Продольно фрезерный станок: Продольно фрезерный станок: модели, характеристики
Содержание
Продольно-фрезерный станок и его применение
Именно фрезерование сегодня остается главным способом обработки всевозможных деталей. Существующие фрезерные установки делятся на станки продольного типа и станки вертикального типа. Для снятия с обрабатываемой заготовки материала различными способами используются именно фрезеровальные станки продольного типа. Выполнение всевозможных выемок, выборка шлицов и пазов, сверление и зенкерование отверстий или различные шлифовальные работы выполняются на продольно-фрезерных станках с помощью фрезы – специального режущего инструмента. На таком станке может осуществляться как грубая и черновая, так и финишная обработка.
Продольно-фрезерный станок является одной из модификаций фрезерного станка. Его предназначение – комплексная обработка крупногабаритных деталей, которая подразумевает либо фрезерование, либо сверление и растачивание. Обработке на продольно-фрезерных станках подлежат заготовки из черных и цветных металлов либо из их сплавов. При обработке заготовок на фрезерном станке продольного типа используются фасонные, торцевые и цилиндрические фрезы.
При обработке заготовок на фрезерном станке продольного типа используются фасонные, торцевые и цилиндрические фрезы.
Продольно-фрезерные станки выпускаются либо одностоечные и двухстоечные, либо портальные, которые могут иметь от одного до нескольких шпинделей. Такой продольно-фрезерный станок укомплектован рабочим столом, который может совершать исключительно движения в продольном направлении. Подача на таком станке осуществляется продольным перемещением стола и перемещением в соответствующем направлении шпиндельных бабок.
Ширина рабочего стола фрезерного станка продольного типа может варьироваться от 32 до 500 см, а длина – от 100 до 150 см. Каждый шпиндель приводится в движение отдельным, закрепленным за ним двигателем. Современный станок продольно-фрезерный отличается особой прочностью благодаря тому, что материалом для изготовления его шпиндельного узла, траверса, стойки, суппорта и станины является чугун. Кроме того, они комплектуются несколькими ребрами жесткости. Конструкция некоторых продольно-фрезерных станков предусматривает наличие двойного гидравлического балансировочного механизма передней бабки, которые обеспечивает равномерное движение.
Некоторые модели продольно-фрезерных станков отличаются высококачественной шариковой винтовой передачей с автоматической циркуляцией, которая обеспечивает максимальную эффективность установки. Такие станки могут иметь два шпинделя – короткий (для общей обработки) и длинный (для более глубокой обработки).
До сих пор в машиностроении активно используются продольно-фрезерные станки, спроектированные еще в советские годы (например, 6606, 6652, 6Г606 и прочие). Современные аналоги подобных станков отличаются как своей конструкцией, так и рабочими характеристиками – они обладают более высокими скоростями обработки и уровнями стабильности работы.
Новейшие продольно-фрезерные станки оборудуются надежной электроникой и высококачественными комплектующими. Приобрести такие станки вы можете в компании «ПитерМаш», обратившись к нашим консультантам через сайт или по телефону.
<< Назад в раздел
6610 станок продольно-фрезерный четырехшпиндельный. Паспорт, схемы, описание
Сведения о производителе продольно-фрезерного станка 6610
Производитель продольно-фрезерного станка 6610 — Минский станкостроительный завод им. Октябрьской революции, МЗОР, основанный в 1908 году
Октябрьской революции, МЗОР, основанный в 1908 году
Станки, выпускаемые Минским станкостроительным заводом, МЗОР
- 6М610 — станок продольно-фрезерный трехшпиндельный 1000 х 3150
- 6610 — станок продольно-фрезерный четырехшпиндельный 1000 х 4000
- 7210 — станок продольно-строгальный 900 х 1000
- 7212 — станок продольно-строгальный 1120 х 1250
- 7216 — станок продольно-строгальный 1400 х 1600
- 7410 — станок долбёжный 1200
6610 станок фрезерный продольный двухстоечный четырехшпиндельный. Назначение, область применения
Продольно-фрезерный двухстоечный четырехшпиндельный станок 6610 предназначен для обработки разнообразных деталей из чугуна, стали, труднообрабатываемых и легких сплавов в условиях единичного, мелко- и среднесерийного производства. На станке можно производить сверление отверстий, зенкерование и развертывание, а также выполнять несложные виды расточных работ по координатам.
На станке 6610 возможна обработка плоскостей торцовыми фрезами. Кроме того, на станке можно производить фрезерование плоскостей цилиндрическими фрезами, обработку пазов и уступов дисковыми фрезами, применять концевые, фасонные и угловые фрезы.
На станке можно работать со скоростными режимами фрезерования.
Принцип работы и особенности конструкции станка
Станок 6610 снабжен поворотными фрезерными головками: двумя вертикальными, расположенными на поперечине, и двумя горизонтальными — на стойках. Обработка изделий осуществляется или подачей стола при неподвижных фрезерных головках, или подачей головок при неподвижном столе. Чистовую обработку можно производить по «рамке». Возможен отвод фрезы от обработанной поверхности при обратном быстром ходе стола.
Зажим поперечины, кареток и пиноли автоматизирован. Шпиндели фрезерных головок имеют индивидуальный привод вращения от асинхронных электродвигателей. Переключение числа оборотов — однорукояточное, гидравлическое. Привод подач стола и фрезерных головок выполнен по системе генератор — двигатель с электромашинным усилителем поперечного поля. Электропривод обеспечивает бесступенчатое и независимое регулирование подач стола и фрезерных головок в широком диапазоне. Рабочие подачи и установочные перемещения осуществляются от одних электродвигателей.
Привод подач стола и фрезерных головок выполнен по системе генератор — двигатель с электромашинным усилителем поперечного поля. Электропривод обеспечивает бесступенчатое и независимое регулирование подач стола и фрезерных головок в широком диапазоне. Рабочие подачи и установочные перемещения осуществляются от одних электродвигателей.
В конструкции станка 6610 предусмотрена защита от перегрузок.
Предохранительная муфта механизма подачи стола отрегулирована на передачу наибольшего крутящего момента 68 кгс-м, механизма подачи вертикальной шпиндельной бабки на передачу 18 кгс-м, механизма подачи горизонтальных шпиндельных бабок на передачу 30 кгс * м.
При перегрузке механизма подач предохранительная муфта пробуксовывает со стуком, слышимым на рабочем месте. В этом случае следует немедленно остановить станок и изменить режим резания.
Управление станком дистанционное, с подвесного пульта.
Класс точности станка Н.
Шероховатость обработанной поверхности (по ГОСТ 2789—59) не ниже V6.
Станок 6610 входит в гамму продольных двухстоечных фрезерных станков, состоящую из четырех базовых станков с шириной рабочей поверхности стола 500, 630, 800 и 1000 мм.
- 6605, 6605ф1, 6г605 — продольно-фрезерный 2-х шпиндельный, стол 500 х 1600 мм. (ЗФС г. Горький)
- 6606, 6606в, 6606ф1, 6г606, 6г606ф1 — 3-х шпиндельный, стол 630 х 2000 мм. (ЗФС г. Горький)
- 6г608, 6г608ф1 — продольно-фрезерный 3-х шпиндельный, стол 800 х 2500 мм. (ЗФС г. Горький)
- 6г610, 6г610ф1 — продольно-фрезерный 4-х шпиндельный, стол 1000 х 3150 мм. (ЗФС г. Горький)
- 6308 — продольно-фрезерный 2-х шпиндельный, стол 800 х 3000 мм. (МЗОР г. Минск)
- 6608 — продольно-фрезерный 3-х шпиндельный, стол 800 х 3000 мм. (МЗОР г. Минск)
- 6310 — продольно-фрезерный 2-х шпиндельный, стол 1000 х 4000 мм.
 (МЗОР г. Минск)
(МЗОР г. Минск) - 6610 — продольно-фрезерный 4-х шпиндельный, стол 1000 х 4000 мм. (МЗОР г. Минск)
Основные характеристики продольно-фрезерного станка 6610
Производитель: Минский станкостроительный завод им. Октябрьской революции, МЗОР
- Размеры рабочей поверхности стола — 1000 х 4000 мм
- Наибольшая масса заготовки — 8000 мм
- Наибольший ход стола — 4550 мм
- Наибольшее выдвижение шпинделя — 250 мм
- Инструментальный конус шпинделя — Морзе 3
- Частота вращения шпинделя — 25..800 об/мин
- Электродвигатель привода шпинделя — 13 х 4 кВт
- Вес станка — 39,1 т.
Габаритные размеры рабочего пространства фрезерного станка 6610
Габаритные размеры рабочего пространства станка 6610
Посадочные и присоединительные базы фрезерного станка 6610
Посадочные и присоединительные базы фрезерного станка 6610
Общий вид вертикального продольно-фрезерного станка 6610
Фото продольно-фрезерного станка 6610
Фото продольно-фрезерного станка 6610
Расположение составных частей фрезерного станка 6610
Расположение составных частей фрезерного станка 6610
Кинематическая схема фрезерного станка 6610
Кинематическая схема фрезерного станка 6610
Кинематическая схема 1 фрезерного станка 6610.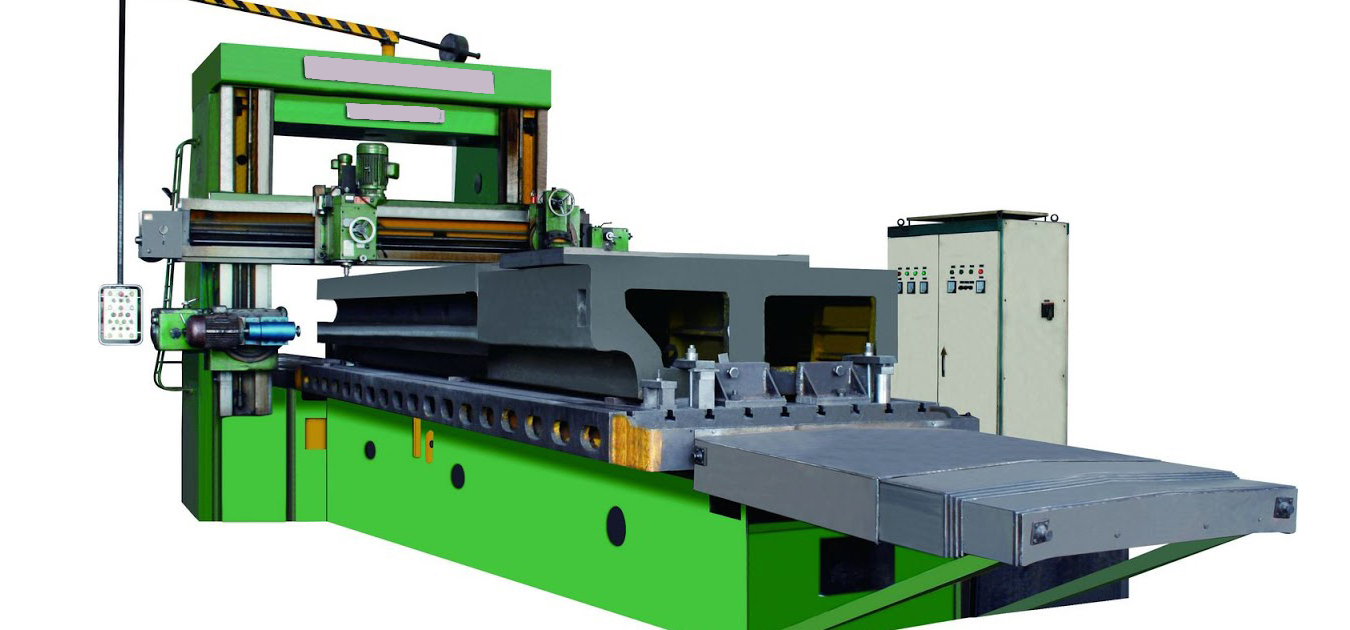 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Движения в станке
- Главное движение — вращение шпинделей фрезерных головок;
- Движение подачи — перемещение стола в продольном направлении;
- Движение подачи — перемещение вертикальных фрезерных головок в поперечном направлении по траверсе;
- Движение подачи — перемещение боковых фрезерных головок по вертикали по стойке;
- Вспомогательное движение — установочное перемещение траверсы по вертикали.
Привод во всех случаях раздельный. Детали на станке обрабатывают либо при движущемся столе и неподвижных фрезерных головках, либо при неподвижном столе и движущихся фрезерных головках.
Цепь главного движения (рис. 64)
Электродвигатель M1 (N= 13 кВт, n = 1460 об/мин) через муфту 2, зубчатые колеса 23/68, два двойных блока (z=21—24, z=28—32) на валу II, зубчатые колеса на валу III и двойной блок z=36—42 вращает вал IV. С вала IV движение на шпиндель передается или зубчатой парой 22/74, или при переключении зубчатой муфты z=40 вправо колесами 60/33. Всего шпиндель фрезерной головки получает 16 различных частот вращений от 25 до 800 об/мин.
Всего шпиндель фрезерной головки получает 16 различных частот вращений от 25 до 800 об/мин.
Шпиндель реверсируется электродвигателем.
Продольная подача стола
Привод подачи стола продольно — фрезерного станка 6610
Примером, бесступенчатого регулирования величин подач может служить привод подачи стола продольно-фрезерного станка мод. 6610 (рис. 41). Регулирование скорости перемещения стола производят при помощи двигателя М постоянного тока по системе генератор — двигатель с использованием в качестве генератора электромашинного усилителя (ЭМУ). От электродвигателя к столу 2 движение передается через червячную пару 2/27, вал II, конические зубчатые колеса 20/20 и червячно-реечную передачу, которая состоит из червяка z=1, смонтированного на одном валу с коническим колесом z=20, и червячной рейки 1, закрепленной на столе станка. Червячная пара 2/27 заключена в корпус редуктора 3, который установлен на отдельном фундаменте у станины станка. Коническая пара 20/20 и червяк z=l смонтированы в коробке 4, которую прикрепляют к станине 5 между направляющими.
Продольную подачу стол 11 станка (кинематическая схема) получает от регулируемого электродвигателя М2 (N2=11 кВт, n=15..1500 об/мин) по цепи: муфта 23, червячная пара 2/27, конические колеса 20/28 и, наконец, червячно-реечная передача 24.
Диапазон изменения продольных подач стола равен 20—2000 мм/мин
Вертикальная подача боковых фрезерных головок
Цепь вертикальной подачи боковых фрезерных головок: регулируемый электродвигатель М3 (N=6 кВт, n=28,8..1800 об/мин), муфта 25, червячная пара 2/35, зубчатая муфта 1, конические шестерни 30/20, винтовая пара 26. Для разгрузки винтовой пары 26 от действия массы боковой фрезерной головки используют противовес, который размещается в стойке станка и связан с фрезерной головкой тросом, перекинутым через два блока.
Горизонтальная подача вертикальных фрезерных головок
Цепь горизонтальной подачи вертикальных фрезерных головок: регулируемый электродвигатель М4 (N=4,5 кВт, п=28,8…1800 об/мин), муфта 14, червячная передача 2/35, зубчатые пары 27/27 27/18, винтовая пара 13.
Диапазон изменения продольных подач фрезерных головок 20—1250 мм/мин
Цепи вспомогательных движений
Ускоренные перемещения столу и фрезерным головкам сообщаются по тем же кинематическим цепям, что и подачи, только электродвигатели переключаются на большую частоту вращения.
Установочные перемещения траверсы происходят от отдельного электродвигателя М5 (N=5,2 кВт, n=1300 об/мин) через две червячные 1/30 и две винтовые передачи 12.
Поворот фрезерных головок производят рукояткой через червячные пары 4/20 и 1/236.
Перемещение пиноли 3 производят рукояткой 10 через червячную пару 4/24 , винт 27 и гайку 28, закрепленную в корпусе пиноли.
Отвод фрезы (и пиноли) от заготовки осуществляется подачей масла в гидроцилиндр 8, при этом перемещается поршень-— рейка 9, поворачивается шестерня-гайка 2=44 и винт 27 вместе с гайкой 28 и пинолью смещается вдоль оси. При подаче масла в другую полость гидроцилиндра 8 пиноль движется в обратную сторону.
Механизм зажима пиноли
Масло подается в гидроцилиндр 4, поршень и связанная с ним рейка 5 перемещаются, вращают зубчатое колесо z=18 и винт 6, в результате разности шагов резьбы винта гайки 7 сближаются или расходятся, зажимая или разжимая пиноль.
Механизм зажима траверсы
Механизм зажима траверсы фрезерного станка 6610
Зажим траверсы станка модели 6610 осуществляется от электродвигателя М (Рис. 44), который приводит во вращение червячную пару 6, 8. Червячное колесо 6 одновременно является гайкой для резьбового конца тяги 7. При вращении червячного колеса тяга перемещается в осевом направлении и выступами поворачивает рычаги 5. Последние действуют на планки 4, которые как рычаги поворачиваются относительно сферических шайб 3 и закрепляют траверсу на стойках станка. Механизм зажима работает автоматически и сблокирован с механизмом перемещения траверсы: при нажатии на пульте на одну из кнопок, управляющую перемещением траверсы, происходит автоматический отжим траверсы и только по окончании отжима включается механизм перемещения траверсы. После опускания кнопки траверса останавливается и автоматически зажимается.
После опускания кнопки траверса останавливается и автоматически зажимается.
Электродвигатель М6 (кинематическая схема) передает движение паре 1/60. Червячное колесо, являющееся одновременно и гайкой, вращаясь, перемещает винт 19, который через шайбу 20 передает усилие на рычаги 21, а через них на рычаги 22, зажимающие траверсу. Механизм зажима сблокирован с механизмом перемещения траверсы: при нажатии на пульте управления-кнопки на перемещение траверсы сначала идет разжим, затем перемещение траверсы и после остановки автоматический зажим.
Механизм зажима фрезерной головки
Механизм зажима фрезерной головки работает от гидросистемы. Масло поступает в цилиндр 17 и перемещает поршень 18, который, поворачивая рычаги 16 и связанные с ними винты 15, производит зажим или разжим фрезерной головки. Механизм-зажима головки сблокирован с электродвигателем подачи головки: при нажатии кнопки на перемещение фрезерной головки сначала срабатывает разжим, а в конце перемещения — автоматический зажим головки.
Система охлаждения режущего инструмента
Система охлаждения режущего инструмента на продольно-фрезерном станке состоит из резервуара для смазочно-охлаждающей жидкости (эмульсии) и пневмораспылителя. Пневмораспылитель позволяет охлаждать фрезы воздухом в смеси с распыленной эмульсией. Сопло пневмораспылителя закрепляют в кронштейне на фрезерной головке, а резервуар с эмульсией и гибкие подводящие шланги фрезеровщик размещает по своему усмотрению. Расход эмульсии равен 0,05—0,3 л/ч.
Управление станком
Управление станком производят рукоятками и с подвесной кнопочной станции (см. рис. 46).
Пульт управления фрезерным станком 6610
Гидравлическая схема фрезерного станка 6610
Гидравлическая схема фрезерного станка 6610
Гидравлическая схема фрезерного станка 6610. Смотреть в увеличенном масштабе
В станке гидрофицированы следующие процессы:
- Переключение блоков зубчатых колес во фрезерных головках;
- Включение перемещения фрезерных головок;
- Зажим и разжим фрезерных головок на траверсе;
- Зажим и разжим пинолей во фрезерных головках;
- Отвод фрезы от обработанной поверхности при обратном ускоренном ходе стола;li>
- Подвод фрезы к заготовке при рабочей подаче.

Управление гидравлическими механизмами дистанционное, за исключением переключения блоков зубчатых колес во фрезерных головках, которое производят рукояткой 3 (см. рис. 46).
Гидросистема станка станка мод. 6610 работает следующим образом. Масло из резервуара засасывается лопастным насосом 15 (Q= 12 л/мин) и через фильтр 16 нагнетается в систему. Давление масла в системе (25 кгс/см2) регулируют напорным золотником 14 и контролируют по манометру 18. В системе установлено реле давления 17, настроенное на давление 15 кгс/см2.
Масло под давлением подводится к распределительному крану 6 переключения скоростей и золотникам 1, 2, 3, 11 и 13. Поворотом распределительного крана 6 направляют поток масла в ту или иную полость цилиндров 4 и 7, в результате чего перемещаются поршни с вилками А, Б, В, поршень в цилиндре 4, и переключают блоки колес в коробке скоростей. Вилки А и Б, переключающие блоки колес на валу II (см. рис. 64), имеют блокировку (три положения). Все золотники — четырехходовые с управлением от электромагнитов.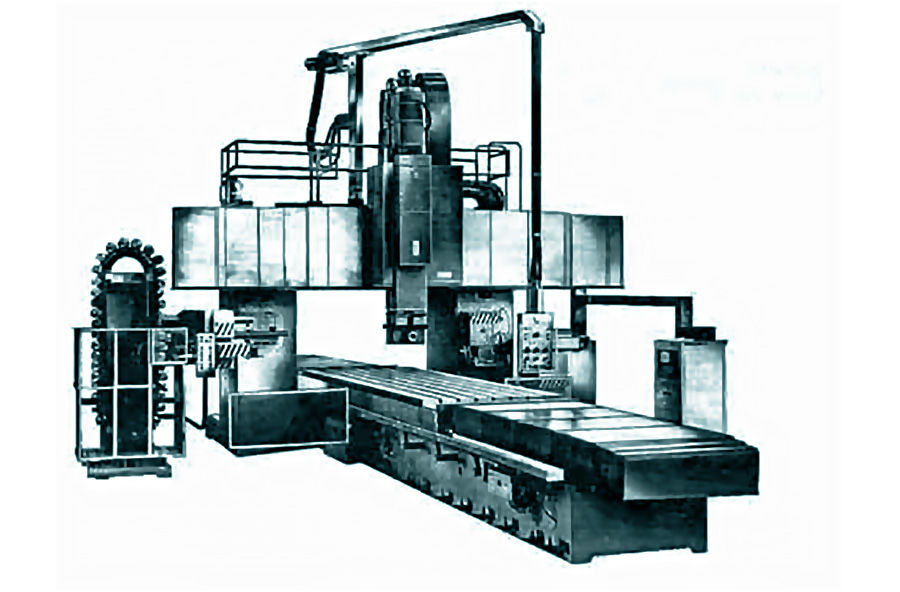 Включение электромагнитов производят с кнопочной станции. Золотник 1 управляет механизмом 8 отвода фрезы от заготовки. Золотник 2 служит для управления механизмом 9 зажима каретки фрезерной головки на траверсе.
Включение электромагнитов производят с кнопочной станции. Золотник 1 управляет механизмом 8 отвода фрезы от заготовки. Золотник 2 служит для управления механизмом 9 зажима каретки фрезерной головки на траверсе.
Механизм 5 зажима пиноли срабатывает при переключении золотника 3.
Вертикальная подача боковых фрезерных головок включается перемещением кулачковых муфт 1 (см. рис. 64), а горизонтальная подача вертикальных головок — перемещением двух зубчатых колес z=18. В гидросхеме (см. рис. 65) для этого предусмотрены золотники 13, управляющие потоком масла в гидроцилиндры 12 переключения муфт 1 (см. рис. 64), и золотники 11, направляющие поток масла к гидроцилиндрам 10 включения колес z=18 (см. рис.64).
Читайте также: Технология ремонта фрезерных станков
Технические характеристики продольно-фрезерного станка 6610
| Наименование параметра | 6610 | 6г610 |
|---|---|---|
| Основные параметры станка | ||
| Число вертикальных шпинделей | 2 | 2 |
| Число горизонтальных шпинделей | 2 | 2 |
| Расстояние от торца вертикального шпинделя до поверхности стола, мм | 25. .1130 .1130 | |
| Расстояние от оси горизонтального шпинделя до поверхности стола, мм | 25..900 | |
| Расстояние между между торцами горизонтальных шпинделей, мм | 750..1250 | |
| Наибольшие размеры обрабатываемой детали, мм | 1000 х 1000 х 4000 | |
| Стол | ||
| Наибольшая масса обрабатываемой заготовки, кг | 8000 | 6000 |
| Размеры рабочей поверхности стола, мм | 1000 х 4000 | 1000 х 3150 |
| Наибольший ход стола, мм | 4550 | 3200 |
| Число подач стола | Б/с | Б/с |
| Диапазон подач стола, мм/мин | 20..2000 | 10..1250, 20..2500 |
| Ускоренное перемещение стола, мм/мин | 3200 | 4500 |
| Наибольшее тяговое усилие на рейке стола, кгс | 7000 | 8500 |
Бабка шпиндельная вертикальная и горизонтальные. Шпиндели Шпиндели | ||
| Ход горизонтальной фрезерной головки по вертикали, мм | 960 | 875 |
| Ход вертикальной фрезерной головки по горизонтали, мм | 1400 | |
| Ход гильзы шпинделя (ручное перемещение), мм | 200 | 250 |
| Частота вращения шпинделей, об/мин | 25..800 | 16..1250 |
| Количество скоростей шпинделя | 16 | 20 |
| Число подач шпинделльных бабок и гильзы шпинделя | Б/с | Б/с |
| Диапазон подач шпинделльных бабок и гильзы шпинделя, мм/мин | 20..1250 | 10..750 |
| Скорость быстрого (установочного) перемещения бабок, мм/мин | 1500 | 1200 |
| Перемещение шпиндельных бабок от руки | есть | |
| Перемещение шпинделя (пиноли) на обно деление лимба, мм | 0,025 | 0,05 |
| Перемещение шпинделя (пиноли) на один оборот лимба, мм | 2 | 5 |
| Размер конуса шпинделя по ГОСТ 836-47 | № 3 | |
| Угол поворота горизонтальной шпиндельной бабки, град | — | |
| Угол поворота вертикальной шпиндельной бабки, град | — | |
| Траверса | ||
| Установочное перемещение поперечины (траверсы), мм | 865 | 1105 |
| Скорость установочного перемещения поперечины (траверсы), мм/мин | 865 | 720 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 10 | |
| Электродвигатель привода главного движения, кВт | 13 х 4 | 17 х 4 |
| Электродвигатель привода подач стола, кВт | 11 | 7,8 пост. ток ток |
| Электродвигатель привода перемещения вертикальной фрезерной бабки, кВт | 4,5 | 1,5 |
| Электродвигатель приводов перемещения горизонтальных фрезерной бабки, кВт | 6 | 2,1 |
| Электродвигатель перемещения поперечины (траверсы), кВт | 7,5 | 7,5 |
| Электродвигатель зажима поперечины (траверсы), кВт | 0,6 | |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 1,1 |
| Электродвигатель смазочной станции, кВт | 0,27 | |
| Электродвигатель насоса охлаждения, кВт | 0,18 | |
| Электродвигатель механизма уборки стружки, кВт | 0,4 | |
| Электромашинный усилитель, кВт | 11 | |
| Суммарная мощность установленных на станке электродвигателей переменного тока, кВт | 79,49 | |
| Суммарная мощность установленных на станке электродвигателей постоянного тока, кВт | 33,5 | |
| Суммарная мощность установленных на станке электродвигателей, кВт | ||
| Габаритные размеры и масса станка | ||
| Габаритные размеры (длина х ширина х высота), мм | 10790 х 4360 х 4075 | 8700 х 5000 х 4050 |
| Масса станка, кг | 39150 | 35000 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Различные типы фрезерных станков и принцип их работы
Фрезерный станок является одним из основных металлообрабатывающих станков и, возможно, наиболее широко используемым. Ваш фрезерный станок уступает только токарному станку с точки зрения универсальности и важности.
Содержание страницы
- Как работает фрезерный станок?
- Типы фрезерных станков и их применение
- 1. Настольный фрезерный станок
- 2. Фрезерный станок с колонной и коленом
- 3. Горизонтально-фрезерный станок
- 4. Вертикально-фрезерный станок
- 5. Поршневой фрезерный станок
- 6. Фрезерный станок с неподвижной станиной
- 7. Симплексный фрезерный станок
- 8. Дуплексный фрезерный станок 9 0009
- 9. Триплексная фрезеровая машина
- 10. Turret Mills
- 11. Столовый мельница ротари.0009
- 15. 3-осевой фрезерный станок с ЧПУ
- 16. 5-осевой фрезерный станок с ЧПУ / обрабатывающий центр
Как работает фрезерный станок?
Фрезерный станок работает, подавая заготовку, закрепленную на станине станка, против вращающейся фрезы, которая снимает материал с заготовки для создания плоских, криволинейных и/или сложных трехмерных поверхностей. В зависимости от типа машины это достигается либо перемещением станины, поршня, либо их комбинацией. Вы также можете использовать фрезерный станок для сверления отверстий, растачивания, развертывания, нарезания резьбы и т. д.
В зависимости от типа машины это достигается либо перемещением станины, поршня, либо их комбинацией. Вы также можете использовать фрезерный станок для сверления отверстий, растачивания, развертывания, нарезания резьбы и т. д.
На простом обычном станке ползун фиксируется, а движение по оси Z обычно обеспечивает глубину резания. Во время фактического процесса фрезерования перемещаются только оси X-a и Y. Исключение составляет процесс изготовления отверстий, такой как сверление или растачивание, когда движения по осям X и Y останавливаются, а ось Z перемещается вверх и вниз.
На 3-осевом фрезерном станке все три оси могут перемещаться одновременно, создавая на заготовке любые сложные и неправильные формы. На 5-осевом станке у вас также есть вращательное и угловое движение в дополнение к трем осям. Есть несколько других нетрадиционных фрезерных станков, которые предназначены для конкретных целей.
Давайте познакомимся с миром фрезерных станков.
Типы фрезерных станков и их применение
Ниже приведен список различных типов фрезерных станков, которые обычно используются в металлообработке.
| 01 | Настольный фрезерный станок | 09 | Тройной фрезерный станок |
| 02 | Фрезерный станок с колонной и коленом | 10 | Револьверная мельница |
| 03 | Горизонтально-фрезерный станок | 11 | Фрезерный станок с поворотным столом |
| 04 | Вертикально-фрезерный станок | 12 | Строгально-фрезерный станок |
| 05 | Фрезерный станок поршневого типа | 13 | Трассировочная фреза и пантограф |
| а) Универсальный фрезерный станок плунжерного типа | 14 | Фрезерный станок с системой Tracer | |
| b) Фрезерный станок плунжерного типа с поворотной режущей головкой | 15 | 3-осевой фрезерный станок с ЧПУ | |
| 06 | Фрезерный станок с фиксированной станиной | а) | Горизонтальные обрабатывающие центры |
| 07 | Симплексный фрезерный станок | б) | Вертикальные обрабатывающие центры |
| 08 | Дуплексный фрезерный станок | 16 | 5-осевой фрезерный станок с ЧПУ / обрабатывающий центр |
1.
 Настольный фрезерный станок
Настольный фрезерный станок
Ваш настольный фрезерный станок, также называемый мини-фрезерным станком, имеет простую конструкцию и может быть установлен на верстаке или столе. Вы можете использовать этот станок для фрезерования дерева, металла, пластика и заниматься своим хобби созданием проектов или в качестве профессионального лаборанта или оптика.
Ваш станок имеет чугунную конструкцию, имеет два диапазона скоростей, конус шпинделя R8 для установки сверла до ½ дюйма, концевой фрезы 5/8 дюйма и торцевой фрезы 11/8 дюйма. Вы можете точно перемещать стол в продольном или поперечном направлении, а шпиндель вверх и вниз с помощью градуированных маховиков. Вы даже можете повернуть головку шпинделя вправо или влево на угол до 45 градусов, чтобы выполнить конусное фрезерование. Если вам нужна более дешевая машина, вы можете получить ее менее чем за половину стоимости этой машины, но они меньше по размеру и имеют меньше функций.
2. Фрезерный станок с колонной и коленом
Если вы увидите фрезерный станок с колонной и коленом, вы поймете, почему они так называются. Если вы сидите на полу с выставленными наружу коленями сложенных ног, ну вот так выглядит тренажер «Столб и колено».
Если вы сидите на полу с выставленными наружу коленями сложенных ног, ну вот так выглядит тренажер «Столб и колено».
Конструктивные детали вашего фрезерного станка с колонной и коленом изготовлены из чугуна, и причиной тому является хорошая способность чугуна поглощать удары.
Ваш фрезерный станок с колонной и коленом состоит из следующих основных частей.
Основание вашей машины выступает в качестве фундамента, на котором строится вся конструкция машины.
Полая стойка вашей машины установлена вертикально на основании и поддерживает колено, седло и стол; в нем находится шпиндель и весь его приводной механизм, а также обеспечивается движение колена, седла, стола, шпинделя и т. д.
Колено вашего станка установлено на направляющих колонны и может перемещаться вертикально, вверх и вниз .
Седло вашей машины устанавливается на направляющие колена и имеет поперечное перемещение.
Стол вашей машины установлен на опоре и может перемещаться вперед и назад в продольном направлении. Зажать заготовку можно прямо на столе с помощью Т-образных пазов или с помощью станочных тисков.
Консоль и распорка вашего станка устанавливаются на вершине колонны и поддерживают оправку (установленную в шпиндель в качестве удлинителя). У вас есть перекладина и скоба только для фрезерных станков с горизонтальной колонной и коленом .
Ваш фрезерный станок с колонной и коленом имеет систему охлаждения под давлением, состоящую из резервуара для охлаждающей жидкости, заполненного охлаждающей жидкостью, насоса для охлаждающей жидкости и трубопровода, направляющего поток охлаждающей жидкости на зону резания.
При таком расположении вы можете перемещать стол вверх и вниз, продольно (влево и вправо) и поперечно (назад и вперед).
Ваш фрезерный станок с колонной и коленом может иметь ручное управление или управление мощностью для всех движений (включая быстрое движение), и вы можете адаптировать свой станок для автоматических циклов с использованием упоров и других устройств управления.
3. Горизонтальный фрезерный станок
Ваш горизонтальный фрезерный станок обладает всеми характеристиками фрезерного станка с колонной и коленом и оснащен горизонтальным шпинделем. Ваш станок, как правило, больше, чем вертикальный фрезерный станок, и на нем можно обрабатывать сравнительно тяжелые и большие заготовки.
Вы можете напрямую установить торцевую фрезу и выполнять торцевое фрезерование заготовок, закрепленных на столе.
Вы также можете использовать оправку для установки одной или нескольких фрез и выполнять плоское фрезерование, фрезерование слябов, фрезерование с двух сторон, прорезание пазов и т. д. Другой конец оправки необходимо поддерживать с помощью кронштейна.
Ваш Горизонтально-фрезерный станок относится к универсальному типу, если вы можете поворачивать стол в горизонтальной плоскости, как правило, до 45 градусов влево или вправо.
4. Вертикально-фрезерный станок
Ваш вертикально-фрезерный станок представляет собой фрезерный станок с колонной и коленом, за исключением перекладины, и имеет вертикальную шпиндельную головку в верхней части колонны. Фрезерная головка вашего вертикально-фрезерного станка может быть фиксированной, скользящей или поворотной, или комбинацией поворотной и скользящей головки. Вы можете перемещать пиноль шпинделя вверх и вниз.
Фрезерная головка вашего вертикально-фрезерного станка может быть фиксированной, скользящей или поворотной, или комбинацией поворотной и скользящей головки. Вы можете перемещать пиноль шпинделя вверх и вниз.
Ваш вертикально-фрезерный станок подходит для таких операций фрезерования, как торцевое фрезерование, прорезание пазов, фрезерование шпоночных пазов и фасонное фрезерование с использованием фасонной фрезы.
Заготовку можно установить на поворотный стол (установить на станочный стол) и вырезать круглые пазы или пазы в одинаковых угловых положениях.
Вы можете установить делительную головку на стол станка и выполнять такие операции, как нарезание зубчатых колес, шпоночных пазов и т. д.
5. Фрезерный станок плунжерного типа
Ваш фрезерный станок плунжерного типа имеет все функции фрезерного станка с колонной и коленом Машина за исключением того, что у вас есть подвижный ползун (с вертикальной фрезерной головкой), установленный на верхней части колонны. Перемещать ползун в поперечном направлении можно как вручную, так и с усилием.
Перемещать ползун в поперечном направлении можно как вручную, так и с усилием.
Универсальный плунжерный фрезерный станок
Универсальный плунжерный фрезерный станок представляет собой уменьшенную версию универсального горизонтально-фрезерного станка с оправкой и дополнительным подвижным ползунком (с вертикальной фрезерной головкой), установленным в верхней части колонны. Горизонтальные и вертикальные фрезерные головки вашего станка приводятся в движение независимыми двигателями. Вы можете поддержать другой конец вала горизонтального фрезерования, добавив распорку к ползунку, когда это необходимо. Таким образом, у вас есть гибкость горизонтального и вертикального фрезерного станка с поворотным столом.
Существует еще одна версия вашего фрезерного станка поршневого типа, в котором есть все функции, описанные выше, за исключением горизонтального шпинделя.
Фрезерный станок плунжерного типа с поворотной режущей головкой
Фрезерный станок плунжерного типа с поворотной режущей головкой имеет подвижный ползун (с вертикальной фрезерной головкой), установленный в верхней части колонны. Фрезерная головка крепится на ползун через одинарное или двойное шарнирное соединение, и вы можете поворачивать фрезерную головку вокруг горизонтальной и вертикальной осей на угол, разрешенный производителем. В вашем фрезерном станке плунжерного типа с поворотной режущей головкой нет горизонтального шпинделя
Фрезерная головка крепится на ползун через одинарное или двойное шарнирное соединение, и вы можете поворачивать фрезерную головку вокруг горизонтальной и вертикальной осей на угол, разрешенный производителем. В вашем фрезерном станке плунжерного типа с поворотной режущей головкой нет горизонтального шпинделя
Кроме того, вы можете поворачивать поршень вашей машины вокруг вертикальной оси.
Ваш станок очень универсален и помогает вам обрабатывать компоненты инструментов, приспособлений и приспособлений. Вы можете выполнять торцевое, торцевое или пазовое фрезерование, сверление, чистовое растачивание и многие другие операции.
Вы можете добавить к станку DRO (Digital Read Out) для точного управления движением и подачей заготовки.
6. Фрезерный станок с фиксированной станиной
Ваш фрезерный станок с неподвижной станиной аналогичен фрезерному станку с коленом и колонной; однако здесь колено заменено неподвижной станиной, отсюда и название «Фрезерный станок с фиксированной станиной». Стол вашей машины установлен на неподвижной станине, и вы можете перемещать стол вперед и назад в продольном направлении.
Стол вашей машины установлен на неподвижной станине, и вы можете перемещать стол вперед и назад в продольном направлении.
Ваш фрезерный станок с фиксированной станиной может быть вертикального или горизонтального типа в зависимости от ориентации шпинделя.
Горизонтальная фрезерная головка устанавливается на направляющие колонны и может перемещаться вверх и вниз, а поперечное перемещение осуществляется за счет узла пиноли шпинделя. Ваш фрезерный станок с фиксированной станиной так же универсален, как и станок с коленным и колонным фрезерным станком, и его преимущество заключается в повышении жесткости на 50 %.
Ваш станок используется для высокопроизводительных работ и может быть оснащен автоматическим циклом для шпиндельной бабки или шпиндельной бабки и стола.
7. Симплексный фрезерный станок
Ваш симплексный фрезерный станок обладает всеми функциями фрезерного станка с неподвижной станиной. Как следует из названия, ваш фрезерный станок Simplex имеет только одну фрезерную головку и может иметь вертикальную или горизонтальную ориентацию.
Вы можете перемещать шпиндельную бабку вашего станка вверх и вниз, а стол перемещается вперед и назад в продольном направлении. Вы получите поперечное движение блоком пиноли шпинделя.
Ваш фрезерный станок Simplex прост в эксплуатации, надежен и подходит для высокой производительности.
8. Дуплексный фрезерный станок
Ваш дуплексный фрезерный станок обладает всеми функциями фрезерного станка с фиксированной станиной, но с двумя основными отличиями. Ваш станок имеет две колонны вместо одной и две горизонтальные фрезерные головки, по одной на каждую колонну. Название вашего станка «Duplex Milling Machine» подразумевает наличие двух фрезерных головок. Фрезерные головки можно перемещать вертикально вверх и вниз, а стол вперед и назад в продольном направлении. Поперечное движение в вашем станке обеспечивается пинолью шпинделя.
Ваш дуплексный фрезерный станок прочный и подходит для производственных работ, и вы можете обрабатывать две параллельные поверхности заготовки (двутавр или прямоугольный блок) одновременно.
9. Трехгранный фрезерный станок
Ваш триплексный фрезерный станок обладает всеми функциями фрезерного станка с фиксированной станиной, но с тремя основными отличиями. Ваша машина имеет две стойки и поперечную балку вместо одной стойки; на каждой колонне установлена одна горизонтальная фрезерная головка, а на поперечной балке установлена одна вертикальная фрезерная головка. Название вашего станка «Триплексный фрезерный станок» подразумевает наличие трех фрезерных головок.
Горизонтальные фрезерные головки можно перемещать вертикально вверх и вниз, а вертикальные фрезерные головки можно перемещать вверх и вниз, а также в поперечном направлении. Вы можете перемещать стол вперед и назад в продольном направлении. Вы получите движение шпинделя через блок пиноли.
Ваш тройной фрезерный станок прочный и подходит для производственных работ, и вы можете использовать комбинацию из двух или трех фрезерных головок для одновременной обработки заготовки.
10.
 Револьверные мельницы
Револьверные мельницы
Ваша револьверная мельница представляет собой вертикально-фрезерный станок с большинством функций фрезерного станка с колонной и коленом. Вы можете перемещать заготовку (установленную на столе станка) в продольном, вертикальном и поперечном направлениях. Вы можете использовать пиноль шпинделя во время обработки.
Ваша револьверная мельница сравнительно меньше обычной вертикально-фрезерной машины; очень универсален, что делает его пригодным для производства автомобильных компонентов. Преимущество вашей револьверной мельницы в том, что она относительно дешевле, и у вас есть хороший обзор всей машины во время работы со всеми элементами управления, доступными для вашей руки.
11. Фрезерный станок с поворотным столом
Ваш фрезерный станок с поворотным столом представляет собой фрезерный станок с неподвижной станиной и имеет две колонны, каждая из которых оснащена вертикальной фрезерной головкой с независимыми двигателями. Вы можете перемещать фрезерные головки вверх и вниз по колонне. Круглый стол на неподвижной станине вашего станка может вращаться вокруг вертикальной оси и перемещаться по направляющим станины в сторону колонн.
Круглый стол на неподвижной станине вашего станка может вращаться вокруг вертикальной оси и перемещаться по направляющим станины в сторону колонн.
Вы можете использовать одну фрезерную головку для чернового фрезерования, а другую — для чистового фрезерования. Вы можете расположить вашу заготовку и две фрезерные головки таким образом, чтобы обеспечить черновое и чистовое фрезерование заготовки за один оборот стола (при минимальном съеме материала). Вы должны обеспечить минимальное ‘ время простоя или простоя ’ фрезерной головки во время работы. Ваш фрезерный станок с поворотным столом подходит для серийного производства деталей.
12. Строгально-фрезерные станки
Ваш строгально-фрезерный станок представляет собой фрезерный станок с фиксированной станиной, хотя и больше по размеру. Ваша машина оснащена неподвижной станиной, установленной на основании, двумя вертикальными стойками, соединенными верхней опорой с перекладиной, и поперечной балкой.
Стол вашего станка смонтирован на неподвижной станине и имеет продольное движение вперед и назад.-8.jpg) Ваш станок оснащен двумя горизонтальными фрезерными головками, по одной на каждой из колонн, и двумя вертикальными фрезерными головками, установленными на поперечной рейке. Все 4 шпиндельные головки имеют собственные двигатели.
Ваш станок оснащен двумя горизонтальными фрезерными головками, по одной на каждой из колонн, и двумя вертикальными фрезерными головками, установленными на поперечной рейке. Все 4 шпиндельные головки имеют собственные двигатели.
Вы можете перемещать горизонтальные шпиндельные головки вверх и вниз по колоннам, а вертикальные шпиндельные головки перемещать вверх и вниз, а также поперек поперечины. Вы можете использовать все эти движения, чтобы расположить заготовку относительно фрезерных головок. Кроме того, вы можете поворачивать вертикальные фрезерные головки для углового фрезерования. Вы также можете использовать блок пиноли для всех шпинделей.
Заготовку можно установить на стол с помощью Т-образных пазов и расположить для фрезерования. Для фрезерования можно использовать одну фрезерную головку или комбинацию из 2, 3 или 4 фрезерных головок. Вы достигаете фрезерования, устанавливая подходящую скорость подачи для стола.
Ваш фрезерный станок подходит для обработки тяжелых заготовок и серийного производства.
13. Трассировочная фреза и пантограф
Вы знаете, что такое пантограф? Ваш пантограф представляет собой механическое соединение, подсоединенное таким образом, чтобы облегчить копирование и пропорциональное масштабирование шаблона.
На одном конце вашего пантографа имеется трассировщик для отслеживания шаблона и передачи двухмерного движения вращающейся фрезе, установленной на другом конце рычажного механизма. Вы можете установить необходимое соотношение на пантографе, например, пропорциональный размер копируемого элемента составляет 50% от шаблона.
Конструкция вашей ручной машины очень проста. Ваш станок имеет основание, один подвижный стол для заготовки, неподвижный стол для шаблона и приспособление для установки пантографа и привода фрезы.
Вы должны обвести шаблон, удерживая копировальную головку в правой руке и удерживая вращающуюся режущую головку в левой руке для резки заготовки. Ваш пантограф передаст двумерные координаты шаблона на торец фрезы в заданной вами пропорции. Вы можете включать и выключать фрезу из заготовки с помощью рычага на режущей головке.
Вы можете включать и выключать фрезу из заготовки с помощью рычага на режущей головке.
Фрезерный станок с пантографом можно использовать для гравировки букв на металлической или неметаллической поверхности, копирования сложных форм и т. д. отслеживание шаблона и передача координат на фрезерную головку через электронную, оптическую или гидравлическую систему.
Ваша машина имеет рабочий стол с продольным и поперечным перемещением, две колонны и поперечную направляющую. У вас есть копировальная головка со стилусом и фрезерная головка, обе установлены на поперечине и могут перемещаться/позиционироваться на поперечине.
Заготовку можно закрепить на столе, под фрезой, а шаблон под копировальным устройством. Во время работы щуп вашей копирующей головки отслеживает/копирует профиль и передает координаты на фрезерную головку контролируемым движением стола. На этом станке можно фрезеровать различные сложные двухмерные формы, в том числе кулачки.
Принцип трассировки стилусом может быть расширен до трех измерений для процесса фрезерования, такого как «утопление штампа» (создание полости штампа для литья) при изготовлении штампов.
15. 3-осевой фрезерный станок с ЧПУ
В вашем 3-осевом фрезерном станке с ЧПУ 3-осевая обработка относится к способности фрезерного станка с ЧПУ выполнять движение по трем различным осям одновременно. Ваши три оси — это X, Y и Z. Ось Z всегда параллельна оси шпинделя вашего станка, а X и Y — это два других движения.
Все ваши фрезерные станки, которые вы видели ранее, такие как горизонтальный фрезерный станок, вертикальный фрезерный станок, фрезерный станок с неподвижной станиной и фрезерный станок с поршневым типом, имеют оси движения X, Y и Z и могут быть спроектированы как 3-осевой фрезерный станок с ЧПУ.
Ваш фрезерный станок с ЧПУ работает с использованием систем ЧПУ, где станок следует пошаговым инструкциям, данным системой ЧПУ. Вы можете вводить инструкции в систему ЧПУ либо напрямую с помощью системной клавиатуры, либо создавать их в автономном режиме в системе автоматизированного проектирования (CAD)/автоматизированного производства (CAM) и передавать их в систему ЧПУ. Ваш фрезерный станок с ЧПУ может начать производство, как только вы установите пробный компонент, и он будет работать автоматически, не требуя особого вашего внимания.
Ваш фрезерный станок с ЧПУ может начать производство, как только вы установите пробный компонент, и он будет работать автоматически, не требуя особого вашего внимания.
Смена инструмента на фрезерном станке с ЧПУ может происходить через устройство смены инструмента, которое берет предварительно выбранный инструмент из магазина инструментов и загружает его на шпиндель, или вы можете сделать это вручную.
Система ЧПУ на вашем фрезерном станке имеет обратную связь по замкнутому контуру и постоянно отслеживает программу в режиме реального времени и вносит коррективы для обеспечения повторяемости массового производства компонентов.
Когда ваш 3-осевой фрезерный станок с ЧПУ становится более автоматизированным и подходит для операций, выходящих за рамки фрезерования, его называют обрабатывающим центром. Ваш обрабатывающий центр может быть вертикального или горизонтального типа, в зависимости от ориентации шпинделя.
Вертикальные и горизонтальные обрабатывающие центры
Когда вы обращаетесь к осям X, Y и Z, они означают немного разные значения по отношению к вертикальному обрабатывающему центру и горизонтальному обрабатывающему центру.-5.jpg)
Вертикальный обрабатывающий центр (VMC) : Здесь продольное перемещение стола станка составляет ось X , поперечное перемещение стола — ось Y , а вертикальное перемещение шпинделя — ось Z .
Горизонтальный обрабатывающий центр (HMC) : Здесь продольное перемещение стола станка составляет X осей, вертикальное перемещение передней бабки / шпиндельной головки — Y осей, а поперечное перемещение шпинделя — Z осей.
Основные характеристики станков VMC и HMC : фиксированная стойка, прецизионные направляющие LM и шарико-винтовые пары на всех осях, динамически сбалансированный шпиндель, опирающийся на высокоточные предварительно нагруженные радиально-упорные шарикоподшипники, магазин инструментов и высокое позиционирование. точность и повторяемость. Ваш станок оснащен системой охлаждения высокого давления и может иметь систему удаления стружки. Система ЧПУ вашего станка может быть производства Siemens или аналогичного производителя.
Система ЧПУ вашего станка может быть производства Siemens или аналогичного производителя.
Ваш VMC имеет диапазон скоростей вращения шпинделя от 60 до 6000 об/мин и от 60 до 8000 об/мин или более.
Ваш станок HMC имеет диапазон скоростей вращения шпинделя от 20 до 3600 об/мин с шагом 1 об/мин.
Вы можете запрограммировать VMC и HMC на фрезерование, сверление, развертывание, растачивание и т. д. на заготовке с одновременным перемещением по осям X, Y и Z.
Ваши обрабатывающие центры VMC и HMC — очень универсальные и высокопроизводительные машины.
16. 5-осевой фрезерный станок с ЧПУ / обрабатывающий центр
Теперь вы поняли, как работает 3-осевой фрезерный станок с ЧПУ или обрабатывающий центр. Итак, что же представляет собой этот 5-осевой фрезерный станок с ЧПУ?
Ваш 5-осевой фрезерный станок с ЧПУ представляет собой обрабатывающий центр с перемещением по осям X, Y, Z и двумя дополнительными осями.
Прежде чем двигаться дальше, вы должны понимать дополнительные оси, обозначенные как A, B и C. Оси A, B и C относятся к заготовке.
На языке ЧПУ вы называете X, Y и Z линейными осями, а A, B и C — осью вращения.
Теперь рассмотрим ваш вертикальный обрабатывающий центр с 5 осями.
Три оси вашего станка:
X – Продольное перемещение стола станка.
Y -Поперечное перемещение стола станка.
Z — Вертикальное перемещение шпинделя.
.Ваши оси A, B и C
A -Ваша заготовка может вращаться вокруг оси X, и эта ось вращения обозначена как A-ось .
B – Ваша заготовка может вращаться вокруг оси Y, и эта ось вращения обозначена как ось B .
C – Ваша заготовка может вращаться вокруг оси Z, и эта ось вращения обозначена как C-ось .
Ваш 5-осевой обрабатывающий центр имеет оси X, Y, Z и, как правило, оси B и A. Это означает, что вы можете запрограммировать свой 5-осевой станок на фрезерование сложной, замысловатой геометрии и форм путем одновременного движения по 5 осям. 5-осевой обрабатывающий центр более производительен, чем ваши 3-осевые обрабатывающие центры, и обеспечивает лучшее качество поверхности.
Это означает, что вы можете запрограммировать свой 5-осевой станок на фрезерование сложной, замысловатой геометрии и форм путем одновременного движения по 5 осям. 5-осевой обрабатывающий центр более производительен, чем ваши 3-осевые обрабатывающие центры, и обеспечивает лучшее качество поверхности.
Вывод:
Фрезерные станки являются следующими после токарного станка универсальными станками и без фрезерного станка невозможно представить ни один производственный цех. Ваш фрезерный станок с ЧПУ и обрабатывающие центры представляют собой усовершенствование базового фрезерного станка, а его универсальность помогает быстрее изготавливать сложные детали с высоким уровнем повторяемости.
Помимо типов фрезерных станков, которые вы видели выше, существует множество фрезерных станков для нестандартных фрезерных операций, таких как фрезерование шпоночного паза, фрезерование шлицевого вала и прошивные станки.
Вы можете добавить DRO (Digital Read Out) к любому станку без ЧПУ для точного управления движением и подачей заготовки.
Каковы жизненно важные части фрезерного станка с ЧПУ? | Станки с ЧПУ
Какие основные части фрезерного станка с ЧПУ?
написал: админ
Без комментариев
Какие основные части фрезерного станка с ЧПУ? В компании Roberson Machine Company фрезерование с ЧПУ является основой нашего производственного процесса. Фактически, независимо от того, вертикальный это фрезерный станок или горизонтальный, наши клиенты полагаются на нас, а мы полагаемся на фрезерование с ЧПУ для резки материалов.
Мы являемся вашими специалистами по производству из одних рук, и мы гордимся тем, что можем изготовить все, что вам нужно — от стандартных, обработанных деталей до сложных органических геометрических форм с жесткими допусками. Позвоните в компанию Roberson Machine Company по всем вопросам, связанным с ЧПУ, сегодня по телефону 573-646-39.96 или свяжитесь с нами онлайн.
Позвоните в компанию Roberson Machine Company по всем вопросам, связанным с ЧПУ, сегодня по телефону 573-646-39.96 или свяжитесь с нами онлайн.
Что такое фрезерный станок с ЧПУ?
Фрезерные станки с ЧПУ снимают металл с заготовок, придавая нужную форму и размеры с помощью вращающегося инструмента, называемого фрезой. В отличие от токарного станка, на котором заготовка вращается, а режущий инструмент перемещается в нее для создания цилиндрических форм, фрезерный станок с ЧПУ использует концевые фрезы, фрезы типа «ласточкин хвост», торцевые фрезы и различные другие фрезы для обработки плоских и неровных поверхностей, в том числе которые вогнуты или выпуклы.
Наши специалисты по ЧПУ хорошо разбираются в фрезеровании, и процесс относительно прост. Один из наших слесарей закрепляет заготовку на рабочем столе станка с помощью удерживающего устройства, такого как зажим или тиски. Заготовка перемещается по осям X и Y в соответствии с запрограммированным кодом CAD или CAM, введенным нашим оператором, который затем преобразуется в G-код, когда фреза удаляет материал.
Какие важные части фрезерного станка с ЧПУ?
Ниже приведены пять основных элементов фрезерного станка с ЧПУ:
- Колонна и основание
- Колено
- Механизм механической подачи
- Рабочий стол
- Шпиндель
Чугунная колонна и основание поддерживают другие части фрезерного станка. Колонна опирается на основание и обычно содержит систему масла и охлаждающей жидкости. Основание является основой машины, несущей вес, а колонна поддерживает колено и рабочий стол. Вес этих двух компонентов обеспечивает минимальную вибрацию и лучшее качество поверхности даже после самых тяжелых резов.
Колено крепится к колонне с помощью выреза типа «ласточкин хвост» и поддерживается и регулируется вверх и вниз с помощью винта вертикального позиционирования, также называемого подъемным винтом, который проходит вертикально от основания. Зубчатый механизм заключен внутри колена, а седло опирается сверху и перемещается поперек колонны и обеспечивает движение заготовки в горизонтальном направлении.
Механизм силовой подачи находится в колене и используется для управления продольной (влево и вправо), поперечной (внутрь и наружу) и вертикальной (вверх и вниз) подачами. Скорость подачи изменяется либо с помощью G-кода, либо путем поворота ручки выбора скорости.
Как следует из названия, здесь выполняется большая часть механической обработки. Стол представляет собой прямоугольный кусок чугуна с Т-образными пазами для зажима заготовки непосредственно на нем или крепления тисков или другого удерживающего устройства для удерживания мелких деталей и их безопасной и эффективной обработки. Продольная подача с регулируемой скоростью и рукоятки являются частью рабочего стола. Кроме того, ходовой винт оси X под столом взаимодействует с гайкой и помогает столу двигаться горизонтально.
Одной из основных частей фрезерного станка является шпиндель.
