Проходной прямой резец углы: Проходной упорный резец углы — ТехПорт
|
 +6 сменных пластин
+6 сменных пластин креплением ЭЛЬБОРОМ-Р (КОМПОЗИТ 01) 32х25х170 мм45 град.(10 вставок) ИС204-03
креплением ЭЛЬБОРОМ-Р (КОМПОЗИТ 01) 32х25х170 мм45 град.(10 вставок) ИС204-03 (10 вставок) РЭО 94.00
(10 вставок) РЭО 94.00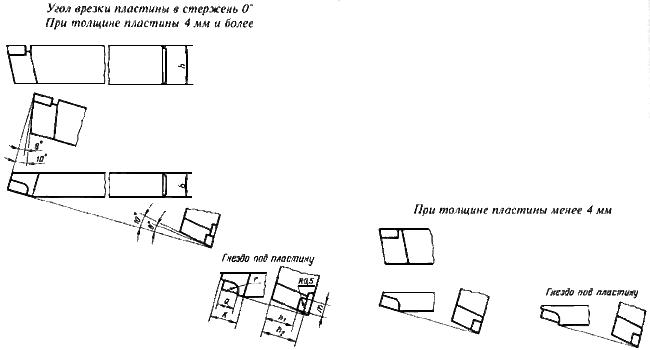 креплением с цилиндрической головкой d=10мм, Lобщ.=32мм lдо головки=25мм и шестигранным углублением под ключ 5мм
креплением с цилиндрической головкой d=10мм, Lобщ.=32мм lдо головки=25мм и шестигранным углублением под ключ 5мм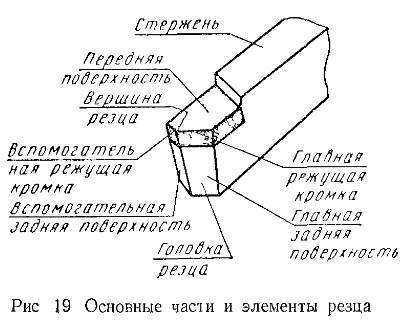 креплением с цилиндрической головкой d=10мм, Lобщ.=27мм lдо головки=20мм и шестигранным углублением под ключ 5мм
креплением с цилиндрической головкой d=10мм, Lобщ.=27мм lдо головки=20мм и шестигранным углублением под ключ 5мм креплением ромбических пластин 80° CNMM, CNMG, CNMA, CNGA правый (Sandvik) прижим рычагом за отверстие, угол 95°
креплением ромбических пластин 80° CNMM, CNMG, CNMA, CNGA правый (Sandvik) прижим рычагом за отверстие, угол 95° креплением ромбических пластин 55° левый (Sandvik)
креплением ромбических пластин 55° левый (Sandvik) креплением пластин (Sandvik)
креплением пластин (Sandvik)Токарные проходные отогнутые резцы (правые и левые) с пластинами из твёрдого сплава.
 Справочник
Справочник
- Главная /
- Справочник /
- Проходные отогнутые резцы
| Применяются для обтачивания, подрезки торцев и точения фасок. | |||||
| H | B | L | m | a | r |
| 16 | 10 | 100 | 8 | 8 | 0,5 |
| 16 | 12 | 100 | 7 | 10 | 1 |
| 20 | 12 | 120 | 7 | 10 | 1 |
| 20 | 16 | 120 | 8 | 14 | 1 |
| 25 | 16 | 140 | 8 | 14 | 1 |
| 25 | 20 | 140 | 10 | 18 | 1,5 |
| 32 | 20 | 170 | 10 | 18 | 1,5 |
| 40 | 25 | 200 | 12 | 25 | 2 |
| 50 | 32 | 240 | 14 | 25 | 2 |
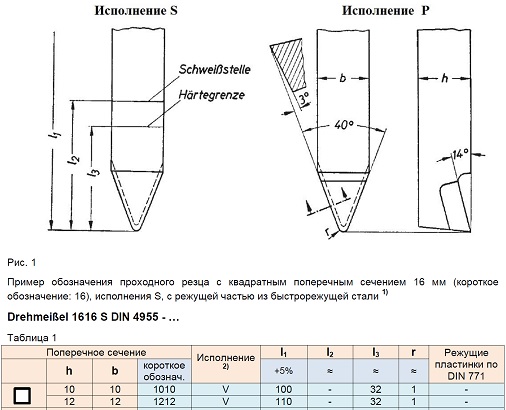
Пример условного обозначения резца с углом в плане 45°, сечением 16х25 мм, длиной 140 мм, с пластиной из твёрдого сплава Т15К6:
правого: Резец проходной отогнутый-Т15К6 — 16х25х140 ГОСТ 18868-73
левого: Резец проходной отогнутый Л-Т15К6 — 16х25х140 ГОСТ 18868-73
Токарные сборные контурные резцы с механическим креплением клнн-прнхватом трехгранных пластин из твердого сплава
| Применяется для наружного продольного точения валов, подрезания торцев, точения уступов.  | |||||
| h | b | h0 | f | L | Р |
| 16 | 16 | 16 | 20 | 100 | 30 |
| 20 | 16 | 20 | 20 | 125 | 30 |
| 20 | 20 | 20 | 25 | 125 | 30 |
| 25 | 20 | 25 | 25 | 150 | 30 |
| 25 | 25 | 25 | 32 | 150 | 30 |
| 32 | 25 | 32 | 32 | 170 | 30; 36 |
| 32 | 32 | 32 | 40 | 170 | 36; 40 |
| 40 | 32 | 40 | 40 | 200 | 36 |
| 40 | 40 | 40 | 50 | 200 | 40 |
| 50 | 40 | 50 | 50 | 250 | 40 |
Токарные проходные резцы (правые и левые) с механическим креплением пластин из твёрдого сплава
С трёхгранными пластинами
| h | b | h0 | L | f | P |
| 16 | 16 | 16 | 120 | 20 | 25 |
| 20 | 16 | 20 | 120 | 20 | 25 |
| 20 | 20 | 20 | 120 | 25 | 32 |
| 25 | 20 | 25 | 140 | 25 | 32 |
| 25 | 25 | 25 | 140 | 32 | 32; 36 |
| 32 | 25 | 32 | 170 | 32 | 32 |
| 32 | 32 | 32 | 170 | 40 | 36 |
| 40 | 32 | 40 | 200 | 40 | 45; 36 |
| 40 | 40 | 40 | 200 | 50 | 45 |
| 50 | 40 | 50 | 250 | 50 | 45 |
С четырёхгранными пластинами
Применяются для обтачивания, подрезки торцев и точения фасок. | |||||
| h | b | h0 | L | f | P |
| 16 | 16 | 16 | 100 | 20 | 25 |
| 20 | 16 | 20 | 125 | 20 | 25 |
| 20 | 20 | 20 | 125 | 25 | 32 |
| 25 | 20 | 25 | 150 | 25 | 32 |
| 25 | 25 | 25 | 150 | 32 | 36 |
| 32 | 25 | 32 | 170 | 32 | 36 |
| 32 | 32 | 32 | 170 | 40 | 36; 45 |
| 40 | 32 | 40 | 200 | 40 | 45 |
| 40 | 40 | 40 | 200 | 50 | 45; 50 |
| 50 | 40 | 50 | 250 | 50 | 50 |
С пятигранными пластинами
| h | b | L | f | Диаметр описанной окружности, мм | |
| 20 | 20 | 120 | 20 | 18 | |
| 25 | 20 | 140 | 20 | 18 | |
| 32 | 25 | 170 | 25 | 22 | |
| 40 | 32 | 200 | 32 | 26 |
С шестигранными пластинами
| h | b | L | f | P | |
| 20 | 20 | 120 | 20 | 25 | |
| 25 | 20 | 140 | 20 | 25 | |
| 25 | 25 | 140; 150 | 25; 32 | 32 | |
| 32 | 25 | 170 | 32 | 32 | |
| 40 | 32 | 200 | 40 | 36; 38 | |
| 40 | 40 | 200 | 50 | 38 | |
| 50 | 40 | 250 | 50 | 38 |
Токарные сборные проходные резцы с механическим креплением многогранных пластин из твердого сплава качающимся штифтом
(«упорные резцы»)
| h | b | L | f | Р | l | |||
| при j°, равном | ||||||||
| 95*2 | 90*3 | 95 | 90 | 95 | 90 | |||
| 16 | 16 | 100 | — | 20 | — | 32 | — | 16 |
| 20 | 16 | 125 | 25 | 25 | — | 32 | — | 16 |
| 20 | 20 | 125 | 25 | 25 | 36 | 32 | 12 | 16 |
| 25 | 20 | 125 | 25 | 25 | 36 | 32 | 12 | 16 |
| 25 | 25 | 150 | 32 | 32 | 36; 45 | 32; 36 | 12; 16 | 16; 22 |
| 32 | 25 | 170 | 32 | 32 | 36; 45 | 32; 36 | 12; 16 | 16; 22 |
| 32 | 32 | 170 | 40 | 40 | 45 | 36 | 19 | 22 |
| 40 | 32 | 200 | 40 | 40 | 45 | 36 | 19 | 22 |
| 40 | 40 | 200 | 50 | 50 | 45 | 36; 40 | 19 | 22; 27 |
| 50 | 40 | 250 | 50 | 50 | 45 | 36; 40 | 19 | 22; 27 |
Примечания:
*1 Четырехгранные пластины.
*2 Ромбические пластины.
*3 Трехгранные пластины.
виды (упорный, прямой, отогнутый), маркировка
Резцов для токарных работ много. Один из простых — проходной. Работает с цилиндрическими и коническими деталями. Ими можно торцевать и снимать фаску.
Содержание:
- 1 Виды и назначение
- 1.1 Прямой
- 1.2 Отогнутые
- 1.3 Упорные
- 1.4 Сборные
- 2 Основные размеры и особенности геометрии резца
- 3 Маркировка и производители
- 4 Критерии выбора
- 4.1 Госстандарты на инструмент
- 4.2 Основные режимы резания
- 5 Правила работы с инструментом и способы заточки резцов
Виды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Читайте также: как выглядят резцы токарные алмазные для токарного станка
Прямой
Используют для резки конических и цилиндрических деталей.
Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.
Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Читайте также: резцы токарные
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Основные размеры и особенности геометрии резца
Высота, мм | Ширина, мм | Длина, мм |
|---|---|---|
16 | 10 | 110 |
20 | 12 | 120 |
25 | 16 | 140 |
25 | 20 | 170 |
32 | 25 | 170 |
40 | 25 | 200 |
40 | 32 | 240 |
40 | 40 | 240 |
50 | 40 | 240 |
50 | 50 | 240 |
Передняя поверхность скошена — для удаления продуктов резания. Главная режущая кромка режет металл. Вершиной является пересечение режущих кромок. Углы токарного резца, точнее заточки его вершины определяется видом работы.
Главная режущая кромка режет металл. Вершиной является пересечение режущих кромок. Углы токарного резца, точнее заточки его вершины определяется видом работы.
Маркировка и производители
Маркировку наносят сбоку. Она указывает марку твердого сплава или быстрореза. Надпись: Т15К6. Литера Т — карбид титана. Цифра 15 — процент карбида титана, К6 — шесть процентов кобальта.
У быстрорезов после Р — процент вольфрама. Ф — ванадий, М — молибден.
Производители:
- Свердловский инструментальный завод (СИЗ).
- Ижевский инструментальный завод (ИИЗ).
- Храпуновский инструментальный завод (ХИЗ).
- ООО «Мелитополь инструмент».
- ООО «ЦЗЫГУН — Твердосплав».
- ARNO FREDERICHS AFC — Германия.
Критерии выбора
Тип резца и марку указывают в техпроцессе на обработку детали.
Госстандарты на инструмент
- Проходные упорные быстрорежущие — ГОСТ 18870-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18879-73.
- Проходные отогнутые быстрорежущие — ГОСТ 18868-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18877-73.
- Проходные прямые быстрорежущие ГОСТ — 18869-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18878-73.
- Сборные резцы ГОСТ — 26611-85.
Читайте также: токарный ТВ-4, обзор.
Основные режимы резания
Резцы черновой резки запрещено применять в чистовых работах и наоборот.
Сначала делают предварительную работу: снимается до 5–8 миллиметров в несколько проходов. Чистовая — для соблюдения точных размеров детали. Толщина среза — десятые и сотые доли миллиметра. Режимы обработки задаются в технологической карте.
Правила работы с инструментом и способы заточки резцов
Надо ясно представлять, для каких резец целей, режимы его работы. Важна стоимость инструмента.
Главное — стойкость резца, зависящая от материала его лезвия и углов заточки. Резцы со сменными пластинами имеют лучшие характеристики, но при выходе из строя пластинки она снимается и меняется целиком.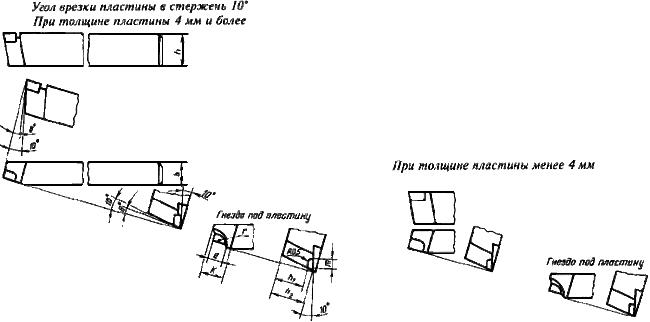
Быстрорежущие и напаянные резцы удобнее, т. к. износ ведет только к переточке. Форму режущей кромки можно задать любую. Резец надо точно выставить по главной оси станка в перпендикулярном и параллельном направлениях.
Режущая кромка ставится напротив оси вращения. Для подстройки высоты нужны пластины из мягкой стали разной толщины, их подкладывают под основание резца. Важна жесткая фиксация резца прижимными болтами.
На наждаке ставятся круги из электрокорунда и карбида кремния. Первый — для стали, второй — для твердого сплава. Сначала точится задняя поверхность, потом передняя. Доводку делают в местах их прилегания к режущей кромке.
Доводка — на станке с малым биением. Круг применяют эльборовый или алмазный. Чем чище доведена режущая кромка, тем выше стойкость.
Проходные резцы — самый ходовой токарный инструмент.
Поделиться в социальных сетях
резцы проходные
Резцы проходные являются наиболее распространённым инструментом при токарной обработке. В этой статье мы рассмотрим, как изготовить такой резец своими руками, какие бывают проходные резцы, их углы установки и углы режущих кромок и другие нюансы.
Эта статья будет продолжением серии статей на сайте о токарных станках, о инструментах и приспособлениях для токарной обработки в гаражной мастерской. О приспособлениях для токарных станков я уже писал и желающие могут почитать о них вот здесь и вот тут. Ну а о грамотной заточке и доводке токарных резцов своими руками советую почитать и посмотреть видео вот в этой статье.
А в этой статье мы подробно рассмотрим об основном инструменте при токарной обработке — проходном резце.
Для начала рассмотрим какие бывают проходные резцы, из чего их изготавливают, их углы заточки, способы крепления твёрдосплавных пластинок этих резцов и другие нюансы. А в конце будет рассказано и показано как изготовить своими руками отогнутый проходной резец со сменной твёрдосплавной пластинкой в домашних условиях.
А в конце будет рассказано и показано как изготовить своими руками отогнутый проходной резец со сменной твёрдосплавной пластинкой в домашних условиях.
Резец проходной предназначен для продольного обтачивания наружных цилиндрических поверхностей, а для токарной обработки уступов и торцевых поверхностей служат подрезные резцы. Однако некоторые типы проходных (такой как я сделал в видеоролике под статьёй и на рисунке 1 ниже) и подрезных резцов используют как для продольного, так и для поперечного обтачивания поверхностей.
Проходные резцы бывают чистовые и черновые. Черновые резцы предназначены для грубого обтачивания заготовок, так называемой обдирки (и поэтому некоторые их называют обдирочными). А чистовые резцы предназначаются для окончательной обработки поверхностей и получения более высокого класса обработки поверхности заготовки. Ниже мы подробно рассмотрим виды проходных резцов.
Токарные отогнутые проходные резцы.
Такие резцы наиболее распространены в токарной обработке из-за удобства и широких возможностей и именно как я изготовил такой резец, мной был заснят видеоролик, который можно посмотреть под этой статьёй. Благодаря отогнутой головке, такие резцы позволяют обработать поверхность детали, которая расположена очень близко от кулачков токарного патрона.
Благодаря отогнутой головке, такие резцы позволяют обработать поверхность детали, которая расположена очень близко от кулачков токарного патрона.
I — продольное протачивание, II — поперечное протачивание
И используются такой резец проходной как для продольного (см. рисунок 1.I), так и для поперечного точения (рисунок 1.II).Такие резцы выполняют правыми и левыми, в зависимости от того, в какую сторону отогнута головка.
Прямые проходные резцы.
I — правый проходной резец, II — левый проходной резец
Эти резцы предназначены для продольного обтачивания деталей. Также как и отогнутые резцы, могут быть как правые (см. рисунок 2.I), которые применяются при обычном направлении движения суппорта станка, так и левые (рисунок 2.II), которые применяют при точении в направлении от передней бабки к задней.
Прямые проходные резцы наиболее просты в изготовлении из-за простой (не отогнутой) формы державки.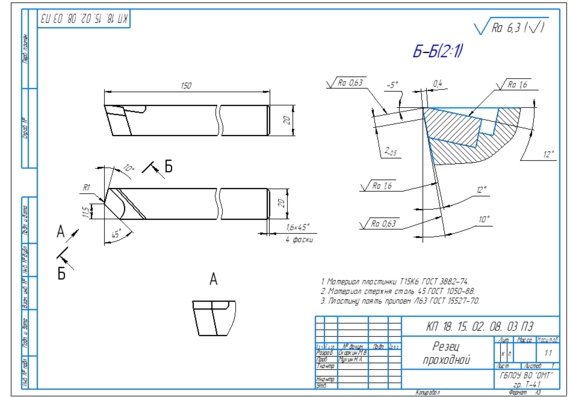
Упорные проходные резцы.
I — подрезание торцовых поверхностей (уступов), II — торцовое обтачивание.
Эти резцы служат для продольного обтачивания деталей (см. рисунок 3.I) и одновременного подрезания торцовых поверхностей уступов (в конце прохода). Если развернуть резцедержатель с таким резцом на некоторый угол (см. рисунок 3.II) о можно использовать такой резец и для торцового обтачивания торца детали.
Наиболее широко применяются упорные проходные резцы при обработке нежёстких деталей, а также ступенчатых заготовок.
Чистовые проходные резцы.
I — для обтачивания открытых мест, II — для обтачивание труднодоступных мест.
Такие резцы используются в основном для обтачивания с малой подачей и отличаются они от обычных проходных резцов большим радиусом закругления (r=2-5 мм).
Для обтачивания открытых мест на деталях используют прямые резцы, которые работают в обе стороны (см. рисунок 4.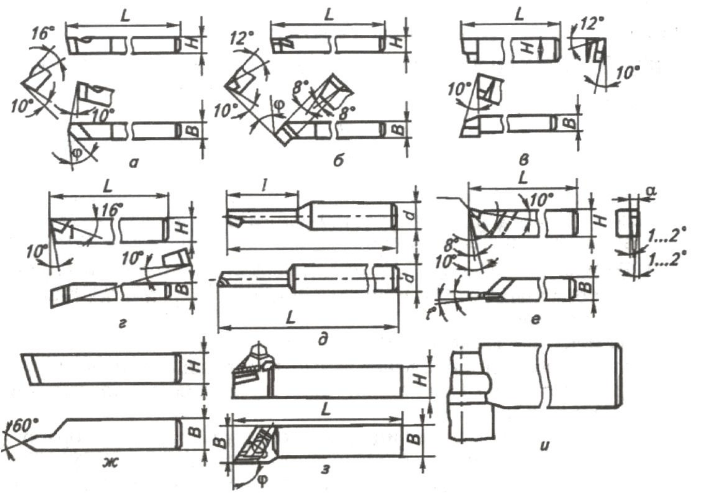 I). А для обтачивания труднодоступных мест используют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
I). А для обтачивания труднодоступных мест используют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
Чистовые проходные широкие резцы.
Эти резцы предназначены для чистового обтачивания деталей, причём с большими подачами. Но при этом эти резцы обычно снимают очень малый слой металла с заготовки.
b — ширина режущей кромки, s — подача.
При больших подачах (s<b смотрите рисунок 5) вполне возможно получить поверхность обрабатываемой детали 7-го класса шероховатости. Но главным образом используют такие резцы при токарной обработке жёстких деталей.
Ниже будет рассмотрены различные варианты проходных резцов, которые отличаются друг от друга в зависимости от крепления режущих пластинок.
Токарные резцы с механическим креплением режущих пластинок.
Крепление пластинок в специальном гнезде разрезанной пружинящей державки.
Конструкция таких резцов, (которые были разработаны ещё в прошлом веке в институте технологии в ГДР) предусматривает крепление твёрдосплавных пластинок симметричной формы в разрезанных державках, с помощью одного или двух винтов (с внутренним шестигранником). Такие проходные резцы показаны на рисунке ниже.
Такие проходные резцы показаны на рисунке ниже.
Под номером I и II показано крепление твёрдосплавных пластинок цилиндрической формы, а под номером III показано закрепление квадратной пластинки, под номером IV показана закреплённая пластинка прямоугольной формы, ну и под номером V показан пример закреплённой треугольной пластинки.
По мере затупления в процессе работы, пластинки просто переворачиваются в державке, что позволяет использовать её без переточки достаточно долго.
Токарные резцы конструкции шведской фирмы.
Одна из инструментальных шведских фирм разработала способ крепления твёрдосплавных режущих пластинок 2 (см. рисунок ниже) к державке 1 с помощью планки 3 стружколомателя, а так же с помощью прижимной планки 5 и винта 4, который имеет резьбу (как правую, так и левую) и внутренние грани в своей головке под шестигранный ключ.
Стружколоматель 3 и прижимная планка 5 имеют три типоразмера, а основание (державка резца) выпускают восьми типоразмеров. И сочетание этих элементов резца с пластинками разной формы, позволяет токарю получить множество разных вариантов проходных резцов (и не только проходных).
И сочетание этих элементов резца с пластинками разной формы, позволяет токарю получить множество разных вариантов проходных резцов (и не только проходных).
Особенностью конструкции таких резцов является точечный контакт прижима 5 и планки 3. Причём прижимная планка 5 имеет по периметру кольцевой выступ, что обеспечивает достаточно жёсткое и надёжное крепление пластинки, при упоре в кольцевую выемку основания 1.
Токарные резцы конструкции токаря А. П. Аграфенина.
Такой резец состоит из державки 1 к которой при помощи подвижного упора 3 и винта 4 закрепляется твёрдосплавная (или метало-керамическая) пластинка 2. При этом задняя поверхность сменной режущей пластинки опирается на клинообразный буртик А на краю державки и под действием сил резания заклинивается в державке (корпусе). Ну и конечно же буртик препятствует сдвигу режущей пластинки.
Следует учесть, что при сборке резца подвижный упор 3 устанавливают так, чтобы между ним и буртиком А свободно входила режущая пластинка на 0,75 своей длины.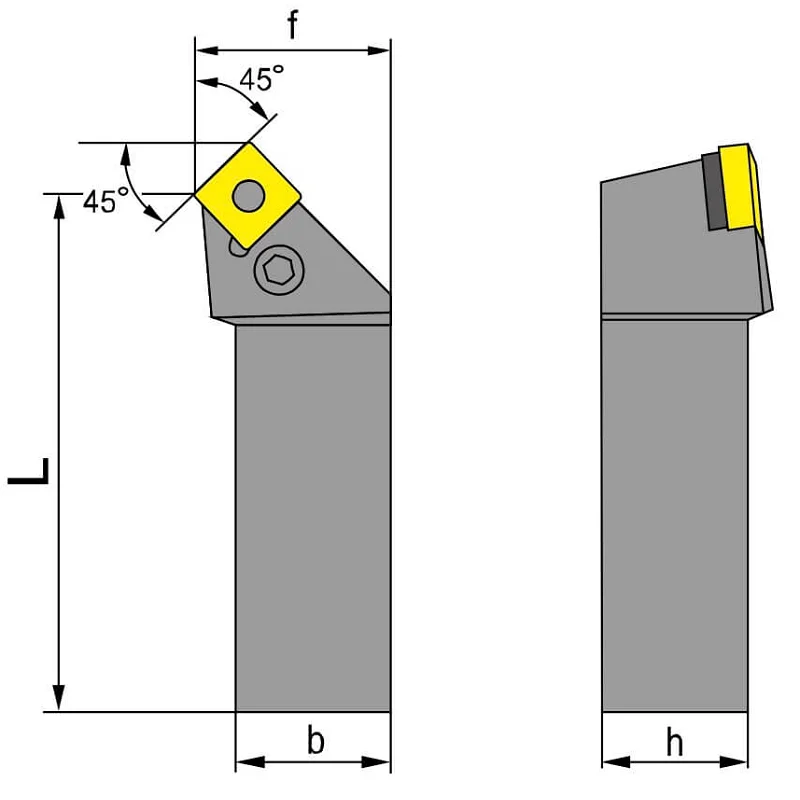 Затем делаем лёгкое постукивание, при котором режущая пластинка занимает такое положение, при котором вылет из корпуса её вспомогательной режущей кромки составляет 1 мм.
Затем делаем лёгкое постукивание, при котором режущая пластинка занимает такое положение, при котором вылет из корпуса её вспомогательной режущей кромки составляет 1 мм.
И при этом между пластинкой и опорной поверхностью в корпусе (державке) создаётся клиновой просвет примерно в 0,2 — 0,3 мм.
После приложения силы резания (нагрузки на пластинку) пластинка надёжно и плотно заклинивается в державке (корпусе резца). Если потребуется сменить пластинку, то она расклинивается при помощи лёгкого постукивания. Следует учесть, что в такой конструкции подвижный упор 3 служит ещё и стружколомателем. Подобную конструкцию имеют и упорно-проходные резцы такого же типа.
Резцы с механическим креплением многогранных неперетачиваемых режущих (сменных) пластинок.
Большинство проходных резцов (и не только проходных) были разработаны ещё в прошлом веке в ВНИИ и особенность таких резцов — это то, что сменная пластинка используется многократно и без переточек (пластинка просто разворачивается другой гранью, взамен затупившейся) и пластинка просто утилизируется, когда все её грани затупятся.
По конструкции такой резец (см. рисунок чуть ниже) представляет собой державку 1, в которую запрессован штифт 3, на который свободно (с зазором примерно 0,2 — 0,3 мм) надевают многогранную твёрдосплавную пластинку 2.
Купить, или просто посмотреть твёрдосплавные сменные пластинки отличного качества, желающие могут кликнув вот на эту ссылку.
Закрепление этой пластинки осуществляется за счёт заклинивания её между штифтом 3 и задней опорной стенкой державки с помощью специального клина 5 и винта 4. При этом пластинка надёжно и плотно прижимается к опорной поверхности корпуса резца (державки).
Как показано на рисунке, пластинка при изготовлении на заводе снабжается выкружкой для завивания стружки и ещё упрочняющей фаской на передней поверхности (ширина фаски 0,2 — 0,3 мм). Причём передний угол на выкружке положительный и необходимое значение задних углов обеспечивается за счёт установки пластинки под нужным углом на корпусе державки (угол составляет примерно 15 — 18° относительно оси державки).
Описанная конструкция крепления сменной пластинки немного сложна для самостоятельного выполнения в домашних условиях, да и не подойдёт она для слишком мелких резцов небольших токарных станков (например школьных «тэвашек»), так как все детали придётся делать очень мелкими. Поэтому для более мелких резцов можно закрепить сменную пластинку более простым способом, как сделал я в видеоролике под этой статьёй.
И если сделать ступеньку на державке достаточно точно, и точно просверлить отверстие для зажимного винта, то есть добиться того, чтобы при затяжке винта пластинка плотно притягивалась своей задней гранью к ступеньке (буртику на державке) то такое крепление, не смотря на свою простоту, довольно надёжное.
К тому же ступенька выполнена так, что при нагрузке задняя кромка пластинки заклинивается в ступеньке, ведь ступенька и опорная площадка под пластинку сделаны с углом (примерно 10 — 15° по отношению к оси державки). Державку желательно изготовить из углеродистой стали 40Х, 40Х13, или из стали 45, 50.
Изготовление отогнутых резцов с помощью штампа. 1 — матрица, 2 — давящий паунсон.
Причём державка отогнутого резца изготовлена (и показана мной в видеоролике ниже) не методом гибки, как делают это на заводе с помощью специальных штампов и как показано на рисунке слева, а более простым способом, просто вырезанием и обтачиванием из куска стали.
Многогранные пластинки выпускают трёх, четырёх, пяти, и шестигранной формы. Ну а размеры проходных резцов с многогранными пластинками практически не отличаются от размеров резцов с припаянными твёрдосплавными пластинками той же высоты.
Трёхгранные пластинки имеют углы равные 80º, при рабочих вершинах, и они используются для проходных упорных резцов с главным углом в плане φ=90º (см. рисунок под буквой а ниже).
А четырёхгранные пластинки предназначены для резцов, которые работают с врезанием, с углами φ=45º (как на рисунке под буквой б и как изготовленный мной резец в видеоролике под статьёй) и бывают с углом 60º как на рисунке под буквой в.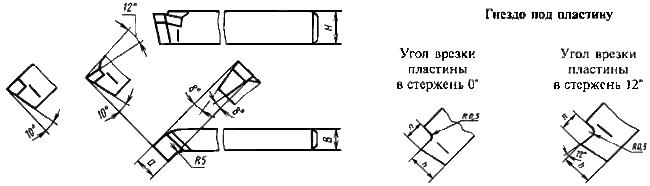 Ну и бывают с углом φ75º как на рисунке под буквой г, они как правило с таким углом крепления пластинки обтачивают не жёсткие детали.
Ну и бывают с углом φ75º как на рисунке под буквой г, они как правило с таким углом крепления пластинки обтачивают не жёсткие детали.
Ну и пятигранные и шестигранные пластинки применяют для проходных резцов с углами φ=60º (под буквой д) и с углами φ45º — показано под буквой е.
Ещё следует отметить, что многогранные сменные пластинки выпускаются двух форм — без стружколомающих канавок (для обработки чугуна) и с стружколомающими канавками.
Что ещё хотелось бы сказать: эти резцы имеют большое преимущество перед резцами с напаянными пластинками. Так как при их использовании ощутимо сокращаются затраты рабочего времени на протачивание детали и к тому же обеспечивается отличный отвод стружки.
Единственный минус, это то, что цена многогранных сменных пластинок примерно на 30% выше, чем стоимость напайных твёрдосплавных и металлокерамических пластинок, предназначенных для резцов проходных и других.
Резец проходной прямой левый, правый ГОСТ 18878-73 в Новосибирске (Резцы токарные)
 org/ListItem»>
org/ListItem»>
Россия-
Новосибирск -
Оснастка для инструмента -
Резцы токарные
Резец проходной прямой левый, правый ГОСТ 18878-73 в Новосибирске
Цена: Цену уточняйте
за 1 ед.
Компания ООО «ТД Квалитет» (Новосибирск) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Резец проходной прямой левый, правый ГОСТ 18878-73 с доставкой по 44 регионам России, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Резцы проходные прямые изготавливают с пластинами из твердого сплава марок Т5К10, Т15К6, ВК-8, ТТ15К4
Резцы проходные прямые используются для черновой обработки (обдирки) заготовок, снятия фасок
Резец проходной прямой 16х10х100
Резец проходной прямой 16х10х100 левый
Резец проходной прямой 16х12х100
Резец проходной прямой 20х12х120
Резец проходной прямой 20х12х120 левый
Резец проходной прямой 20х16х120
Резец проходной прямой 20х16х120 левый
Резец проходной прямой 20х16х140
Резец проходной прямой 25х16х140
Резец проходной прямой 25х16х140 левый
Резец проходной прямой 25х20х140
Резец проходной прямой 25х20х140 левый
Резец проходной прямой 32х20х170
Резец проходной прямой 32х20х170 левый
Резец проходной прямой 40х25х200
Резец проходной прямой 40х25х200 левый
Резец проходной прямой 40х32х240
Резец проходной прямой 50х32х280
Резец проходной прямой 50х32х280 левый
Облако тегов: проходной прямой резец токарный резцы токарные проходные прямые р6м5 гост купить углы проходного резца куплю цена
Товары, похожие на Резец проходной прямой левый, правый ГОСТ 18878-73
Вы можете приобрести товар Резец проходной прямой левый, правый ГОСТ 18878-73 в компании ООО «ТД Квалитет» через наш сайт. На данный момент товар находится в статусе «в наличии».
На данный момент товар находится в статусе «в наличии».
Компания ООО «ТД Квалитет» является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. ООО «ТД Квалитет» имеет ID 3297. Резец проходной прямой левый, правый ГОСТ 18878-73 имеет ID на сайте — 2962866. Если у вас возникли сложности при работе с компанией ООО «ТД Квалитет» – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Дата создания модели — 31/08/2013, дата последнего изменения — 16/11/2013. За все время товар был просмотрен 453 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ООО «ТД Квалитет» цена товара «Резец проходной прямой левый, правый ГОСТ 18878-73» может не быть окончательной ценой продажи.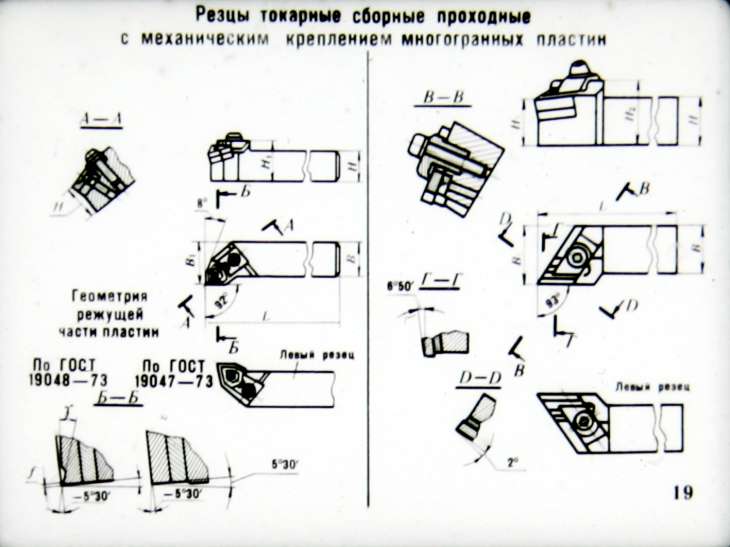 Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ТД Квалитет» по указанным телефону или адресу электронной почты.
Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ТД Квалитет» по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (913) 736-10-39
Купить резец проходной прямой левый, правый ГОСТ 18878-73 в Новосибирске:
Чернышевский спуск, 7а, Новосибирск, Россия
Условия доставки из другого региона:
Доставка в страны:
– Молдова
– Украина
– Таджикистан
– Казахстан
– Беларусь
– Россия
– Туркменистан
– Узбекистан
Доставка в регионы:
– Липецкая область
– Ивановская область
– Воронежская область
– Самарская область
– Москва
– Чувашская Республика
– Кировская область
– Новосибирская область
– Ставропольский край
– Московская область
– Астраханская область
– Ульяновская область
– Владимирская область
– Пермский край
– Тюменская область
– Нижегородская область
– Мурманская область
– Архангельская область
– Тульская область
– Саратовская область
– Ростовская область
– Курская область
– Приморский край
– Ярославская область
– Ленинградская область
– Калужская область
– Вологодская область
– Волгоградская область
– Удмуртская республика
– Белгородская область
– Красноярский край
– Пензенская область
– Хабаровский край
– Свердловская область
– Тверская область
– Алтайский край
– Иркутская область
– Томская область
– Кемеровская область
– Челябинская область
– Оренбургская область
– Смоленская область
– Республика Коми
– Тамбовская область
Доставка в города:
– Грозный
– Орёл
– Владикавказ
– Чита
– Псков
– Курган
– Армавир
– Туапсе
– Сочи
– Анапа
– Новороссийск
– Краснодар
– Улан-Удэ
– Великий Новгород
– Благовещенск
– Рязань
– Омск
– Брянск
– Петрозаводск
– Кострома
– Калининград
– Нальчик
– Якутск
Резец проходной прямой левый, правый ГОСТ 18878-73
Резец токарный по металлу (ГОСТ
Резец токарный по металлу (ГОСТ — 18878-73), цены и характеристики — РИНКОМ
Главная
Инструменты
Резцы токарные
Резец токарный по металлу
18878-73
18878-73
По умолчанию
- По умолчанию
- По наименованию
- По цене
- По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 18878-73
Резец токарный проходной прямой 16х10х100 ВК8 2100-0401 108097 | 149 | 226 в наличии
| |
Резец токарный проходной прямой 16х10х100 Т5К10 2100-0401 108100 | 149 | 169 в наличии
| |
Резец токарный проходной прямой 16х10х100 Т15К6 2100-0401 108099 | 178 | 100 в наличии
| |
Резец токарный проходной прямой 16х16х100 ВК8 2100-0007 108101 | 149 | 13 в наличии
| |
Резец токарный проходной прямой 20х20х100 Т5К10 2100-0013 66782 | 308 | 70 в наличии
| |
Резец токарный проходной прямой 25х16х140 ВК8 2100-0017 66783 | 248 | 86 в наличии
| |
Резец токарный проходной прямой 25х16х140 Т15К6 2100-0017 66784 | 251 | 91 в наличии
| |
Резец токарный проходной прямой левый 25х16х140 Т15К6 2100-0018 108102 | 258 | 10 в наличии
| |
Резец токарный проходной прямой 25х16х140 Т5К10 2100-0017 66785 | 251 | 75 в наличии
| |
Резец токарный проходной прямой 25х20х140 ВК8 2100-0031 108103 | 354 | 25 в наличии
| |
Резец токарный проходной прямой 25х20х140 Т15К6 2100-0031 108104 | 354 | 55 в наличии
| |
Резец токарный проходной прямой 25х20х140 Т5К10 2100-0031 108105 | 354 | 45 в наличии
| |
Резец токарный проходной прямой 32х20х170 Т5К10 2100-0019 66786 | 441 | 45 в наличии
| |
Резец токарный проходной прямой 32х20х170 ВК8 2100-0019 108106 | 455 | 38 в наличии
| |
Резец токарный проходной прямой 32х20х170 Т15К6 2100-0061 108107 | 455 | 37 в наличии
|
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.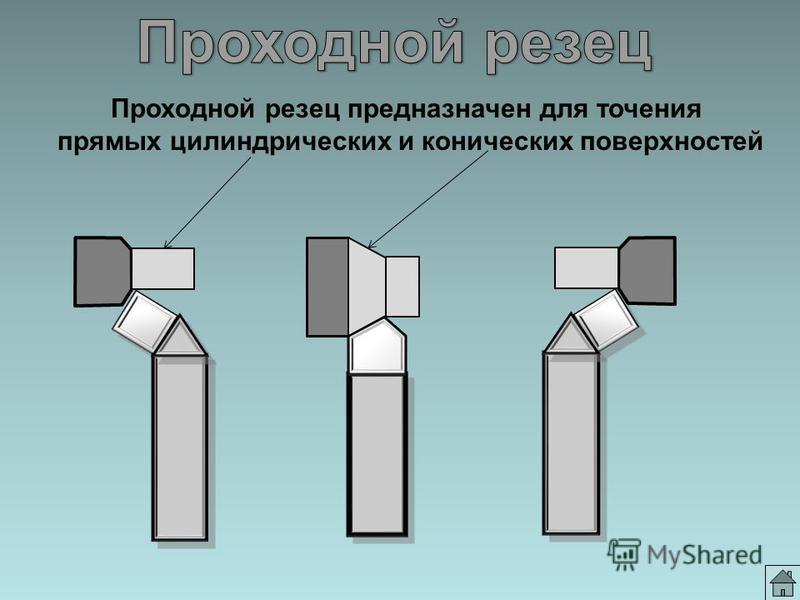
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Резец токарный по металлу
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Автомобильная резьба: разновидности и способы определения
Коническая резьба
Устройство токарного станка
Токарные патроны «Бизон» (BISON-BIAL)
Фрезы со сменными пластинами
Фрезерование уступов и пазов
Износ и стойкость фрез
Расчет режимов резания
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Уголки для резки — Gold Bark Leather
Justin Hagan
Лезвия
Джастин Хейган
Эджи
Углы — это одни из самых сложных разрезов, которые вы можете сделать в кожевенном деле, как закругленные, так и острые. Одна проблема, с которой я столкнулся на раннем этапе, заключалась в том, что я срезал углы с той же скоростью и с тем же присутствием духа, что и прямые срезы. Плохо то, что мне нужно было делать прямые разрезы больше, чем я их… так что вы можете себе представить, как плохо выглядели мои углы. С тех пор я замедлился и действительно задумался о том, как я делаю свои сокращения. Надеюсь, знакомство с некоторыми методами и уловками, которые люди используют, чтобы срезать углы, поможет вам перейти от спешки к уделению внимания всем деталям.
Первый способ: срезание острого угла
Этот угол срезать проще всего. И вы можете просто использовать линейку и сделать разрез дисковым резаком. Ваш угол будет выглядеть хорошо, делая это, но вы неизбежно прорежете место, где угол заканчивается, и остальную часть вашей кожи. Когда вы используете недорогую кожу, это может показаться не таким уж большим делом, но лучше научиться делать это до перехода на более дорогую кожу, чем во время перехода. Чтобы убедиться, что ваш разрез заканчивается прямо в углу, установите острие вашего лезвия (головного/круглого ножа или ножа x-acto) в угол. Затем положите линейку вдоль одной из линий и сделайте надрез. Как только вы закончите этот разрез, вернитесь и снова установите острие лезвия на угол. Теперь положите линейку вдоль другой линии и сделайте разрез.
Второй метод: угловая шайбаRS
Шайбы дешевы, доступны во многих размерах и (очевидно) круглые. Все это делает их отличными направляющими для вырезания закругленных углов.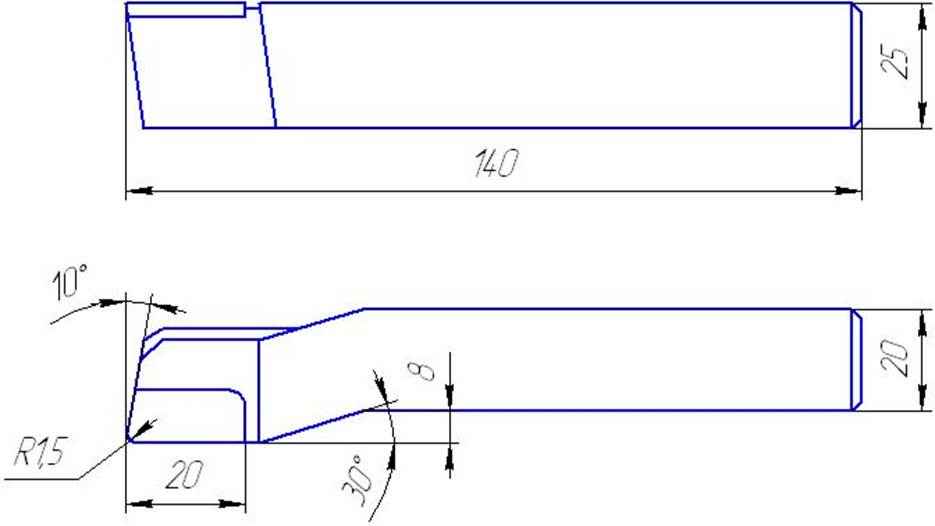 Мое единственное предложение для этого — не использовать при этом дорогой нож, а вместо этого использовать что-то одноразовое, например, x-acto, чтобы сделать разрез. Таким образом, вы избежите надрезов и повреждений хороших ножей. Для этого я обычно вырезаю кусок кожи, используя предыдущий метод, оставляя угол острым. Затем я поставил стирку в угол. Если вы заметили на картинке, я оставляю очень маленькое пространство между краем и шайбой, чтобы оставить место для лезвия. По моему опыту, если вы поместите шайбу прямо на край, разрез будет выглядеть немного неровным там, где кривая встречается с прямой линией. После того, как вы установили шайбу в правильном месте, нажмите вниз и сделайте разрез, втягивая шайбу, чтобы лезвие не смещалось. Мне очень нравятся результаты, которые я получаю, используя этот метод. Как видно на картинке, кривая получается очень плавной.
Мое единственное предложение для этого — не использовать при этом дорогой нож, а вместо этого использовать что-то одноразовое, например, x-acto, чтобы сделать разрез. Таким образом, вы избежите надрезов и повреждений хороших ножей. Для этого я обычно вырезаю кусок кожи, используя предыдущий метод, оставляя угол острым. Затем я поставил стирку в угол. Если вы заметили на картинке, я оставляю очень маленькое пространство между краем и шайбой, чтобы оставить место для лезвия. По моему опыту, если вы поместите шайбу прямо на край, разрез будет выглядеть немного неровным там, где кривая встречается с прямой линией. После того, как вы установили шайбу в правильном месте, нажмите вниз и сделайте разрез, втягивая шайбу, чтобы лезвие не смещалось. Мне очень нравятся результаты, которые я получаю, используя этот метод. Как видно на картинке, кривая получается очень плавной.
Способ третий: Свободная рука
Это, без сомнения, самый трудный способ, но это неплохой навык для развития. Для этого поместите левую руку (при условии, что вы режете правой) внутрь кривой. Поместите лезвие в конец кривой, ближайший к вам. Затем, медленно продвигая лезвие вперед, поворачивайте левую руку, чтобы медленно перемещать кожу. Хитрость заключается в том, чтобы оба движения были плавными и непрерывными. Это определенно сложно сделать, и я все еще нахожусь на ранней стадии изучения этого.
Для этого поместите левую руку (при условии, что вы режете правой) внутрь кривой. Поместите лезвие в конец кривой, ближайший к вам. Затем, медленно продвигая лезвие вперед, поворачивайте левую руку, чтобы медленно перемещать кожу. Хитрость заключается в том, чтобы оба движения были плавными и непрерывными. Это определенно сложно сделать, и я все еще нахожусь на ранней стадии изучения этого.
Метод четвертый: кривая на 1000 разрезов
Последний и самый популярный способ — взять лезвие (обычно я вижу дисковые резаки, и я действительно думаю, что они лучше всего подходят для этого метода) и сделать много прямых разрезов вдоль изгиб. Хитрость заключается в том, чтобы не отрезать слишком много сразу. Это множество маленьких прямых надрезов, которые сделают кривую, а не три или четыре. Держите лезвие перпендикулярно коже, иначе вы можете случайно наклонить лезвие внутрь во время надрезов. Это действительно легко сделать ошибку. Когда это произойдет, верхняя сторона кожи будет выглядеть хорошо, но поскольку вы будете резать под углом, нижняя часть не будет такой же формы.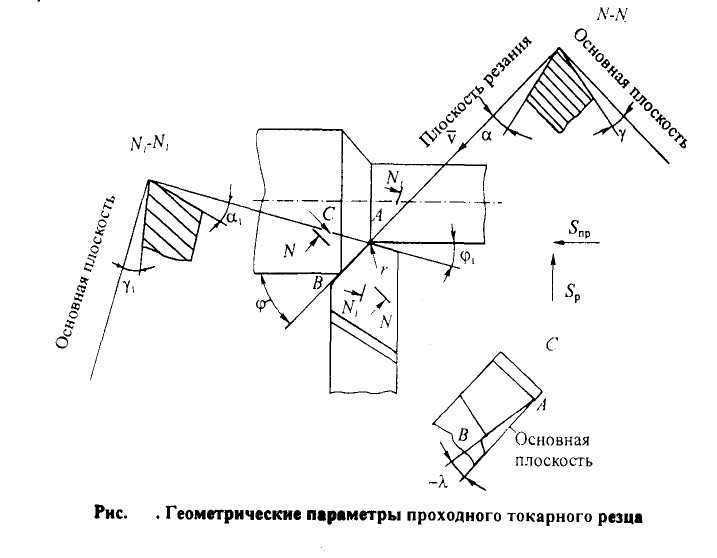 Если вы совершите эту ошибку, вы всегда можете вернуться с дисковым резаком и очистить ее, повторив этот метод.
Если вы совершите эту ошибку, вы всегда можете вернуться с дисковым резаком и очистить ее, повторив этот метод.
Не забудьте отшлифовать
Все края в любом случае должны быть отшлифованы в процессе полировки , но это помогает шлифовать сразу после резки кривой. Таким образом, когда вы начнете склеивать детали, края будут одинаковыми, и их нужно будет лишь немного отшлифовать. Я шлифую кривые, протягивая наждачную бумагу с зернистостью 150 вокруг кривой только в одном направлении. При таком низком уровне зернистости их сглаживание не займет много времени.
Не торопиться и уделять внимание каждой детали — вот что делает проект великолепным. Итак, приступим к развитию навыков и внимательности на самых базовых уровнях кожевенного дела.
И, как всегда, если у вас есть другой метод или вопросы ко мне, , пожалуйста, свяжитесь со мной. У меня было несколько замечательных бесед с людьми, которые до сих пор протянули руку помощи!
Джастин Хейган
Эджи
Метки: углы, круглый нож, поворотный, острые углы, закругленные углы
Джастин Хэган
Победи кошмар! — Сделай из металла
Несколько слов заставят машиниста выругаться так же быстро, как «острые внутренние углы».
Для этого есть веская причина. Это абсолютная боль, и часто совершенно ненужная.
Давайте рассмотрим, почему квадратные внутренние углы вызывают такую враждебность со стороны машинистов, как можно спроектировать обработанные компоненты так, чтобы они не нуждались в этих углах в 99,99999999997% случаев, и что можно сделать, когда вы сталкиваетесь с 0,00000000003% случаях, когда они действительно необходимы.
Если вы хотите сразу перейти к части, посвященной их изготовлению, воспользуйтесь оглавлением для навигации.
Содержание
Что такое квадратный внутренний угол?
Эти страшные квадратные внутренние углы находятся в любом месте, куда круглый режущий инструмент будет трудно добраться. Позвольте мне проиллюстрировать:
Позвольте мне проиллюстрировать:
Геометрия кармана с прямыми углами — не очень хорошо работает.
Поскольку инструмент должен вращаться, чтобы резать, ни один из этих стилей инструмента не может сделать острый внутренний угол.
Альтернативные стили углов
Хотя эти квадратные углы отлично смотрятся на бумаге (или на экране компьютера), они часто просто не подходят для изготовления механически обработанных компонентов. Давайте рассмотрим некоторые распространенные альтернативы.
Скругленный угол
Во многих случаях (фактически примерно в 99,735% случаев) вы можете просто позволить радиусу находиться в углу. Обычно это не имеет большого значения, поэтому, если нет очень конкретной причины того, почему нормальный радиус невозможен , просто идите по этому пути.
Вот пример того, как это будет выглядеть на примере кармана:
Радиус 0,250″ позволит концевой фрезе 1/2″ легко и недорого вырезать этот карман.
Именно так аэрокосмическая промышленность проектирует компоненты на протяжении столетий.
Ладно, может быть, не века, но вы поняли.
Радиус внутренних углов — это хорошо.
Хорошо, предположим, что простое закругление внутренних углов вам не поможет. Может быть, есть квадратная ответная часть, и она должна поместиться в тот карман, который мы использовали в качестве примера выше.
Есть несколько способов обойти это. Либо вы можете скруглить углы на этой сопрягаемой детали, чтобы она подходила, либо вы можете сделать подрезы в этих углах. Давайте посмотрим на некоторые примеры.
Односторонняя выточка
Это самый простой вид выточки для ручных станков, так как не требуются дополнительные расчеты. Все, что вам нужно сделать, это отрезать половину диаметра инструмента дальше по одной оси. Вот пример:
Односторонняя выточка
А вот пример того, как это выглядит с сопряженной деталью:
Односторонняя выточка с сопряженным блоком
Двусторонняя выточка
Это выточка, которая уравновешивает удаленный материал на любой сторону угла, и в результате получается более прочный угол.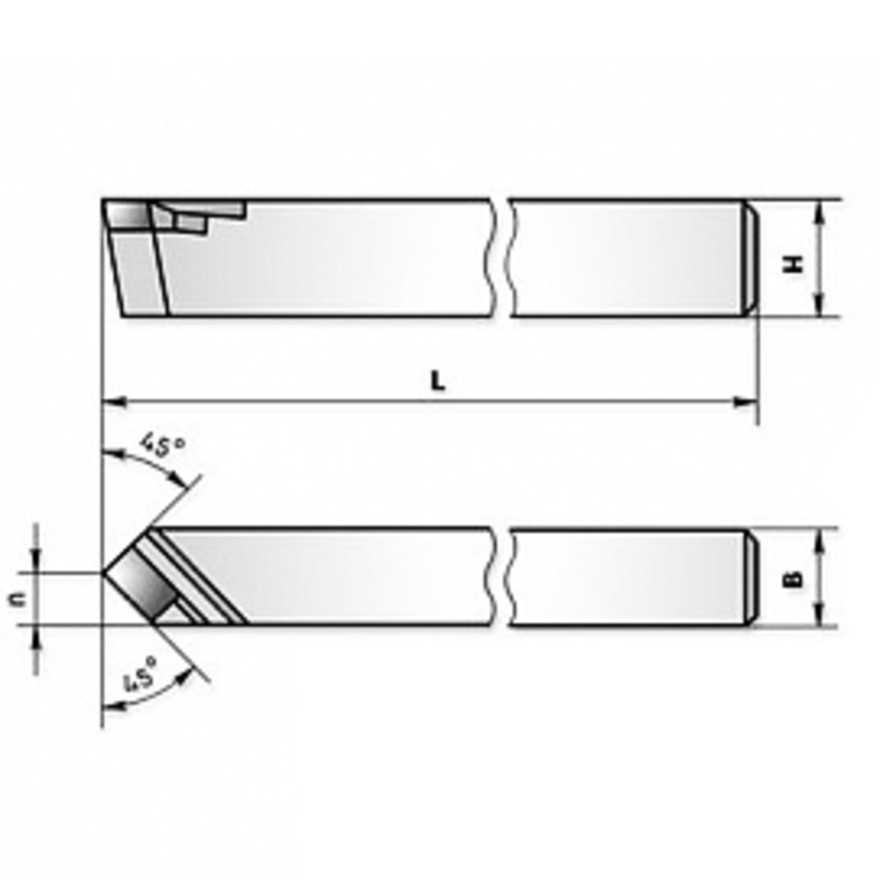 Для ручных станков требуется немного больше вычислений, но для ЧПУ это очень просто. Этот стиль — мой выбор, когда это разрешено.
Для ручных станков требуется немного больше вычислений, но для ЧПУ это очень просто. Этот стиль — мой выбор, когда это разрешено.
Двусторонняя выточка уравновешивает материал, удаляемый с обеих сторон угла, и удаляет наименьшее количество материала. Двусторонняя выточка с блоком
Вот эскиз, иллюстрирующий создание двусторонней выточки:
Окружность совпадает с углом , а затем две линии эскиза с вертикальными/горизонтальными зависимостями делаются одинаковой длины, чтобы центрировать окружность вокруг угла.
Теперь в этих примерах нет зазора. Если сопрягаемая часть имеет сломанный край, это не проблема. Если это острая кромка, мне нравится добавлять немного зазора на этом угловом подрезе, чтобы убедиться, что он всегда будет резаться чисто. Что-то вроде 0,010″ на поднутрении радиусом 0,25″ обычно работает отлично.
Вот профессиональный совет: если вы хотите, чтобы что-то было обработано на станке с ЧПУ, сделайте радиус немного больше предполагаемого диаметра инструмента. Это уменьшает площадь контакта фрезы с геометрией готовой детали и обеспечивает лучшее качество поверхности.
Это уменьшает площадь контакта фрезы с геометрией готовой детали и обеспечивает лучшее качество поверхности.
Обычно я стараюсь оставлять дополнительный зазор на 0,010″-0,015″ для большинства инструментов. Так, например, если я использую концевую фрезу 0,250″, я сделаю угловой радиус 0,135″ вместо 0,125″. Если я использую концевую фрезу 0,500 дюйма, я сделаю радиус 0,265 дюйма. Это просто работает лучше.
Мой любимый способ проектирования — добавить радиус, соответствующий точному диаметру фрезы, а затем сместить поверхность на 0,010″ или 0,015″ — таким образом вы получите гладкую поверхность без вибраций и дополнительный угловой зазор. чтобы он работал каждый раз.
Использование меньших режущих инструментов
Этот вариант часто упоминается в разговоре. Если вам действительно нужны угловые рейки, насколько маленькими вы можете их сделать?
Вопрос в том, насколько маленькими они должны быть. Чем меньше рад, тем больше времени и затрат потребуется в процессе.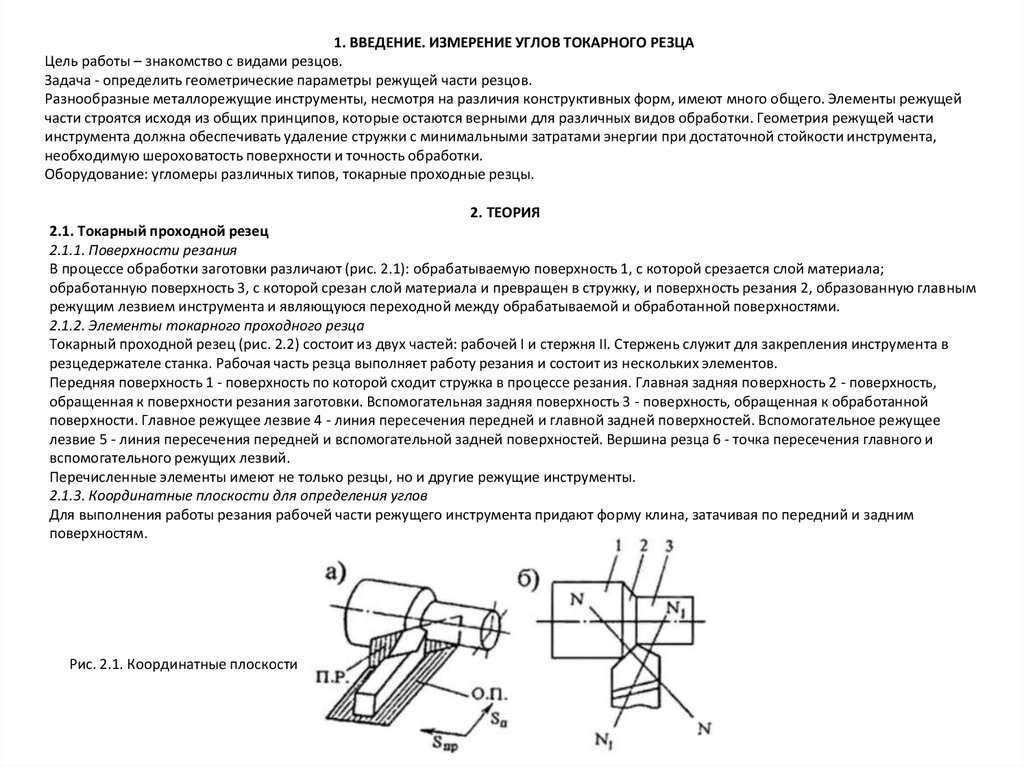 Давайте рассмотрим некоторые рекомендации, которые помогут вам сделать этот звонок.
Давайте рассмотрим некоторые рекомендации, которые помогут вам сделать этот звонок.
В основном здесь происходит то, что практический радиус внутреннего угла сильно зависит от длины инструмента, необходимого для его резки. Поэтому, если вам нужно вырезать глубокий карман, вам понадобится длинный инструмент.
Очень длинные тонкие инструменты просто не обладают достаточной жесткостью, чтобы так хорошо работать в реальной жизни. Если вообще возможно их избежать, пожалуйста, сделайте это.
Тонкие, длинные концевые фрезы прекрасно работают на экране компьютера, когда вы впервые изучаете CAM. В реальной жизни они несчастны.
Для справки посмотрите, какие концевые фрезы имеют стандартную длину, а какие — дополнительную длину. Концевые фрезы стандартной длины могут работать без каких-либо проблем. Концевые фрезы увеличенной длины должны работать медленнее, а хорошее качество поверхности тем труднее, чем длиннее становится инструмент.
Как правило, вот некоторые комментарии к некоторым отношениям длины к диаметру (D):
| 2xD на 3xD | Никаких проблем, используйте это всегда, когда это возможно.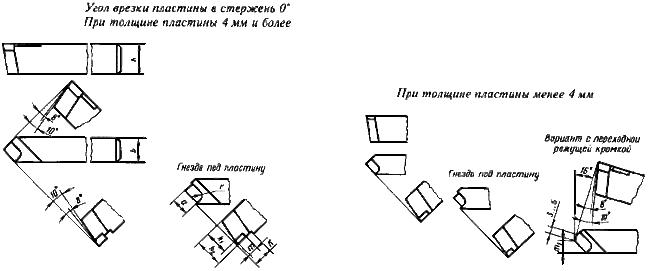 |
| От 3xD до 5xD | Необходим дополнительный инструмент для увеличения досягаемости, но все же это возможно. Это просто требует дополнительного рассмотрения. |
| 5xD до 10xD | Машинист, скорее всего, использует ваше имя как ругательство. Как правило, требуется специальный инструмент. |
| Более 10xD | На этом этапе следует решить, является ли лучшим путем только традиционная обработка или следует рассмотреть другие процессы. Это начнет быстро дорожать. |
Теперь это не жесткие и быстрые правила, и некоторые мастерские специализируются на работах, требующих длинных инструментов. Но вы, вероятно, обнаружите, что большинство обычных механических мастерских будут следовать этой тенденции.
Инструменты и оборудование для обработки острых внутренних углов
На самом деле существует множество инструментов и оборудования, позволяющих получить острые внутренние углы в различной степени, но почти все они имеют нечто общее: они дороги.
Давайте рассмотрим их.
Протяжки
Протяжки — это зубчатый инструмент, используемый для удаления материала. Бывают двух видов – линейные и поворотные.
Линейная прошивка, вероятно, является наиболее распространенной из двух. Это типичный способ выполнения квадратных сквозных отверстий в более тонких пластинах или шпоночных пазах.
Несмотря на то, что сами инструменты могут быть дорогими, они являются отличным решением для производственных циклов.
Принцип действия линейных протяжек аналогичен принципу работы ленточной пилы, за исключением того, что каждый зуб выше предыдущего. Вы можете просверлить отверстие в пластине, вставить протяжку, а затем с помощью машины (например, оправочного пресса, гидравлического пресса или протяжного станка) протолкнуть протяжку в заготовку, при этом каждый зуб удаляет небольшое количество материала до окончательной обработки. достигается геометрия.
Я собираюсь использовать видеоролики, чтобы проиллюстрировать эти методы производства, так как они позволят вам быстро понять, как они работают.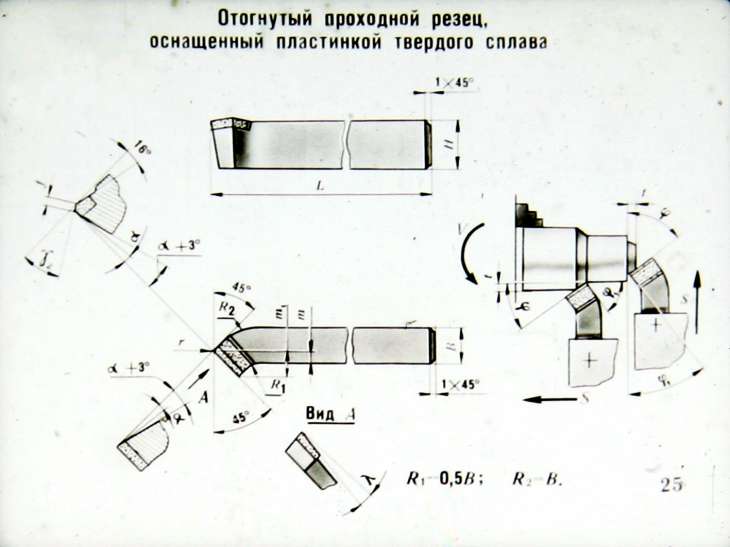 Я не делал эти видео сам, и заранее извиняюсь за ужасную музыку. Вы можете отключить звук динамиков.
Я не делал эти видео сам, и заранее извиняюсь за ужасную музыку. Вы можете отключить звук динамиков.
Вот как это выглядит, когда вы используете протяжной инструмент с прессом:
Вот пример большого протяжного станка, который обычно используется только для очень больших производственных циклов:
Существуют также различные стили линейных протяжек. Некоторые приспособления могут быть добавлены к станкам, таким как токарный станок с ЧПУ, для вырезания внутренних шпоночных пазов и другой геометрии. Вот пример:
Ротационная протяжка — это действительно круто — это способ создания внутренней многоугольной геометрии, и это можно сделать очень быстро на фрезерном или токарном станке с ЧПУ. Это также можно сделать для создания внешней геометрии, такой как сплайны и шестигранники.
Это также можно сделать для создания внешней геометрии, такой как сплайны и шестигранники.
Вот пример того, как это выглядит:
Недостатком ротационного протягивания является то, что сами устройства очень дороги, поэтому они обычно практичны только для среднего или крупносерийного производства.
Даже для линейной протяжки любой инструмент, который необходимо изготовить на заказ, может стоить десятки тысяч долларов.
Обычно готовые броши не очень дороги. В некоторых магазинах продаются стандартные размеры для обычной работы, например, брошюры для шпоночных пазов.
Опиловка/ручная работа
Это больше подходит для любителей. Вы можете использовать напильник, чтобы выровнять углы.
Очевидно, что с помощью этого метода будет сложно поддерживать хоть какую-то точность, но это возможно. У некоторых ребят есть старые станки для заточки штампов, которые ускоряют процесс подачи и делают его более точным.
Вот видео, чтобы показать вам, как это выглядит:
В качестве альтернативы вы можете использовать пневматический Dynafile, чтобы получить его близко, если отверстие достаточно велико. есть 9Вероятность 8,2%, что это закончится полной хакерской работой.
Некоторые парни могут делать совершенно прекрасные работы таким образом, хотя обычно это старожилы и вымирающий вид. Это просто не современный способ сделать это.
Но, в конце концов, если вы из тех, кто любит выращивать собственный хлопок, прясть свою собственную пряжу и вручную ткать новую футболку, это может быть как раз для вас.
Формовочные станки
Эти станки обычно можно найти в дальних углах мастерских со старым оборудованием.
Формирователь — это машина, использующая одноточечный режущий инструмент с линейным движением (без вращения) для медленного отрезания материала.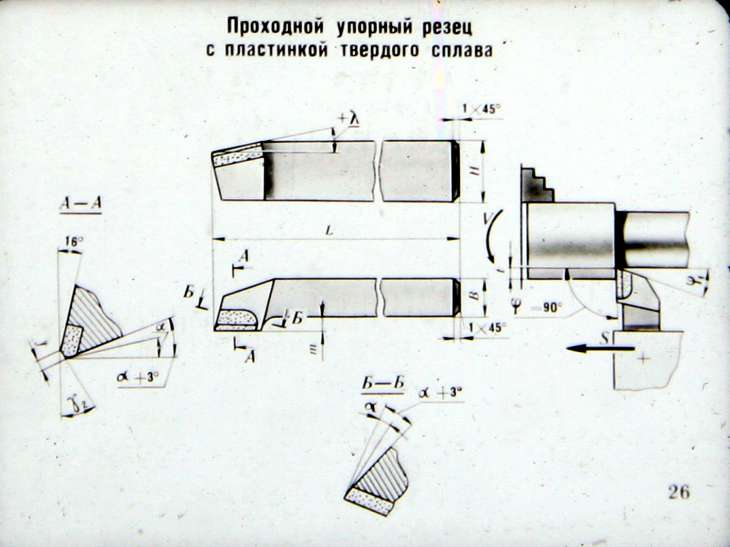
Что хорошо в этих машинах, так это то, что инструменты для более простых форм, как правило, довольно просты и не так уж и дороги. Однако, если вы используете формирователь для внутреннего сплайна, вам потребуются профессиональные фрезы.
Вот пример одной из этих машин в действии:
Как видите, они не очень быстрые.
В отношении этих станков с линейной подачей стоит отметить одну вещь: в конце пропила должен быть рельеф. В противном случае стружке будет некуда деваться и все сломается.
Для большей части геометрии обычно добавляют канавку или поперечное отверстие, чтобы стружка могла правильно смещаться и удаляться. Вот пример:
Проволочный электроэрозионный станок
Это действительно крутые станки, но для многих они очень загадочны.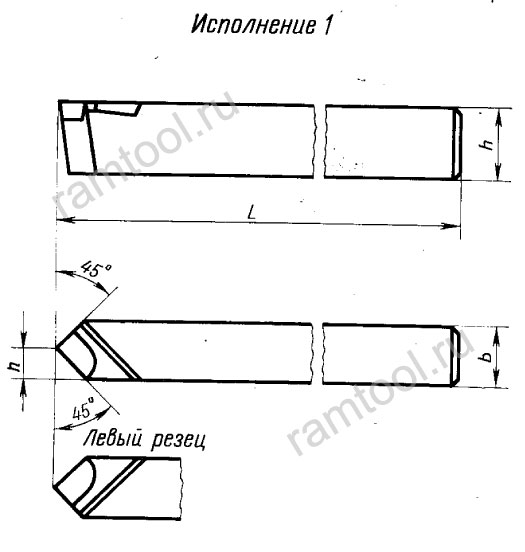 Над ними работало не так много машинистов.
Над ними работало не так много машинистов.
Электроэрозионная обработка означает электроэрозионную обработку. По сути, электрод использует напряжение для разрушения и разрушения материала, а не настоящий «режущий» инструмент.
По сути, вы используете электричество для эрозии заготовки.
Вот объяснение того, как это работает:
Технически вы не получите настоящие прямые углы — вы получите крошечный радиус, равный радиусу провода (плюс немного больше для чего-то, что называется искровой разрядник ). Обычно это будет около 0,005″-0,006″, хотя может быть и меньше.
Если это неприемлемо для вашего применения, нередко делают очень маленькую выточку, как это обычно делается для концевых фрез.
У проволочных электроэрозионных станков есть свои недостатки. Разрез должен проходить прямо через деталь, чтобы проволока могла удерживаться в натянутом состоянии и проходить через заготовку.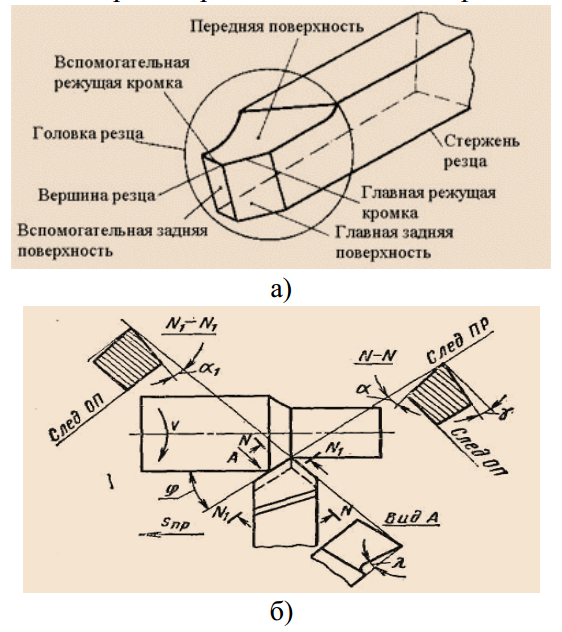 Однако интересная особенность проволоки заключается в том, что ее можно наклонять — с помощью этих станков вы можете вырезать конусы и другие интересные геометрические формы.
Однако интересная особенность проволоки заключается в том, что ее можно наклонять — с помощью этих станков вы можете вырезать конусы и другие интересные геометрические формы.
Еще одним минусом этого маршрута является то, что эти станки очень медленные, особенно по сравнению с режущими инструментами с ЧПУ. Это означает, что работы по электроэрозионной обработке проволоки могут быть довольно дорогими.
Огромным преимуществом этих станков является то, что они невероятно точны и могут обеспечить отличное качество поверхности.
Sinker или Ram EDM
У этого процесса больше названий, чем вы можете представить.
Вместо использования проволоки в качестве электрода в электроэрозионном станке используется блок материала (например, графита, меди и т. д.) для эрозии материала.
Самое интересное в этом то, что вы получаете негативный отпечаток сделанного вами электрода. Так, например, вы можете обработать половину детали на фрезерном станке с ЧПУ, а затем использовать плунжерную электроэрозионную обработку, чтобы получить то, что вы не смогли сделать на фрезерном станке.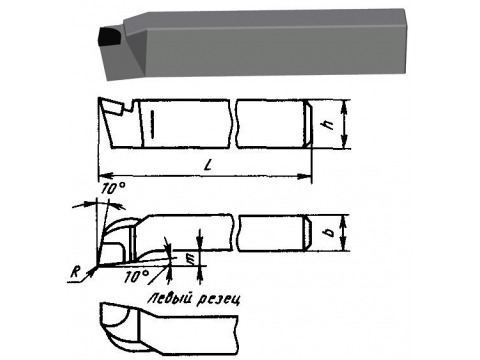
Вот видео, объясняющее процесс:
Недостатком этого процесса является необходимость изготовления электрода, который быстро изнашивается и требует замены. Если вам нужно что-то очень точное, вам может понадобиться сделать черновой и чистовой электрод. Ram EDM также очень процесс медленный, так что не дешево.
Альтернативные методы производства
Возможно, деталь, которую вы хотите изготовить, не нужно обрабатывать. Или, может быть, это может быть сделано с использованием нескольких различных процессов.
Вот некоторые другие методы производства, которые могут оказаться полезными.
Лазерные резаки
Если у вас есть двухмерная работа, выполненная из листового металла или более тонкой пластины, лазерная резка может стать отличным решением. Это очень экономично, и почти везде есть мастерские по лазерной резке.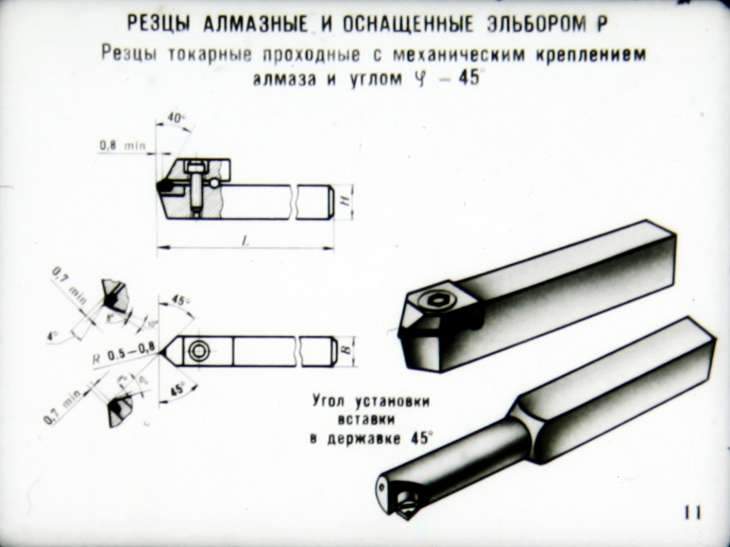
Идеальных квадратных углов у вас все равно не будет, так как у лазера есть диаметр и пропил чуть больше чем у лазера, но обычно этот радиус настолько мал, что им можно пренебречь.
Основным недостатком лазерной резки является чистота поверхности и точность. Хотя обычно вы можете получить детали размером +/- 0,005″ на чем-то вроде стального листа толщиной 1/4″, вы обнаружите, что качество поверхности значительно грубее, чем у обработанной поверхности.
Вот видео:
Литье
Литье металла может быть отличным способом получения шатких форм, но это искусство требует изучения. Многие парни могут соорудить установку для литья металла на заднем дворе, но результаты могут сильно различаться.
Если вам нужно что-то точное и у вас большой объем деталей, литье под давлением может быть действительно интересным решением.
Однако это всего лишь один из многих способов выполнения кастинга.
Различные методы литья имеют разные конструктивные ограничения. Например, для процессов литья, в которых используются твердые формы, необходимо добавить углы уклона, чтобы детали не сжимались и не застревали в формах.
Для более дешевого метода может быть использовано литье в песчаные формы. Основными проблемами при использовании этого метода являются получение хорошей чистоты поверхности и стабильности размеров, поскольку металл дает усадку при охлаждении.
3D-печать или металл AM
Это быстро развивающаяся технология, но основная идея заключается в том, чтобы использовать подход, противоположный большинству традиционных методов производства.
Вместо того, чтобы брать блок металла и превращать его в готовое изделие, металлическое аддитивное производство (аддитивное производство) берет сырой металл (часто в виде порошка) и сплавляет его вместе, например, с помощью лазера или электронного луча.
Довольно крутая штука.
Там, где я работаю, мы используем процесс прямого лазерного спекания металлов. Он сплавляет металлический порошок слой за слоем, и действительно впечатляет возможность увидеть, какая геометрия возможна.
Вот видео, которое дает общее представление о том, как это работает:
Конечно, ограничения есть (как и везде).
Например, поверхность, обработанная машиной, обычно довольно грубая. Все, что должно быть очень точным или гладким, нужно будет либо обработать, либо постобработать каким-либо другим способом.
Кроме того, это дорогостоящий процесс, поэтому для более простых деталей он часто оказывается непомерно дорогим.
Существуют и другие металлические AM-технологии, которые не так дороги, но не так высокоэффективны. Одной из таких технологий является струйная обработка связующим. С ее помощью можно довольно быстро создать сложную геометрию (включая квадратные внутренние углы), но материал будет состоять из смеси металлов, которые отличаются от обычных заготовок.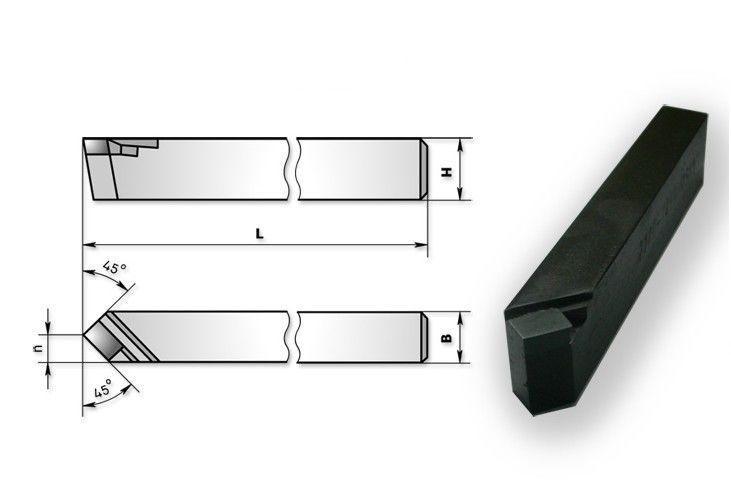
В конечном счете, прямых углов лучше избегать, когда это возможно! У всех этих процессов есть свои плюсы и минусы — до тех пор, пока мы не реконструируем репликатор Star Trek.
Есть вопросы? Или у вас есть несколько трюков в рукаве, чтобы сделать прямые углы? Поделитесь ими в комментариях ниже!
Устройство для скругления углов R6/r10 Тяжелая коммерческая резка металла толщиной 30 мм для книг
Ручное устройство для скругления углов
Эта машина для скругления углов предназначена для резки углов визитных карточек, книг, документов, сертификатов, пластиковых карт для сумок и ноутбуки и т. д. Высота резки: 30 мм (1,18 дюйма), радиус скругления: R3, R4, R6, R8, R10 (предоставляется только R6, R10, другие — приобретайте отдельно). Цельнометаллический материал, машина для закругления углов лезвия премиум-класса с острыми кромками повышают скорость резания.0006
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Прочное качество премиум-класса
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Удлиненная ручка
Ручка была удлинена, чтобы сделать ее более эргономичной. Принцип рычага делает резку проще и удобнее.
Принцип рычага делает резку проще и удобнее.
Прижимное устройство для бумаги
Специально разработанное прижимное устройство для бумаги, которое эффективно предотвращает соскальзывание стопки книг и обеспечивает аккуратный размер закругленных углов.
Регулируемые перегородки
Регулируемые перегородки расположены с обеих сторон нижнего лезвия. Умеет лучше фиксировать осевую линию срезанного угла, чтобы бумага не смещалась при двойной фиксации.
Подъемная опорная стойка
Металлическая стойка имеет лучшую и более сильную опорную силу, что может сделать работу ручки более удобной и эффективной.
Основание из чугуна
Оснащен прочным основанием из чугуна для обеспечения стабильности угловой фрезы-округлителя, он может оставаться стабильным в процессе резки.
Широкое применение
Станок для закругления углов идеально подходит для резки визитных карточек, фотографий, буклетов, блокнотов, фотопленки, пластиковых карт, магнитных листов, тонкого алюминиевого листа и т. д. 1,18″)
Радиус скругления: R3, R4, R6, R8, R10 (предоставляется только R6, R10, другие — приобретайте отдельно)
Размеры: 260 мм × 160 мм × 168 мм 7″)
Вес нетто: 9 кг (19,8 фунта)
Цвет: Серый (основной) / Светло-белый
Содержимое упаковки
Прочное оборудование и инструменты, оплата меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах . Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR 900 902, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю углы визитных карточек, книг, документов, сертификатов, карт из ПВХ для сумок и ноутбуков и т. д. Высота резки: 30 мм (1,18 дюйма), радиус скругления: R3, R4, R6, R8, R10 (предоставляется только R6, R10, другие- Пожалуйста, приобретайте отдельно). Цельнометаллический материал, машина для закругления углов рассчитана на тяжелые условия эксплуатации. Лезвия премиум-класса имеют острые края, что повышает скорость резки.
- Параметр продукта
- Высшее качество
- Превосходная ручка
- Прижимное устройство для бумаги
Удлиненная ручка
Ручка была удлинена, чтобы сделать ее более эргономичной.
 Принцип рычага делает резку проще и удобнее.
Принцип рычага делает резку проще и удобнее.Прижимное устройство для бумаги
Специально разработанное прижимное устройство для бумаги, которое эффективно предотвращает соскальзывание стопки книг и обеспечивает аккуратный размер закругленных углов.
Регулируемые перегородки
Регулируемые перегородки расположены с обеих сторон нижнего лезвия. Умеет лучше фиксировать осевую линию срезанного угла, чтобы бумага не смещалась при двойной фиксации.
Подъемная опорная стойка
Металлическая стойка имеет лучшую и более сильную опорную силу, что может сделать работу ручки более удобной и эффективной.
Основание из чугуна
Оснащен прочным основанием из чугуна для обеспечения стабильности угловой фрезы-округлителя, он может оставаться стабильным в процессе резки.
Широкое применение
Станок для закругления углов идеально подходит для резки визитных карточек, фотографий, буклетов, блокнотов, фотопленки, пластиковых карт, магнитных листов, тонкого алюминиевого листа и т.
д. - 1 x Шестигранный ключ
- 1 x Основной блок с 2 лезвиями (R6 R10-Random)
- 1 x Прижим для бумаги, установленный на машине
Технические характеристики
- Высота реза: 30 мм (1,18 дюйма)
- Радиус скругления: R3, R4, R6, R8, R10 (предоставляются только R6, R10, другие – приобретаются отдельно)
- Размеры: 260 мм × 160 мм × 168 мм (10 дюймов × 6 дюймов × 7 дюймов)
- Вес нетто : 9 кг (19,8 фунтов)
- Цвет: серый (основной) / светло-белый
Ножницы или ножницы для ткани, что использовать? процесс вырезания выкройки, это действительно зависит от вас, предпочитаете ли вы использовать ротационные резаки или обычные ножницы для ткани.У обоих есть свои плюсы и минусы, поэтому рекомендуется поэкспериментировать с ними по отдельности, прежде чем решить, какой из них использовать (или какой). вам больше нравится)
Имейте в виду, что раскройные ножи могут стать отличной альтернативой ножницам для ткани в определенных сценариях резки, но они могут не подходить для всех проектов.
Ножницы для ткани по-прежнему являются необходимым инструментом в пошиве одежды, но их возможности часто мешают их работе с толстыми слоями ткани и непрерывными прямыми краями. Таким образом, вы можете инвестировать в оба этих режущих инструмента и использовать их взаимозаменяемо по мере необходимости.
Подробная информация о том, как и когда использовать дисковые резаки и ножницы, включая плюсы и минусы обоих, приведена ниже.
Дисковые ножи
Как пользоваться дисковыми ножами:
Дисковые ножи имеют острое круглое лезвие на одном конце и удобную ручку на другом. Во время использования вращающееся лезвие свободно перемещается по кругу, как нож для пиццы.
Когда лезвие не используется, оно должно быть заблокировано или закрыто защитным барьером или настоящим колпачком для лезвия. В целях безопасности заведите привычку всегда держать лезвие закрытым или в заблокированном положении (когда оно не используется). Храните дисковые резаки в недоступном для детей и домашних животных месте.
Вращающиеся ножи бывают разных диаметров, толщин и стилей кромок.
Меньшие лезвия используются для обхода изогнутых или неровных краев шитья, обеспечивая повышенный контроль.
Большие и толстые лезвия используются для прямых кромок при резке толстых или многослойных слоев ткани.
Некоторые ротационные ножи имеют зубчатые или розовые края для декоративных целей или для предотвращения осыпания необработанных краев ткани. Однако зубчатые вращающиеся ножи не следует использовать для вырезания деталей выкройки.
Как и любое обычное лезвие, вращающиеся лезвия устареют и изнашиваются после длительного использования. Хорошей новостью является то, что все дисковые резаки допускают замену лезвия, когда лезвие теряет остроту или повреждается.
Сменные насадки для вращающихся лезвий можно приобрести в местном магазине тканей или в магазине товаров для рукоделия. Более быстрый и менее дорогой вариант — заточить лезвие, как кухонный нож. Существуют специальные инструменты для заточки, которые безопасны и легко доступны на рынке для использования в домашних условиях. Вы также можете отнести раскройный нож в местный магазин тканей и посмотреть, смогут ли они наточить лезвие для вас.
Важным элементом защиты режущей поверхности и самого лезвия является использование коврика для резки между тканью и рабочей поверхностью. Использование коврика для резки защитит и продлит срок службы лезвия, а также сохранит его остроту. Конечно, использование коврика для резки также защитит ваш разделочный стол.
На рынке доступны различные варианты ковриков для резки, обеспечивающие различные стили поверхности и размеры. Использование коврика большего размера предотвратит постоянное смещение слоев ткани на него во время резки.
Всегда храните коврик для резки в горизонтальном положении, если он не предназначен для скручивания. Принудительное скручивание коврика для резки приведет к тому, что при следующем использовании он не будет лежать полностью ровно. Это также может вызвать трещины и деформировать его поверхность, что со временем может привести к непригодности к использованию.
Имейте в виду, что фрезы очень острые. Из-за того, что в процессе резки открывается все лезвие, требуется максимальная осторожность. Всегда держите свободную руку в стороне от лезвия. Используйте утяжелители для ткани вместо рук, чтобы удерживать слои ткани на месте.
Всегда тренируйтесь, прежде чем раскроить готовую ткань. Важно чувствовать себя комфортно, балансируя вращающееся лезвие, чтобы добиться ровного и точного среза.
К счастью, дисковые ножи доступны с различными удобными рукоятками.
Некоторые обеспечивают захват, другие имеют форму, обеспечивающую удерживание руки и устойчивость. Выберите ручку, которая лучше всего подходит для вашего стиля стрижки и проекта.
Когда использовать вращающиеся ножи:
Используйте дисковые ножи при разрезании нескольких толстых слоев ткани. В этом случае необходимо будет использовать утяжелители ткани, чтобы сохранить выкройку и все слои ткани на месте во время процесса раскроя.
Используйте дисковый нож для резки ткани вдоль прямых или полукруглых краев/длинных линий, требующих непрерывного гладкого реза.
Используйте вращающиеся ножи, если у вас артрит или вам трудно держать или работать с обычными ножницами для ткани.
Используйте ротационные ножи, если вы не можете слегка приподнять куски ткани со стола в процессе резки. Это может быть связано с очень скользкими, тонкими слоями ткани или тяжелыми декоративными элементами.
Плюсы использования вращающихся ножей:
- Идеально, если у вас артрит или чувствительные запястья.
- Очень острый, поэтому легко прорезает толстые или многослойные ткани.
- Сохраняет слои ткани полностью плоскими во время раскроя, предотвращая смещение слоев под бумажную выкройку во время раскроя.
- Идеально подходит для прямых краев или длинных полукруглых краев, что позволяет получить гладкую и ровную линию среза.
- Со сменными лезвиями разных стилей и размеров для дополнительной универсальности.
- Поставляется с различными удобными ручками для более приятного процесса резки.
Минусы использования дисковых ножей:
- Для освоения требуется больше времени и практики.
- Требуется коврик для резки.
- Если коврик для резки недостаточно велик, слой(и) ткани необходимо сместить в процессе.
- Требуются сменные лезвия при резке очень изогнутых участков/краев.
- Лезвие изнашивается быстрее, чем ножницы для ткани.
- Обеспечивает меньшую точность вокруг изогнутых внутренних углов.
- Легче случайно врезаться в основную часть выкройки/ткани.
- Менее безопасный. С очень острым лезвием вы рискуете случайно порезать свободную руку — будьте внимательны в процессе резки.
Ножницы для ткани
Как пользоваться ножницами для ткани:
Ножницы для ткани являются обязательным инструментом в процессе шитья, независимо от того, предпочитаете ли вы дисковый нож в качестве альтернативы. Ножницы более функциональны, они обеспечивают повышенную точность обработки неровных краев и внутренних углов.
Как и в случае с дисковыми ножницами, здесь важно найти подходящие ножницы. Независимо от того, являетесь ли вы правшой или левшой или чувствительны к определенным формам и материалам рукояток, вы должны поэкспериментировать с несколькими стилями, прежде чем найдете тот, который подходит именно вам.
Начните с выбора между левосторонними или правосторонними ножницами, затем сузьте свой выбор до того, предпочитаете ли вы металлическую ручку (портновские ножницы) или пластиковую/резиновую ручку. Хотя ножницы по металлу считаются более качественными, они могут ощущаться немного тяжелыми в руке и менее прочными. Пластиковая ручка формована для удобства и обеспечивает меньший вес для продолжительной стрижки.
Еще одним важным фактором, который следует учитывать, является острота и долговечность лезвия. Цена ножниц и качество лезвия часто связаны пропорционально.
Средняя цена обеспечит ножницы хорошего качества для начинающих и средних портних. Обязательно убедитесь, что ножницы предназначены специально для ткани и подходят по размеру для ваших швейных проектов.
Чтобы найти идеальные ножницы, придется немного поэкспериментировать. По мере того, как вы становитесь более продвинутыми, вы можете инвестировать в более качественную и более дорогую пару.
Как и лезвия дисковых ножей, лезвия ножниц для ткани со временем изнашиваются. Если вы не предпочитаете покупать новые ножницы, вы можете заточить их дома или в местном магазине тканей. Инструменты для заточки доступны для индивидуальной покупки.
В зависимости от типа и толщины ткани могут возникнуть проблемы с натяжением. Чтобы устранить проблемы с натяжением, при необходимости отрегулируйте винт, удерживающий два лезвия вместе.
Что касается стилей лезвий, существует несколько различных вариантов в зависимости от конечного использования и назначения:
Плоское лезвие : Лучше всего подходит для вырезания деталей выкройки и подходит для всех тканых тканей и большинства трикотажных тканей.
Зубчатое лезвие : Используются для резки трикотажа и более чувствительных тканей, хотя обычные ножницы также подойдут в зависимости от типа трикотажа.
Зубчатые лезвия обеспечивают больший захват, что делает их идеальными для разрезания таких тканей, как атлас и шифон, одним чистым движением.
Лезвие для декольте: В результате этого разреза получается зазубренный шевронный край. Он используется не для вырезания выкройки, а для чистой отделки необработанных краев ткани, чтобы они не осыпались.
Никогда не используйте ножницы для вырезания деталей выкройки. Если вы хотите использовать розоватую отделку на швах, это нужно сделать после того, как кусочки ткани будут вырезаны и отделены от бумажных выкроек.
Зубчатое лезвие: Подобно ножницам с зубчатым лезвием, зубчатое лезвие оставляет изогнутый зазубренный край, поэтому его также нельзя использовать для вырезания выкройки. Зубчатый край используется в качестве декоративной отделки и в некоторых случаях предотвращает осыпание краев ткани. Как и в случае розовения (описанного выше), эту отделку следует наносить только после того, как ткань будет разрезана и отделена от бумажных выкроек.
Когда использовать ножницы для ткани:
Используйте ножницы для ткани при обрезке очень изогнутых краев и выраженных внутренних или внешних углов.
Используйте ножницы для ткани при вырезании сколоченных рисунков через тонкие слои ткани.
Используйте ножницы для ткани, когда использование коврика для резки замедляет или затрудняет процесс резки
Используйте ножницы для ткани, когда требуется большая точность, контроль реза и захват
Используйте ножницы для ткани, когда вы чувствуете, что они обеспечивают больший комфорт Вам чем фрезы
Используйте ножницы для ткани, если у вас нет места или условий работы для использования дисковых ножей.
Используйте ножницы для ткани, когда требуется более безопасный вариант резки.
Плюсы использования Ткань Ножницы:
- Безопаснее использовать в процессе резки. Лезвия более толстые, менее острые и закрыты под углом.
- Легче использовать вокруг кривых, углов или острых краев.
- Обеспечивает большую точность, аккуратность и сцепление с тканью.
- Меньший риск случайного надреза поверхности ткани/рисунка.
- Использование коврика для резки не требуется.
- Обеспечивает более тактильный способ резки тканей.
- Предлагает различные стили ручек для максимального комфорта.
Минусы использования Ткань Ножницы:
- Позволяет получить менее гладкую, неровную поверхность вдоль прямых или полукруглых краев.
- Толстые ткани или многослойные ткани трудно разрезать ножницами.
- Менее удобны для людей с артритом.
- Для вырезания больших рисунков требуется больше времени, особенно с длинными прямыми краями.
- Из-за необходимости слегка приподнимать слои ткани над поверхностью стола во время резки, некоторые слои могут сместиться в процессе, что приведет к менее аккуратной отделке.
Весь контент, включая изображения и текст, нельзя копировать, воспроизводить или распространять без письменного разрешения. Этот веб-сайт регулярно проверяется и контролируется для защиты содержимого. |
Плохие закругленные углы на планшетном режущем плоттере Zund M-1600cv
Alex2478
Новый член
#1
Здравствуйте,
У меня возникли проблемы с планшетным резаком Zund M-1600. Мы используем в станке только сквозной нож Z10, и он прекрасно режет прямые линии. Однако, когда он достигает закругленных углов, особенно маленьких закругленных углов, он делает разрез и вызывает эффект ряби на ламинате, что очень непривлекательно. Я уже несколько раз менял нож и могу без проблем разрезать тот же файл/материал на другом Zund M-1600. Моей первой мыслью было, что что-то не так с Z-смещением, поэтому я поиграл с этим, изменив его на 0,05 и протестировав разрез, но лучше не стало.
Эта проблема возникает только с моим материалом толщиной 30 мил, в основном это пластиковый ламинат.
Станок: Zund M-1600
Материал: Пластмасса толщиной 30 мил
Нож: Сквозной нож Z10 с углом 50 градусов
Программное обеспечение: Icut-7
Заранее спасибо
Джино
Премиум-подписчик
#2
Что сказал производитель/дистрибьютор, у которого вы его купили??
Похоже, один болтает, а другой нет. Разве это не указывает на то, что с одной машиной что-то физически не так??
Alex2478
Новый член
#3
Дистрибьютор
Дело в том, что у этой машины сгорел вспомогательный двигатель, и это поджарило плату усилителя и плату ограничителя мощности. Я заменил все детали, и он отлично режет по прямым линиям, но не по углам. Я несколько раз звонил в zund, и мне сказали, что они не поддерживают мое программное обеспечение I-cut7.
дизайн
Новый член
#4
Пробовали ли вы использовать несколько проходов и настроить 2 отдельные глубины? Это может занять больше времени, но в конечном итоге это сэкономит вам больше времени. Кроме этого, вырежьте, а затем выровняйте и приобретите инструмент для скругления углов, чтобы ваш магазин не стоял на месте, выполняя работу, пока вы не разберетесь с ней.
http://www.cmykthis.com
Alex2478
Новый член
#5
У нас есть еще два Zund, так что, к счастью, мы не теряем производство. Я еще не пробовала двухслойную стрижку. Однако я уменьшил глубину ножа, так что он прорезает только наполовину, но все еще вызывает эффект ряби на внутренней стороне карты. Если я разрезаю прямую линию по X или по Y, они всегда будут идеально прямыми.
КрисН
Новый член
#6
Похоже, инструмент не касается линии реза. Он может резать прямые линии, но подталкивать материал вверх с одной или с другой стороны. Вы выполнили процедуры выравнивания инструмента? Картинки могут быть полезны. ..
Себастьен Л
Новый член
#7
Мне кажется, что-то не так с приводными двигателями оси X или Y.
Я предполагаю, что один из двигателей козловой тележки просто не отвечает.
Попробуйте вырезать квадрат одинакового размера на обеих машинах и сравните размеры и прямоугольность.
Если приводной двигатель не отвечает должным образом на сигнал, отправленный компьютером, один квадрат не будет такого же размера, как другой, и, вероятно, не будет квадратным.
Перезвоните Zund. Проблема в машине, а не в программе.
Alex2478
Новый член
#8
Только что я сделал тестовый квадрат, вырезанный из самого zund, и все квадраты имеют одинаковый размер. Другие Zund, к сожалению, заполнены работой, поэтому я не уверен, когда смогу использовать один.
Мухаммед Хан
Новый член
#9
Сначала проверьте, нет ли каких-либо необычных звуков или рывков во время движения во время работы.
И проверьте натяжение зубчатого ремня, которое должно быть около 51 Гц.
на следующем шаге двигатель будет заменен.
Фреза для скругления углов DUPLO RC-7
Отзывов пока нет
Написать рецензию
Duplo США
DUPLO RC-7 Фреза для скругления углов
Рейтинг
Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Требуется
Эл. адрес
Требуется
Тема отзыва
Требуется
Комментарии
Требуется
Добавление закругленных углов на визитные карточки, открытки и другие материалы. Простота в эксплуатации и получение большего дохода.
Подробнее
5 200,00 долларов США
- Бесплатная доставка
- Описание
Вырежьте закругленные углы на обложках, визитных карточках, открытках и т. д. с помощью устройства для резки закругленных углов Duplo RC-7. RC-7 — это мощный электрический станок для скругления углов, способный одновременно обрабатывать стопку листов размером до 2,75 дюйма. Угловой резак, спроектированный для простоты эксплуатации, может управляться ножной педалью или ручным переключателем.0006
Станок RC-7 скругляет углы со скоростью цикла до 46 резов в минуту и идеально подходит для любой среды с высокой производительностью. RC-7 оснащен защитным кожухом, который защищает пальцы во время работы.
Особенности
- Идеально подходит для скругления углов обложек, визитных карточек, открыток, поздравительных открыток и фотографий
- Простое управление с помощью ножной педали или ручного переключателя
- 2 сменных штампа (дополнительно)
- Резка стопки до 2,75 дюйма (70 мм)
- Запатентованная конструкция верхней и нижней матрицы с микрорегулировкой обеспечивает плавный и точный рез
- Специально разработан для одновременной резки нескольких листов с минимальными усилиями
- Система сменных штампов позволяет выполнять различные работы
Duplo USA
Высота стопки до 2,75 дюйма
До 46 циклов в минуту
110 В переменного тока, 4 А
Матрица 1/8 дюйма.
