Приспособление для сверления: Приспособление для сверления в плоскость и торец DELTATOOLS MD 590
Содержание
1 Проектирование приспособления для сверления отверстий
Введение
Строительство
материально-технической базы современного
общества и необходимость непрерывного
повышения производительности труда на
основе современных средств производства
ставит перед машиностроением весьма
ответственные задачи. К их числу относятся
повышение качества машин, снижение их
материалоемкости, трудоемкости и
себестоимости изготовления, нормализация
и унификация их элементов, внедрение
поточных методов производства, его
механизация и автоматизация, а также
сокращение сроков подготовки производства
новых объектов. Решение указанных задач
обеспечивается улучшением конструкции
машин, совершенствованием технологии
их изготовления, применением прогрессивных
средств и методов производства. Большое
значение в совершенствовании производства
машин имеют различного рода приспособления.
Использование
приспособлений способствует повышению
производительности и точности обработки,
сборки и контроля; облегчению условий
труда, сокращению количества и снижению
необходимой квалификации рабочих;
строгой регламентации длительности
выполняемых операций; расширению
технологических возможностей оборудования;
повышению безопасности работы и снижению
аварийности.
При разработке
приспособлений имеются широкие
возможности для проявления творческой
инициативы по созданию конструкций,
обеспечивающих наибольшую эффективность
и рентабельность производства, по
снижению стоимости приспособлений и
сокращению сроков их изготовления.
Приспособления должны быть удобными и
безопасными в работе, быстродействующими,
достаточно жесткими для обеспечения
заданной точности обработки, удобными
для быстрой установки на станок, что
особенно важно при периодической смене
приспособлений в серийном производстве,
простыми и дешевыми в изготовлении,
доступными для ремонта и замены изношенных
деталей.
Требуется спроектировать
станочное приспособление для операции
сверления отверстий ø12
на глубину 13,5 мм на вертикально-сверлильном
станке модели 2Н135 в условиях серийного
производства.
2 Описание работы приспособления
Приспособление
состоит из корпуса 2,
который устанавливается
на стол станка. Внутри корпуса расположен
пневмоцилиндр 3, который
устанавливается на основание 1.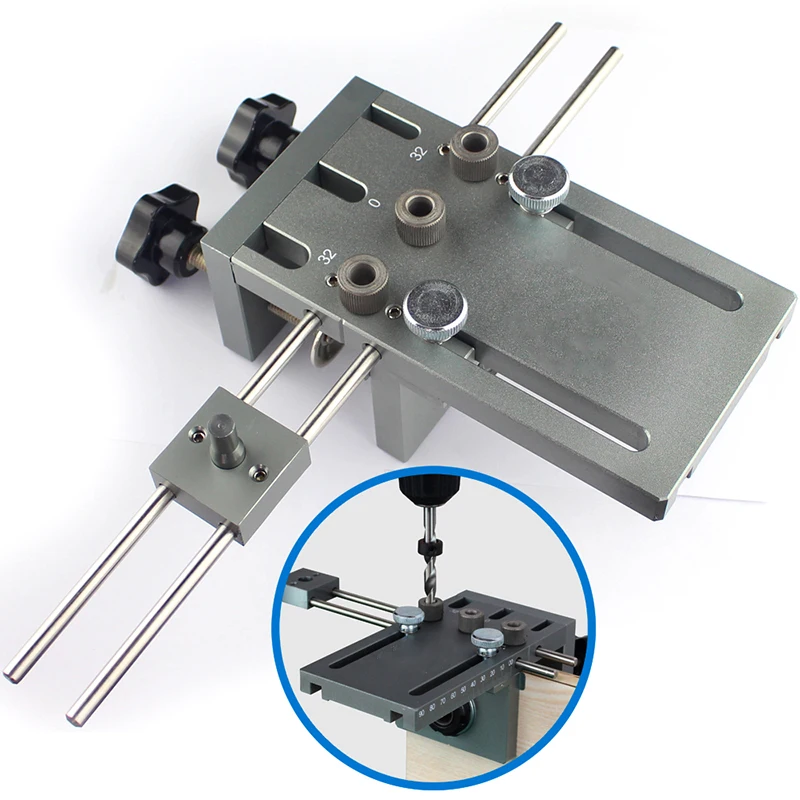 Основание
Основание
крепится к корпусу болтами 7.
Перемещение поршня пневмоцилиндра при
зажиме и отжиме заготовки
производится сжатым воздухом, который
подводится к пневмоцилиндру через
специальную полость.
Приспособление
работает следующим образом. Обрабатываемая
заготовка 6 устанавливается на постоянную
опору (центровик) 11 так, чтобы оси
просверливаемых отверстий
расположились
вертикально, соответственно направлению
рабочей подачи сверла.
После
закрепления в таком положении на
заготовку устанавливают накладной
кондуктор 5. В накладном кондукторе
имеются отверстия, в которые запрессованы
кондукторные втулки 8. Сверху накладной
кондуктор поджимается быстросменной
шайбой 17 и гайкой 10. Далее идет зажим
подачей штока пневмоцилиндра 4. В
кондукторе предусмотрены рукоятки 12.
Для снятия приспособления со стола
станка на поверхности корпуса имеются
рым-болты 13.
Таким образом, при использовании данного
приспособления достигается максимальный
эффект обработки отверстий.
3 Силовой расчет приспособления
Находим глубину резания
,мм.
мм
По глубине резания, типу
обработки и шероховатости из справочных
данных выбираем подачу: выбираем из
таблицы
5мм/об
[ 3, т.35].
Определяем скорость резания
,
где
—
коэффициент, учитывающий условия
обработки, [ 3, т.28].
,
,
–
показатели степени, [ 3, т.28].
Т=60 мин – период стойкости инструмента;
S – подача;
—
обобщенный поправочный коэффициент;
— коэффициент, учитывающий материал
заготовки; [ 3, т.1-4].
— коэффициент, учитывающий глубину
обрабатываемого отверстия,
[ 3, т.31].
— коэффициент, учитывающий материал
инструмента, [ 3, т.6].
;
тогда
.
Определяем частоту
вращения заготовки
,
.
Округляем частоту вращения
по справочным данным
.
Уточняем действительную скорость
резания
Находим крутящий момент
где
—
коэффициент, учитывающий условия
обработки;
,
,–
показатели степени;
Находим
осевую силу
,
где постоянная
и показатели степени
;
,
[ 3, т.32].
—
поправочный коэффициент, представляющий
собой произведение ряда коэффициентов,
учитывающих фактические условия резания;
;
тогда
.
Определяем мощность
резания
;
.
Проверяем достаточна
ли мощность станка для проведения данной
операции
;
;
;
.
При конструировании нового станочного
приспособления силу закрепления
находим из условия равновесия заготовки
под действием сил резания, тяжести,
инерции, трения, реакции в опорах.
Полученное значение силы закрепления
проверяем из условия точности выполнения
операции. В случае необходимости изменяем
В случае необходимости изменяем
схему установки, режимы резания и другие
условия выполнения операций. При расчетах
силы закрепления учитываем упругую
характеристику зажимного механизма.
Силовой расчет учитывает коэффициент
запаса –
,
поскольку при обработке заготовки
возникают неизбежные колебания сил и
моментов резания. В общем случае величина
этого коэффициента находится в пределах
от 2…3,5, в зависимости от конкретных
условий обработки.
Значение коэффициента
следует выбирать дифференцированно в
зависимости от конкретных условий
выполнения операции и способа закрепления
заготовки. Его величину можно представить
как произведение частных коэффициентов,
каждый из которых отражает влияние
определенного фактора:
К0
= 2 – гарантированный коэффициент
запаса [2, c.85].
К1
= 1,2 – коэффициент, зависящий от
состояния поверхностного слоя заготовок
[2, c.85].
К2
= 1 – коэффициент, учитывающий
увеличение сил резания вследствие
затупления режущего инструмента.
Принимаем в зависимости от обрабатываемого
материала и метода обработки
[2, c.85].
К3
= 1 – коэффициент, учитывающий
прерывистость резания; [2,
c.85].
К4
= 1 – коэффициент, характеризующий
постоянство силы развиваемой зажимным
механизмом [2, c.85].
К5
= 1 – коэффициент, характеризующий
эргономику зажимного механизма.
К6
= 1 – коэффициент, характеризующий
установку заготовки [2, c.85].
ЕслиКЗ
2,5, то при расчете надежности
закрепления ее следует принять равным
КЗ
= 2,5.
Так как в результате расчета КЗ
2,5 , то принимаем КЗ
= 2,5.
Величину необходимого зажимного усилия
определяем на основе решения задачи
статики, рассматривая равновесие
заготовки под действием приложенных к
ней сил. Для этого составляем расчетную
Для этого составляем расчетную
схему, то есть, изображаем на схеме
базирования заготовки все действующие
на неё силы: силы и моменты резания,
зажимные усилия, реакции опор и силы
трения в местах контакта заготовки с
опорными и зажимными элементами.
По расчетной схеме необходимо установить
направления возможного перемещения
или поворота заготовки под действием
сил и моментов резания,
определить величину проекций всех сил
на направление перемещения и составить
уравнения сил и моментов:
Рисунок 1 —
Условная расчетная схема кондуктора.
где
– осевая сила;
W – усилие зажима;
– коэффициент трения;
– реакция осевой силы;
Действующие на заготовку силы и моменты
резания можно рассчитать по формулам,
приводимым в справочниках и нормативах
по режимам резания применительно к
определенному виду обработки.
Мкр =
13,45 Нм; Pос
= 2278,8 Н; f1
= f2
= 0,2.
Необходимую силу закрепления при
сверлении рассчитываем по формуле
Так как действительная сила зажима
больше необходимой, то расчет выполнен
верно.
Приспособление для сверления для токарного станка по дереву | Навесное оборудование / механизмы
Необходимые куки-файлы помогают сделать веб-сайт пригодным для использования путем включения таких базовых функций, как навигация по страницам и доступ к защищенным областям веб-сайта. Без этих куки-файлов веб-сайт не может нормально функционировать.
ElioBack_buttonPressed
Назначение: маркер о том, что посетитель нажал кнопку «Назад» и необходимо восстановить рекламную вкладку
Провайдер: dictum.com
Тип: Local/Session storage
ElioCouponManager_NoCodeModal
Назначение: Отображение посетителю конкретных кодов действий. Маркер о том, что модальное окно должно оставаться закрытым.
Провайдер: dictum.com
Тип: Local/Session storage
ElioCurrencyConverter_ExchangeRates
Назначение: Предоставление коэффициентов конвертации для конвертера.
Провайдер: dictum.com
Тип: Local/Session storage
ElioCurrencyConverter_selectedCurrency
Назначение: хранение текущей выбранной валюты в конвертере.
Провайдер: dictum.com
Тип: Local/Storage session
ElioGlossar_
Назначение: предоставление записей глоссария.
Провайдер: dictum.com
Тип: Local/Session storage
ElioGroupSeries_variantClicked
Назначение маркер для восстановления рекламной вкладки при нажатии кнопки возврата.
Провайдер: dictum.com
Тип: Local/Session storage
ElioStorageClearedNew
Назначение: Отметьте, была ли произведена очистка местного хранилища.
Провайдер: dictum.com
Тип: Local/Session storage
ElioTabs_selectedTabs
Назначение: маркер для восстановления табуляции отображения при нажатии кнопки возврата.
Провайдер: dictum.com
Тип: Local/Session storage
Session-
Назначение: Уникальный внутренний идентификатор пользователя магазина, который необходим для обеспечения основных функций магазина, таких как корзина покупок и вход в систему.
Провайдер: dictum.com
Тип: HTML
Срок годности: Session
ShopwarePluginsCoreSelfHealingRedirect
Назначение: Технически необходимая функция для перенаправления страницы в случае ошибок при загрузке страницы.
Провайдер: dictum.com
Тип: Local/Session storage
__csrf_token-
Назначение: Обеспечивает безопасность просмотра посетителями сайта, предотвращая подделку межсайтовых запросов.
Провайдер: dictum.com
Тип: HTML
Срок годности: Session
allowCookie
Назначение:Хранение настроек посетителя, разрешены ли обычно cookie-файлы.
Провайдер: dictum.com
Тип: HTML
Срок годности: 180 дней
basketCount
Назначение: Хранение количества элементов в корзине.
Провайдер: dictum.com
Тип: Local/Session storage
cookieDeclined
Назначение: Хранение посетителя с настройками, запрещающими использование cookie-файлов.
Провайдер: dictum.com
Тип: HTML
Срок годности: 180 дней
cookiePreferences
Назначение: Хранение предпочтений посетителей в менеджере согласий на использование cookie-файлов.
Провайдер: dictum.com
Тип: HTML
Срок годности: 180 дней.
eCurrentSuffix
Назначение: Устанавливается при вызове страницы магазина с соответствующим параметром в URL и используется для предоставления соответствующей информации о цене.
Провайдер: dictum.com
Тип: HTML
Срок годности: Session
eNote_notes
Назначение: Сохранение статей, содержащихся в пользовательском списке просмотра, для отображения кнопок списка просмотра как активных.
Провайдер: dictum.com
Тип: Local/Session storage
ePrice
Назначение: Хранение пользовательских настроек для отображения брутто или нетто-цены.
Провайдер: dictum.com
Тип: HTML
Срок годности: 365 дней
ePriceClose_tax-frame-show
Назначение: Отметьте, был ли уже отображен выбор брутто/сетевой цены.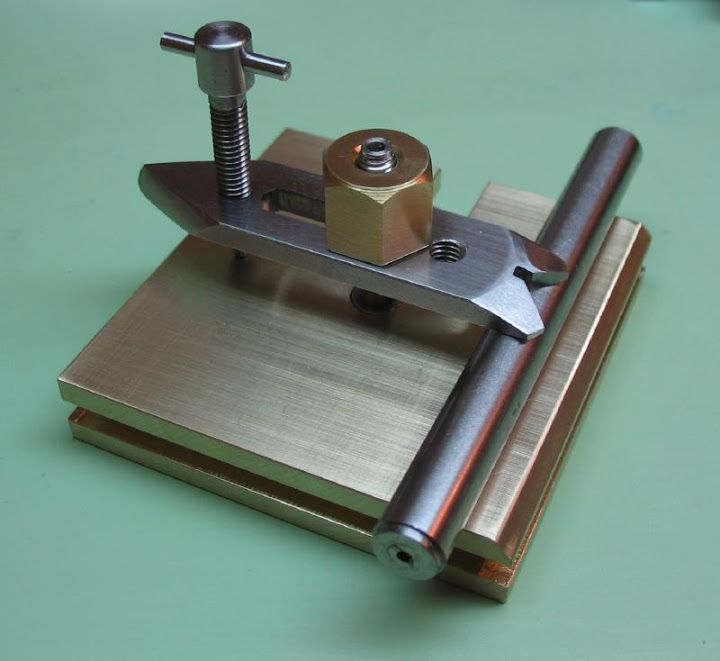
Провайдер: dictum.com
Тип: Local/Session storage
ePush
Назначение: Хранение хэш-значения элементов, отправляемых в браузер по HTTP2 push.
Провайдер: dictum.com
Тип: HTML
Срок годности: 30 дней
ffSelectedPerPage
Назначение: Сохранение настроек посетителя, сколько статей должно отображаться на одной странице листинга.
Провайдер: dictum.com
Тип: HTML
Срок годности:Session
hide-cookie-permission
Назначение: маркер, должно ли разрешение cookie быть скрыто для конкретного языкового магазина.
Провайдер: dictum.com
Тип: Local/Session storage
modernizr
Назначение: Функциональный тест на возможность записи локальных/сезонных записей в хранилище. Ввод автоматически удаляется сразу после создания.
Провайдер: dictum.com
Тип: Local/Session storage
nocache
Назначение: Необходимый куки-файл для управления обработкой кэша
Провайдер: dictum. com
com
Тип: HTML
Срок годности: Session
shop
Назначение: Хранение идентификационного номера вызываемого посетителем языкового магазина.
Провайдер: dictum.com
Тип: HTML
Срок годности: Session
testcookie
Назначение: тест функции для настройки cookie-файлов. Этот cookie автоматически удаляется после создания.
Провайдер: dictum.com
Тип: HTML
Срок годности: сессии
videojs_preferred_res
Назначение: маркер для предпочтительного или стандартного разрешения видео.
Провайдер: dictum.com
Тип: Local/Session storage
x-cache-context-hash
Назначение: маркер для присвоения клиентских цен после входа в систему
Провайдер: dictum.com
Тип: HTML
Срок годности: Session
Платежи по системе PayPal
Помнит, если пользователь закрыл модаль выбора купонов
Функциональный тест на возможность записи локальных/сезонных записей в память. Ввод автоматически удаляется сразу после создания.
Ввод автоматически удаляется сразу после создания.
Partner
Назначение: Устанавливается при вызове страницы магазина с соответствующим партнерским параметром в URL и используется для работы с партнерской программой.
Провайдер: dictum.com
Тип: HTML
Срок годности: Session
Кондуктор для точного сверления 10 идей
Содержание
Самодельный кондуктор для сверления точных отверстий в профильной трубе
Когда нужно просверлить отверстия в профильных трубах насквозь, то, как правило, сначала приходится сверлить отверстие в одной стенке, и только потом — в другой. И в этом случае всегда есть риск того, что отверстия получатся не соосными друг другу.
Чтобы не заморачиваться с разметкой и не «промахнуться» в процессе сверления, можно воспользоваться простейшим самодельным кондуктором.
Идеей изготовления этого самодельного приспособления поделился с нами автор YouTube канала THD TV.
Для сборки кондуктора потребуются следующие материалы:
- листовой металл;
- подшипники;
- барашковые винты;
- пружины;
- длинные болты.

Что касается инструмента, то для работы автор использовал сварочный аппарат, болгарку, электродрель, метчики для нарезания резьбы в металле.
Процесс изготовления кондуктора
Первым делом необходимо вырезать заготовки из листового металла: основание и боковые стенки.
Далее в 2-х боковых стенках высверливаем по три отверстия. В крайних отверстиях необходимо нарезать резьбу при помощи метчика.
На следующем этапе привариваем боковые стенки к основанию.
Сварные швы надо зачистить болгаркой с лепестковым кругом. Либо можно это сделать на шлифовальном станке.
К верхней части основания необходимо будет приварить подшипники с внутренним диаметром 8, 10 и 12 мм. После этого просверливаем в основании отверстия.
В завершении останется лишь вырезать из листового металла две прижимных губки, затем высверливаем в них отверстия по центру, и нарезаем резьбу под болты.
Красим самодельный кондуктор, устанавливаем винты с болтами, и можно пользоваться. Подшипники в данном случае выступают в роли направляющих для сверла.
Подшипники в данном случае выступают в роли направляющих для сверла.
Видео по теме
Подробно о том, как изготовить кондуктор для сверления точных отверстий в профильной трубе, можно посмотреть ниже — в авторском видеоролике.
Chế Tạo Dụng Cụ Kẹp Định Tâm Khoan Lỗ trên Sắt Hộp ( centering clamp tool )
Универсальный кондуктор для сверления
В домашней мастерской часто приходится сверлить отверстия в заготовках при помощи ручной электродрели (потому что сверлильного станка нет либо же нет возможности им воспользоваться).
Однако в этом случае очень сложно добиться качественного результата — выдержать угол в 90 градусов относительно поверхности.
Поэтому если вам необходимо просверлить максимально точные отверстия (например, для установки деревянных шкантов), мы рекомендуем воспользоваться универсальным кондуктором.
Штука действительно очень полезная и простая в изготовлении — можно использовать те материалы, которые найдутся под рукой.
Основные этапы работ
Из фанеры отпиливаем три заготовки одинакового размера. Фиксируем их вместе при помощи малярного скотча. На ленточной пиле вырезаем в заготовках паз треугольной формы, как показано на фото ниже.
Дополнительно высверливаем в заготовках два отверстия, после чего убираем малярный скотч.
На следующем этапе берем две заготовки и вырезаем в них продольные пазы.
Третью заготовку оставляем как есть. К ней прикручиваем деревянный брусок. Также сверлим в ней отверстие и устанавливаем болт.
Далее приступаем к сборке самодельного кондуктора. Надеваем на болт две заготовки с пазами и фиксируем их барашковой гайкой.
В результате у нас получилась очень простая и полезная штуковина, с помощью которой можно сверлить ровные отверстия, используя разные сверла.
Приспособление для сверления отверстий в круглых трубах
Если просверлить одно отверстие в круглой трубе — ничего сложного, то когда нужно просверлить целый ряд отверстий, находящихся на одной линии, тут требуется высокая точность.
Без использования самодельных приспособлений можно испортить заготовку.
В сегодняшней статье расскажем, как своими руками изготовить приспособление для сверления отверстий в круглых трубах.
Причем это могут быть не только металлические, но и пластиковые трубы. А также можно использовать самоделку для сверления отверстий в круглых деревянных палках.
Основные этапы работ
Необходимые материалы:
- металлическая полоса;
- стальной кругляк;
- слесарные зажимные клещи;
- арматура.
Первым делом отрезаем две заготовки из металлической полосы. Прикладываем их к профильной трубе с небольшим зазором между ними. Фиксируем струбцинами. Потом от стального кругляка отрезаем четыре кружка и привариваем их к полосам.
После этого по центру каждого кружка надо высверлить отверстия под конкретный диаметр сверла, каким вы будет сверлить отверстия в трубе.
Получившуюся приспособу привариваем к одной из губок слесарных зажимных клещей. Дополнительно ее нужно усилить скобой из арматуры.
Вторую губку обрезаем до нужной длины и привариваем к ней захват для труб, который также сделан из арматуры.
Вот такая интересная самоделка у нас сегодня получилась. Пользоваться ей очень просто. Берем трубу и зажимаем ее между губками. Потом подбираем сверло нужного диаметра и высверливаем в ней отверстие.
Видео по теме
Подробно о том, как сделать приспособление для сверления отверстий в круглых трубах, показано ниже — в авторском видеоролике. Своим опытом поделился автор YouTube канала khám phá và sáng tạo. Берите идею на заметку!
Hướng dẫn làm kẹp định vị khoan lỗ trên ống tròn dễ dàng
Кондуктор для сверления отверстий в круглых заготовках
Ровно просверлить отверстия в круглых деревянных или металлических заготовках — непросто, потому что сверло постоянно уводит в сторону. Но эту проблему можно решить с помощью самодельного кондуктора для сверления отверстий.
Но эту проблему можно решить с помощью самодельного кондуктора для сверления отверстий.
В данной статье мы расскажем, как изготовить это простое приспособление своими руками. И для этого нам будут нужны всего две детали:
- строительный уголок;
- металлическая полоса.
Идею изготовления самодельного кондуктора-шаблона мы подсмотрели у автора YouTube канала Creative Tool Mistry — берите на заметку.
Пошаговый процесс изготовления кондуктора
Первым делом необходимо отрезать кусок строительного уголка требуемой длины (примерно 15-20 см). Ребро уголка надо будет сточить болгаркой, чтобы получилась плоская площадка.
После этого размечаем заготовку, и сверлим в ней отверстия разного диаметра.
На следующем этапе отрезаем кусок металлической полосы — заготовка должна быть такой же длины, что и уголок. Привариваем полосу к уголку.
Используя просверленные в уголке отверстия в качестве направляющих, высверливаем соосные отверстия в металлической полосе.
На последнем этапе останется только зачистить и покрасить самодельное приспособление. Работать с ним очень просто — прикладываем к круглой заготовке, и сверлим отверстие нужного диаметра.
Подробно о том, как сделать кондуктор для сверления отверстий в круглых заготовках, можно посмотреть ниже — в авторском видеоролике.
Smart DIY Inventions || Unique DIY Tool Craft
Самодельный шаблон-кондуктор, с помощью которого легко просверлить точные отверстия
Рассказываем, как своими руками изготовить простой шаблон-кондуктор, с помощью которого можно легко и быстро просверлить точные отверстия в заготовках из металла и дерева.
Конструкция кондуктора состоит из пластины с направляющими отверстиями и регулируемого упора — чтобы можно было расположить направляющее отверстие в нужном месте заготовки.
Для изготовления самодельного приспособления (кондуктора) потребуется совсем немного материалов, которые у каждого найдутся в гараже:
- металлическая полоса;
- металлический уголок;
- болт с барашковой гайкой.
Из основного инструмента для изготовления сегодняшней самоделки потребуется стандартный набор мастера-самодельщика: сварочный аппарат, электрическая дрель и углошлифовальная машинка.
Причем для работы с болгаркой понадобится как отрезной диск по металлу, так и лепестковый круг (для шлифовки).
Пошаговый процесс изготовления кондуктора для сверления отверстий
Сначала необходимо будет отрезать заготовку из металлической полосы. Делаем разметку, после чего сверлом по металлу сверлим в заготовке два отверстия.
Затем с помощью болгарки с отрезным кругом необходимо будет прорезать между отверстиями продольный паз — как показано на фото ниже.
Один из краев металлической полосы надо будет закруглить. На этой же стороне заготовки надо высверлить три отверстия разного диаметра.
На следующем этапе нам потребуется болт с шестигранной шляпкой. На шлифовальном станке или при помощи болгарки с лепестковым кругом стачиваем две противоположные грани.
Далее отрезаем небольшой кусок металлического уголка подходящего размера, привариваем к одной из его полок болт.
На последнем этапе останется только собрать обе части самодельного приспособления, используя металлическую шайбу и барашковую гайку.
Данный кондуктор-шаблон не только позволяет удерживать сверло строго вертикально, установив его под прямым углом относительно самой заготовки, но и дает возможность просверлить ряд отверстий, расположенных на одной линии.
Как просверлить ровное отверстие без сверлильного станка
Просверлить отверстие, чтобы оно было строго перпендикулярно поверхности заготовки можно и вручную, используя для этого простейшие самодельные приспособления. В сегодняшней статье мы расскажем о некоторых из них.
Вообще, если нет сверлильного станка, многие мастера делают сверлильные стойки — компактный переносной аналог.
Однако на их изготовление требуется время и некоторых материалов, которых может не оказаться под рукой. Есть более простые варианты.
Есть более простые варианты.
Приспособа для точного сверления
Нам потребуется обычный деревянный брусок. Но желательно из твердой древесины. Высверливаем в нем отверстие. По возможности его нужно просверлить максимально ровно — на сверлильном станке (с помощью сверлильной стойки).
Далее размечаем заготовку. Чертим линию, чтобы она захватывала примерно ⅓ части отверстия. Потом отпиливаем ненужную часть.
Устанавливаем сверлильный кондуктор на заготовку, вставляем в него сверло и сверлим отверстие. Все получается четко — никаких отклонений от вертикали.
Универсальный кондуктор
Предыдущая приспособа отлично справляется со своей задачей, однако у него есть определенные минусы — подходит только под один диаметр и определенную длину сверла.
Чтобы можно было использовать сверла разного диаметра и разной длины, можно изготовить универсальный кондуктор.
Самоделка представляет собой три площадки, две из которых являются подвижными — перемещаются по направляющей, сделанной из деревянной рейки. Для фиксации используется барашковая гайка.
Для фиксации используется барашковая гайка.
Используя данное приспособление, можно работать практически с любыми сверлами, независимо от их длины и диаметра.
Универсальный инструмент для сверления отверстий
Очень часто самодельные приспособления действительно облегчают работу в мастерской.
Например, при сверлении большого количества отверстий пригодится направляющая для сверла. Именно об этом инструменте мы и поговорим в сегодняшней статье.
Особенность данного приспособления заключается в том, что при его использовании можно сэкономить немало времени на разметке заготовок.
К примеру, вам нужно просверлить несколько отверстий, которые должны находиться на одной линии и на одинаковом расстоянии друг от друга.
С помощью направляющей не нужно делать никакой разметки — настроили инструмент и можно сразу приступать к работе.
Также это приспособление можно использовать в качестве центроискателя, что также дает возможность обойтись без разметки.
Своим личным опытом изготовления универсального инструмента для сверления отверстий поделился с нами автор YouTube канала Creative Tool Mistry.
Основные этапы работ
Первым делом из листового металла толщиной примерно 8—10 мм необходимо будет вырезать главную часть самоделки. Как она выглядит, показано на фото ниже.
Высверливаем в заготовке отверстие, а также вырезаем паз в широкой части. Смотрите фото ниже.
На следующем этапе необходимо будет высверлить еще пару отверстий по краям заготовки. Нарезаем в них резьбу под болты. Они будут нужны, когда инструмент используется в качестве центроискателя.
На длинной части приспособления надо будет просверлить ряд одинаковых отверстий для установки упора.
Сам упор изготавливаем из кусочка толстого металла. По центру заготовки высверливаем отверстие и нарезаем резьбу при помощи метчика.
Видео по теме
Более подробно о том, как изготовить универсальный инструмент для сверления отверстий, вы можете посмотреть в авторском видеоролике ниже.
Top 2 useful ideas you can make with your own hands
Приспособление для удобного сверления отверстий в круглых трубах
При работе на сверлильном станке иногда предстоит сделать отверстия в деталях, которые не получается зажать в тиски и приставить к станку нужным образом. Решим эту проблему, сделав простое и удобное приспособление.
Обратите внимание, что данная самоделка также помогает избежать заклинивания сверла при сверлении и решает проблему неаккуратных отверстий. Для изготовления данной самоделки берем: металлическую полоску, уголок, штырь с резьбой на двенадцать миллиметров и гайки.
С помощью ленточной пилы вырезаем из металлического листа будущую площадку, то есть основу конструкции. Делаем отрезок размером примерно 10-15 см. Далее отрезаем от уголка 8-10 см. Шлифуем острые части, чтобы в дальнейшем не пораниться. Следующая задача: приварить детали, разместив уголок на ребро по центру пластины.
Основные этапы работ
Изготавливаем верхнюю половину изделия из такого же уголка и пластины, размеры аналогичные. Ребро уголка немного зашлифуем для удобства последующей работы. Повторяем предыдущую операцию по изготовлению площадки и сварки ее с уголком. Затем из штыря с резьбой м12 делаем два отрезка. Приводим их в порядок, убрав заусеницы.
Ребро уголка немного зашлифуем для удобства последующей работы. Повторяем предыдущую операцию по изготовлению площадки и сварки ее с уголком. Затем из штыря с резьбой м12 делаем два отрезка. Приводим их в порядок, убрав заусеницы.
На верхней части приспособления (на площадке) сверлим два отверстия по краям. Теперь нужно приварить шпильки к нижней части приспособления, предварительно совместив обе части. Далее делаем разметку на верхней площадке по центру.
Сверлим несколько сквозных отверстий под диаметр сверл, которые чаще всего востребованы в работе. После этого простенькая, но весьма полезная конструкция готова, можно проверять ее в действии. Отметим на отрезке трубы точку сверления, вставим в приспособление, подожмем гайки с помощью ключа, сверлим. Отверстие получается четким и ровным!
Удивительно Полезная Самоделка! Круче Не Придумаешь!
Простая приспособа для сверления отверстий в неудобных местах
Иногда требуется просверлить отверстия в неудобных местах — например, в ребре профиля или в круглой трубе. На этот случай пригодится простая приспособа, которую можно изготовить своими руками из подручных материалов.
На этот случай пригодится простая приспособа, которую можно изготовить своими руками из подручных материалов.
Для изготовления данной самоделки потребуется два отрезка строительного уголка одинаковой длины, четыре куска стальной пластины, а также четыре длинных болта и барашковые гайки к ним. Из инструмента потребуется электросварка, болгарка, дрель или сверлильный станок.
Обратите внимание, что данная самоделка универсальна в применении — с ее помощью можно просверлить отверстия определенного диаметра в профилях разного сечения и круглых трубах разного диаметра. Что касается диаметра самих отверстий, то он также может быть разным — на ваше усмотрение.
Основные этапы работ
Первым делом необходимо будет нарезать необходимое количество заготовок (уголков и пластин) одного размера. Затем к каждому уголку нужно будет приварить по два отрезка пластины. В итоге должно получиться две одинаковых заготовки.
В одной из них на сверлильном станке необходимо просверлить отверстия требуемого диаметра, которые будут использоваться в качестве шаблонных. Также необходимо просверлить по четыре отверстия по краям пластин под болты.
Также необходимо просверлить по четыре отверстия по краям пластин под болты.
К уголку, в котором нет отверстий, привариваем кусок пластины для фиксации в слесарных тисках. Затем останется только покрасить основные детали, и самоделка готова к работе.
Подробно о том, как изготовить своими руками такую приспособу для сверления отверстий в неудобных местах, вы можете посмотреть в видеоролике.
AMAZING!!! HOMEMADE TOOLS IDEAS
Зачем смотреть в зеркало при сверлении: примета или хитрость?
Нужно просверлить вертикальные отверстия в заготовках, но у вас в мастерской (гараже) нет сверлильного станка или хотя бы сверлильной стойки для дрели?
В этом случае есть два варианта. Первый — можно сделать отверстие на глаз в заготовке. Но в этом случае рассчитывать на качественный результат не стоит.
Второй вариант — воспользоваться различными столярными хитростями. И самая популярная из них связана с использованием зеркала. Только не подумайте — это не какой-нибудь там магический обряд.
Суть данного способа на самом деле очень проста. При сверлении отражение сверла и само сверло должны находиться на одной линии.
В большинстве случаев результат получается приемлемым, но не идеальным. Небольшие отклонения от вертикальной оси могут быть.
Но при этом надо отметить, что при использовании зеркала результат получается намного лучше, чем при сверлении на глаз.
Как еще просверлить отверстие под прямым углом
Помимо «трюка» с зеркалом, есть еще один простой способ, как в домашних условиях просверлить отверстие четко под углом 90 градусов.
Для этого потребуется два деревянных бруска (желательно 50*50 мм), которые образуют прямой угол.
Упираем сверло в бруски и сверлим отверстие. Результат в данном случае получается намного лучше, чем с зеркалом.
Подробный обзор смотрите в видеоролике на нашем сайте.
Тестирование двух способов просверлить дрелью вертикальное отверстие.
Андрей Васильев
Задать вопрос
Приспособление для сверления отверстий (кондуктор поворотный).
 Приспособление для контроля радиального биения
Приспособление для контроля радиального биения
2. Конструкторский раздел
2.1 Приспособление для сверления отверстий (кондуктор
поворотный)
2.1.1 Назначение и описание работы приспособления
Кондуктор поворотный предназначен для последовательного
сверления шести отверстий диаметром 11мм во фланце ступицы КИС0203601.
Кондуктор устанавливается на
столе вертикально — сверлильного станка модели 2Н135 и крепится к нему при
помощи двух специальных болтов для Т – образного паза и двух гаек.
Деталь устанавливается на
цилиндрическую оправку 17 кондуктора, причём шпоночный паз ступицы должен
попасть на шпонку 24, которая крепится к оправке при помощи винта 12. После
установки детали происходит её зажим с помощью кондукторной плиты 3 шайбы 18 и
гайки 4.
После того, как просверлено
отверстие, деталь необходимо установить в новую позицию, это достигается
поворотом барабана 2 рукояткой 27, который жёстко связан с оправкой17. Оправка,
Оправка,
в свою очередь, связана с деталью и кондукторной плитой 3. Для точного деления
фланца ступицы на шесть частей в кондукторе предусмотрен делительный механизм.
Для фиксации обрабатываемой заготовки в необходимой позиции имеется стопорная
рукоятка 1, подпружиненная пружиной 26, которая предотвращает барабан от
проворачивания.
2.1.2 Расчёт необходимого усилия зажима
Расчёт необходимого усилия зажима производим по схеме
приведенной на рисунке 2.1.2.1.
По расчётной схеме составляем уравнения статики, из
которых выражаем необходимое усилие зажима W.
2.1.3 Расчет элементов приспособления на прочность
В данном приспособлении на прочность проверяются две
шпонки, создающие жёсткую связь между кондукторной плитой, деталью и
делительным барабаном, а также элемент стопорной рукоятки, предотвращающий
барабан от проворачивания во время сверления отверстия. При расчёте шпонок на
прочность они рассчитываются на смятие и срез, а элемент стопорной рукоятки на
срез.
Расчёт шпонок
на смятие и срез:
Условие прочности на смятие:
;
Условие прочности на срез:
где [Мкр.max] — наибольший
допускаемый крутящий момент, Н мм;
l — рабочая длина шпонки, мм;
d — диаметр вала, мм;
b — ширина шпонки, мм;
К — выступ шпонки от шпоночного паза;
[σсм] — допускаемое напряжение на смятие, МПа, [σсм]=150МПа;
[τср] — допускаемое напряжение на
срез, МПа; [τср]=70…100 МПа;
При расчете принимаем нагружение шпонки по длине равномерно.
Расчёт шпонки 24 на смятие:
[σсм]> σсм –
условие выполняется
Расчёт шпонки 24 на срез:
[τср]>
τср – условие выполняется
Расчёт шпонки 23 на смятие:
[σсм]> σсм –
условие выполняется
Расчёт шпонки 23 на срез:
[τср]>
τср – условие выполняется
Расчёт
элемента стопорной рукоятки на срез
Расчёт производим по формуле
;
где Мкр – крутящий
момент, Н мм;
b
– ширина поперечного сечения расчётного элемента, мм;
h
– высота поперечного сечения расчётного элемента, мм.
[τср]>
τср – условие выполняется, т.е. 85МПа>44,16МПа
Все выше произведенные расчёты удовлетворяют требованиям
прочности.
2.1.4 Расчёт приспособления на точность
При расчёте приспособления на точность определяем величину
суммарной погрешности обработки по формуле:
;
где Δи — погрешность, обусловленная износом режущего инструмента,
мкм;
Δсл — поле рассеяния погрешностей обработки, обусловленных
такими технологическими факторами случайного характера, как неравномерность
припуска, неодинаковая твердость материала заготовки, недостаточная жесткость
системы СПИД, а также погрешностью формы детали.
Δн—погрешность настройки станка, мкм;
εу—погрешность установки заготовки, мкм, εу=0
Погрешность, обусловленная износом режущего инструмента
определяется по формуле:
;
где U0
– относительный износ инструмента, мкм/км;
l – путь
резания, м
где d — диаметр обрабатываемой
поверхности, мм;
L — расчетная длина обработки с
учетом пути врезания и перебега режущего инструмента, мм;
n — количество деталей в настроечной
партии, обрабатываемой в период между подналадками станка;
S—продольная подача инструмента
мм/об;
Погрешность настройки станка определяется по формуле:
где Δин—погрешность изготовления инструмента, равная допуску
на его изготовление по исполнительному размеру, мкм;
Δуи—погрешность установки режущего инструмента (допустимое
биение), мкм.
Тогда, суммарная погрешность
обработки составит
Суммарная погрешность обработки не должна превышать допуск
на изготовления отверстия, т.е.
Δсум<δ, т.е. 212,3<430 мкм,
следовательно, приспособление годно для сверления данных отверстий.
2.2 Приспособление для контроля радиального биения
2.2.1 Назначение и описание работы приспособления
Данное приспособление
предназначено для контроля радиального и торцевого биения в ступицы КИС0203601.
Приспособление состоит из корпуса
1, к которому крепится планка 4 при помощи болта и штифта 7, на которую
устанавливается магнитный штатив 8 с индикатором часового типа. Ступица
устанавливается на палец 2 прикрепленный к корпусу 1 винтами 6.
Работа приспособления заключается
в следующем:
—
Установка ступицы на палец 2
—
Установка щупа индикатора к проверяемой поверхности с натягом
—
Установка индикатора на ноль
—
Вращение ступицы вокруг своей оси с одновременным снятием показаний
2. 2.2 Расчёт приспособления на точность
2.2 Расчёт приспособления на точность
Расчёт приспособления на точность
ведём по формуле определения погрешности базирования:
где Smin
– минимальный гарантированный зазор, мм, Smin=0,01мм;
δопр – допуск размера пальца, мм,
δопр=0,02мм;
δотв — допуск размера отверстия
ступицы, мм, δотв=0,062мм;
Приспособление для сверления отверстий (варианты)
Полезная модель относится к области машиностроения, в частности, к устройствам для сверления отверстий и может быть использована для сверления соосных отверстий в полых цилиндрических деталях без предварительной разметки центра отверстия.
Техническим результатом настоящей полезной модели является обеспечение сверления соосных отверстий малого диаметра в полых цилиндрических деталях, которые можно изготовить в любом месте от края без предварительной разметки центра отверстия, сокращение времени на проведение подготовительных операций, и в конечном итоге улучшение качества сверления отверстий и повышение производительность труда.
Приспособление для сверления отверстий в первом варианте включает кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, который установлен с возможностью возвратно-поступательного движения, направляющую втулку с внутренним диаметром, который соответствует диаметру обрабатываемой детали. По оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт. Во втором варианте приспособление снабжено разъемной направляющей втулкой, которая состоит из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°. В центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками. 2 с.п. ф-лы, 4 илл.
Полезная модель относится к области машиностроения, в частности, к устройствам для сверления отверстий и может быть использована для сверления соосных отверстий в полых цилиндрических деталях без предварительной разметки центра отверстия.
Известно переносное устройство, которое содержит колонку в виде трубы, винт подачи сверла электродрели с рукояткой подачи, прямоугольный держатель, расположенный снаружи колонки с возможностью перемещения вдоль и вокруг оси колонки, и кондуктор. Устройство снабжено установленной на колонке сверху резьбовой втулкой и тремя вертикальными стойками. (RU 2358842, В23В 45/14, 2007 г.).
Недостатком данного устройства является то, что оно сложно в изготовлении и не может быть использовано для сверления соосных отверстий в полых цилиндрических деталях без предварительной разметки.
Наиболее близким к заявляемому по технической сущности и достигаемому положительному результату является приспособление для сверления отверстий, включающее установленное в сверлильное устройство сверло, обрабатываемую деталь, измерительную шкалу, фиксирующее устройство и втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, и установленную в подвижной губке, расположенной в направляющей выборке основания, с возможностью взаимодействия с ее рабочими поверхностями, выполненными взаимно перпендикулярными с одной стороны и упором с другой стороны, свободно размещенным на зажимном винте, установленном с возможностью возвратно — поступательного движения в кронштейне, установленном на основании с возможностью регулирования его положения относительно оси, а фиксирующее средство выполнено в виде болта с гайкой и установлено на основании с возможностью взаимодействия с подвижной губкой, причем зажимной винт, проекция вершины взаимно перпендикулярных рабочих поверхностей подвижной губки и фиксирующее средство расположены на одной оси. (RU 57170, В23В 35/00, 2006 г.).
Недостатком данного приспособления является то, что оно сложно в изготовлении, является непереносным и может использоваться только в условиях ограниченного станочного парка, например, в школах для детского творчества.
Задачей полезной модели является расширение функциональных возможностей приспособления путем обеспечения сверления соосных отверстий малого диаметра в полых цилиндрических деталях, не имеющих предварительной разметки центра отверстия, сокращение времени на проведение подготовительных операций, и в конечном итоге, улучшение качества сверления отверстий и повышение производительности труда.
Поставленная задача решается тем, что в первом варианте известное приспособление для сверления отверстий включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно — поступательного движения, согласно полезной модели, оно дополнительно снабжено направляющей втулкой с внутренним диаметром, соответствующим диаметру обрабатываемой детали, при этом по оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт.
Во втором варианте предлагаемой полезной модели поставленная задача решается тем, что известное приспособление для сверления отверстий включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно — поступательного движения, согласно полезной модели, оно дополнительно снабжено разъемной направляющей втулкой, состоящей из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°, причем в центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками.
Техническим результатом настоящей полезной модели является обеспечение сверления соосных отверстий малого диаметра в полых цилиндрических деталях, которые можно изготовить в любом месте от края без предварительной разметки центра отверстия, сокращение времени на проведение подготовительных операций, и в конечном итоге, улучшение качества сверления отверстий и повышение производительности труда.
Достижение указанного технического результата (первый вариант) обеспечивается тем, что использование в приспособлении для сверления отверстий направляющей втулки с внутренним диаметром, соответствующим диаметру обрабатываемой детали, позволяет устанавливать в нее обрабатываемую деталь без применения вспомогательного оборудования. Выполнение по оси симметрии диаметрально расположенных сквозных отверстий, в одном из которых установлена кондукторная втулка, не позволяет при сверлении отверстия уходить сверлу в сторону, поэтому отверстие будет просверлено в нужном месте. Установка в другом зажимного винта обеспечивает надежную фиксацию обрабатываемой детали и исключает возможность ее колебания.
Во втором варианте приспособление снабжено разъемной направляющей втулкой, состоящей из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°, для сверления отверстий в трубах разного диаметра. В центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, для того, чтобы при сверлении отверстий сверло не уводило в сторону, и отверстие было просверлено в нужном месте, в другом — зажимной винт для надежной фиксации обрабатываемой детали и исключения возможности ее колебания. По краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками для соединения верхней и нижней частей разъемной направляющей втулки.
В первом варианте на фиг.1 изображен общий вид приспособления для сверления отверстий (сверлильный станок и электродрель не показаны), на фиг.2 — вид приспособления спереди. Во втором варианте на фиг.3 изображен общий вид приспособления для сверления отверстий (электродрель не показана), на фиг.4 — вид приспособления спереди.
В первом варианте приспособление для сверления отверстий содержит направляющую втулку 1, кондукторную втулку 2, зажимной винт 3, сверло 4 и обрабатываемую деталь 5, например, трубу.
Во втором варианте приспособление содержит разъемную направляющую втулку, состоящую из нижней части 1 и верхней части 2, кондукторную втулку 3, зажимной винт 4, болты 5 и 6, гайки 7 и 8, сверло 9 и обрабатываемую деталь 10, например, трубу.
В первом варианте приспособление для сверления отверстий работает следующим образом.
Пример 1. Сверление соосных отверстий в трубе с помощью сверлильного станка.
Приспособление направляющей втулкой 1 одевают на трубу 5, в которой надо просверлить несколько соосных отверстий определенного диаметра, и надежно ее фиксируют зажимным винтом 3. Сверло 4, диаметр которого соответствует диаметру отверстия, которое необходимо просверлить, зажимают в патроне сверлильного станка. Трубу 5, надежно зафиксированную в приспособлении, устанавливают на столе сверлильного станка и через кондукторную втулку 2 сверлят одну ее стенку. После этого зажимной винт 3 ослабляют и трубу 5 поворачивают на 180°. В просверленное отверстие вставляют зажимной винт 3 и надежно фиксируют трубу 5 от колебания. Через кондукторную втулку 2 сверлом 4 сверлят другое отверстие соосно первому. Далее зажимной винт 3 ослабляют, и приспособление снимают с трубы Пример 2. Сверление соосных отверстии в трубе с помощью электродрели.
Приспособление направляющей втулкой 1 одевают на трубу 5 и при помощи зажимного винта 3 надежно ее фиксируют. Сверло 4, диаметр которого соответствует диаметру отверстия, которое необходимо просверлить в трубе 5, вставляют в кондукторную втулку 2 и при помощи электродрели сверлят одну стенку. Затем зажимной винт 3 ослабляют и трубу 5 поворачивают на 180°. Далее через просверленное отверстие трубу 5 надежно фиксируют зажимным винтом 3. Сверло 4 вставляют в кондукторную втулку 2 и при помощи электродрели сверлят второе отверстие, которое будет располагаться строго соосно первому. После сверления зажимной винт 3 ослабляют, и приспособление снимают с трубы 5.
Во втором варианте рассмотрим работу приспособления для сверления отверстий в трубе, один конец которой закреплен.
В отверстия, которые расположены по краям нижней части 1 разъемной направляющей втулки, вставляют болты 5 и 6 и жестко закрепляют их головки. Затем нижнюю часть 1 подводят под трубу 10 и на болты 5 и 6 устанавливают верхнюю часть 2 и закручивают на них гайки 7 и 8. Таким образом, нижняя часть 1 и верхняя часть 2 разъемной направляющей втулки соединены с возможностью поворота вокруг трубы 10. В сквозное отверстие, расположенное в центре нижней части 1, вставляют зажимной винт 4, которым надежно фиксируют трубу 10. Через кондукторную втулку 3 сверлом 9 при помощи электродрели сверлят одно отверстие в трубе 10. Затем зажимной винт 4 ослабляют, и приспособление поворачивают на 180°. Через просверленное отверстие зажимным винтом 4 надежно фиксируют трубу 10. Далее в кондукторную втулку 3 вставляют сверло 9 и электродрелью сверлят другое отверстие соосно первому. После сверления отверстий гайки 7 и 8 отворачивают, и приспособление снимают с трубы 10.
Приспособление для сверления отверстий просто по конструкции и в эксплуатации, успешно прошло испытание в доменном цехе ОАО «ЗСМК» для сверления соосных отверстий в трубах любого диаметра сверлами малого диаметра без дополнительной разметки на настольном сверлильном станке или при помощи электродрели. Использование приспособления сократит время на проведение подготовительных операций, улучшит качество сверления отверстий и повысит производительность труда.
1. Приспособление для сверления отверстий, включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно-поступательного движения, отличающееся тем, что оно дополнительно снабжено направляющей втулкой с внутренним диаметром, соответствующим диаметру обрабатываемой детали, при этом по оси симметрии направляющей втулки диаметрально выполнены сквозные отверстия, в одном из которых установлена кондукторная втулка, в другом — зажимной винт.
2. Приспособление для сверления отверстий, включающее кондукторную втулку, выполненную с внутренним диаметром, соответствующим диаметру сверла, зажимной винт, установленный с возможностью возвратно-поступательного движения, отличающееся тем, что оно дополнительно снабжено разъемной направляющей втулкой, состоящей из верхней и нижней частей, выполненных в виде параллелепипеда с треугольным пазом по оси симметрии и углом при вершине 90°, причем в центре направляющей втулки выполнены диаметрально расположенные сквозные отверстия, в одно из которых установлена кондукторная втулка, в другое — зажимной винт, а по краям верхней и нижней частей выполнены отверстия с установленными в них болтами с гайками.
Сверло для крепежа страховочной проволоки
Сопутствующие товары
Сменные сверла ALL10122, 2 шт. ALL99102
Allstar Performance
Сейчас:
4,99 $
Allstar Repl ALL10122 Сверла, 2 шт. ALL99102 Сверло, внешний диаметр 1/16 дюйма, сталь, крепежные приспособления для сверления Allstar с страховочной проволокой, пара Альтернативное описание
Направляющий болт контровочной проволоки 2 шт. ALL99139
Allstar Performance
Сейчас:
4,79 $
Болт направляющей страховочной проволоки Allstar, 2 шт.
Клещи для страховочной проволоки ALL10120
Allstar Performance
Сейчас:
$33,99
Плоскогубцы для страховочных тросов Allstar ALL10120 Никогда не проигрывайте гонки из-за ослабленных болтов. Плоскогубцы повышенной прочности имеют концевой подшипник для более плавного и быстрого скручивания, особенно в труднодоступных местах, где второе нажатие…
Контровочная проволока 0,032 дюйма из нержавеющей стали 304 ALL10121
Allstar Performance
Сейчас:
$17,99
Страховочная проволока Allstar 0,032 дюйма, нержавеющая сталь 304 ALL10121 Проволока из нержавеющей стали диаметром 0,032″, катушка 1 фунт. Альтернативное описание
Контровочная проволока 0,041 дюйма из нержавеющей стали 304 ALL11008
Allstar Performance
Сейчас:
$19,99
Страховочная проволока Allstar 0,041 дюйма, нержавеющая сталь 304. Проволока ALL11008 используется для механической блокировки предварительно просверленных крепежных деталей для дополнительной безопасности. Проволока из нержавеющей стали типа 302/304 отличается высокой коррозионной…
Клиенты также просмотрели
Товарищ по весу ALL13115
Allstar Performance
Сейчас:
69,99 $
Allstar Performance Scale Buddy ALL13115 Scale Buddy – это заполненный водой баллон, который можно поместить прямо в сиденье автомобиля, чтобы представить вес водителя при установке и…
Клещи для страховочной проволоки ALL10120
Allstar Performance
Сейчас:
$33,99
Плоскогубцы для страховочных тросов Allstar ALL10120 Никогда не проигрывайте гонки из-за ослабленных болтов. Плоскогубцы повышенной прочности имеют концевой подшипник для более плавного и быстрого скручивания, особенно в труднодоступных местах, где второе нажатие. ..
Направляющий болт контровочной проволоки, 2 шт. ALL99139
Allstar Performance
Сейчас:
4,79 $
Болт направляющей страховочной проволоки Allstar, 2 шт.0007
Инструмент для радиуса кузова ALL23100
Allstar Performance
Сейчас:
47,99 $
Инструмент для радиуса кузова Allstar ALL23100 Инструмент из массива дуба можно использовать для развальцовки краев колесных арок при изготовлении крыльев и боковых панелей из алюминия. Инструмент имеет два разных радиуса для создания…
Контровочная проволока 0,032 дюйма из нержавеющей стали 304 ALL10121
Allstar Performance
Сейчас:
$17,99
Страховочная проволока Allstar 0,032 дюйма, нержавеющая сталь 304 ALL10121 Проволока из нержавеющей стали диаметром 0,032 дюйма, катушка 1 фунт.
Заклепочный пистолет для аккумуляторной дрели ALL18205
Allstar Performance
Сейчас:
$84,99
Заклепочный пистолет Allstar для аккумуляторной дрели Адаптер ALL18205 предназначен для реверсивных аккумуляторных дрелей и значительно ускоряет установку «глухих» заклепок, обычно используемых при сборке кузовов гоночных автомобилей. Инструмент — это…
Трековый коврик черный 24 x 52 ALL10126
Allstar Performance
Сейчас:
39,99 $
Коврик Allstar Track Черный 24 x 52 ALL10126
Коврики складываются для удобства хранения и идеально подходят для использования на асфальте, грязи, в ямах или на полу гаража. Подушка с виниловым покрытием имеет размеры 52″ x 24″ в развернутом виде, 12″ x. ..
Умный инструмент 8in ALL10113
Allstar Performance
Сейчас:
124,99 долл. США
Инструмент Allstar Smart Tool 8in ALL10113 При сборке каркасов безопасности или проверке углов карданного вала убедитесь, что трубы шасси выровнены и отвесны. Кнопка «Hold» фиксирует и размораживает показания, которые…
Ролик кузова ALL23102
Allstar Performance
Сейчас:
35,99 $
Каток для кузова Allstar ALL23102 Этот удобный каток для кузова «высокая сторона» позволит вам выпрямить панели кузова и днища прямо на автомобиле! Необходимый предмет для ремонта пути. Информация о продукте…
Инструмент для проверки зазора свечи зажигания ALL96515
Allstar Performance
Сейчас:
$159,99
Инструмент для определения зазора свечи зажигания Allstar ALL96515 Инструмент правильно удерживает свечу зажигания для постоянной установки зазора свечи с помощью стандартного щупа. Вставьте заглушку в держатель, поместите щуп нужной толщины…
Типы зажимов и приспособлений
Приспособления и приспособления
- Шаблон шаблона
- Приспособление для пластин
- Приспособление для каналов
- Приспособление для диаметра
- Приспособление для листьев
- Кольцевой шаблон
- Приспособление для коробок
- Токарные приспособления
- Фрезерные приспособления
- Приспособления для протяжки
- Шлифовальные приспособления
- Расточные приспособления
- Приспособления для нарезания резьбы
- Дуплексные светильники
- Сварочные приспособления
- Сборочные приспособления
Мы знаем, что шаблоны и приспособления — это устройства, которые помогают в обработке деталей и уменьшают человеческие усилия, необходимые для производства этих деталей. Было объяснено, почему центральный токарный станок является идеальным станком для создания отдельных деталей разных форм и размеров. Тем не менее, для изготовления подобных объектов в больших количествах его использование неэкономично.
Для разных объектов могут потребоваться сверлильно-фрезерные, строгальные, шлифовальные станки и т. д. Для производства этих объектов одинаковых форм и размеров в массовом масштабе необходимы специальные инструменты путем удержания и определения местоположения задач, чтобы свести к минимуму повторную работу. Именно тогда в игру вступают различные типы приспособлений и приспособлений.
Принимая во внимание разнообразие выполняемых работ, качество и связанные с ними функции, типы зажимных приспособлений и приспособлений различаются. Ниже приведены различные виды приспособлений и приспособлений.
Шаблонное приспособление:
Шаблонное приспособление является самой простой из всех моделей. Пластина с двумя отверстиями действует как шаблон, закрепленный на обрабатываемой детали. Сверло направляется через эти отверстия шаблона, и необходимые отверстия сверлятся на заготовке в тех же относительных положениях, что и на шаблоне.
Приспособление для пластины:
Приспособление для пластины улучшает приспособление для шаблона за счет установки на шаблон втулки для сверления. Пластинчатое приспособление используется для сверления отверстий в крупных деталях с соблюдением точного расстояния друг от друга.
Швеллерное приспособление:
Швеллерное приспособление представляет собой простой тип приспособления с каналообразным поперечным сечением. Компонент вставляется в канал и фиксируется вращением ручки с накаткой. Инструмент направляется через втулку сверла.
Шаблон для диаметра:
Шаблон для диаметра используется для сверления радиальных отверстий в цилиндрической или сферической заготовке.
Приспособление для листа:
Приспособление для листа имеет лист, который можно открывать или закрывать во время работы для загрузки или погрузки.
Кольцевой шаблон:
Кольцевой шаблон используется для сверления отверстий в деталях с круглыми фланцами. Заготовка надежно закрепляется на корпусе сверла, а отверстия сверлятся, проводя инструмент через втулки сверла.
Коробчатое приспособление:
Коробчатое приспособление имеет коробчатую конструкцию, внутри которой заготовка жестко удерживается, так что ее можно сверлить или обрабатывать под разными углами в одной настройке в зависимости от того, какая сторона приспособления повернута к инструменту.
Наша команда экспертов, обладающих знаниями о различных производственных процессах, позволяет им проектировать и разрабатывать высокоточные инструменты без какого-либо влияния на требуемую форму/профиль. Посетите наш веб-сайт для более подробной информации.
ПОГОВОРИМ
Токарные приспособления:
Эти приспособления обычно устанавливаются на носовой части шпинделя станка или планшайбе и удерживаются заготовками. Приспособление может быть снабжено противовесом или балансировать приспособление для дисбаланса, когда это необходимо.
Фрезерные приспособления:
Фрезерные приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе и удерживаются заготовками. Стол сдвигается и устанавливается в правильное положение относительно фрезы. Заготовки располагаются в основании приспособления и зажимаются перед началом операции.
Протяжные приспособления:
Протяжные приспособления используются на различных протяжных станках для размещения, удержания и поддержки заготовок во время операций, таких как операции протяжки шпоночных пазов, такие как протяжка шпоночных пазов, прошивка отверстий и т. д.
Индексирующие приспособления:
Несколько компонентов требуют обработки на разных поверхностях, чтобы их обработанные поверхности или формы были равномерно распределены. Таких элементов необходимо индексировать ровно столько, сколько обрабатываемых поверхностей. Используемые удерживающие устройства (зажимы или приспособления) должны нести соответствующий индексирующий механизм. Приспособление, имеющее такое устройство, известно как фиксирующее приспособление.
Шлифовальные приспособления:
Эти приспособления могут представлять собой стандартные удерживающие устройства, такие как патроны, оправки, патроны с фигурными губками, магнитные патроны и т. д. Для шлифования наружных поверхностей при круглом шлифовании используются плоские или конические оправки. Заготовка располагается и удерживается на оправке с помощью отверстия таким образом, что внешняя поверхность может быть обработана точно концентрично отверстию. Для внутреннего шлифования наиболее стандартным приспособлением является патрон. Для удержания деталей неправильной формы приспособление предназначено так же, как токарные или расточные приспособления.
Расточные приспособления:
В этом приспособлении реализованы практически все основные принципы проектирования шаблонов и приспособлений; их конструкция не обязательно должна быть такой же прочной, как у фрезерных приспособлений, потому что им никогда не приходится выдерживать такие тяжелые режущие нагрузки, как при фрезерных приспособлениях, потому что им никогда не приходится выдерживать такие тяжелые режущие нагрузки, как при фрезеровании.
Приспособления для нарезки резьбы:
Приспособления для нарезки резьбы специально разработаны для позиционирования и надежной фиксации идентичных заготовок для нарезания внутренней резьбы в просверленных отверстиях. Детали необычной формы и несбалансированные всегда будут нуждаться в таких приспособлениях, особенно когда операция нарезания резьбы должна выполняться многократно в массовом масштабе на таких деталях.
Дуплексные приспособления:
Это название приспособления, которое одновременно удерживает два одинаковых компонента и облегчает одновременную обработку этих компонентов на двух отдельных станциях.
Сварочные приспособления:
Сварочные приспособления тщательно разработаны для удержания и поддержки различных компонентов, приваренных в нужных местах, и предотвращения деформации сварных конструкций. Для этого локационный элемент должен быть осторожным; зажим должен быть легким, но прочным, а расположение зажимных элементов должно быть вне зоны сварки. Крепление должно быть достаточно устойчивым и жестким, чтобы выдерживать сварочные напряжения.
Сборочные приспособления:
Назначение этих приспособлений состоит в том, чтобы удерживать вместе различные компоненты в правильном относительном положении при их сборке.
Источник:
Сообщение инженеров, https://www.theengineerspost.com/jigs-and-fixtures
Подробнее
Подробнее
производство
инженерия
Джиги
Светильники
Инструменты
Инструменты
машина
Пред.
Оптимизация расположения сверлильного приспособления кронштейна двигателя для минимизации деформации заготовки
Чтобы прочитать этот контент, выберите один из следующих вариантов:
Рамачандран Т.
(Кафедра машиностроения, Инженерно-технологическая школа, Джайнский предполагаемый университет, Бангалуру, Индия)
Сурендарнат С.
(Отдел машиностроения, Группа учреждений Образовательного общества Налла Нарасимха Редди, Хайдарабад, Индия)
Дхармалингам Р.
(Кафедра машиностроения, Инженерный колледж Прагати, Сурампалем, Андхра-Прадеш, Индия)
Инженерные расчеты
ISSN :
0264-4401
Дата публикации статьи: 23 сентября 2020 г.
Дата публикации выпуска: 30 июня 2021 г.
Загрузки
Аннотация
Назначение
Конструкция приспособления предназначена для фиксации заготовки (кронштейна крепления двигателя) во время обработки таким образом, чтобы уменьшить упругую деформацию заготовки. Приспособление удерживает заготовку за счет позиционирования элементов крепления, что вызывает упругую деформацию заготовки, в свою очередь приводит к погрешностям формы и размеров и увеличению стоимости обработки. Расположение приспособления оказывает большое влияние на точность обработки и зависит от положения крепления. Положение элементов крепления, ключевые аспекты, необходимо было оптимизировать, чтобы уменьшить упругую деформацию заготовки. Целью данного исследования является оценка оптимизированной компоновки приспособлений для обработки кронштейна подвески двигателя.
Подход к методологии проектирования
В этой исследовательской работе с использованием метода конечных элементов (МКЭ) в MATLAB разработана модель системы приспособление-заготовка, чтобы определить упругую деформацию заготовки. Искусственная нейронная сеть (ИНС) используется для разработки эмпирической модели. Результаты деформации, полученные для различных компоновок приспособлений из МКЭ, используются для обучения ИНС, и, наконец, разрабатывается эмпирическая модель. Модель, способная предсказывать деформацию, встроена в методы эволюционной оптимизации, способные находить локальные и глобальные оптимумы, оптимизировать расположение приспособлений и находить надежное.
Результаты
Для эффективной оптимизации параметров компоновки приспособления для получения минимально возможной деформации используются алгоритм муравьиной колонии (ACA) и алгоритм искусственной пчелиной колонии (ABCA), а результаты деформации, полученные с помощью обоих методов оптимизации, сравниваются для лучшие результаты.
Ограничения исследований Последствия
Метод МКЭ на основе MATLAB может предоставить решения, когда требуется повторное моделирование и симуляции, т. е. моделирование компоновок приспособлений (500 компоновок) для каждого изменения параметров требует индивидуального моделирования и имитации выходных требований в любом Программное обеспечение на основе FEM (ANSYS, ABACUS). Эта трудность уменьшена в этом исследовании. Таким образом, моделирование, симуляция и оптимизация FEM на основе MATLAB выполняются для определения решений для оптимизированной компоновки приспособления для достижения наименьшей деформации.
Практические выводы
Много раз осуществимость механической обработки/механических операций трудновыполнима, требует больших затрат и времени, когда требуется большее количество экспериментов. Для устранения трудностей крайне необходимы компьютерные автоматизированные методы решения. Такого рода исследование по данному исследованию предлагается читателям.
Значение оригинальности
Метод моделирования и симуляции FEM на основе MATLAB используется для оптимизации компоновки крепления. Разработана эмпирическая модель на основе ИНС для деформации компоновки крепления, которая создает гипотезу для системы компоновки крепления. ACA и ABCA используются для оптимизации параметров компоновки приборов и сравниваются для наилучшего алгоритма, подходящего для системы компоновки приборов.
Ключевые слова
- Оптимизация
- ИНН
- Метод конечных элементов
- Кронштейн крепления двигателя
- Схема крепления
- Упругая деформация заготовки
Цитата
Т.
