Профилегибы ручные: Профилегиб ручной, профильный трубогиб купить с доставкой
Содержание
Ручные профилегибы
Ручные профилегибы
Москва
499 290 95 68
Саратов
8452 99-05-61
Оренбург
3532 48-64-76
8 800 700 84 49
Демонстрационный зал
от 180 до 220
от 500
до 60
от 15 до 40
1000х500х280
1050х500х200
360x180x200
500х300х150
600х350х970
620х240х410
700x 600x 1500
7
19
25
35
36
68
80
165
ЦЕНА: ПО УБЫВАНИЮ ПО ВОЗРАСТАНИЮСНАЧАЛА НОВИНКИ
Артикул:
Metal Master APV-9
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master APV 60
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master APV 60
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master APV 60 MINI
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master TG 40
| Радиус гиба,мм | от 180 до 220 |
| Размеры обрабатываемого профиля,мм | от 15 до 40 |
| Диаметр гиба,мм | от 450 до 600 |
Артикул:
Metal Master TGA-40
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master TG 60 PLUS
| Радиус гиба,мм | от 500 |
| Размеры обрабатываемого профиля,мм | до 60 |
| Диаметр гиба,мм |
Артикул:
Metal Master TGA 60
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master MBM 10 R
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master MBM-4R (TR-40)
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
Артикул:
Metal Master MBM-3R
| Радиус гиба,мм | |
| Размеры обрабатываемого профиля,мм | |
| Диаметр гиба,мм |
2023-06-01
2023-05-29
2023-05-12
2023-05-02
2022-06-10
Ручные профилегибы (трубогибы)
Порядок сортировки (по возрастанию)Порядок сортировки (по убыванию)По названию (по возрастанию)По названию (по убыванию)По цене (по возрастанию)По цене (по убыванию)По коду товара (по возрастанию)По коду товара (по убыванию)По популярности (по возрастанию)По популярности (по убыванию)По дате добавления (по возрастанию)По дате добавления (по убыванию)По рейтингу (по возрастанию)По рейтингу (по убыванию)24255075100
Кронштейногиб STALEX KR50
8 600р.
Длина ручек: 750 мм
Максимальное сечение кронштейна: 50х5 мм
Фиксация получаемого угла при гибке: +
Масса: 9,1 кг
Габаритные размеры: 1000х310х190 мм
Профилегиб STALEX YP-38
11 998р.
Угол гибки: до 200°
Макс. размер заготовки: 8х32мм; 6х50мм
Масса нетто/брутто: 22,5/24 кг
Габариты: 880х260х260 мм
Станок профилегибочный STALEX TR-12
11 500р.
Макс. угол гиба: 180°
Толщина стенки, мм: 1,5
Максимальный размер обрабатываемых заготовок: 15х15 мм
Вес нетто/брутто: 22 / 24кг
Размер упаковки: 600х255х190мм
Станок профилегибочный ручной STALEX TR-40
19 700р.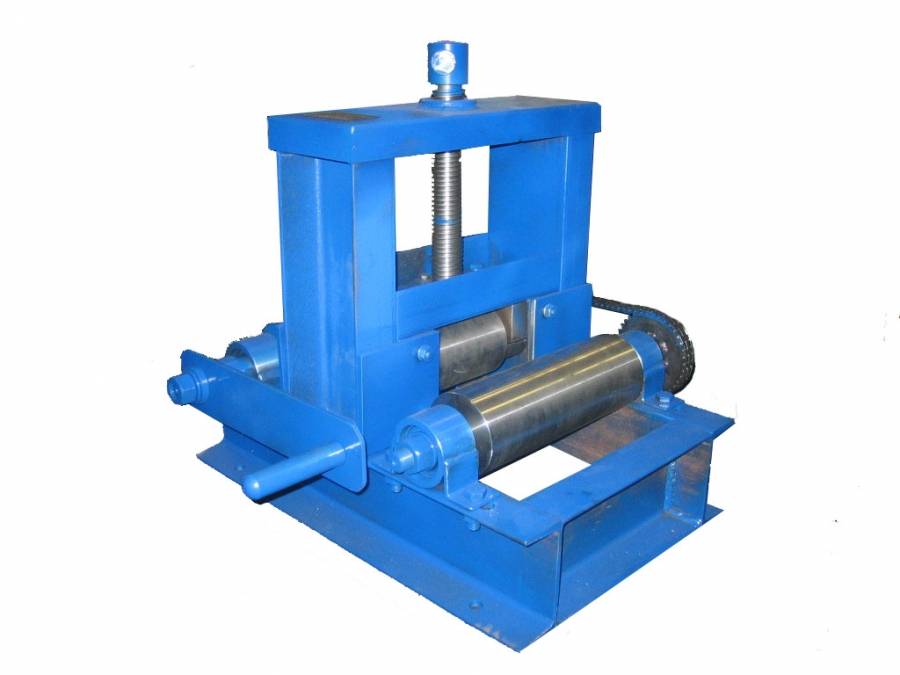
Толщина стенки: до 1,5 мм
Диаметр обрабатываемых труб: от 15×15 до 40×40 мм
Масса нетто/брутто: 19/24 кг
Габариты: 550х280×400 мм
Станок профилегибочный ручной STALEX TR-60
25 400р.
Толщина стенки: до 1,5 мм
Диаметр обрабатываемых труб: от 15 до 38 мм
Масса нетто/брутто: 33/38 кг
Габариты: 620х240×380 мм
Трубогиб пневмогидравлический STALEX HB-16Q
26 996р.
Стандартные штампы(водогазопроводные, бесшовные, полимерные): Дюймы 1/2″ 3/4″ 1″ 1 1/4″ 1 1/2″ 2″ 2 1/2″ 3″ / мм 22 28 34 43 50 62 79 90
Трубогиб ручной STALEX MY-22
25 497р.
Макс. угол гибки: 180°
Труба круглого сечения (внешний диаметр) дюймы / мм: 3/8″ 1/2″ 9/16″ 5/8″ 3/4″ 7/8″ (Ø9,52 Ø12,7 Ø14,3 Ø15,87 Ø19,05 Ø22,22)
Труба квадратного сечения (внешний диаметр) дюймы / мм: 3/4″ 1″ (19,05 25,4)
Толщина стенки трубы: 0,8-1,2мм
Вес нетто/брутто: 24,5 / 26кг
Универсальный STALEX Минитрубогиб
6 374р.
Макс. Ø проволоки*: 6 мм
Макс. значение полосы*: 25 х 3 мм
В комплект входят стержни размеров: 3/16″ 1/4″ 1/2″ 1″
Масса нетто/брутто: 2,8 / 3кг
Размер упаковки: 320х100х100мм
Для предприятий, работающих с металлом, повышение производственных показателей — это возможность занять более выгодные позиции на рынке. Добиться этой цели можно, если купить надежное оборудование высокого класса. Ручные — станки с безупречными характеристиками. Это отличный вариант для обновления базы. Мы предлагаем сертифицированные модели, соответствующие современным стандартам в плане эффективности, надежности и стабильности работы. Цену конкретной позиции уточняйте у специалиста.
Система ручного управления профилегибочным станком
Обзор систем управления PBT
| Руководство | Обучаемый планшет | Планшет350 | ПК400 | |
|---|---|---|---|---|
| Эксплуатация/оборудование | мобильный портативный терминал | мобильный портативный терминал / планшетный ПК / шарнирный кронштейн / свободно перемещаемый | мобильный портативный терминал / планшетный ПК / шарнирный кронштейн / мобильный | передвижная панель управления / мультисенсорный дисплей 15 дюймов / промышленный ПК |
| Рекомендуется для | малая изменчивость гибочных форм | низкая изменчивость форм изгиба, но большое количество | высокая вариативность гибочных форм | высокая вариативность гибочных форм и автоматизация |
| Требуемое время для определения геометрии изгиба | относительно высокий | относительно высокий | низкий | низкий |
| Серийное производство | после ручной настройки | автоматический, после обучения | автоматизированный, с программным управлением | автоматизирован, управляется программным обеспечением и может быть интегрирован в автоматику |
| Программирование/хранение/обработка радиусов и расчет программы | руководство | через обучаемый модуль / через планшет | на основе программного обеспечения, количество и длина не ограничены | на основе программного обеспечения, количество и длина не ограничены |
| Визуальная проверка программы | — | — | как графическое представление | как графическое представление |
| Радиусы на изгибаемую часть | 1 | 1 | опционально | опционально |
| Подача | ускоренный ход/медленная скорость | ускоренный ход/медленная скорость | непрерывный | непрерывный |
| Дополнительный изгиб | — | — | возможно для 1 сегмента | возможно для всех сегментов |
| Выкатывание | — | — | — | возможно |
| Коррекция перехода | — | — | — | возможно |
| Программная документация | — | — | — | как вложение в формате PDF |
| Ассистенты программы | — | — | спиральная катушка | спиральная катушка, эллипсы, «кривые Наполеона», S-образные изгибы, особые формы, крыша бассейна, изгиб влево/вправо |
| Управление дополнительными опциями | — | — | — | открытая архитектура для пользовательских расширений, например. Оси Z с ЧПУ, приспособление для трехмерной гибки или подача шпинделя вперед, автоматическое измерение радиуса Оси Z с ЧПУ, приспособление для трехмерной гибки или подача шпинделя вперед, автоматическое измерение радиуса |
| Дистанционная диагностика с помощью PBT | — | — | — | через интернет-соединение |
| Обновление ПО | — | на USB-накопитель | на USB-накопитель | на USB-накопитель / через интернет-соединение |
| Резервное копирование данных | — | через порт USB | через порт USB | через порт USB / по сети |
| Соединение | проводной | Wi-Fi | Wi-Fi | проводной |
| Операционная система | — | Windows | Окна | Windows |
| Сетевая интеграция | — | — | — | возможно |
| Безопасность | аварийный останов, толчковый | аварийный останов, толчковый режим, разрешающий переключатель | аварийный останов, толчковый режим, разрешающий переключатель | аварийный останов, толчковый режим, активирующий переключатель дополнительно: подключение для лазерного сканера безопасности |
| Оси | Ось X, управляемая 1/100 мм Дополнительно: ось Y, разрешение 1/10 мм | Ось X, 1/100 мм, управляемая Ось Y, 1/10 мм, управляемая | Ось X, 1/100 мм, управляемая Ось Y, 1/10 мм, управляемая | Ось X, управляемая 1/100 мм Ось Y, управляемая 1/10 мм Дополнительно: Ось X с сервогидравлическим приводом (PBT25, PBT35) дополнительно: ось Y с сервоконтроллерами (PBT35) дополнительно: управляемые оси Z влево/вправо |
Откройте для себя гидравлический профилегибочный станок Ultimate W24S Руководство
1
акции
1. Гидравлический профилегибочный станок Применение
Гидравлический профилегибочный станок Применение
Профилегибочный станок серии W24S представляет собой гидравлический трехвалковый профилегибочный станок, который в основном используется для гибки различных стальных профилей. Он способен прокатывать заготовки O-образной спирали и широко используется в таких отраслях, как нефтяная, химическая, судостроительная, металлообрабатывающая и машиностроительная.
2. Основные технические данные
Вот чертежи:
Технические характеристики
Модель и спецификация
Выберите подходящую модель на основе максимального модуля сопротивления изгибу профилей.
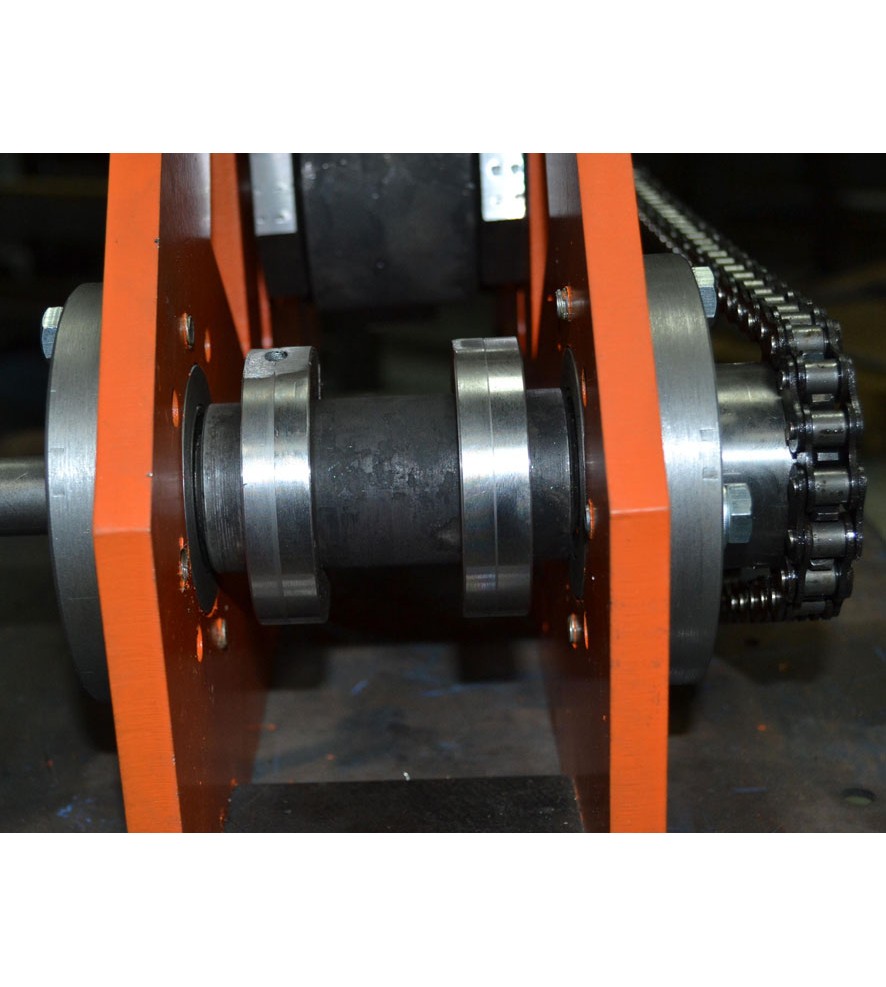
3. Основная конструкция и принцип работы гидравлического профилегибочного станка
Профилегибочный станок W24S состоит из корпуса станка, секции боковых роликов, секции опорных роликов, электрической системы и гидравлической системы. Корпус машины выполнен в виде единого сварного узла и имеет два ходовых рычага, которые приводятся в действие двумя гидравлическими насосами и выполняют дуговое движение вверх и вниз.
Кроме того, опорные ролики расположены на обоих концах корпуса станка и могут устанавливаться под разными углами для удовлетворения различных потребностей в гибке профилей.
Основная система привода состоит из двигателя, который приводит в действие редуктор, который затем передает мощность на боковые ролики и, наконец, на верхний ролик.
5. Назначение, рабочий процесс и рабочее поле
- Функция машины
Три основных ролика приводятся в действие и выполняют операцию предварительной гибки. Регулируя направляющие ролики, можно исправить любые деформации, которые могут возникнуть в процессе гибки.
- Рабочий процесс
Машина способна выполнять предварительную гибку, и процесс выглядит следующим образом:
- Рабочее поле
Основные параметры указаны в форма представляет собой максимальную способность к изгибу и оптимальная эффективность работы. Если стальной профиль имеет форму квадрата или угла и имеет модуль сопротивления изгибу менее 45 см3, его можно успешно согнуть на станке W24S-45.
Если стальной профиль имеет форму квадрата или угла и имеет модуль сопротивления изгибу менее 45 см3, его можно успешно согнуть на станке W24S-45.
- Изгиб
6. Гидравлическая система
Гидравлическая система оснащена электромагнитным клапаном сброса давления. Цилиндр ролика поднимается и опускается через два электромагнитных клапана с обеих сторон цилиндра ролика, и электромагнитный предохранительный клапан должен быть запитан, чтобы система создавала давление.
Когда на электромагнитные клапаны YV01 и YV2 подается электричество, левый бак опускается, а когда на YV01 и YV2 подается электричество, левый бак опускается, правый ролик работает аналогичным образом. Рабочей жидкостью для системы является обычное гидравлическое масло 30-40#.
Перед проверкой важно проверить направление вращения двигателя, чтобы убедиться в его правильности и контролировать уровень жидкости во вторичном топливном баке. Масло следует проверять каждые шесть месяцев на наличие признаков износа или при необходимости заменять новым маслом, а температура масла не должна превышать 70°C.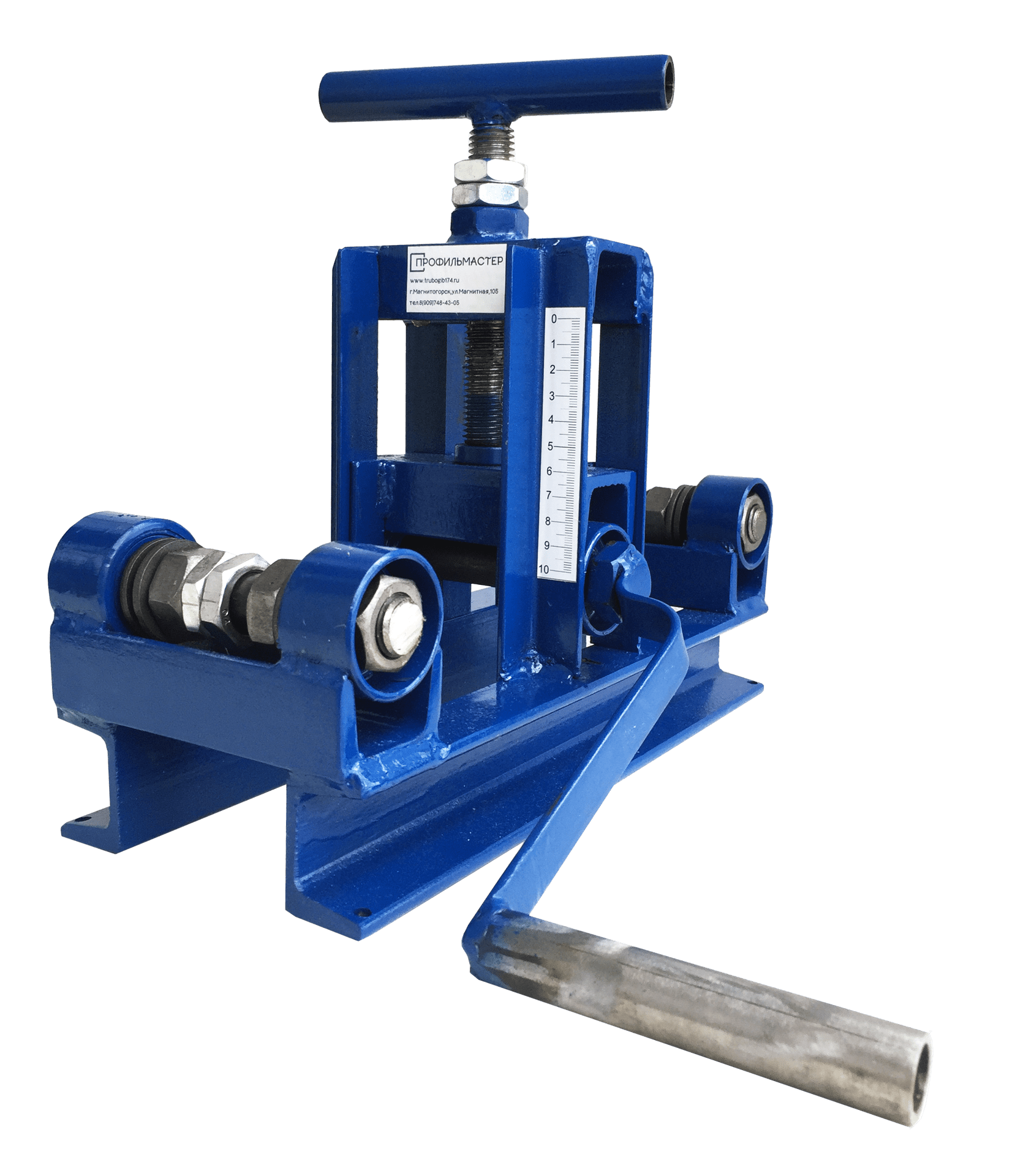
7. Электрическая система
- W24S-45 использует электричество 380 В/50 Гц/3 фазы.
8.Монтаж и ввод в эксплуатацию гидравлического профилегибочного станка
8.1 Установка
Машина упакована как единое целое в стальную коробку. По прибытии к клиенту важно убедиться, что содержимое упаковочного листа соответствует фактической машине. Перед проведением любой отладки в машину необходимо долить масло.
8.2 Отладка
8.2.1 Подготовка перед отладкой
Проверьте надежность всех соединений и зажимов.
Проверьте уровень гидравлического масла и убедитесь, что смазки достаточно.
Пожалуйста, проверьте напряжение электропитания.
8.2.2 Работа без нагрузки
После завершения описанных выше проверок запустите главный привод и выполните движения вверх и вниз в течение 15-минутного цикла.
Проверьте и отрегулируйте верхние и боковые ролики, чтобы убедиться, что расстояние подходит и машина может работать эффективно.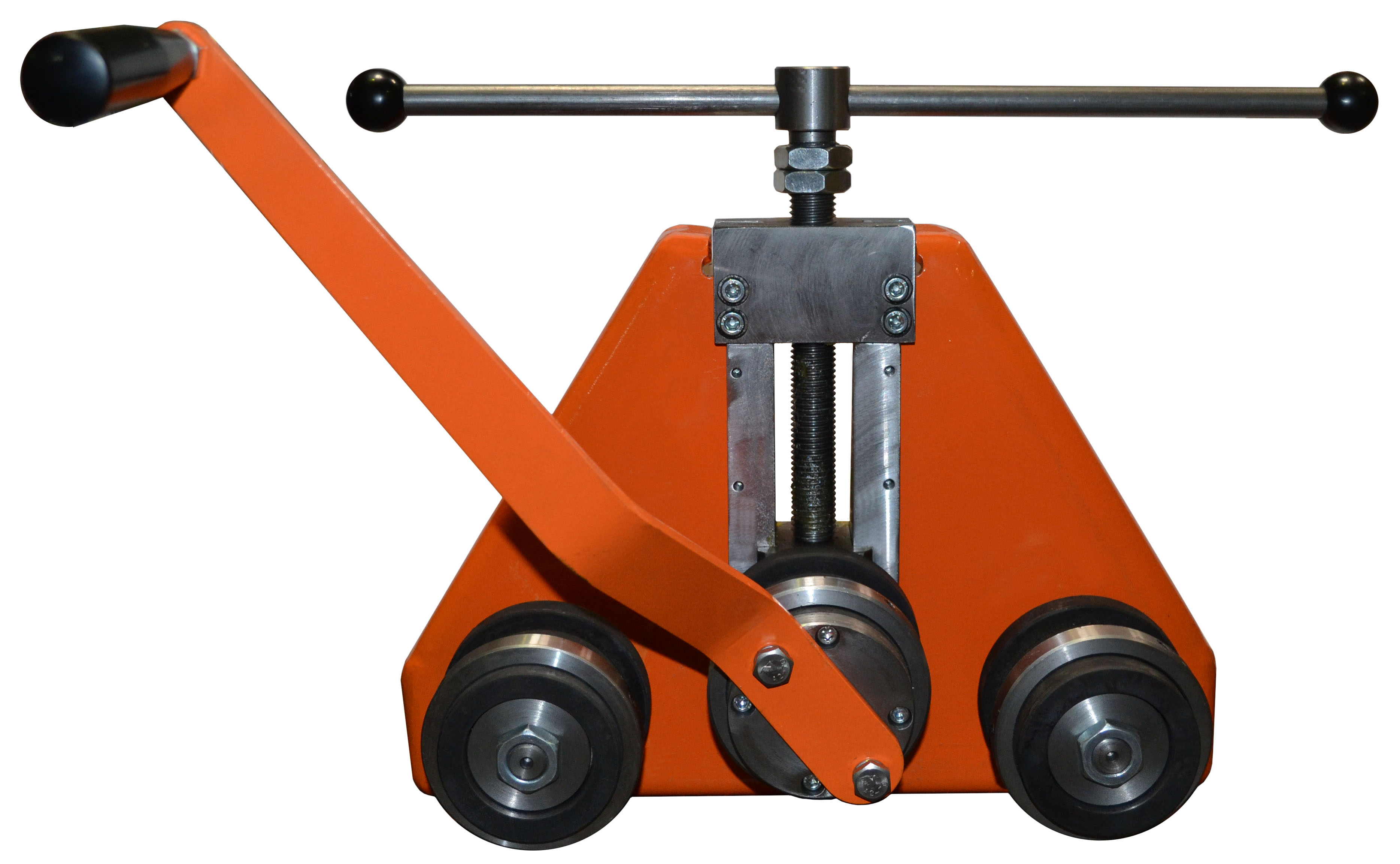
8.2.3 Требования к испытаниям
Движения должны быть плавными с обеих сторон рулона.
Вращение и подъем ролика должны быть гибкими и плавными.
Все детали трансмиссии не должны издавать посторонних шумов.
Все крепления должны быть надежно затянуты, а машина должна быть хорошо смазана.
Температура подшипника не должна превышать 35°C, максимальная температура не должна превышать 70°C. Температура масла гидронасоса не должна превышать 60°C.
8.2.4 Тест под нагрузкой
Тест под нагрузкой следует проводить только после успешного теста без нагрузки. Общая процедура выглядит следующим образом:
Установите основные параметры в соответствии с соответствующими параметрами профиля, указанными в таблице. Предварительно согните срезы обработанного конца.
Оценка эксплуатационной квалификации по подобъемам диаметра круглых заготовок, как указано в положениях.
8.2.5 Требования к нагрузочным испытаниям
Нагрузочное испытание должно соответствовать основным требованиям к производительности, указанным в соответствующих параметрах.
Во время нагрузочного испытания и работы под нагрузкой система передачи должна работать стабильно и не издавать ненормальных шумов. Операционная система должна быть гибкой, точной и надежной. Температура подшипника не должна превышать указанные выше пределы.
Во время процесса не должно быть проскальзывания между плашкой и профилями.
9. Правила эксплуатации и техники безопасности гидравлического профилегибочного станка
9.1 Подготовка и проверка перед использованием
Перед использованием самолета прочитайте это примечание, чтобы понять его технические характеристики и методы эксплуатации. Крайне важно строго соблюдать процедуры безопасной эксплуатации, изложенные в системе, и готовиться к работе в соответствии с требованиями, изложенными в статье 8.2.1. Это включает в себя удаление оксида с прокатанных профилей, шлифовку кромок и удаление сварного шва.
9.2 Безопасность и защита
При использовании машины обратите особое внимание на следующие меры безопасности:
Строго запрещается перегружать машину.
Если во время использования будут обнаружены какие-либо необычные шумы или удары, машину следует немедленно остановить для проверки.
Механизм трансмиссии и соединения следует регулярно проверять во время использования, чтобы убедиться в их надежности и отсутствии повреждений.
9.3 Способ работы
Высота профилей будет уменьшена с обеих сторон рулона в соответствии с указанными размерами.
Профили будут обработаны и пропущены через ролики с обеих сторон.
Круглые заготовки будут обрабатываться до тех пор, пока они не будут соответствовать требуемым спецификациям.
После того, как главный привод был остановлен, кромочный ролик должен быть опущен, и заготовка может быть удалена.
Эффективная смазка машины является важной мерой для снижения энергопотребления и увеличения срока ее службы. Для этого необходимо правильно подобрать смазочные материалы и наладить правильную систему смазки.
9.4.1 Смазка В машине для смазки используются смазочные масла, что можно сделать с помощью искусственной заправки, масленок или бака для смазочного масла.
9.4.2 Выбор смазки Для искусственной заправки следует использовать смазку на основе кальция. Для точек смазки маслосборных колпачков летом следует использовать смазку №2 на основе кальция, а зимой – смазку №2 на основе кальция.
9.4.3 Система смазки и примечания Пользователь должен установить специальную систему смазки в зависимости от конкретных условий машины, нагрузки и эксплуатации.
Перед запуском машины во всех точках смазки должно быть достаточно масла.
При непрерывной работе масло в маслосборниках следует пополнять в среднем через 4 часа, а шестерни следует смазывать в целом раз в месяц. Вся система смазки должна очищаться раз в год.
10. Подъем станка и техническое обслуживание
Надлежащее использование, разумное техническое обслуживание и ремонт могут не только продлить срок службы станка, но и снизить затраты на ремонт. Ниже приведены основные пункты технического обслуживания и ремонта самолета:
10.
