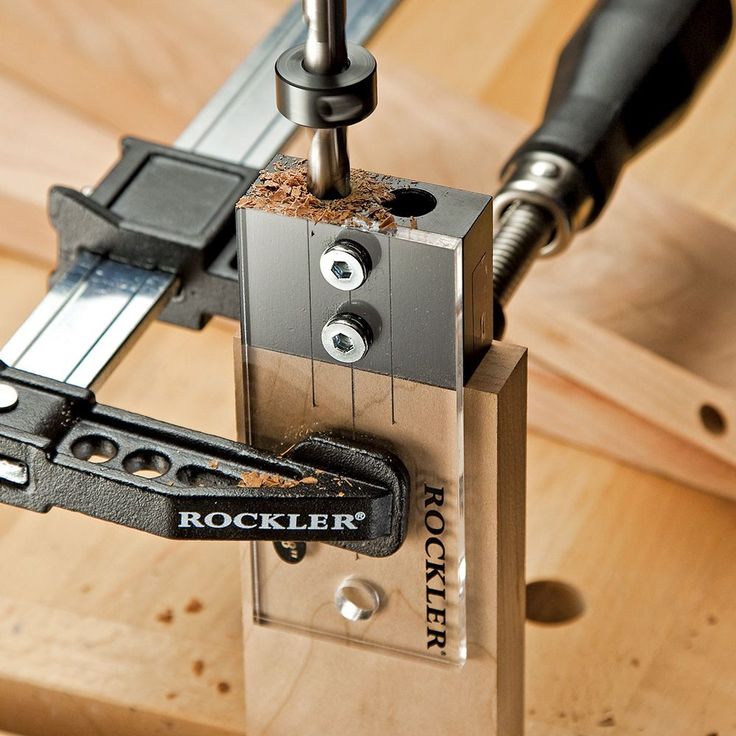 Вскрытие канала сверления контролируется манометром.
Вскрытие канала сверления контролируется манометром.
Винт подачи
Штурвал
После сверления отвести сверло в начальное положение, закрыть задвижку и через трехходовой кран стравить давление из полости устройства. Далее произвести смену сверла или установить палец для перекрытия канала трубы с последующим проведением тампонирования.
Меры безопасности
Для производства сверления необходимо вокруг трубы подготовить удобное место для работы.
Сверление под давлением можно проводить только при полной герметичности устройства.
В комплекте устройства для сверления должны быть два сверла на 5-10мм больше одной трети внутреннего диаметра рассверливаемой трубы.
Предпочтительная последовательность сверления – «сверху-вниз».
Диаметр запрессовываемого пальца должен обеспечивать его надежную посадку в отверстие.
Расстояние между отверстием под палец и отверстием закачки тампонов должно выбираться с учетом предполагаемого объема тампонирования.
Скачать презентацию
Приспособление для сверления отверстий (варианты)
Полезная модель относится к области машиностроения, в частности, к устройствам для сверления отверстий и может быть использована для сверления соосных отверстий в полых цилиндрических деталях без предварительной разметки центра отверстия.
Техническим результатом настоящей полезной модели является обеспечение сверления соосных отверстий малого диаметра в полых цилиндрических деталях, которые можно изготовить в любом месте от края без предварительной разметки центра отверстия, сокращение времени на проведение подготовительных операций, и в конечном итоге улучшение качества сверления отверстий и повышение производительность труда.
Приспособление для сверления отверстий в первом варианте включает кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, который установлен с возможностью возвратно-поступательного движения, направляющую втулку с внутренним диаметром, который соответствует диаметру обрабатываемой детали. По оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт. Во втором варианте приспособление снабжено разъемной направляющей втулкой, которая состоит из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°. В центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками. 2 с.п. ф-лы, 4 илл.
По оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт. Во втором варианте приспособление снабжено разъемной направляющей втулкой, которая состоит из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°. В центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками. 2 с.п. ф-лы, 4 илл.
Полезная модель относится к области машиностроения, в частности, к устройствам для сверления отверстий и может быть использована для сверления соосных отверстий в полых цилиндрических деталях без предварительной разметки центра отверстия.
Известно переносное устройство, которое содержит колонку в виде трубы, винт подачи сверла электродрели с рукояткой подачи, прямоугольный держатель, расположенный снаружи колонки с возможностью перемещения вдоль и вокруг оси колонки, и кондуктор. Устройство снабжено установленной на колонке сверху резьбовой втулкой и тремя вертикальными стойками. (RU 2358842, В23В 45/14, 2007 г.).
Устройство снабжено установленной на колонке сверху резьбовой втулкой и тремя вертикальными стойками. (RU 2358842, В23В 45/14, 2007 г.).
Недостатком данного устройства является то, что оно сложно в изготовлении и не может быть использовано для сверления соосных отверстий в полых цилиндрических деталях без предварительной разметки.
Наиболее близким к заявляемому по технической сущности и достигаемому положительному результату является приспособление для сверления отверстий, включающее установленное в сверлильное устройство сверло, обрабатываемую деталь, измерительную шкалу, фиксирующее устройство и втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, и установленную в подвижной губке, расположенной в направляющей выборке основания, с возможностью взаимодействия с ее рабочими поверхностями, выполненными взаимно перпендикулярными с одной стороны и упором с другой стороны, свободно размещенным на зажимном винте, установленном с возможностью возвратно — поступательного движения в кронштейне, установленном на основании с возможностью регулирования его положения относительно оси, а фиксирующее средство выполнено в виде болта с гайкой и установлено на основании с возможностью взаимодействия с подвижной губкой, причем зажимной винт, проекция вершины взаимно перпендикулярных рабочих поверхностей подвижной губки и фиксирующее средство расположены на одной оси. (RU 57170, В23В 35/00, 2006 г.).
(RU 57170, В23В 35/00, 2006 г.).
Недостатком данного приспособления является то, что оно сложно в изготовлении, является непереносным и может использоваться только в условиях ограниченного станочного парка, например, в школах для детского творчества.
Задачей полезной модели является расширение функциональных возможностей приспособления путем обеспечения сверления соосных отверстий малого диаметра в полых цилиндрических деталях, не имеющих предварительной разметки центра отверстия, сокращение времени на проведение подготовительных операций, и в конечном итоге, улучшение качества сверления отверстий и повышение производительности труда.
Поставленная задача решается тем, что в первом варианте известное приспособление для сверления отверстий включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно — поступательного движения, согласно полезной модели, оно дополнительно снабжено направляющей втулкой с внутренним диаметром, соответствующим диаметру обрабатываемой детали, при этом по оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт.
Во втором варианте предлагаемой полезной модели поставленная задача решается тем, что известное приспособление для сверления отверстий включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно — поступательного движения, согласно полезной модели, оно дополнительно снабжено разъемной направляющей втулкой, состоящей из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°, причем в центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками.
Техническим результатом настоящей полезной модели является обеспечение сверления соосных отверстий малого диаметра в полых цилиндрических деталях, которые можно изготовить в любом месте от края без предварительной разметки центра отверстия, сокращение времени на проведение подготовительных операций, и в конечном итоге, улучшение качества сверления отверстий и повышение производительности труда.
Достижение указанного технического результата (первый вариант) обеспечивается тем, что использование в приспособлении для сверления отверстий направляющей втулки с внутренним диаметром, соответствующим диаметру обрабатываемой детали, позволяет устанавливать в нее обрабатываемую деталь без применения вспомогательного оборудования. Выполнение по оси симметрии диаметрально расположенных сквозных отверстий, в одном из которых установлена кондукторная втулка, не позволяет при сверлении отверстия уходить сверлу в сторону, поэтому отверстие будет просверлено в нужном месте. Установка в другом зажимного винта обеспечивает надежную фиксацию обрабатываемой детали и исключает возможность ее колебания.
Во втором варианте приспособление снабжено разъемной направляющей втулкой, состоящей из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°, для сверления отверстий в трубах разного диаметра. В центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, для того, чтобы при сверлении отверстий сверло не уводило в сторону, и отверстие было просверлено в нужном месте, в другом — зажимной винт для надежной фиксации обрабатываемой детали и исключения возможности ее колебания. По краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками для соединения верхней и нижней частей разъемной направляющей втулки.
По краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками для соединения верхней и нижней частей разъемной направляющей втулки.
В первом варианте на фиг.1 изображен общий вид приспособления для сверления отверстий (сверлильный станок и электродрель не показаны), на фиг.2 — вид приспособления спереди. Во втором варианте на фиг.3 изображен общий вид приспособления для сверления отверстий (электродрель не показана), на фиг.4 — вид приспособления спереди.
В первом варианте приспособление для сверления отверстий содержит направляющую втулку 1, кондукторную втулку 2, зажимной винт 3, сверло 4 и обрабатываемую деталь 5, например, трубу.
Во втором варианте приспособление содержит разъемную направляющую втулку, состоящую из нижней части 1 и верхней части 2, кондукторную втулку 3, зажимной винт 4, болты 5 и 6, гайки 7 и 8, сверло 9 и обрабатываемую деталь 10, например, трубу.
В первом варианте приспособление для сверления отверстий работает следующим образом.
Пример 1. Сверление соосных отверстий в трубе с помощью сверлильного станка.
Приспособление направляющей втулкой 1 одевают на трубу 5, в которой надо просверлить несколько соосных отверстий определенного диаметра, и надежно ее фиксируют зажимным винтом 3. Сверло 4, диаметр которого соответствует диаметру отверстия, которое необходимо просверлить, зажимают в патроне сверлильного станка. Трубу 5, надежно зафиксированную в приспособлении, устанавливают на столе сверлильного станка и через кондукторную втулку 2 сверлят одну ее стенку. После этого зажимной винт 3 ослабляют и трубу 5 поворачивают на 180°. В просверленное отверстие вставляют зажимной винт 3 и надежно фиксируют трубу 5 от колебания. Через кондукторную втулку 2 сверлом 4 сверлят другое отверстие соосно первому. Далее зажимной винт 3 ослабляют, и приспособление снимают с трубы Пример 2. Сверление соосных отверстии в трубе с помощью электродрели.
Приспособление направляющей втулкой 1 одевают на трубу 5 и при помощи зажимного винта 3 надежно ее фиксируют. Сверло 4, диаметр которого соответствует диаметру отверстия, которое необходимо просверлить в трубе 5, вставляют в кондукторную втулку 2 и при помощи электродрели сверлят одну стенку. Затем зажимной винт 3 ослабляют и трубу 5 поворачивают на 180°. Далее через просверленное отверстие трубу 5 надежно фиксируют зажимным винтом 3. Сверло 4 вставляют в кондукторную втулку 2 и при помощи электродрели сверлят второе отверстие, которое будет располагаться строго соосно первому. После сверления зажимной винт 3 ослабляют, и приспособление снимают с трубы 5.
Сверло 4, диаметр которого соответствует диаметру отверстия, которое необходимо просверлить в трубе 5, вставляют в кондукторную втулку 2 и при помощи электродрели сверлят одну стенку. Затем зажимной винт 3 ослабляют и трубу 5 поворачивают на 180°. Далее через просверленное отверстие трубу 5 надежно фиксируют зажимным винтом 3. Сверло 4 вставляют в кондукторную втулку 2 и при помощи электродрели сверлят второе отверстие, которое будет располагаться строго соосно первому. После сверления зажимной винт 3 ослабляют, и приспособление снимают с трубы 5.
Во втором варианте рассмотрим работу приспособления для сверления отверстий в трубе, один конец которой закреплен.
В отверстия, которые расположены по краям нижней части 1 разъемной направляющей втулки, вставляют болты 5 и 6 и жестко закрепляют их головки. Затем нижнюю часть 1 подводят под трубу 10 и на болты 5 и 6 устанавливают верхнюю часть 2 и закручивают на них гайки 7 и 8. Таким образом, нижняя часть 1 и верхняя часть 2 разъемной направляющей втулки соединены с возможностью поворота вокруг трубы 10. В сквозное отверстие, расположенное в центре нижней части 1, вставляют зажимной винт 4, которым надежно фиксируют трубу 10. Через кондукторную втулку 3 сверлом 9 при помощи электродрели сверлят одно отверстие в трубе 10. Затем зажимной винт 4 ослабляют, и приспособление поворачивают на 180°. Через просверленное отверстие зажимным винтом 4 надежно фиксируют трубу 10. Далее в кондукторную втулку 3 вставляют сверло 9 и электродрелью сверлят другое отверстие соосно первому. После сверления отверстий гайки 7 и 8 отворачивают, и приспособление снимают с трубы 10.
В сквозное отверстие, расположенное в центре нижней части 1, вставляют зажимной винт 4, которым надежно фиксируют трубу 10. Через кондукторную втулку 3 сверлом 9 при помощи электродрели сверлят одно отверстие в трубе 10. Затем зажимной винт 4 ослабляют, и приспособление поворачивают на 180°. Через просверленное отверстие зажимным винтом 4 надежно фиксируют трубу 10. Далее в кондукторную втулку 3 вставляют сверло 9 и электродрелью сверлят другое отверстие соосно первому. После сверления отверстий гайки 7 и 8 отворачивают, и приспособление снимают с трубы 10.
Приспособление для сверления отверстий просто по конструкции и в эксплуатации, успешно прошло испытание в доменном цехе ОАО «ЗСМК» для сверления соосных отверстий в трубах любого диаметра сверлами малого диаметра без дополнительной разметки на настольном сверлильном станке или при помощи электродрели. Использование приспособления сократит время на проведение подготовительных операций, улучшит качество сверления отверстий и повысит производительность труда.
1. Приспособление для сверления отверстий, включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно-поступательного движения, отличающееся тем, что оно дополнительно снабжено направляющей втулкой с внутренним диаметром, соответствующим диаметру обрабатываемой детали, при этом по оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт.
2. Приспособление для сверления отверстий, включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно-поступательного движения, отличающееся тем, что оно дополнительно снабжено разъемной направляющей втулкой, состоящей из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°, причем в центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками.
Сверление под углом — РИНКОМ
Сверление под углом — РИНКОМ
Главная
Статьи
Сверление под углом
Сверление под углом
28 июня 2020
Гирин Кирилл
сверление
Содержание
Сверление под углом
-
Приспособления для сверления отверстий под углами- Направляющие приставки для сверления отверстий под углами
- Кондукторы для сверления отверстий под углами
-
Что можно использовать в домашних условиях- Металлический уголок
- Удлиненная гайка
-
В заключение
Сверление под углом
При изготовлении различных деталей и изделий иногда возникает необходимость в сверлении отверстий под углами. При этом точность должна быть максимальной. Достичь этого без использования специальных приспособлений сложно по следующим причинам.
-
Осевое вращение инструмента сопровождается усиленным трением на режущих кромках. Оно стремится сдвинуть сверло в сторону. Особенно это заметно при начале сверления отверстий под прямым или иными углами. Усугубляет ситуацию кривизна обрабатываемой детали или заготовки. Накернивание помогает не всегда. -
Точное направление выдержать очень сложно. При сверлении отверстий под углами, отличными от 90° это практически невозможно. -
В процессе сверления отверстий сверло может отклониться в сторону. Это происходит под воздействием силы, возникающей по причине неравномерного трения о поверхности. -
Сложность повышается до максимального уровня при необходимости просверлить под углом отверстие большого диаметра.
Снизить влияние вышеперечисленных негативных факторов помогает использование различных приспособлений. Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Приспособления для сверления отверстий под углами
Начнем с описания приставок.
Направляющие приставки для сверления отверстий под углами
Приставки для сверления отверстий под углами представляют собой конструкции, состоящие из:
-
станин; -
направляющих; -
перемещающихся по ним кареток, служащих для фиксации дрелей; -
рукояток.
Фотография №1: приставка для дрели
В станине имеется вырез под углом в 45°. Он предназначен для фиксации труб и цилиндрических заготовок.
Фотография №2: сверление цилиндрической заготовки при помощи приставки
Эти приспособления бывают бытовыми, полупрофессиональными и профессиональными.
-
Устройства первого типа имеют лишь функцию регулировки наклона направляющих для установки нужного угла сверления. Удерживаются конструкции при помощи рукояток. -
Полупрофессиональные приставки для сверления отверстий под углом могут оснащаться такими дополнительными приспособлениями, как системы фиксации станин и регуляторы глубины сверления. В некоторых моделях есть возможность изменения угла сверления как вдоль, так и поперек плоскости заготовок. За счет наличия дополнительных приспособлений такие приставки получаются более громоздкими. -
Профессиональные модели. Также могут иметь различие дополнительные приспособления. Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.
Изображение №1: профессиональная приставка для сверления отверстий под углом
Кондукторы для сверления отверстий под углами
Кондукторами (или шаблонами) называют различные по конструкции вспомогательные приспособления, которые используют при необходимости сверления точных отверстий различных диаметров в металле и иных материалах под различными углами.
Устройства делятся на 2 основных типа.
-
Кондукторы, предназначенные для сверления отверстий под прямыми углами. -
Приспособления, для сверления отверстий под острыми и тупыми углами.
Фотография №3: накладной кондуктор для сверления отверстий под прямыми углами
Кроме того, кондукторы для сверления отверстий под углами делятся на различные типы по двум критериям.
1. Сфера применения.
-
Универсальные. Стандартные модели, изготовленные из стали. Подходят для решения большинства задач. -
Мебельные. Предназначены для сверления отверстий для сборки мебели, ее монтажа, крепления фурнитуры и пр. -
Кондукторы для коронок. Это специальные модели, предназначенные для сверления отверстий под углами не обычными сверлами и бурами, а алмазными коронками больших диаметров.
-
Приспособления для сверления кафеля и плитки. Оснащены системами подачи воды для охлаждения алмазных сверл. -
Трубные модели. Предназначены для сверления цилиндрических заготовок.
2. Способ применения.
-
Накладные. Такие кондукторы для сверления отверстий под углами используют при обработке заготовок с плоскими поверхностями. Приспособления удерживают руками или надежно фиксируют. -
Скользящие. Такие приспособления не закрепляются. Их при использовании удерживают руками. -
Поворотные. Их применяют при сверлении отверстий в деталях цилиндрических форм. Направление сверления задается при помощи втулок. Оно может быть вертикальным, горизонтальным и наклонным. -
Опрокидываемые. Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
-
Закрепляемые. Они надежно крепятся к обрабатываемым поверхностям. Это удобно, но ограничивает свободу действий.
Изображение №2: сверление металла с применением кондуктора
Что можно использовать в домашних условиях
В домашних условиях обычно приходится сверлить отверстия под прямыми углами. Для повышения точности можно воспользоваться двумя эффективными подручными средствами.
Металлический уголок
Это самое распространенное приспособление для сверления отверстий под углом 90°. Используется оно так.
-
Сделайте разметку при помощи керна. -
Возьмите дрель и установите сверло в центр будущего отверстия. -
Приложите уголок к сверлу так, чтобы он соприкасался с инструментом обеими сторонами.
-
Просверлите отверстие требуемой глубины.
Удлиненная гайка
Отверстия, полученные сверлением металла под прямым углом при помощи удлиненной гайки, также имеют высокую точность. Операция предполагает лишь удерживание приспособления нужного диаметра при сверлении с центрированием сверла в намеченной точке.
В заключение
Как видите, сверлить отверстия под углами можно при помощи различных приспособлений. Лучшие варианты — профессиональные приставки и закрепляемые кондукторы.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 апреля 2022
Как выбрать сверло
26 февраля 2022
Углеродистая сталь
10 января 2022
Сверление рельс
9 декабря 2021
Способы заточки ступенчатых сверл
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie.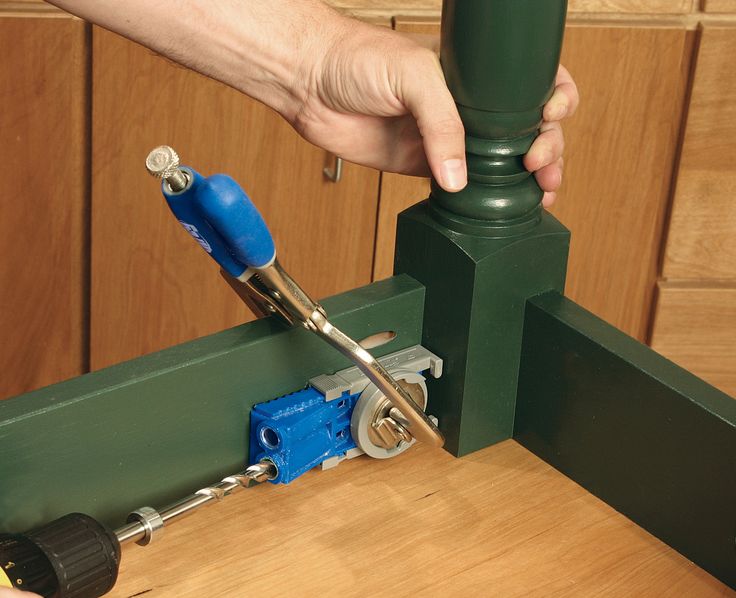 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как сделать дешевое приспособление для точных повторных операций
Ой, надо просверлить кучу отверстий, все таки на 8 частей. Как больно! И мне нужно вырезать эти остальные 5 частей, чтобы они совпадали. Какая трудность измерять, маркировать и резать каждый! Есть ли хороший способ облегчить работу? Может быть, с дешевым приспособлением, чтобы действительно ускорить процесс.
Что ж, мне может понадобиться дешевая сантехника!
Удерживать детали на месте для повторных операций несложно, особенно когда приходится повторять один и тот же процесс снова и снова. Эй, просто сделайте быстро дешевое приспособление, чтобы вам нужно было только измерить и отметить первое!
Приспособления (или приспособления, как их любят называть некоторые люди) могут быть довольно простыми, и они не должны быть красивыми.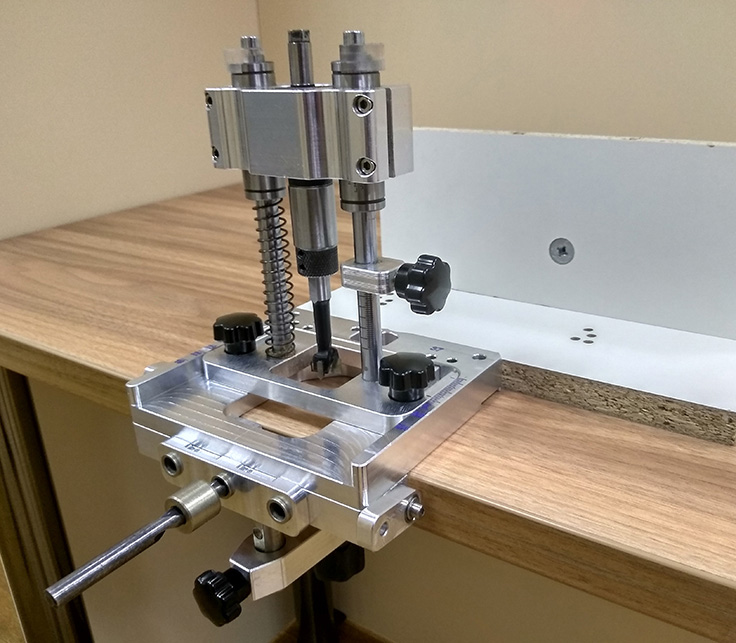 На изображении здесь показано простое приспособление для сверления. Это небольшой кусок металла, который нужно зажать одной губкой тисков. Тиски крепятся к столу сверлильного станка, так что повторное сверление становится простым вопросом смены частей. И вам не нужно измерять снова.
На изображении здесь показано простое приспособление для сверления. Это небольшой кусок металла, который нужно зажать одной губкой тисков. Тиски крепятся к столу сверлильного станка, так что повторное сверление становится простым вопросом смены частей. И вам не нужно измерять снова.
В этом случае мне пришлось просверлить одно и то же отверстие в 12 частях. Тщательно измерьте первую деталь, затем закрепите ее в тисках на столе сверлильного станка. Начните сверлить, перемещая тиски по столу, пока отверстие не окажется в идеальном положении. Далее все останавливаем и аккуратно зажимаем тиски к столу. Используйте 2 зажима на тисках, чтобы они не болтались. (На этом фото это большие серебряные наконечники, но на фото не видно всего зажима.)
Затем приложите небольшой кусок металла к краю первой части и закрепите его в тисках. челюсть (как с маленьким оранжевым зажимом). Закрепив тиски на месте и закрепив новый стопор на губке тисков, просто снимите первую заготовку и вставьте следующую, надежно удерживая ее до упора. Удерживая новую заготовку на месте, просто закройте тиски. Для остальных 11 штук измерения или маркировка не требуются. Лучше всего, когда сверление сделано, все части одинаковы. Это то, что мы хотели, верно?
Удерживая новую заготовку на месте, просто закройте тиски. Для остальных 11 штук измерения или маркировка не требуются. Лучше всего, когда сверление сделано, все части одинаковы. Это то, что мы хотели, верно?
Быстрый в изготовлении, простой в использовании
Если я потрачу несколько минут на настройку шаблона, он сделает все измерения за меня. Конечно, это занимает несколько минут, но в основном это быстро по сравнению со всеми измерениями, маркировкой и возней, чтобы сделать все отверстия правильно. При использовании приспособления все детали выходят точно так же, как и первые, поэтому потратьте некоторое время и идеально отрегулируйте первую деталь.
Поскольку приспособления (или зажимные приспособления) — это простая уловка, облегчающая жизнь, я использую их постоянно. Приспособления и приспособления используются для сверления, пиления, шлифования, сварки и многих других применений.
Креативность тоже окупается. Поместите удлинитель или дополнительный стопор на стол, как на втором фото. Угловой блок (белый) обычно не предназначен для такого рода вещей, но размещенный таким образом, он обеспечивает идеальную остановку. Это одно дешевое приспособление работало на всех 4 углах пластин крановых болтов, потому что все они одинаковы по отношению к углу. Несмотря на то, что вся стопка пластин была просверлена сразу, это приспособление позволяло просто перевернуть стопку и удерживать их все в одном ряду.
Угловой блок (белый) обычно не предназначен для такого рода вещей, но размещенный таким образом, он обеспечивает идеальную остановку. Это одно дешевое приспособление работало на всех 4 углах пластин крановых болтов, потому что все они одинаковы по отношению к углу. Несмотря на то, что вся стопка пластин была просверлена сразу, это приспособление позволяло просто перевернуть стопку и удерживать их все в одном ряду.
Сделайте дешевое приспособление из обрезков
В качестве другого примера на следующем фото показано простое дешевое приспособление для отрезной пилы. Все это сделано из подручных материалов из магазина — короткий кусок фанеры и несколько коротких кусочков 2×4.
Прикрутите пилу к доске, как этот кусок фанеры. Аккуратно отметьте первую деталь, затем идеально выровняйте ее на пиле. Держите его в безопасности. (Вы можете воспользоваться помощью второго человека или прикрепить его к пиле.)
Две дополнительные детали (деревянные бруски 2×4) свинчиваются вместе в форме буквы «L». Эта буква «L» позволяла легко привинтить фанеру в нужном месте — при этом высокий конец «L» едва касался конца первой части, которую нужно отрезать. Это так просто. Каждый кусок, который нужно вырезать, теперь имеет одинаковую длину, просто подтолкните его к деревянному блоку, а затем отрежьте. Для этого проекта 160 отрезков трубы из ПВХ имеют одинаковую длину для проекта Eagle Scout Service.
Эта буква «L» позволяла легко привинтить фанеру в нужном месте — при этом высокий конец «L» едва касался конца первой части, которую нужно отрезать. Это так просто. Каждый кусок, который нужно вырезать, теперь имеет одинаковую длину, просто подтолкните его к деревянному блоку, а затем отрежьте. Для этого проекта 160 отрезков трубы из ПВХ имеют одинаковую длину для проекта Eagle Scout Service.
Проявляйте творческий подход
Простые приспособления, подобные приведенным на этой странице, подойдут практически для любого типа резки, сверления, сварки, покраски, шлифования и т. д. Это быстрый способ сделать несколько одинаковых деталей.
Этот пример в отрезной пиле делает приспособление видимым выравниванием, а не жестким упором. Продолжайте думать, потому что есть много способов использовать эти похожие идеи.
В другом методе первая деталь используется в качестве крепления для второй и более, как в этом примере, для сверления отверстий, чтобы они совпадали.
Хотя вышеприведенный акцент сделан на креплениях для повторных операций, если детали большие или если они немного неуклюжи, приспособление для удержания вещей на месте для одной операции также может улучшить проект. Хорошим примером является сварка деталей вместе, например, рама прицепа. Для чего-то подобного требуется одновременное удерживание многих деталей, что намного проще с правильным зажимным приспособлением.
Да, это может быть хлопотно, но результат того стоит. Действуй.
Кстати, не могу не сказать о необходимости множества отличных зажимов. Они помогают во многих вещах, особенно в создании быстрого, дешевого, эффективного и временного приспособления.
Удачи вам в создании дешевого приспособления для всех повторяющихся и сложных процессов.
Мы нашли это для вас. . .
Артикул
Какой сварочный аппарат купить?
Я хочу построить один из ваших трейлеров, но мне нужно знать, какой сварочный аппарат купить? Какой тип и мне нужно 110 или 220 вольт? А как насчет других проектов с вашего сайта, которые могут меня заинтересовать?
Прочесть статью
Артикул
Когда безопасно настраивать планы?
В Mechanical Elements мы поощряем клиентов изменять и настраивать планы. Вот как вы строите идеальный проект. Итак, что можно настроить? А что не должно?
Вот как вы строите идеальный проект. Итак, что можно настроить? А что не должно?
Читать статью
Артикул
Где и как прикрепить цепи безопасности
Как лучше всего прикрепить цепи безопасности на прицепе? Это простой вопрос без единого лучшего ответа. Разве вы не ненавидите, когда ответ начинается с «Это зависит от . . . «? К сожалению, это зависит…
Читать статью
Статья
Подарочная карта Visa Победитель!
У нас есть победитель подарочной карты Visa на 100 долларов! Мы отправили запрос на фото, и вы ответили. Теперь жеребьевка и победитель.
Прочитать статью
Статья
Раскачивание прицепа – Видео обзор и обсуждение
Понимание динамики прицепа, такой как Раскачивание, очень важно. Если поискать, то можно найти много статей и отличных видеороликов на YouTube, в которых обсуждаются и демонстрируются многие факторы и проблемы.
Прочитать статью
Статья
Какие схемы прицепов мне следует купить?
Я хочу построить трейлер, но есть так много возможностей, и некоторые из них взаимоисключающие. Как мне сузить круг своих потребностей и как выбрать планы прицепа для покупки?
Как мне сузить круг своих потребностей и как выбрать планы прицепа для покупки?
Прочесть статью
Артикул
Сила, смещение и окровавленные суставы
Есть ли что-нибудь более раздражающее (болезненное и разочаровывающее), чем сломать сустав при работе с вещами в магазине? Для многих из нас кровавые жертвоприношения — это просто часть выполнения проекта, но это не обязательно должно быть так…
Читать статью
Артикул
Просверлить совпадающие отверстия под болты
Очень часто нам приходится делать совпадающие отверстия, чтобы что-то прикрутить. Вы приобрели что-то для установки на прицеп, верстак или какой-то другой объект, но теперь вам нужен именно этот номер
. Прочитайте статью
Артикул
Что не так с этой картинкой?
Научиться конструировать хорошие трейлеры, изучая плохие, — отличный способ сосредоточиться на деталях. На этом фото показаны 4 пункта «менее тщательного обдумывания» конструкции трейлера. Вы можете их выделить?
Вы можете их выделить?
Прочтите статью
Сверло для крепежа страховочной проволоки
Сопутствующие товары
Сменные сверла ALL10122, 2 шт. ALL99102
Allstar Performance
Сейчас:
4,99 $
Allstar Repl ALL10122 Сверла, 2 шт. ALL99102 Сверло, внешний диаметр 1/16 дюйма, сталь, страховочная проволока Allstar Крепления для сверл, пара Альтернативное описание
Направляющий болт контровочной проволоки, 2 шт. ALL99139
Allstar Performance
Сейчас:
4,79 $
Болт направляющей страховочной проволоки Allstar, 2 шт.
Клещи для страховочной проволоки ALL10120
Allstar Performance
Сейчас:
33,99 $
Клещи для страховочных тросов Allstar ALL10120 Никогда не проигрывайте гонки из-за ослабленных болтов. Плоскогубцы повышенной прочности имеют концевой подшипник для более плавного и быстрого скручивания, особенно в труднодоступных местах, где второе нажатие…
Плоскогубцы повышенной прочности имеют концевой подшипник для более плавного и быстрого скручивания, особенно в труднодоступных местах, где второе нажатие…
Контровочная проволока 0,032 дюйма из нержавеющей стали 304 ALL10121
Allstar Performance
Сейчас:
17,99 $
Страховочная проволока Allstar 0,032 дюйма, нержавеющая сталь 304 ALL10121 Проволока из нержавеющей стали диаметром 0,032″, катушка 1 фунт. Альтернативное описание
Контровочная проволока 0,041 дюйма из нержавеющей стали 304 ALL11008
Allstar Performance
Сейчас:
$19,99
Страховочная проволока Allstar 0,041 дюйма, нержавеющая сталь 304. Проволока ALL11008 используется для механической блокировки предварительно просверленных крепежных деталей для дополнительной безопасности. Проволока из нержавеющей стали типа 302/304 отличается высокой коррозионной…
Проволока из нержавеющей стали типа 302/304 отличается высокой коррозионной…
Клиенты также просмотрели
Товарищ по весу ALL13115
Allstar Performance
Сейчас:
69,99 $
Allstar Performance Scale Buddy ALL13115 Scale Buddy – это наполненный водой баллон, который можно поместить прямо в сиденье автомобиля, чтобы представить вес водителя при настройке и…
Клещи для страховочной проволоки ALL10120
Allstar Performance
Сейчас:
$33,99
Плоскогубцы для страховочных тросов Allstar ALL10120 Никогда не проигрывайте еще одну гонку из-за ослабленных болтов. Плоскогубцы повышенной прочности имеют концевой подшипник для более плавного и быстрого скручивания, особенно в труднодоступных местах, где второе нажатие. ..
..
Заклепочный пистолет для аккумуляторной дрели ALL18205
Allstar Performance
Сейчас:
$84,99
Заклепочный пистолет Allstar для аккумуляторной дрели Адаптер ALL18205 предназначен для реверсивных аккумуляторных дрелей и значительно ускоряет установку «глухих» заклепок, обычно используемых при сборке кузовов гоночных автомобилей. Инструмент — это…
Контровочная проволока 0,032 дюйма из нержавеющей стали 304 ALL10121
Allstar Performance
Сейчас:
$17,99
Страховочная проволока Allstar 0,032 дюйма, нержавеющая сталь 304 ALL10121 Проволока из нержавеющей стали диаметром 0,032 дюйма, катушка 1 фунт.
Инструмент для радиуса кузова ALL23100
Allstar Performance
Сейчас:
$47,99
Инструмент для радиуса кузова Allstar ALL23100 Инструмент из массива дуба можно использовать для развальцовки краев колесных арок при изготовлении крыльев и боковых панелей из алюминия. Инструмент имеет два разных радиуса для создания…
Инструмент имеет два разных радиуса для создания…
Умный инструмент 8in ALL10113
Allstar Performance
Сейчас:
$124,99
Инструмент Allstar Smart Tool 8in ALL10113 При сборке каркасов безопасности или проверке углов карданного вала убедитесь, что трубы шасси расположены ровно и вертикально. Также работает на продольных рычагах и трубах подвески при использовании с…
Направляющий болт контровочной проволоки, 2 шт. ALL99139
Allstar Performance
Сейчас:
4,79 $
Болт направляющей страховочной проволоки Allstar, 2 шт.0007
Инструмент для индексации свечей зажигания ALL96510
Allstar Performance
Сейчас:
19,99 $
Инструмент для индексации свечей зажигания Allstar ALL96510 Индексация правильно позиционирует заземляющую полосу свечи зажигания для лучшего зазора в куполе поршня и открывает электрод для более равномерного горения и возможного. ..
..
Коврик для ямы 10 футов x 20 футов ALL10605
Allstar Performance
Сейчас:
279,99 $
Коврик для ямы Allstar 10 футов x 20 футов ALL10605 Большой черный коврик для ямы размером 10 x 20 футов изготовлен из прочного винила и включает в себя защитные втулки. Информация о продукте Альтернативное описание PIT MAT 10FT X 20FT …
Инструмент для проверки зазора свечи зажигания ALL96515
Allstar Performance
Сейчас:
159 долларов.99
Инструмент для определения зазора свечи зажигания Allstar ALL96515 Инструмент правильно удерживает свечу зажигания для постоянной установки зазора свечи с помощью стандартного щупа. Вставьте заглушку в держатель, поместите щуп нужной толщины. ..
..
типов сверл и приспособлений | Станки
РЕКЛАМА:
Следующие пункты выделяют десять основных типов сверл. Существуют следующие типы: 1. Шаблонное приспособление 2. Пластинчатые приспособления 3. Пластинчатые приспособления 4. Угловые приспособления и приспособления для пластин 5. Канальные приспособления 6. Тиски и зажимные приспособления 7. Сверлильный приспособление 8. Универсальные приспособления 9. Пластмассовые приспособления 10. Приспособление для фрезерования черновой отливки.
Тип № 1. Шаблон шаблона :
Приспособление для сверления пластин:
Это самый простой тип и самая простая форма сверлильного кондуктора, используемая, когда необходимо изготовить только несколько деталей. Приспособление для шаблона может служить в качестве ориентира для размещения отверстий и контуров. Сверлильный кондуктор можно прикрепить к листу, в котором должны быть просверлены отверстия, с помощью винтов с накатанной головкой. Пластинчатое приспособление также может быть закреплено непосредственно на верхней части изделия с помощью С-образных зажимов.
Пластинчатое приспособление также может быть закреплено непосредственно на верхней части изделия с помощью С-образных зажимов.
ОБЪЯВЛЕНИЯ:
Хотя приспособления-шаблоны лишены усовершенствований других типов приспособлений, они стоят намного дешевле.
Тем не менее, шаблоны не так надежны, как другие типы зажимных приспособлений. Оператор должен быть осторожен, иначе детали могут быть обработаны неточно.
Типы шаблонов:
я. Приспособление для шаблона макета (см. рис. 28.62):
ОБЪЯВЛЕНИЯ:
Используется в качестве быстрого справочного инструмента для компоновки нескольких одинаковых деталей для определения расположения отверстий, контуров и внешних деталей детали. Толщина материала шаблона должна быть достаточной для поддержания правильного соотношения между элементами шаблона.
ii. Шаблон для плоской пластины (см. рис. 28.63):
Используется для поиска отверстий на плоских поверхностях. Этот шаблон обычно расположен со штифтами, указанными от края или от других отверстий. Минимальная толщина пластины примерно в один-два раза больше диаметра инструмента.
Этот шаблон обычно расположен со штифтами, указанными от края или от других отверстий. Минимальная толщина пластины примерно в один-два раза больше диаметра инструмента.
iii. Шаблон круглой пластины (см. рис. 28.64):
Используется для сверления отверстий на цилиндрических заготовках путем размещения на цилиндрической части детали.
iv. Шаблон для раскроя (см. рис. 28.65):
ОБЪЯВЛЕНИЯ:
В приспособлениях для раскроя шаблонов обычно используется штифтовое гнездо для размещения заготовки любой формы.
Тип # 2. Приспособления для пластин:
Шаблонные приспособления
в основном представляют собой модифицированные или улучшенные шаблонные приспособления. В дополнение к функции позиционирования он также включает в себя средства фиксации детали (зажим). Пластина обычно обеспечивает точки крепления для размещения, поддержки и зажима детали, а также для позиционирования втулки сверла. Таким образом, приспособления для пластин располагают детали с высокой степенью точности и повторяемости.
Таким образом, приспособления для пластин располагают детали с высокой степенью точности и повторяемости.
я. Приспособление для плоской пластины (см. рис. 28.66):
ОБЪЯВЛЕНИЯ:
Приспособление с плоской пластиной — это самая простая и основная форма приспособления. Он использует плоскую пластину в качестве единственного конструктивного элемента, к которому все детали прикреплены и на которые ссылаются.
ii. Приспособление для стола:
Настольное приспособление представляет собой простое приспособление с ножками. Он используется для удержания несимметричных или несимметричных заготовок. Ограничения касаются размера детали и наличия зажимных поверхностей. Деталь зажимается между кондуктором и зажимным устройством. Таким образом, усилие инструмента направлено на зажимы, которые должны иметь соответствующую конструкцию.
iii. Сэндвич-джиг:
Сэндвич-оправка похожа на оправку для простой пластины с опорной пластиной, что позволяет удерживать очень тонкие детали, которые в противном случае изгибались бы или деформировались под давлением инструмента. Сэндвич-оправку также можно использовать как комбинированную оправку, при этом одна сторона используется для размещения детали для сверления, а другая сторона — для развертывания детали или нарезания резьбы.
Сэндвич-оправку также можно использовать как комбинированную оправку, при этом одна сторона используется для размещения детали для сверления, а другая сторона — для развертывания детали или нарезания резьбы.
iv. Листовой зажим:
Приспособление для листьев (см. рис. 28.67) на самом деле является модификацией приспособления для сэндвичей. В то время как в приспособлении для сэндвича используются штифты для размещения двух элементов и винты для их скрепления, в этом приспособлении для этой цели используется шарнир с кулачковой защелкой. Деталь загружается в нижнюю секцию, где обычно располагаются локаторы. Затем створка, несущая втулки, опускается и фиксируется.
Тип # 3. Пластинчатые приспособления :
Изготавливается из одной опорной плиты, на которую крепятся различные детали для размещения, поддержки и зажима детали. Разнообразие работ, которые можно выполнять с помощью пластинчатых приспособлений, практически не ограничено.
Тип # 4. Угловые приспособления и приспособления :
Они в основном используются для обработки деталей, которые не могут быть легко обработаны с использованием давальческого типа.
Основным конструктивным элементом углового инструмента является угол, который может представлять собой конструктивную секцию, литой кронштейн или составную секцию.
я. Сверлильные станки с угловой пластиной:
Они могут быть изготовлены из чугуна или стального листа. Деталь располагается на одной грани с помощью центральной шпильки или установочного штифта и необходимых упоров. В конструкции углового корпуса инструмента вертикальный элемент должен быть такого же размера или меньше горизонтального элемента, чтобы сохранить требуемую жесткость инструмента и обеспечить точность обработки детали. Если вертикальная часть не может быть выполнена, как указано выше, ее необходимо поддерживать, размещая косынки или опоры между двумя элементами.
Для сверления отверстий на угловой пластине предусмотрены втулки. (См. рис. 28.68) Инструменты с плоской угловой пластиной сконструированы под углом 90 градусов к столу станка и используются для обработки деталей деталей под углами, перпендикулярными столу станка.
Инструменты с модифицированной угловой пластиной сконструированы так, чтобы соответствовать любому углу от параллельного до перпендикулярного к столу станка. Угловые пластины также используются для изготовления индексных шаблонов, где необходимо просверливать отверстия под углом.
ii. Шаблоны для сверления листьев:
Он состоит из корпуса из серого чугуна с закаленными и отшлифованными ножками, вставленными в основание. В корпус зажимного приспособления вставлены четыре закаленных и отшлифованных опорных штифта, и заготовка опирается на них. Зажимной болт сконструирован таким образом, что его можно закрепить в корпусе приспособления, а звездообразный маховик используется для зажима листа приспособления, чтобы надежно удерживать изделие.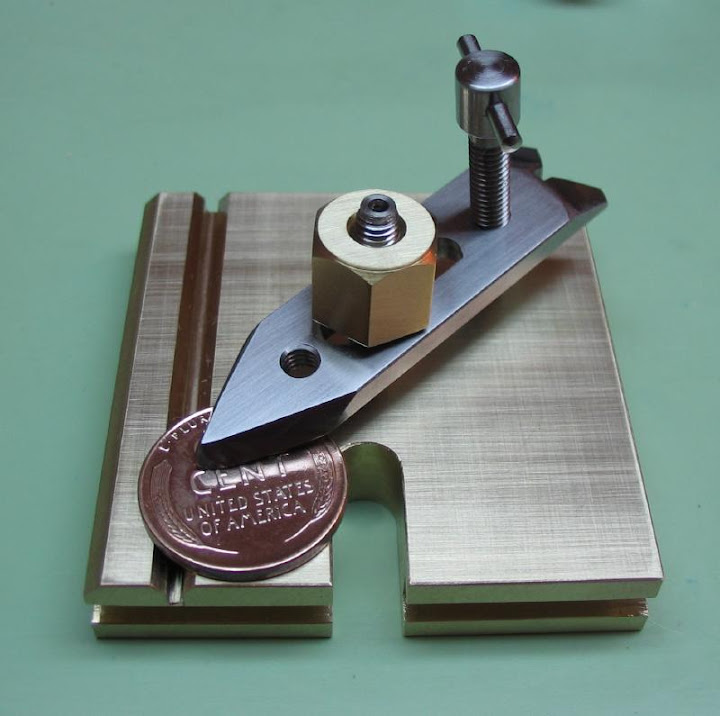
Клиновой штифт с углом 45 градусов в нижней части зажимов для листьев упирается в четыре установочных штифта в задней и левой частях приспособления. Можно отметить, что прижимное усилие на заготовку не оказывает непосредственно листовая пружина. Открытая конструкция такого приспособления обеспечивает быстрое и легкое удаление стружки и хороший обзор обрабатываемой детали.
Тип # 5. Приспособления для каналов :
Швеллерные и коробчатые зажимные приспособления — это подробные типы широко используемых зажимных приспособлений. Они предназначены для обработки деталей деталей на более чем одной поверхности без изменения положения заготовки в инструменте. Это дорого, но экономит много времени на обработку и обработку деталей. После загрузки детали ее редко удаляют до тех пор, пока не будет завершена вся обработка.
Швеллерный станок, основным конструктивным элементом которого является швеллер, представляет собой простейшую и основную форму закрытого шаблона и может обрабатывать три поверхности.
Шаблоны для каналов
обеспечивают лучшую стабильность и поддержку для тонких деталей по сравнению с открытыми шаблонами. Как правило, изделие крепится к верхней части и одной стороне зажимного приспособления, а с другой стороны зажимается. (См. рис. 28.70).
я. Коробчатый сверлильный станок:
Обычно изготавливается в виде коробки или каркаса вокруг детали. Обычно он используется, когда требуется просверлить отверстия с двух или более сторон детали. Каждая сторона зажимного приспособления поднимается под шпиндель сверла путем переворачивания зажимного приспособления.
Поскольку приспособление этого типа необходимо переворачивать, чтобы обеспечить требуемую рабочую поверхность для сверления шпинделя, оно также известно как приспособление для переворачивания. Ножки предусмотрены напротив каждой втулки в коробке. Одна сторона коробки открыта для вставки работы и размещения зажимной системы.
Шаблон
Box также обеспечивает хорошую поддержку хрупкой заготовки и превосходный контроль допуска. Когда очень большие отверстия или очень маленькие отверстия должны быть просверлены в одной и той же работе, считается хорошей практикой использовать два кондуктора, так как маленькие сверла не будут эффективно работать в сверлильном станке, способном просверливать большие отверстия. При сверлении отверстий меньшего размера в отдельных приспособлениях уже просверленные отверстия большего размера можно использовать для определения местоположения.
Когда очень большие отверстия или очень маленькие отверстия должны быть просверлены в одной и той же работе, считается хорошей практикой использовать два кондуктора, так как маленькие сверла не будут эффективно работать в сверлильном станке, способном просверливать большие отверстия. При сверлении отверстий меньшего размера в отдельных приспособлениях уже просверленные отверстия большего размера можно использовать для определения местоположения.
ii. Кондукторы для сверления с цапфой:
Это тяжелые приспособления для коробок, которые перемещаются на цапфах, чтобы поднять поверхность куста вверх. Собственно кондуктор несет на концах цапфы, которые вращаются в восточных опорных кронштейнах, установленных на длинном швеллере. Предусмотрены приспособления для фиксации его таким образом, чтобы поверхность, в которой должно быть просверлено отверстие, была абсолютно горизонтальной.
iii. Шайбы для сверления вала:
Когда производственные требования невелики, для сверления отверстий в круглых валах можно использовать простую форму сверлильного станка.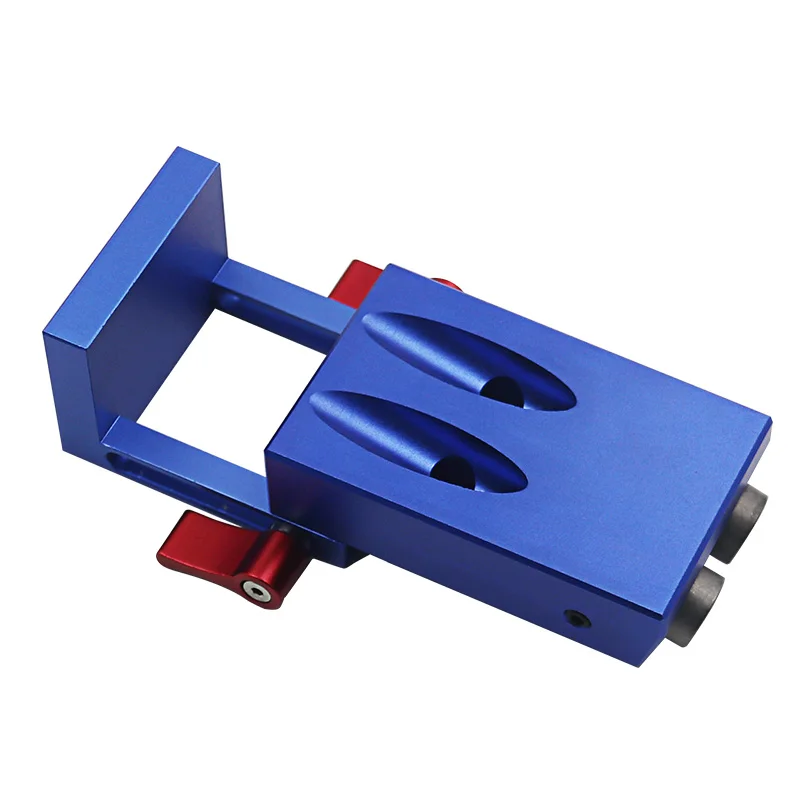 Он состоит из сплошного блока, в котором просверлено отверстие размером больше, чем просверливаемый вал.
Он состоит из сплошного блока, в котором просверлено отверстие размером больше, чем просверливаемый вал.
Сзади предусмотрен стопор, чтобы вал находился в определенном месте, а спереди предусмотрена контруглубление, облегчающее вставку изделия. Вверху предусмотрен болт с головкой, который зажимает работу, а втулка сверла вставляется в верхнюю часть приспособления. Также возможно разместить вал в V-образном блоке вместо коробки с круглым отверстием.
iv. Индексные приспособления:
Они используются для сверления ряда отверстий по кругу на лицевой стороне заготовки. Он подводит часть отверстия под сверло каждый раз, когда оно индексируется. Универсальные делительные головки, используемые на фрезерных станках, являются наиболее точными в делительном устройстве, но не подходят для массового производства, так как они могут потерять точность под воздействием усилий при сверлении и фрезеровании. Кроме того, они также являются дорогостоящими. Индексное устройство, используемое для зажимных приспособлений и приспособлений, должно быть как быстрым в действии, так и надежным в расположении.
Большинство индексирующих устройств сконструировано по следующему принципу. Различные установочные отверстия, расположенные очень точно, просверливаются и развертываются на делительной пластине или на цилиндрическом корпусе. Задание прочно закреплено с ними, и предусмотрены средства для поворота индексной пластины (цилиндрического корпуса) вместе с заданием.
Неподвижный элемент несет шарнирный подпружиненный рычаг, который поднимается для целей индексации и садится в следующее установочное отверстие только после того, как задание будет индексировано в правильное положение.
На рис. 28.72 показано точное подпружиненное индексирующее устройство, в котором стопорный штифт нагружен пружиной сжатия. Индексный штифт входит в пластину с прорезями; прорези в пластине, имеющие одну сторону, радиальную к центру, и вторую сторону, наклоненную под углом 30° к первой поверхности. Рабочие поверхности закалены и отшлифованы. Давление пружины порядка 30-40 кг/см 2 используется для положительного действия.
Тип № 6. Тиски и фиксаторы :
Машинные тиски:
Зажимные приспособления и приспособления для тисков представляют собой простейшие, наиболее простые по форме, эффективные, адаптируемые, универсальные и экономичные удерживающие устройства. Машинные тиски являются основным компонентом, используемым с этими зажимными приспособлениями и приспособлениями. Доступны несколько вариантов машинных тисков для повышения полезности этого инструмента.
Полезность увеличивается за счет использования специального набора губок для каждой детали. Эти зажимные приспособления и приспособления для тисков можно использовать в качестве специального держателя для любого количества различных деталей. Однако использование таких зажимных приспособлений и приспособлений для тисков ограничивается деталями, которые можно удерживать в тисках.
Принципы размещения заготовки в тисках такие же, как и для других типов зажимных приспособлений и приспособлений. Наиболее распространенный метод размещения заготовок — штифты или блоки; расположение осуществляется либо по его внешним краям, либо по отверстиям в детали. Детали всегда должны располагаться напротив неподвижного кулачка, чтобы обеспечить хорошую повторяемость и предотвратить любую несоосность в результате движения подвижного кулачка.
Наиболее распространенный метод размещения заготовок — штифты или блоки; расположение осуществляется либо по его внешним краям, либо по отверстиям в детали. Детали всегда должны располагаться напротив неподвижного кулачка, чтобы обеспечить хорошую повторяемость и предотвратить любую несоосность в результате движения подвижного кулачка.
Детали, не имеющие отверстий или обработанных кромок, иногда можно позиционировать с помощью локаторов гнездового типа, которые могут быть изготовлены либо механической обработкой (для симметричных деталей, не имеющих сложных деталей), либо методами литья (для несимметричных деталей, имеющих сложные детали) . Механически обработанные гнезда обычно используются для симметричных деталей, не имеющих сложных деталей. Однако их использование ограничено инструментами, используемыми в очень длительных производственных циклах, из-за их высокой стоимости.
Для несимметричных деталей используются литые гнезда. Их изготавливают из пластика, эпоксидных смол или легкоплавких сплавов металлов.
Тип # 7. Приспособление для сверления :
На рис. 28.73 показано сверлильное приспособление для сверления отверстий по периферии заготовки, показанной пунктиром на рис. 28.73. Можно отметить, что заготовка имеет предварительно обработанное отверстие. Помощь принимается, чтобы расположить заготовку против этого, обеспечивая закаленную и шлифованную втулку с наружной резьбой в приспособлении.
Прижимная пластина крестовины поднимается вверх по прижимной пластине, опускается и заготовка вставляется. Таким образом, он прижимается к заплечику втулки с помощью зажимной пластины крестовины путем приведения в действие кулачкового поршня с помощью рукоятки. Можно отметить, что этот метод зажима не вызывает деформации заготовки.
Спиральное сверло позиционируется относительно изделия с помощью закаленных и отшлифованных втулок сверла, которые действуют как направляющие для сверла. Между втулкой и обрабатываемой деталью предусмотрен достаточный зазор, чтобы она не улавливала стружку. Для того чтобы стружка могла беспрепятственно проходить через корпус приспособления и ползунковый зажим, предусмотрен достаточный зазор.
Для того чтобы стружка могла беспрепятственно проходить через корпус приспособления и ползунковый зажим, предусмотрен достаточный зазор.
Jig изготовлен из легкой конструкции с высокой жесткостью, поэтому с ним легко обращаться. У него нет острых углов, которые могли бы поранить оператора. Основание приспособления сконструировано таким образом, что его ножки не могут попасть в тройниковые пазы стола сверлильного станка. Чтобы заготовку можно было разместить только в желаемом положении, могут быть предусмотрены надежные штифты.
Тип # 8. Универсальные приспособления :
Универсальные приспособления — это приспособления, которые либо регулируются, либо адаптируются к более чем одной операции сверления. Обычно основной корпус и рабочий механизм остаются прежними, заменяются только верхняя пластина (втулочная пластина) и переходник. В универсальных приспособлениях верхняя пластина крепится к двум вертикальным стойкам, которые можно поднимать и опускать с помощью рычага.
Сверляемая деталь закрепляется на адаптере под верхней пластиной, которая всегда остается горизонтальной и обеспечивает прижимное усилие. Как правило, также предусмотрено фиксирующее устройство, соединенное с плечом рычага. Использование универсальных приспособлений имеет преимущества в скорости работы; взаимозаменяемость; и экономия на стоимости инструмента, стоимости проектирования и затрат времени на изучение.
Тип # 9. Пластиковые приспособления :
Пластмассовые материалы в настоящее время используются для ускорения производства сверлильных станков, особенно в авиационной промышленности. Матрицы из толстого пластика используются для операций растяжения листового металла и заменяют матрицы из цинкового сплава. Поскольку они легкие по весу, с ними можно обращаться более удобно. Если пластиковое приспособление случайно сломается, его можно заменить с небольшой потерей времени и с незначительными затратами. Пластиковые материалы можно измельчать по мере того, как инструменты устаревают и используются снова и снова.
Пластиковые материалы можно измельчать по мере того, как инструменты устаревают и используются снова и снова.
Желательные характеристики пластиковых материалов, которые должны использоваться для изготовления штампов:
я. Должна быть легко восстановлена,
ii. Должна быть предусмотрена возможность обработки пластиковых шаблонов инструментами для обработки дерева,
.
III. Он должен иметь достаточную ударную вязкость, чтобы выдерживать обычное обращение в магазине,
ив. Не должен становиться хрупким при низких температурах или после старения,
v. Должен быть устойчив к масляной металлической стружке.
Наиболее часто используемые пластмассы для зажимных приспособлений представляют собой термопластичную феноло-ацетоновую смолу и кислотоукрепляющий фенолформальдегид.
Тип # 10. Приспособление для фрезерования чернового литья :
На рис. 28.76 показано приспособление для фрезерования, используемое для фрезерования верхней поверхности литой заготовки, не имеющей точной установочной поверхности. Заготовка опирается на четыре закаленных и отшлифованных штифта с выпуклыми вершинами для обеспечения точечного контакта при неровной поверхности отливки.
Заготовка опирается на четыре закаленных и отшлифованных штифта с выпуклыми вершинами для обеспечения точечного контакта при неровной поверхности отливки.
Четыре штифта выбраны из соображений устойчивости, а штифты регулируемого типа с фиксатором. Поскольку вся верхняя поверхность должна быть обработана, устройство для очистки должно располагаться ниже верхней поверхности обрабатываемой детали.
Зубчатая фиксированная губка расположена с левой стороны, а боковая перемычка — с правой стороны, зубчатая кромка которой плотно притягивает заготовку к штифтам и к противоположной губке. Эта компоновка также противостоит усилию подачи при операции фрезерования и предотвращает возможность выталкивания заготовки из приспособления из-за составляющей сил резания при фрезеровании со встречным резом.
Приспособление изготовлено из тяжелой и жесткой конструкции, способной выдерживать усилия резания при фрезеровании. Крепление изготовлено из чугуна, который также гасит вибрацию, возникающую при фрезеровании.
Из-за высоких сил резания при фрезеровании используются прочные зажимы с затяжкой гайкой вместо кулачковой конструкции. Предусмотрены приспособления для крепления приспособления к столу станка.
Тип # 11. Поворотное приспособление :
На рис. 28.77 показано токарное приспособление для заготовки, показанной пунктирными линиями на рис. 28.77. Отверстие должно быть просверлено под прямым углом к плоской поверхности вилки заготовки. Заготовка помещается в подковообразный паз для облегчения загрузки, а также располагается плоско по отношению к установочному выступу, как показано на рис. 28.77. Зажим с защелкой используется для зажима заготовки через предварительно обработанный паз.
Для снятия зажима гайка не затягивается, а шпилька (шарнирная внизу) опускается вниз, что обеспечивает быстрое освобождение. Зажим устроен так, что проходит через паз только в том случае, если заготовка правильно выровнена. Приспособление позиционируется на токарном станке с помощью установочной втулки в задней части корпуса приспособления, которая соответствует выемке фланца шпинделя на токарном станке.
Приспособление позиционируется на токарном станке с помощью установочной втулки в задней части корпуса приспособления, которая соответствует выемке фланца шпинделя на токарном станке.
Элементы крепления приспособления устроены таким образом, что сверло и развертка будут правильно расположены относительно заготовки, когда они будут установлены на токарном станке. Комплектное приспособление уравновешивается балансирами. Обычно из соображений безопасности предусмотрена крышка, которая полностью закрывает приспособление.
Главная ›› Машиностроение ›› Промышленность ›› Станки ›› Сверлильные станки и приспособления
Сверление и фрезерование приспособлений | Pcb Test
Сверление и фрезерование приспособлений
Делиться
На способность щупа попасть в цель влияют два основных фактора: Смещение прибора и Точность наведения щупа .
Смещение приспособления представляет собой сумму всех допусков и отклонений, возникающих в результате процессов сборки печатной платы и изготовления приспособления. В эту группу входят смещения в отпечатке сборки печатной платы и расположении отверстий для инструментов, а также смещения в положении и прямолинейности толкательных штифтов и гнезда в приспособлении.
Смещение приспособления в основном определяется качеством процесса сверления и фрезерования. Чем выше стандарт в этом процессе, тем выше точность и тем меньше тестовая площадка, к которой можно прикоснуться. Использование высокоточных сверлильных и фрезерных станков в сочетании с регулярным процессом калибровки и соответствующим процессом сверления и фрезерования абсолютно необходимо для достижения низкого смещения приспособления .
T-5 Фотография крупным планом, показывающая несколько тестовых (2-3) контактных площадок с несколькими метками попадания щупов
Температура и Расслоение являются основными факторами, влияющими на качество процесса сверления и фрезерования. Контроль температуры в инструментах для сверления и фрезерования, а также на пластине в течение всего процесса сверления и фрезерования необходим для получения прямых сверл и минимальных допусков при сверлении под штифты и гнезда инструмента. Расслоение представляет собой специфическую проблему, связанную со сверлением волокнистого композитного материала, обычно используемого в качестве материала пластины для крепления. Это снижает структурную целостность пластины приспособления и приводит к получению сверл с высокими допусками и плохими сборочными свойствами. Меры по контролю температуры и предотвращению расслоения являются бесполезными в любом процессе сверления и фрезерования приспособления. Основываясь на более чем 10-летнем опыте, мы разработали Процесс сверления и фрезерования , специально разработанный для изготовления приспособлений, включающий несколько методов предотвращения расслоения и контроля температуры в течение всего процесса сверления и фрезерования.
Контроль температуры в инструментах для сверления и фрезерования, а также на пластине в течение всего процесса сверления и фрезерования необходим для получения прямых сверл и минимальных допусков при сверлении под штифты и гнезда инструмента. Расслоение представляет собой специфическую проблему, связанную со сверлением волокнистого композитного материала, обычно используемого в качестве материала пластины для крепления. Это снижает структурную целостность пластины приспособления и приводит к получению сверл с высокими допусками и плохими сборочными свойствами. Меры по контролю температуры и предотвращению расслоения являются бесполезными в любом процессе сверления и фрезерования приспособления. Основываясь на более чем 10-летнем опыте, мы разработали Процесс сверления и фрезерования , специально разработанный для изготовления приспособлений, включающий несколько методов предотвращения расслоения и контроля температуры в течение всего процесса сверления и фрезерования.
Процесс последовательности бурения с рассредоточением . При сверлении пластин крепления наше программное обеспечение для сверления и фрезерования автоматически разрабатывает последовательность сверления, которая распределяет сверление вдоль пластины, предотвращая сверление отверстий в последовательном порядке, которые расположены слишком близко друг к другу. Этот метод предотвращает накопление тепла в областях пластины крепления с датчиками высокой плотности.
При сверлении пластин крепления наше программное обеспечение для сверления и фрезерования автоматически разрабатывает последовательность сверления, которая распределяет сверление вдоль пластины, предотвращая сверление отверстий в последовательном порядке, которые расположены слишком близко друг к другу. Этот метод предотвращает накопление тепла в областях пластины крепления с датчиками высокой плотности.
T-6 Видео, показывающее, как пластина зонда Agilent3070 сверлится в разных областях – сверлильная головка с ЧПУ перемещается к нескольким частям пластины зонда и сверлит отверстия
Сухое сверление и фрезерование . Большинству людей известна охлаждающая жидкость, изготовленная из веществ на масляной основе, которые после процесса оставляют просверленные и фрезерованные детали грязными и маслянистыми. Вместо масляной охлаждающей жидкости мы используем метод, сочетающий этанол и принудительный поток воздуха для охлаждения как инструментов, так и крепежных пластин. Когда этанол вступает в контакт с воздушным потоком, он очень быстро испаряется, охлаждая воздух и материал, с которым он контактирует в процессе. Этот метод позволяет быстрее охлаждать оснастку и пластины, непрерывно обдувая их охлажденным воздухом.
Когда этанол вступает в контакт с воздушным потоком, он очень быстро испаряется, охлаждая воздух и материал, с которым он контактирует в процессе. Этот метод позволяет быстрее охлаждать оснастку и пластины, непрерывно обдувая их охлажденным воздухом.
T-7 Короткое видео процесса фрезерования с фрагментом в замедленной съемке, показывающее процесс очистки
Чистое сверление. Основным фактором, вызывающим расслаивание, является неправильная скорость инструмента и/или подача; однако выбора правильной скорости взимания платы и ставки сбора недостаточно, чтобы избежать расслоения. Мы внедряем в наш Процесс сверления и фрезерования дополнительные правила:
Содержите инструмент в чистоте в течение всего процесса фрезерования и сверления. Сверление глубоких отверстий увеличивает вероятность того, что мусор заполнит канавки сверла и заблокирует их. Это увеличивает выделение тепла в процессе сверления и предотвращает отвод тепла потоком воздуха от точки инструмента, где происходит сверление.
 Кроме того, чрезмерное количество мусора на канавках сверла приводит к поломке режущих кромок сверла, что приводит к преждевременному выходу инструмента из строя.
Кроме того, чрезмерное количество мусора на канавках сверла приводит к поломке режущих кромок сверла, что приводит к преждевременному выходу инструмента из строя.Ступенчатое сверление, или практика извлечения сверла после сверления на небольшом расстоянии. Этот метод увеличивает количество мусора, удаляемого в процессе бурения, и уменьшает его скопление на дне скважины. Кроме того, ступенчатое сверление позволяет очищать и охлаждать сверлильные инструменты и пластины в процессе сверления
T-8 Видео крупным планом и в замедленной съемке, показывающее очистку инструмента воздухом и ступенчатое сверление в последовательности из нескольких сверлений
Технология
Конструкция крепления
Сверление и фрезерование приспособлений
Проводка светильника
Испытание приспособлений
Тестовые щупы
Анализ методом конечных элементов (МКЭ)
Тензометрическое испытание (SGT)
Оптический тест
Роботизированный
Наши производственные и сервисные центры в Европе
Главный офис в Венгрии
ул. 4
4
8900 Zalaegerszeg
Венгрия
Тел.: +36 (0) 92 510840
Электронная почта: [email protected]
Германский офис
9.
Тел.: +49 (0)8142 501614
Политика конфиденциальности
Политика использования файлов cookie
Webdesign by SigmaNet
Подпишитесь на информационный бюллетень
Я согласен с
Политика конфиденциальности
Webdesign by SigmaNet
www.pcb-test.com используйте файлы cookie для персонализации и улучшения вашего опыта на нашем веб-сайте в соответствии с Политикой конфиденциальности.
Продолжение просмотра означает, что вы соглашаетесь на использование нами файлов cookie!
Вы можете изменить настройки этих файлов cookie в любое время, следуя инструкциям в Политике использования файлов cookie.
Принять
Что нужно знать о приспособлениях и приспособлениях
Что такое приспособления?
Приспособление — это, по сути, инструмент, который помогает точно повторять одно и то же действие снова и снова. Удерживая заготовку в нескольких точках или позволяя заготовкам зажиматься вместе, приспособления позволяют пользователям сверлить отверстия и точно удалять материал.
Другими словами, приспособление представляет собой удерживающее устройство, которое удерживает, поддерживает и фиксирует заготовку для направления одного или нескольких инструментов.
Для чего используются приспособления?
Основное назначение приспособления — обеспечить воспроизводимость, точность и взаимозаменяемость в производственном процессе. Это значительно упрощает жизнь производителям, поскольку им не нужно заново изобретать свои машины каждый раз, когда они производят новые изделия.
Шаблоны также можно использовать для создания альтернативной компоновки продукта, которая может обеспечить более эффективное производство, чем то, что было первоначально возможно с использованием только инструментов с ограниченным диапазоном и точностью (например, фрезерный станок).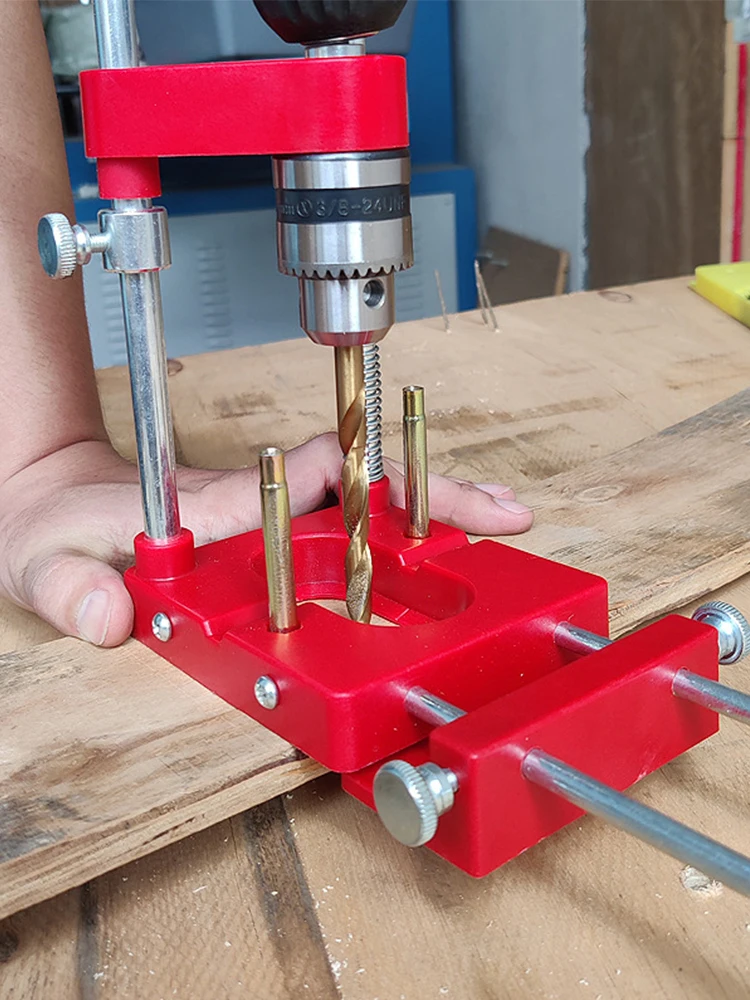
Где используются приспособления?
Кондукторы используются в процессах одномерной обработки, таких как сверление, нарезание резьбы и развертывание.
Шаблоны незаменимы в процессе обработки. Они помогают направлять и удерживать заготовки в заданном месте, гарантируя точность любого сверления или нарезания резьбы. Эти устройства также могут иметь зажимы для надежного удержания предметов во время развертывания.
Механическая обработка является одним из самых важных и распространенных процессов в машиностроении. Этот процесс в целом можно разделить на две категории: одномерная обработка, при которой одна деталь изготавливается только с одной стороны; или двунаправленная обработка, которая включает одновременную резку с обеих сторон с просверливанием отверстия на каждом конце, чтобы гарантировать, что он полностью проходит через все слои металла.
Сверление является отличным примером этого типа производства, поскольку отверстия часто сверлятся перпендикулярно к существующим поверхностям, а не параллельно, как это требуется для резьбы с резьбой. При обсуждении приспособлений: эти детали удерживают заготовки в точно определенных местах, поэтому они остаются устойчивыми при обработке на фрезерных станках, токарных станках и т. Д .; некоторые разновидности даже имеют встроенные функции, такие как индексаторы.
При обсуждении приспособлений: эти детали удерживают заготовки в точно определенных местах, поэтому они остаются устойчивыми при обработке на фрезерных станках, токарных станках и т. Д .; некоторые разновидности даже имеют встроенные функции, такие как индексаторы.
Какие бывают приспособления?
Некоторые типы приспособлений включают:
- Шаблон шаблона
- Приспособление для пластин
- Приспособление для диаметра
- Приспособление для каналов
- Кольцевой шаблон
- Приспособление для коробок
- Приспособление для листьев
- Приспособление для угловой пластины
- Индексный шаблон
- Приспособление для цапфы
Что такое светильники?
Приспособления — это удерживающие устройства, которые удерживают, поддерживают и размещают заготовки, но не направляют режущий инструмент для выполнения определенной операции.
Приспособления могут быть такими простыми, как зажимы или приспособления, используемые в деревообработке, называемые тисками, для скрепления материала во время его резки с помощью электропилы; они также могут напоминать небольшие столы, такое оборудование, которое было разработано для удержания кусков металлического листа, чтобы в них можно было просверливать отверстия под разными углами, не меняя их положения на плоской поверхности, с помощью таких приспособлений, как дрели и сверлильные станки.
Для чего используются светильники?
Основное назначение приспособлений — удерживать и предохранять заготовку от перемещения. Они также обеспечивают точное и воспроизводимое выравнивание для операций механической обработки, а также взаимозаменяемость при производстве продукции.
Приспособления часто используются для удержания заготовки на месте во время ее обработки. В некоторых случаях они также помогают направлять и поддерживать движение режущего инструмента, а также ограничивают доступ любых посторонних предметов, которые могут поставить под угрозу точность или качество.
Крепежи являются важными производственными инструментами, которые обеспечивают автоматизацию. Например, сборочная линия автомобилей невозможна без надежных приспособлений, которые закрепляют и направляют автомобили в процессе сварки и сборки. Крепления также можно использовать для удержания продукта на месте для оптического и лазерного сканирования для оценки качества изготовления.
Каковы преимущества использования светильников?
Приспособления имеют множество применений при выполнении задач многомерного фрезерования, таких как шлифование, токарная обработка и т. д., которые могут варьироваться от удержания как мелких деталей, так и крупных деталей, таких как заготовки для изготовления труб; ограничение нежелательного движения объекта во время использования; помощь в точности путем ограничения точечных нагрузок на чувствительных участках; проведение инструментов через сложные проходы без нарушения целостности.
Какие бывают светильники?
Некоторые типы приспособлений включают:
- Пластинчатое приспособление
- Крепление для угловой пластины
- Крепление для тисков
- Стопорное приспособление
- Многостанционное приспособление
- Крепление профиля
- Приспособления с ЧПУ
Какие существуют методы проектирования приспособлений?
- Напечатанные на 3D-принтере приспособления и приспособления — лучше подходят для органических и сложных форм, в которых допуски меньше, чем допуски, напечатанные на 3D-принтере.

- Использование датчиков атрибутов в стратегических контрольных точках прилегания — набор датчиков калибруется и устанавливается в определенных местах для измерения соответствия конкретных компонентов. С помощью этих датчиков можно проверить критические положения и сопрягаемые поверхности, монтажные отверстия и другие атрибуты.
- Контрольные калибры основаны на стандартах GD&T с установленными базовыми точками, обозначенными инженером на чертеже.
Важность приспособлений и приспособлений
Повышение эффективности и производительности производства часто является ключевой задачей для производителей. Приспособления и приспособления — это производственные инструменты, используемые для повышения надежности, точности и качества производственного процесса при минимизации продолжительности производственного цикла и повышении безопасности рабочих.
По сути, цель приспособлений, приспособлений и производственных сборов состоит в том, чтобы обеспечить точный, воспроизводимый и взаимозаменяемый производственный процесс, сократить время производства и человеческий фактор.
В чем разница между зажимными приспособлениями и приспособлениями?
Кондукторы и приспособления часто называют синонимами друг друга, хотя иногда они оба используются вместе как приспособления для приспособлений. Хотя термины «приспособление» и «крепление» часто используются взаимозаменяемо, в процессе массового производства они выполняют совершенно разные функции.
Вот некоторые различия между зажимными приспособлениями и приспособлениями:
Функциональность удержания и определения местоположения
Приспособления удерживают и определяют положение заготовки, а также направляют инструменты, с другой стороны, приспособления удерживают и определяют положение заготовки, но не направляют инструменты.
Конструкция и зажим
Кондукторы легче по конструкции, и зажим со столом часто не требуется. С другой стороны, приспособления имеют более тяжелую конструкцию и жестко крепятся болтами к станочным столам.
Использование и применение
Кондукторы часто используются для удержания заготовки и направления инструмента при сверлении, развертывании или нарезании резьбы. С другой стороны, приспособления часто используются для удержания работы при фрезерных, шлифовальных, токарных или планировочных операциях.
С другой стороны, приспособления часто используются для удержания работы при фрезерных, шлифовальных, токарных или планировочных операциях.
Мерные блоки
При использовании шаблонов использование мерных блоков не требуется. С другой стороны, с приспособлениями для эффективного обращения могут быть предусмотрены калибровочные блоки.
Стоимость
Кондукторы имеют более высокую стоимость по сравнению с приспособлениями.
Дизайн
Проектирование буровых установок может быть довольно сложным. С другой стороны, конструкция приспособлений проста по сравнению с приспособлениями.
Каковы некоторые преимущества использования приспособлений и приспособлений?
Приспособления и приспособления сделали производственные процессы менее сложными, более точными и беспроблемными с точки зрения человеческого фактора. Некоторые из преимуществ использования приспособлений и приспособлений включают:
- Их использование сокращает время на настройку перед обработкой
- Их использование повышает точность обработки и производительность
- Оба инструмента требуют менее квалифицированной работы
- Они способствуют снижению себестоимости продукции
- Оба инструмента повышают эффективность использования машин и рабочей силы, а также упрощают выполнение работ
- Оба инструмента повышают качество производства в промышленности
- Они обеспечивают быструю настройку инструмента и правильное позиционирование заготовки
Как изготавливаются приспособления и приспособления?
Обработка на станках с ЧПУ является наиболее распространенным производственным процессом для изготовления зажимных приспособлений и приспособлений.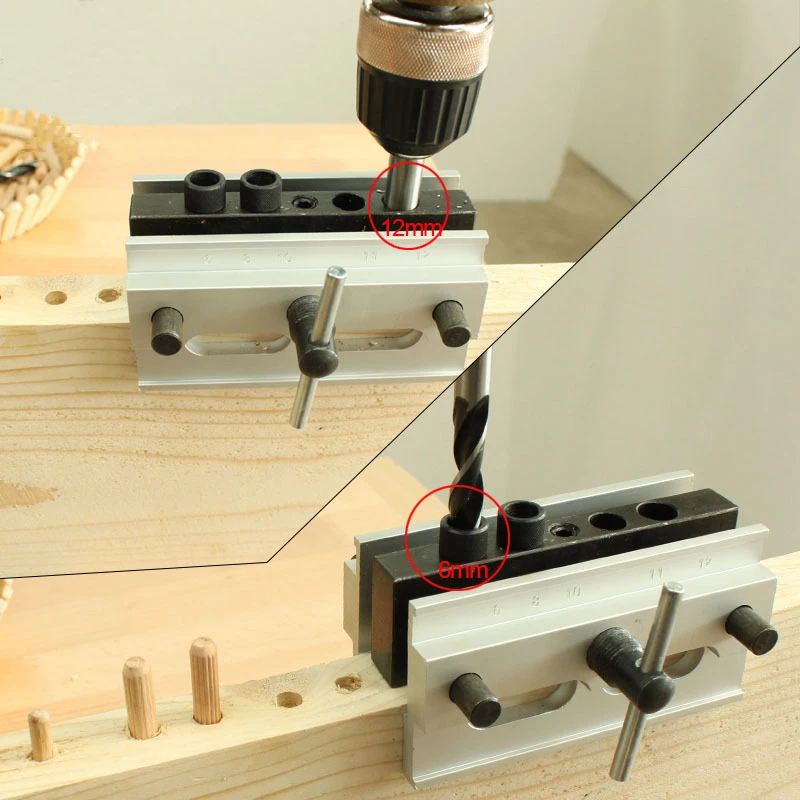 Однако в некоторых случаях 3D-печать часто используется, когда геометрия приспособления несовместима или быстро изготавливается с помощью станков с ЧПУ.
Однако в некоторых случаях 3D-печать часто используется, когда геометрия приспособления несовместима или быстро изготавливается с помощью станков с ЧПУ.
Не все товары должны быть сделаны из металла. Для многих применений пластик снижает затраты и отвечает вашим требованиям к производительности.
Какие операторы используют приспособления и приспособления?
Инженеры-технологи и инженеры-технологи, проектирование
- Сварочные приспособления – удерживают металлические заготовки в фиксированных положениях, так что сварщик-человек или робот-сварщик может легко и многократно изготавливать множество сборочных деталей в рамках производственного процесса.
- Сборочные приспособления/гнезда для деталей – как и сварочные приспособления, сборочные приспособления позволяют операторам закреплять большие детали при установке и сборке в них меньших. Некоторые могут также имитировать часть более крупной конструкции, чтобы помочь в правильной установке компонентов.
 Также используются для массового производства электронных компонентов.
Также используются для массового производства электронных компонентов. - Приспособления для обработки – приспособления/приспособления для обработки используются при обработке нескольких компонентов в рамках одного задания на обработку. Они обеспечивают быстрое серийное производство с ЧПУ. Модели САПР создаются вместе с профилями деталей для программирования машинных заданий.
Инженер по контролю качества, менеджер по качеству
- Крепежные приспособления для проверки соответствия (годен/не годен) – эти приспособления используются на этапе контроля качества. Детали помещаются в предустановленное приспособление, чтобы проверить, находятся ли различные точки в пределах допуска в определенной ориентации. Для одной и той же детали можно использовать несколько разных приспособлений для проверки различных атрибутов. Детали оцениваются по принципу «годен/не годен» в зависимости от того, соответствуют ли все атрибуты требованиям допуска и посадки или нет.
 Это позволяет проводить быстрый и эффективный осмотр, когда детали сходят с конвейера.
Это позволяет проводить быстрый и эффективный осмотр, когда детали сходят с конвейера.
Инженеры-сборщики, механические цеха с крупными производственными циклами
- Мобильные инструменты для обработки деталей – Ручные приспособления, специально разработанные для установки более крупных компонентов и используемые для транспортировки, позиционирования и обработки роботами или людьми-операторами.
Оптимизация расположения сверлильного приспособления кронштейна двигателя для минимизации деформации заготовки
Чтобы прочитать полную версию этого контента, выберите один из вариантов ниже:
Рамачандран Т.
(Кафедра машиностроения, Инженерно-технологическая школа, Джайнский предполагаемый университет, Бангалуру, Индия)
Сурендарнатх С.
(Отдел машиностроения, Группа учреждений Образовательного общества Налла Нарасимха Редди, Хайдарабад, Индия)
Дхармалингам Р.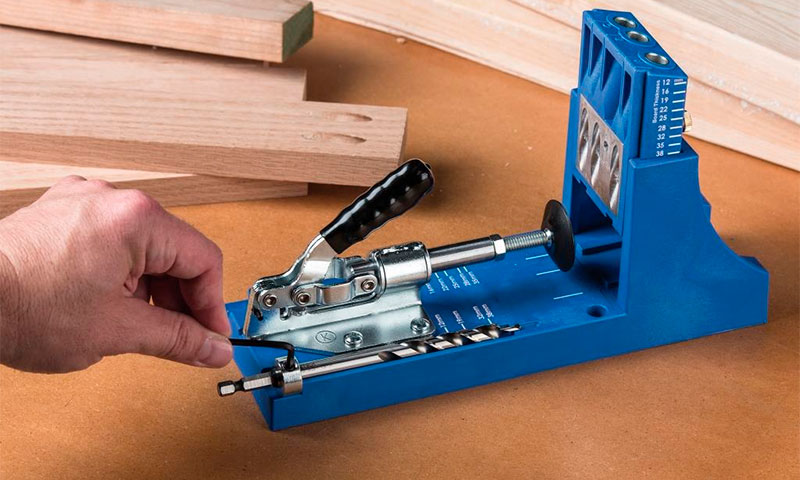
(Кафедра машиностроения, Инженерный колледж Прагати, Сурампалем, Андхра-Прадеш, Индия)
Инженерные расчеты
ISSN :
0264-4401
Дата публикации статьи: 23 сентября 2020 г.
Дата публикации выпуска: 30 июня 2021 г.
Загрузки
Аннотация
Назначение
Конструкция приспособления предназначена для фиксации заготовки (кронштейна крепления двигателя) во время обработки таким образом, чтобы уменьшить упругую деформацию заготовки. Приспособление удерживает заготовку за счет позиционирования фиксирующих элементов, что вызывает упругую деформацию заготовки, в свою очередь приводит к погрешностям формы и размеров и увеличению стоимости обработки.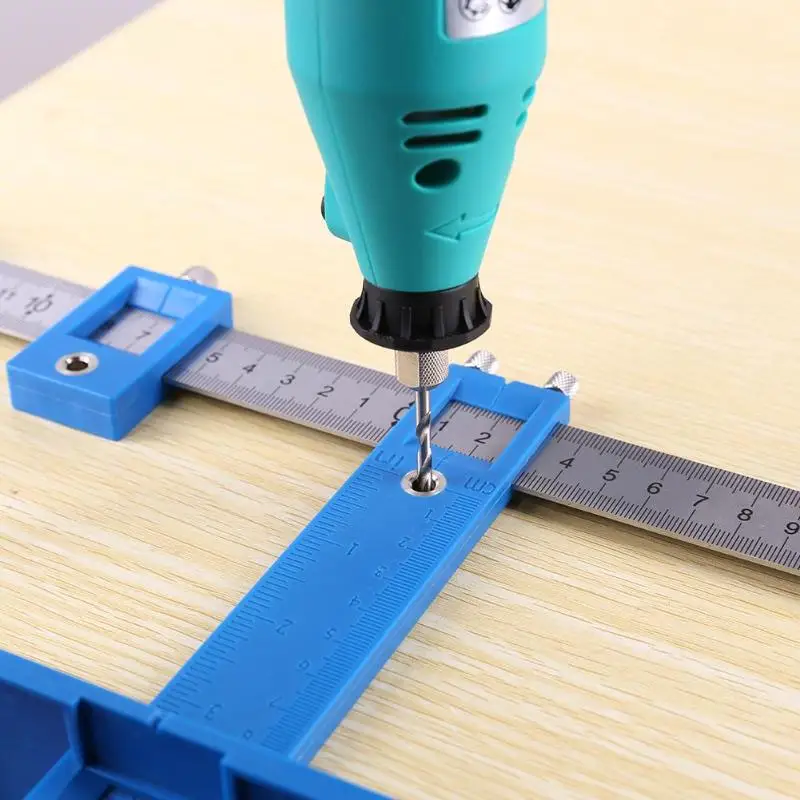 Расположение приспособления оказывает большое влияние на точность обработки и зависит от положения крепления. Положение элементов крепления, ключевые аспекты, необходимо было оптимизировать, чтобы уменьшить упругую деформацию заготовки. Целью данного исследования является оценка оптимизированной компоновки приспособлений для обработки кронштейна подвески двигателя.
Расположение приспособления оказывает большое влияние на точность обработки и зависит от положения крепления. Положение элементов крепления, ключевые аспекты, необходимо было оптимизировать, чтобы уменьшить упругую деформацию заготовки. Целью данного исследования является оценка оптимизированной компоновки приспособлений для обработки кронштейна подвески двигателя.
Подход к методологии проектирования
В этой исследовательской работе с использованием метода конечных элементов (МКЭ) в MATLAB разработана модель системы приспособление-заготовка, чтобы определить упругую деформацию заготовки. Искусственная нейронная сеть (ИНС) используется для разработки эмпирической модели. Результаты деформации, полученные для различных компоновок приспособлений из МКЭ, используются для обучения ИНС, и, наконец, разрабатывается эмпирическая модель. Модель, способная предсказывать деформацию, встроена в методы эволюционной оптимизации, способные находить локальные и глобальные оптимумы, оптимизировать расположение приспособлений и находить надежное.
Выводы
Для эффективной оптимизации параметров компоновки приспособления для получения наименьшей возможной деформации используются алгоритм муравьиной колонии (ACA) и алгоритм искусственной пчелиной колонии (ABCA), а результаты деформации, полученные с помощью обоих методов оптимизации, сравниваются для лучшие результаты.
Ограничения исследований Последствия
Метод МКЭ на основе MATLAB может предоставить решения, когда требуется повторное моделирование и симуляции, т. е. моделирование компоновок приспособлений (500 компоновок) для каждого изменения параметров требует индивидуального моделирования и имитации выходных требований в любом Программное обеспечение на основе FEM (ANSYS, ABACUS). Эта трудность уменьшена в этом исследовании. Таким образом, моделирование, симуляция и оптимизация FEM на основе MATLAB выполняются для определения решений для оптимизированной компоновки приспособления для достижения наименьшей деформации.
Практические выводы
Много раз осуществимость механической обработки/механических операций трудновыполнима, требует больших затрат и времени, когда требуется большее количество экспериментов. Для устранения трудностей крайне необходимы компьютерные автоматизированные методы решения. Такого рода исследование по данному исследованию предлагается читателям.
Оригинальность Значение
Метод моделирования и симуляции FEM на основе MATLAB используется для оптимизации компоновки крепления. Разработана эмпирическая модель на основе ИНС для деформации компоновки крепления, которая создает гипотезу для системы компоновки крепления. ACA и ABCA используются для оптимизации параметров компоновки приборов и сравниваются для наилучшего алгоритма, подходящего для системы компоновки приборов.
Ключевые слова
- Оптимизация
- ИНС
- Метод конечных элементов
- Кронштейн крепления двигателя
- Схема крепления
- Упругая деформация заготовки
Цитата
Т.
