Профилегиб как сделать своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
электрические, гидравлические и другие конструкции, видео и фото
Одновременная гибка нескольких труб с квадратным сечением возможна за счет применения на станке широких валов
Не знаете, как сделать профилегиб своими руками? Я предлагаю простую пошаговую инструкцию, по которой можно за день собрать эффективный в действии станок. Учитывая, что цена на заводские станки стартует с 300 долларов, уверен, что предложенная инструкция будет полезна многим.
Все что нужно знать о профилегибе
На фото показана лишь малая часть того, что можно сделать из металлических профилей
Профилегиб — это устройство для равномерной гибки металлических труб с различным профилем сечения. Кроме того, профилегибы можно применить для выгибания холодного проката различных фасонных металлоизделий, включая швеллер, уголок, тавр, двутавр и т. п.
Справа показан станок, в котором привод подачи профиля электрический, а слева показан станок с полностью ручным управлением
Профилегиб от обычного трубогиба отличается характерной формой вальцов, которая повторяет сечение деформируемого проката. По типу прижима вальцов различаются ручные и гидравлические профилегибы.
По типу прижима вальцов различаются ручные и гидравлические профилегибы.
Так выглядит профилегибочный станок с гидравлическим прижимом (справа традиционная схема прижима снизу-вверх, а слева — сверху вниз).
Гидравлический прижим вальцов обеспечивает большее усилие, что дает возможность деформировать металл с большей толщиной. К примеру, некоторые станки заводской сборки комплектуются домкратами с усилием свыше 8 тонн. По типу привода, подающего прокат к вальцам, различаются ручные станки и электрические профилегибы.
Как работает профилегиб
За счет того, что валы для профилегиба имеют непрямую форму, этот станок работает с металлическим уголком
И ручные, и гидравлические профилегибы работают по принципу механической холодной деформации металла. Принцип работы разных станков отличается направленностью деформирующего воздействия.
| Схематичное изображение | Принцип действия |
Прижимной вал двигается сверху-вниз. Это наиболее распространенная схема деформации профиля, так как по ней работает большая часть ручных станков. Схема прижима с использованием верхнего ролика редко применяется в станках с домкратом. Это наиболее распространенная схема деформации профиля, так как по ней работает большая часть ручных станков. Схема прижима с использованием верхнего ролика редко применяется в станках с домкратом. | |
| Прижимной вал двигается снизу-вверх. Давление, деформирующее профиль, оказывается снизу. Такая схема традиционная для станков с гидравлическим домкратом. Центральный вал подвижный, в то время как боковые прижимные валы остаются неподвижными. |
Нужно отметить, что и та, и другая схема деформации металла одинаково эффективна. Разница в направленности усилия объясняется только целесообразностью расположения привода и подвижного ролика относительно статичных валов.
Деформация трубы без станка — слева труба, согнутая по надрезам, а справа — для сгибания заполнена песком
Сборка ручного трубогиба
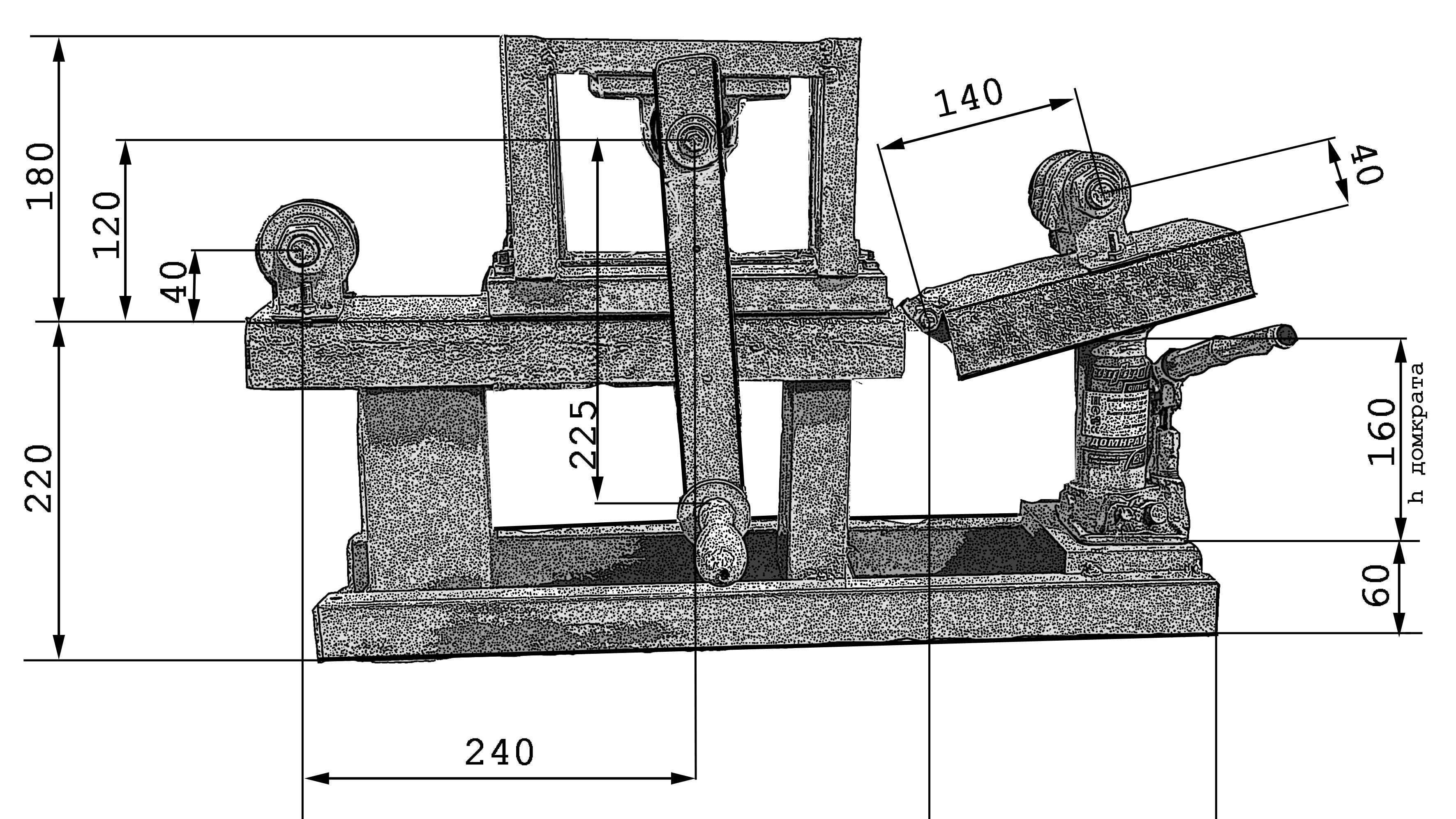
Рассмотрим, как собрать простой прокатный станок для гибки профиля своими руками. Готовый станок будет рассчитан на деформацию профильных труб диаметром не более 60 мм.![]()
| Иллюстрация | Описание действий |
Подготавливаем материалы. Чтобы собрать самодельный профилегиб, потребуется:
| |
| Подготавливаем элементы рамы. Режем швеллер на 4 продольные части, 2 из которых длиной 70 см, и 2 поперечные части по 20 см. Два длинных продольных куска, как показано на фото, обрезаем по торцам под углом 70°. | |
| Размечаем и сверлим отверстия под подшипниковые узлы. К верхней части продольных швеллеров прикладываем подшипниковые узлы и размечаем место под болтовое крепление. Пробойником, как показано на фото, накерниваем место под сверление, а затем делаем сквозные отверстия. | |
| Изготавливаем боковые крепления для прижимного вала. Боковые крепления как показано на фото, делаем из швеллера. Размеры крепления не указаны специально, так как они подбираются в соответствии с тем валом, который есть в наличии. Под ось вала в креплениях высверливаются сквозные отверстия.
| |
| Изготавливаем верхнюю часть прижимного узла. Из того же швеллера режем кусок по ширине вала и, как показано на фото, обрезаем его боковины под углом 45°. В итоге, из двух боковин и верхней части можно сложить П-образную рамку, которая будет удерживать вал. | |
Подготавливаем направляющие для прижимного узла. Из швеллера нарезаем две стойки высотой 500 мм.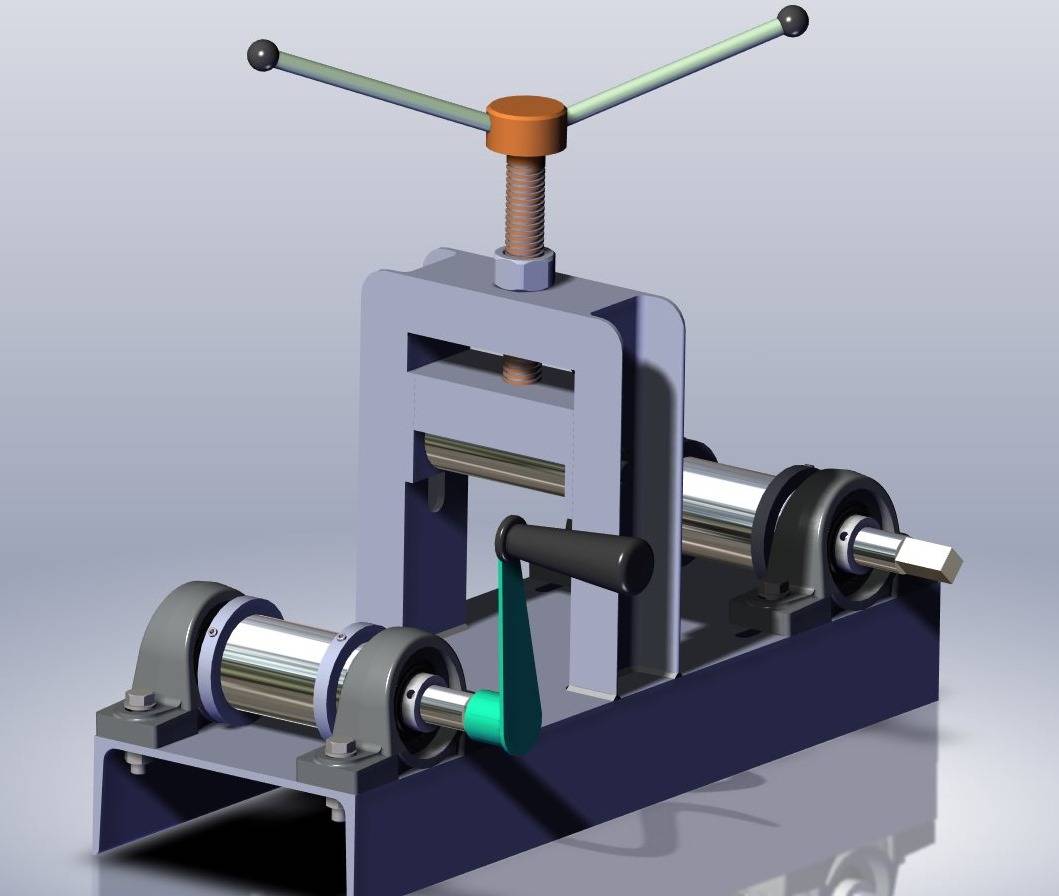 | |
| Ввариваем пластины для болтового соединения. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера. В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. | |
| Собираем прижимной узел с подвижным роликом. Из двух ранее надрезанных боковин и верхней части свариваем единый узел, в который в ходе сборки вставляем вал. | |
| Собираем раму и вертикальные стойки. Из ранее нарезанных продольных и поперечных частей собираем и свариваем основание трубогиба. К основанию привариваем вертикальные направляющие, по которым будет передвигаться прижимной узел. | |
Крепим болт. В верхней части прижимного узла размечаем центр, по которому сверлим отверстие диаметром 22 мм. В отверстие пропускаем болт М20. В отверстие пропускаем болт М20.На конце болта навариваем два наплава, так, чтобы болт свободно прокручивался в отверстии, но из него не выходил. | |
| Изготавливаем верхнюю перекладину для направляющих. Отрезаем кусок швеллера по размеру расстояния между направляющими. По краям сверлим по два отверстия, которые должны совпасть с отверстиями уже просверленными в направляющих. По центру сверлится отверстие, поверх которого наваривается гайка для болта. | |
| Крепим верхнюю перекладину болтами. В отверстия в верхней перекладине и в направляющих вставляем по два болта, которые затягиваем гайками через гроверные шайбы. | |
| Крепим подшипниковые узлы. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами. Подшипниковые узлы, через совпавшие отверстия, крепим болтами и гайками. Гайки затягиваем, предварительно установив гроверные шайбы. | |
Привариваем ступицу к шестеренкам. По центру шестеренок под цепь ГРМ наваривается ступица, по диаметру соответствующая шпинделю вала. В ступице делается наплавка, а на валу проточка.
| |
| Устанавливаем шестерни на валы. Одеваем шестерни на шпиндели и затягиваем двумя гайками — одна основная, а другая контрящая. | |
Привариваем ось под ворот. Посредине вертикально расположенной направляющей, со стороны уже установленных шестерёнок, приваривается ось для ворота с шестерёнкой.
| |
Делаем ворот. Отрезаем кусок полосы длиной 40-50 см. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы.
| |
Напрессовываем шестерню на рукоятку. На ступицу рукоятки, с помощью тисков, напрессовываем шестерню для цепи ГРМ.
| |
| Делаем ворот для прижимного узла. На конце болта высверливается сквозное отверстие. В отверстие просовывается обрезок прутка, чтобы получилась рукоять. | |
Установка бокового ворота. На предварительно приваренную ось крепим ступицу ворота и затягиваем первой и контрящей гайками.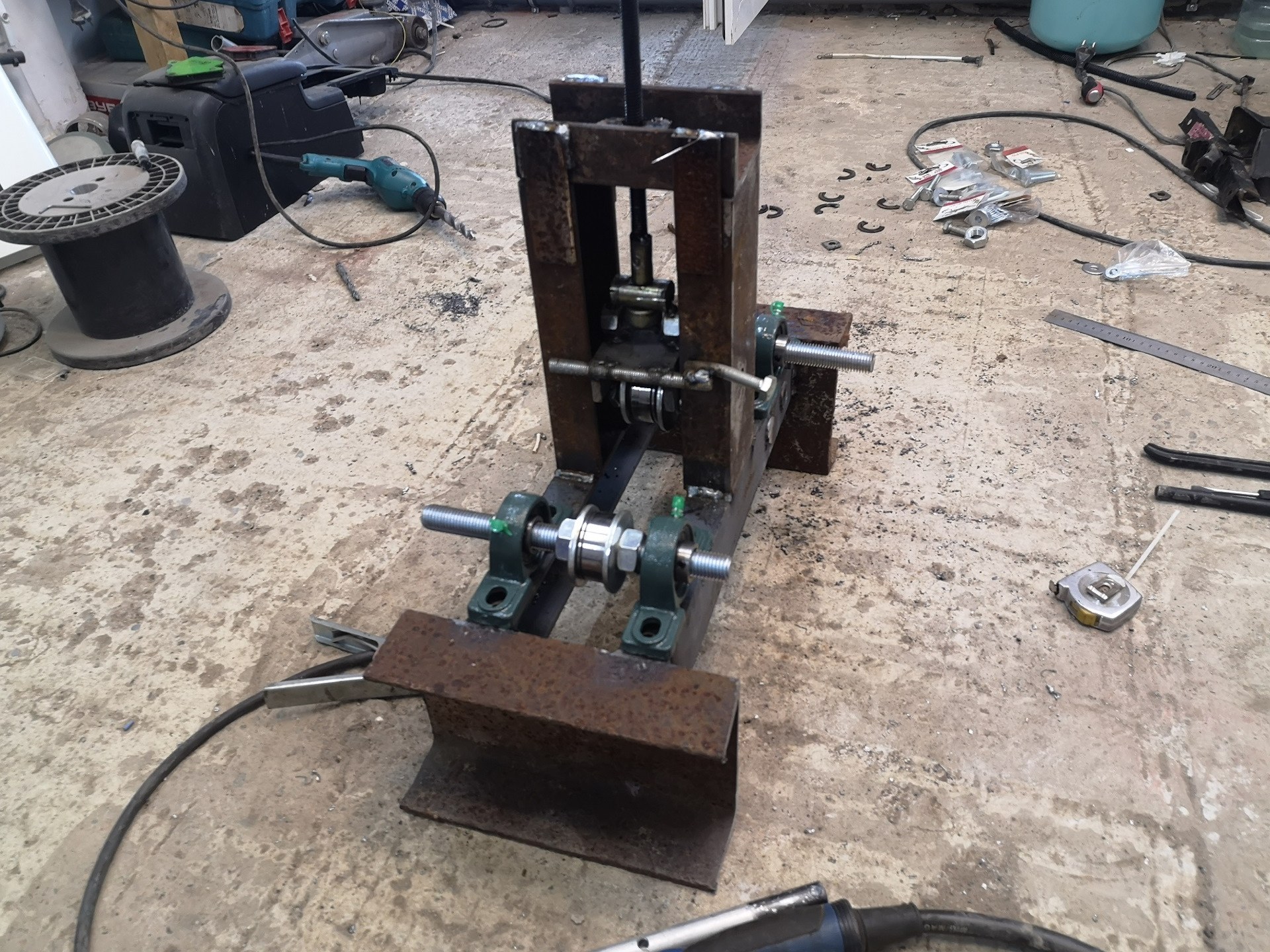 Через все три шестерни накидывается цепь. Через все три шестерни накидывается цепь. | |
| Покраска. После изготовления профилегиба, детали, которые не будут подвергаться трению во время работы, можно окрасить, чтобы замедлить коррозию. |

Подведём итоги
Вы узнали, как сделать ручной профилегиб, чтобы гнуть профильные трубы. Также предлагаю посмотреть видео в этой статье. Если появятся вопросы, обязательно задавайте их в комментариях.
Добавить в избранное
Версия для печати
Поделитесь:
Рейтинг статьи:
Статьи по теме
Все материалы по теме
Радиальная гибка с помощью Stierli Bieger
Широкий спектр гибочных работ может выполняться с использованием принципа радиальной гибки с вращающимся диском (круговая гибка или круглая гибка). По сравнению с горизонтальной гибкой, радиальная гибка может без труда использоваться для гибки под большими углами, такими как 180° или больше. Плоская сталь, металлический лист, круглые профили и различные другие профили могут быть согнуты с использованием этого принципа.
Плоская сталь, металлический лист, круглые профили и различные другие профили могут быть согнуты с использованием этого принципа.
При радиальном изгибе вращающийся привод изгибает материал вокруг гибочного штифта. Гибочный штифт представляет собой простую вращающуюся деталь, которую мы можем предоставить вам или вы легко можете сделать сами.
Современная система управления в сочетании с системой останова ЧПУ позволяет создавать программы гибки с несколькими комплектами гибки. Это превращает радиально-гибочный станок в производственную машину, которая эффективно решает сложные задачи гибки.
Гибка с программой гибки — круглая гибка (вращательная гибка) до 360°
Детали с несколькими изгибами, включая изгибы более 90°, могут быть сэкономлены с помощью программы гибки.
Специальная конструкция инструмента / Stierli или заказчик
Радиально-гибочный станок часто решает сложные задачи гибки.
Наряду со стандартными гибочными штифтами (круглые гибочные штифты) можно установить специальные инструменты.
Клиент часто имеет четкое представление о том, как должен выглядеть гибочный инструмент. Мы предоставляем прочное и надежное оборудование, а заказчик или его инструментальный мастер изготавливает инструменты. Или наша компания предоставляет инструментальное решение.
Гибкие кронштейны для контейнеров
Кронштейны для тяжелых контейнеров можно очень эффективно сгибать с помощью наших Radial 5000 или Radial 10,000. Возможны диаметры до 50 мм.
Гибка арматурной стали
Мы предлагаем 3 различных решения для гибки арматурной стали:
- Гибка с формовочными инструментами на нашей горизонтальной гибочной машине (для серийного производства)
- Гибка с помощью специальных инструментов на нашей горизонтальной гибочной машине
- B окончание на радиально-гибочном станке
Гибка звеньев цепи
С помощью радиально-гибочного станка возможна гибка звеньев цепи с изгибом 180°.
Заготовку не нужно нагревать, гибка производится в холодном состоянии (холодная гибка).
Оправки диаметром до 50 мм можно гнуть на наших радиально-гибочных станках. (Большие диаметры по запросу)
Гибка анкерных болтов
Радиально-гибочная машина идеально подходит для гибки открытых анкерных болтов. Два изгиба выполняются с помощью одного и того же гибочного инструмента (гибочного штифта). Для этого подойдет ручной откидной упор или автоматически управляемый упор на 1 м.
Гибка закрытых анкерных болтов
Закрытые анкерные болты, сваренные после гибки, можно гнуть на круглогибочном станке «Радиальный». Два изгиба выполняются с помощью одного и того же гибочного инструмента (гибочного штифта). Для этого подойдет ручной откидной упор или автоматически управляемый упор на 1 м.
Изгиб кронштейнов на 180° в навесные замки
Эта область в настоящее время находится в разработке. Дополнительная информация появится в ближайшее время.
Быстрый запрос
Пожалуйста свяжись со мной
Спасибо за ваш запрос.
Профилегибочный станок для продажи
Главная / Листогибочный станок
Профилегибочный станок
Модель: WYQ-24
Запрос
Описание
Основные характеристики
- Обтекаемый европейский дизайн, обработка стальной рамы в закалочной печи для устранения механических напряжений
- Три вала приводятся в движение гидромотором и разрезным валом планетарного редуктора
- Валы изготовлены из специальной высокопрочной стали методом закалки и полировки
- Стандартная закалочная матрица
- С горизонтальным и вертикальным двумя режимами работы
- Положение верхнего ролика фиксировано, но два нижних ролика могут совершать дуговое движение вокруг фиксированного центра вместе или по отдельности
- Опорные устройства устанавливаются на ролик с обеих сторон для улучшения качества гибки асимметричного профиля
- Передвижной верстак с ЧПУ
Стандартные принадлежности
- Опорные кронштейны для пластин
- Германия Bosch-Rexroth Гидравлический
- Соединитель шланга EMB Германии
- Германия Главный двигатель Siemens
- Телемеханика/Schneider Electrics
- Гидравлическая и электрическая защита от перегрузок
- Верхний и нижний инструмент (86°, R0,6 мм)
- Стандарты безопасности (2006/42/ЕС):
Стандарт безопасности
- ЕН 12622:2009 + А1:2013
- ЕН ИСО 12100:2010
- ЕН 60204-1:2006+А1:2009
- Защита пальцев спереди (световая завеса безопасности)
- Педальный переключатель Kacon, Южная Корея (уровень безопасности 4)
- Задняя металлическая безопасная ограда в соответствии со стандартами CE
- Реле безопасности с контролем педального переключателя и защитной защитой
Принцип работы профильно-гибочного станка
Рабочие этапы профильно-гибочного станка можно определить следующим образом:
Загрузка изгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационному напряжению.
При необходимости деталь может поддерживаться и не подвергается деформационному напряжению.
Движение валков для достижения положения зажима: на этом этапе профиль блокируется между валками и может перемещаться вперед и назад, вращая валки. Прикладываемое давление меньше, чем необходимое для деформации профиля
Рабочая фаза: на этой фазе давление увеличивается и происходит деформация профиля за счет перемещения профиля и движения валков.
Разгрузка профиля: устраняется давление на профиль и увеличивается пространство между валками, чтобы профиль можно было извлечь из машины.
ПРОФИЛЬНОГИБОЧНЫЙ СТАНОК
- Профилегибочный станок — это машина, используемая для выполнения холодной гибки профилей различной формы и размера. Обычно станок используется в области металлообработки для гибки таких профилей, как трубы, стержни, уголки, Т-образные и U-образные профили и балки.

- Наиболее важной частью станка являются валки (обычно 3), которые воздействуют на профиль комбинацией сил, равнодействующая которых определяет деформацию, в направлении, перпендикулярном оси самого профиля.
Технические параметры
| WYQ | ||||||||||||||
| Технические параметры | WYQ-24 | |||||||||||||
| 6 | 16 | 30 | 45 | 75 | 100 | 140 | 180 | 260 | 320 | 400 | 500 | |||
| Максимальный модуль упругости изгиба | 6 | 16 | 30 | 45 | 75 | 100 | 140 | 180 | 260 | 320 | 400 | 500 | ||
| Скорость прокатки | 6 | 5 | 4 | |||||||||||
| Предел текучести | S=450 | |||||||||||||
| Внутренняя гибка из стального уголка | Максимальный изгиб Размер (мм) | 40X5 | 70X8 | 80X8 | 90×10 | 100X10 | 120X12 | 140X16 | 150X16 | 160X16 | 180X14 | 200X18 | 200X20 | |
| Наружная гибка из стального уголка | Макс.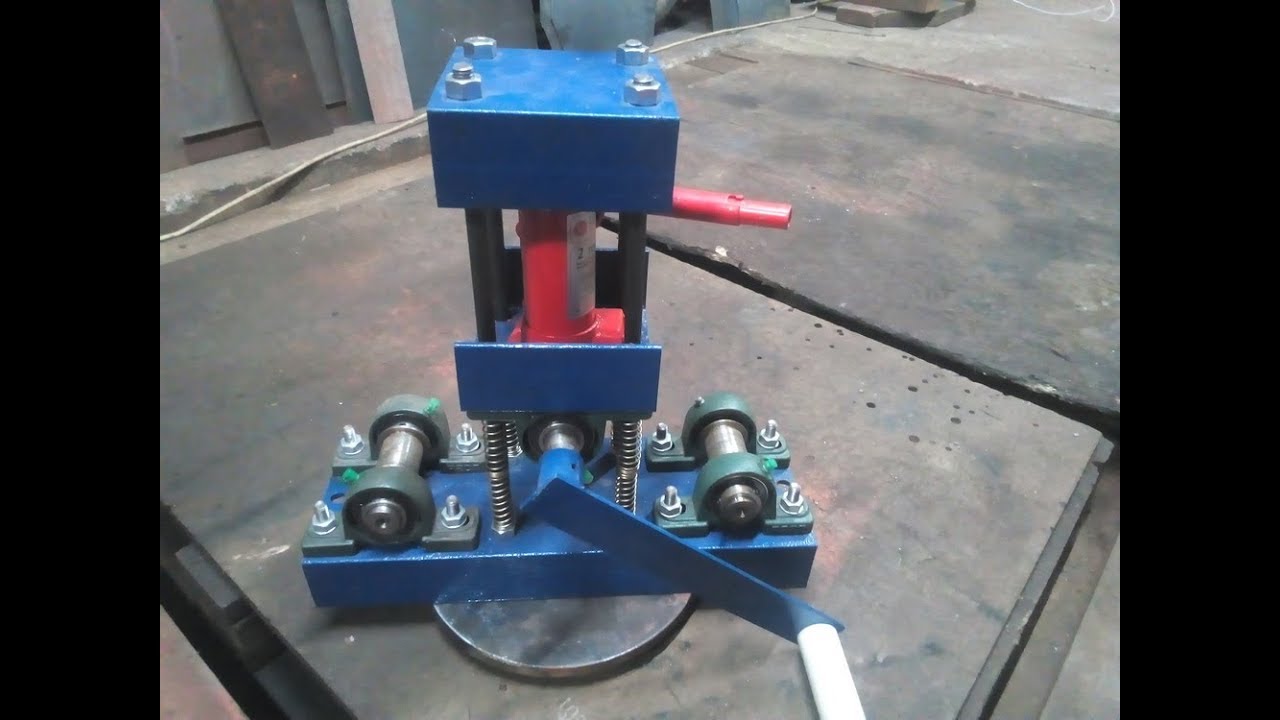  | |||||||||||||