Проходной прямой резец углы: Резец проходной прямой 16*10*100 Т15К6 ГОСТ 18878-73 купить по выгодной цене
Содержание
Углы заточки проходных резцов
Статические
углы резцов называют так же углами
заточки, т. к. все углы могут быть
установлены на лимбах трех поворотных
тисков заточного станка. Значения углов
заточки резцов зависят от технологической
системы, главным образом – от жесткости
и виброустойчивости. Так, среднее
значение переднего угла равно 10°. Однако,
если не проходит выкрашивания режущей
кромки, этот угол можно увеличить до
15…20°, а для ее упрочнения затачивают
упрочняющую фаску f
под
углом γf
= 0…-5°, шириной примерно равной толщине
срезаемого слоя а.
На передней поверхности часто затачивают
лунку для обеспечения завивания стружки.
Задний
угол затачивают под углом 8…12°. Меньшие
значения применяют для черновой
обработки, большее – для чистовой.
Главный
угол в плане изменяется в пределах
30…90°. Меньшие значения используют в
условиях повышенной жесткости
технологической системы. Угол γ
Угол γ
= 90° рекомендуется для обработки нежестких
заготовок, что ведет к уменьшению
радиальной силы резания Py
и к увеличению точности обработки.
Вспомогательный угол в плане φ1
влияет на качество обработанной
поверхности. При высоких требованиях
к качеству поверхности этот угол
уменьшают до 5…10°,
а иногда делают нулевым (для резцов с
зачищающими режущими кромками).
Угол
наклона режущей кромки λ
изменяется в пределах ±5°
и влияет на направление схода стружки
и на прочность режущего клина. При
положительных углах λ
стружка сходит в направлении к обработанной
поверхности, при отрицательных углах
λ – в направлении к обрабатываемой
поверхности.
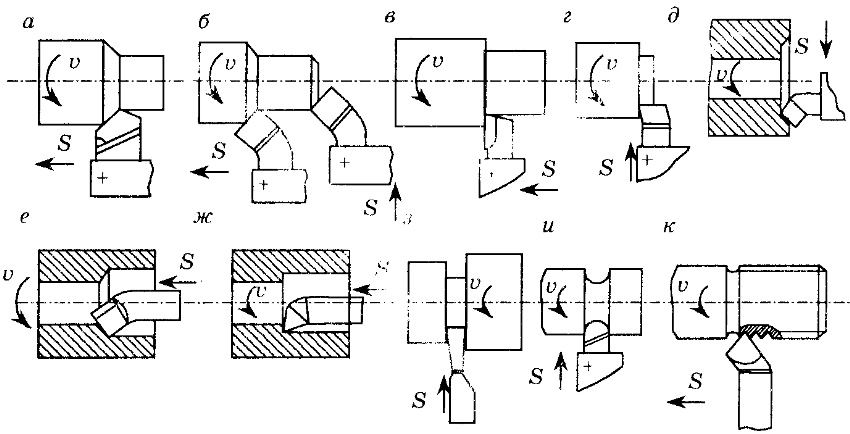
Другие
типы токарных резцов применяются для
обработки деталей типа ступенчатых
валов, дисков, втулок и др. (рис. 5).
а)
б)
в)
Рис.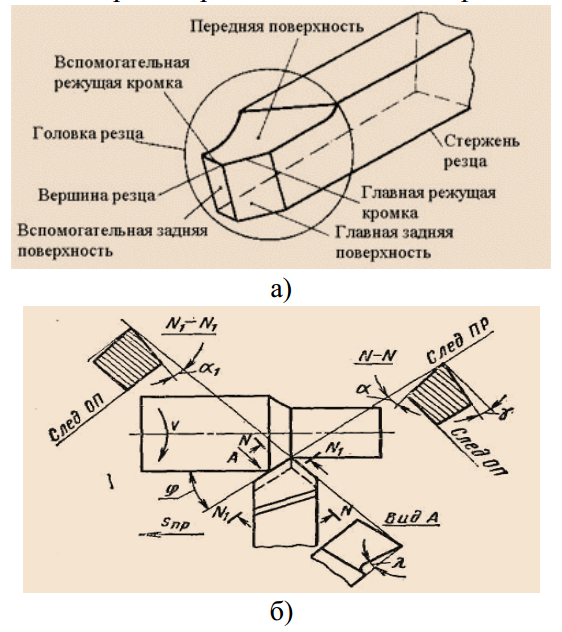
5.
Схемы обработки ступенчатого вала (а),
подрезание торца диска (б),
растачивания отверстия втулки (в),
n
– частота вращения заготовки; S
– подача; t
– глубина резания;
1
– проходной упорный резец; 2
– подрезной резец; 3
– расточной резец
Координаты
плоскости для этих резцов показаны на
рис. 6.
а)
б)
в)
Рис.
6.
Координатные плоскости для токарного
упорного резца (а)
токарного
подрезного резца (б)
и токарного расточного резца (в)
Примечание:
основная плоскость для всех резцов
совпадает с плоскостью чертежа.
Измерение углов токарных резцов
Для
измерения углов резцов контактным
методом применяются угломеры, которые
подразделяются на нониусные и оптические.
Погрешность измерения углов 2…5°. Для
более точных измерений используют
уровни, измерительные микроскопы и др.
(на рис. 7 показан угломер с нониусом).
Рис.
7.
Угломер с нониусом
Порядок выполнения работы
Получить
задание.Определить
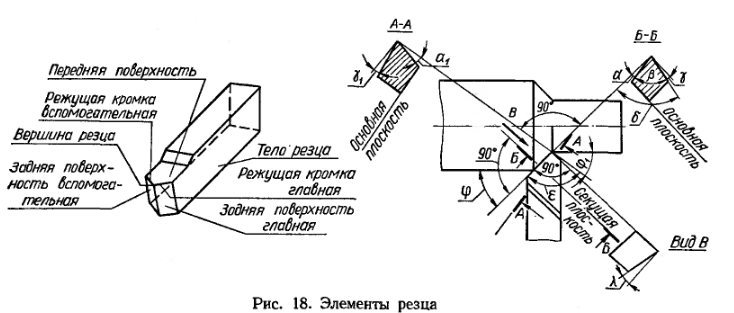
кинематические характеристики резания.Дать
эскиз резца и показать его рабочие
поверхности и режущей кромки.Показать
статические углы резца в буквенных
обозначениях.Измерить
геометрические параметры резца и
занести результаты измерения в табл.
1.
Таблица 1
Тип | Углы | |||||||
γ | α | β | φ | φ | ε | α1 | λ | |
резцы проходные
Резцы проходные являются наиболее распространённым инструментом при токарной обработке. В этой статье мы рассмотрим, как изготовить такой резец своими руками, какие бывают проходные резцы, их углы установки и углы режущих кромок и другие нюансы.
В этой статье мы рассмотрим, как изготовить такой резец своими руками, какие бывают проходные резцы, их углы установки и углы режущих кромок и другие нюансы.
Эта статья будет продолжением серии статей на сайте о токарных станках, о инструментах и приспособлениях для токарной обработки в гаражной мастерской. О приспособлениях для токарных станков я уже писал и желающие могут почитать о них вот здесь и вот тут. Ну а о грамотной заточке и доводке токарных резцов своими руками советую почитать и посмотреть видео вот в этой статье.
А в этой статье мы подробно рассмотрим об основном инструменте при токарной обработке — проходном резце.
Для начала рассмотрим какие бывают проходные резцы, из чего их изготавливают, их углы заточки, способы крепления твёрдосплавных пластинок этих резцов и другие нюансы. А в конце будет рассказано и показано как изготовить своими руками отогнутый проходной резец со сменной твёрдосплавной пластинкой в домашних условиях.
Резец проходной предназначен для продольного обтачивания наружных цилиндрических поверхностей, а для токарной обработки уступов и торцевых поверхностей служат подрезные резцы. Однако некоторые типы проходных (такой как я сделал в видеоролике под статьёй и на рисунке 1 ниже) и подрезных резцов используют как для продольного, так и для поперечного обтачивания поверхностей.
Однако некоторые типы проходных (такой как я сделал в видеоролике под статьёй и на рисунке 1 ниже) и подрезных резцов используют как для продольного, так и для поперечного обтачивания поверхностей.
Проходные резцы бывают чистовые и черновые. Черновые резцы предназначены для грубого обтачивания заготовок, так называемой обдирки (и поэтому некоторые их называют обдирочными). А чистовые резцы предназначаются для окончательной обработки поверхностей и получения более высокого класса обработки поверхности заготовки. Ниже мы подробно рассмотрим виды проходных резцов.
Токарные отогнутые проходные резцы.
Такие резцы наиболее распространены в токарной обработке из-за удобства и широких возможностей и именно как я изготовил такой резец, мной был заснят видеоролик, который можно посмотреть под этой статьёй. Благодаря отогнутой головке, такие резцы позволяют обработать поверхность детали, которая расположена очень близко от кулачков токарного патрона.
I — продольное протачивание, II — поперечное протачивание
И используются такой резец проходной как для продольного (см. рисунок 1.I), так и для поперечного точения (рисунок 1.II).Такие резцы выполняют правыми и левыми, в зависимости от того, в какую сторону отогнута головка.
рисунок 1.I), так и для поперечного точения (рисунок 1.II).Такие резцы выполняют правыми и левыми, в зависимости от того, в какую сторону отогнута головка.
Прямые проходные резцы.
I — правый проходной резец, II — левый проходной резец
Эти резцы предназначены для продольного обтачивания деталей. Также как и отогнутые резцы, могут быть как правые (см. рисунок 2.I), которые применяются при обычном направлении движения суппорта станка, так и левые (рисунок 2.II), которые применяют при точении в направлении от передней бабки к задней.
Прямые проходные резцы наиболее просты в изготовлении из-за простой (не отогнутой) формы державки.
Упорные проходные резцы.
I — подрезание торцовых поверхностей (уступов), II — торцовое обтачивание.
Эти резцы служат для продольного обтачивания деталей (см. рисунок 3.I) и одновременного подрезания торцовых поверхностей уступов (в конце прохода). Если развернуть резцедержатель с таким резцом на некоторый угол (см.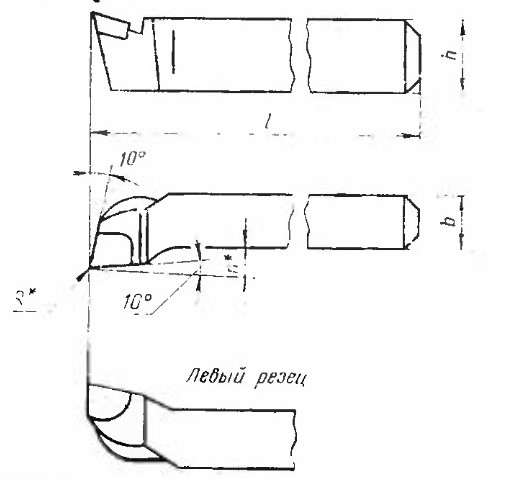 рисунок 3.II) о можно использовать такой резец и для торцового обтачивания торца детали.
рисунок 3.II) о можно использовать такой резец и для торцового обтачивания торца детали.
Наиболее широко применяются упорные проходные резцы при обработке нежёстких деталей, а также ступенчатых заготовок.
Чистовые проходные резцы.
I — для обтачивания открытых мест, II — для обтачивание труднодоступных мест.
Такие резцы используются в основном для обтачивания с малой подачей и отличаются они от обычных проходных резцов большим радиусом закругления (r=2-5 мм).
Для обтачивания открытых мест на деталях используют прямые резцы, которые работают в обе стороны (см. рисунок 4.I). А для обтачивания труднодоступных мест используют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
Чистовые проходные широкие резцы.
Эти резцы предназначены для чистового обтачивания деталей, причём с большими подачами. Но при этом эти резцы обычно снимают очень малый слой металла с заготовки.
b — ширина режущей кромки, s — подача.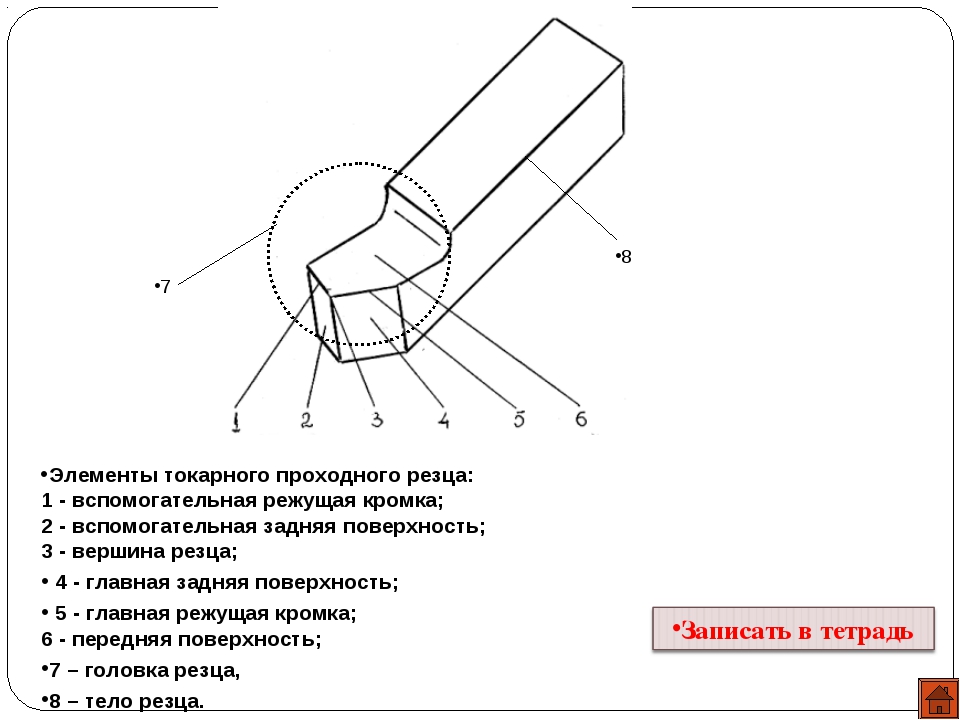
При больших подачах (s<b смотрите рисунок 5) вполне возможно получить поверхность обрабатываемой детали 7-го класса шероховатости. Но главным образом используют такие резцы при токарной обработке жёстких деталей.
Ниже будет рассмотрены различные варианты проходных резцов, которые отличаются друг от друга в зависимости от крепления режущих пластинок.
Токарные резцы с механическим креплением режущих пластинок.
Крепление пластинок в специальном гнезде разрезанной пружинящей державки.
Конструкция таких резцов, (которые были разработаны ещё в прошлом веке в институте технологии в ГДР) предусматривает крепление твёрдосплавных пластинок симметричной формы в разрезанных державках, с помощью одного или двух винтов (с внутренним шестигранником). Такие проходные резцы показаны на рисунке ниже.
Под номером I и II показано крепление твёрдосплавных пластинок цилиндрической формы, а под номером III показано закрепление квадратной пластинки, под номером IV показана закреплённая пластинка прямоугольной формы, ну и под номером V показан пример закреплённой треугольной пластинки.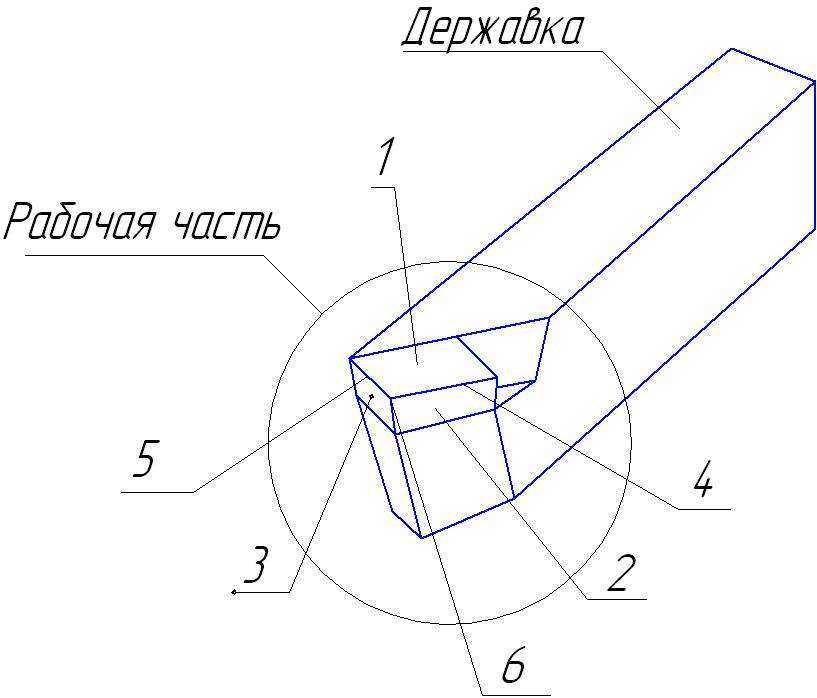
По мере затупления в процессе работы, пластинки просто переворачиваются в державке, что позволяет использовать её без переточки достаточно долго.
Токарные резцы конструкции шведской фирмы.
Одна из инструментальных шведских фирм разработала способ крепления твёрдосплавных режущих пластинок 2 (см. рисунок ниже) к державке 1 с помощью планки 3 стружколомателя, а так же с помощью прижимной планки 5 и винта 4, который имеет резьбу (как правую, так и левую) и внутренние грани в своей головке под шестигранный ключ.
Стружколоматель 3 и прижимная планка 5 имеют три типоразмера, а основание (державка резца) выпускают восьми типоразмеров. И сочетание этих элементов резца с пластинками разной формы, позволяет токарю получить множество разных вариантов проходных резцов (и не только проходных).
Особенностью конструкции таких резцов является точечный контакт прижима 5 и планки 3. Причём прижимная планка 5 имеет по периметру кольцевой выступ, что обеспечивает достаточно жёсткое и надёжное крепление пластинки, при упоре в кольцевую выемку основания 1.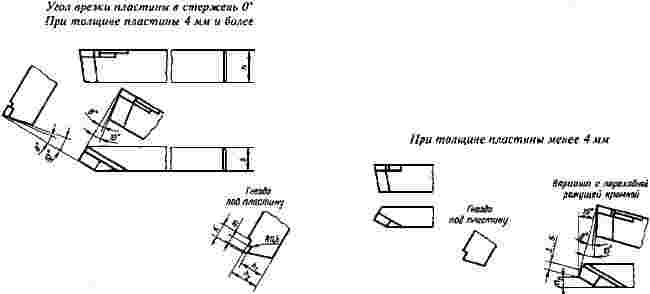
Токарные резцы конструкции токаря А. П. Аграфенина.
Такой резец состоит из державки 1 к которой при помощи подвижного упора 3 и винта 4 закрепляется твёрдосплавная (или метало-керамическая) пластинка 2. При этом задняя поверхность сменной режущей пластинки опирается на клинообразный буртик А на краю державки и под действием сил резания заклинивается в державке (корпусе). Ну и конечно же буртик препятствует сдвигу режущей пластинки.
Следует учесть, что при сборке резца подвижный упор 3 устанавливают так, чтобы между ним и буртиком А свободно входила режущая пластинка на 0,75 своей длины. Затем делаем лёгкое постукивание, при котором режущая пластинка занимает такое положение, при котором вылет из корпуса её вспомогательной режущей кромки составляет 1 мм.
И при этом между пластинкой и опорной поверхностью в корпусе (державке) создаётся клиновой просвет примерно в 0,2 — 0,3 мм.
После приложения силы резания (нагрузки на пластинку) пластинка надёжно и плотно заклинивается в державке (корпусе резца).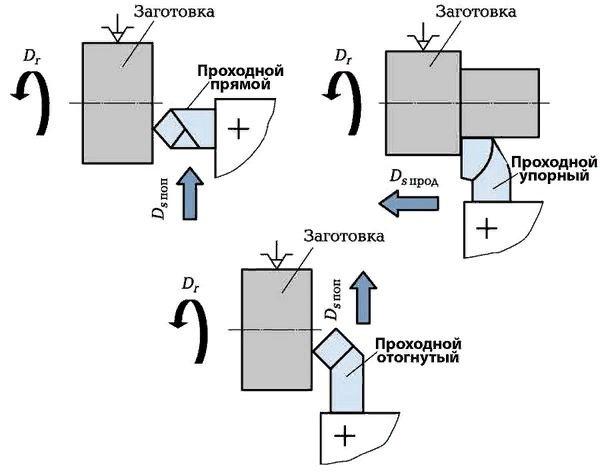 Если потребуется сменить пластинку, то она расклинивается при помощи лёгкого постукивания. Следует учесть, что в такой конструкции подвижный упор 3 служит ещё и стружколомателем. Подобную конструкцию имеют и упорно-проходные резцы такого же типа.
Если потребуется сменить пластинку, то она расклинивается при помощи лёгкого постукивания. Следует учесть, что в такой конструкции подвижный упор 3 служит ещё и стружколомателем. Подобную конструкцию имеют и упорно-проходные резцы такого же типа.
Резцы с механическим креплением многогранных неперетачиваемых режущих (сменных) пластинок.
Большинство проходных резцов (и не только проходных) были разработаны ещё в прошлом веке в ВНИИ и особенность таких резцов — это то, что сменная пластинка используется многократно и без переточек (пластинка просто разворачивается другой гранью, взамен затупившейся) и пластинка просто утилизируется, когда все её грани затупятся.
По конструкции такой резец (см. рисунок чуть ниже) представляет собой державку 1, в которую запрессован штифт 3, на который свободно (с зазором примерно 0,2 — 0,3 мм) надевают многогранную твёрдосплавную пластинку 2.
Купить, или просто посмотреть твёрдосплавные сменные пластинки отличного качества, желающие могут кликнув вот на эту ссылку.
Закрепление этой пластинки осуществляется за счёт заклинивания её между штифтом 3 и задней опорной стенкой державки с помощью специального клина 5 и винта 4. При этом пластинка надёжно и плотно прижимается к опорной поверхности корпуса резца (державки).
Как показано на рисунке, пластинка при изготовлении на заводе снабжается выкружкой для завивания стружки и ещё упрочняющей фаской на передней поверхности (ширина фаски 0,2 — 0,3 мм). Причём передний угол на выкружке положительный и необходимое значение задних углов обеспечивается за счёт установки пластинки под нужным углом на корпусе державки (угол составляет примерно 15 — 18° относительно оси державки).
Описанная конструкция крепления сменной пластинки немного сложна для самостоятельного выполнения в домашних условиях, да и не подойдёт она для слишком мелких резцов небольших токарных станков (например школьных «тэвашек»), так как все детали придётся делать очень мелкими. Поэтому для более мелких резцов можно закрепить сменную пластинку более простым способом, как сделал я в видеоролике под этой статьёй.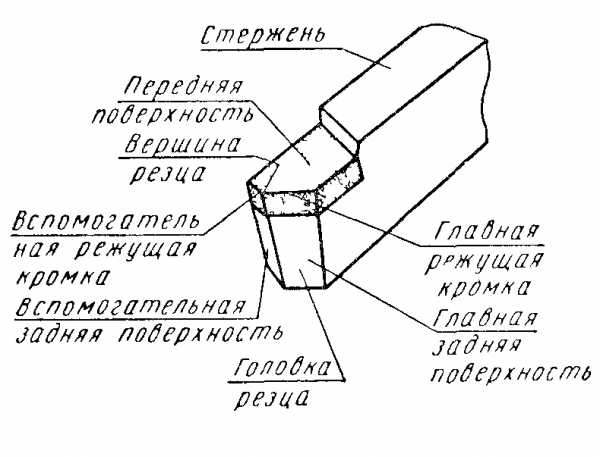
И если сделать ступеньку на державке достаточно точно, и точно просверлить отверстие для зажимного винта, то есть добиться того, чтобы при затяжке винта пластинка плотно притягивалась своей задней гранью к ступеньке (буртику на державке) то такое крепление, не смотря на свою простоту, довольно надёжное.
К тому же ступенька выполнена так, что при нагрузке задняя кромка пластинки заклинивается в ступеньке, ведь ступенька и опорная площадка под пластинку сделаны с углом (примерно 10 — 15° по отношению к оси державки). Державку желательно изготовить из углеродистой стали 40Х, 40Х13, или из стали 45, 50.
Изготовление отогнутых резцов с помощью штампа. 1 — матрица, 2 — давящий паунсон.
Причём державка отогнутого резца изготовлена (и показана мной в видеоролике ниже) не методом гибки, как делают это на заводе с помощью специальных штампов и как показано на рисунке слева, а более простым способом, просто вырезанием и обтачиванием из куска стали.
Многогранные пластинки выпускают трёх, четырёх, пяти, и шестигранной формы.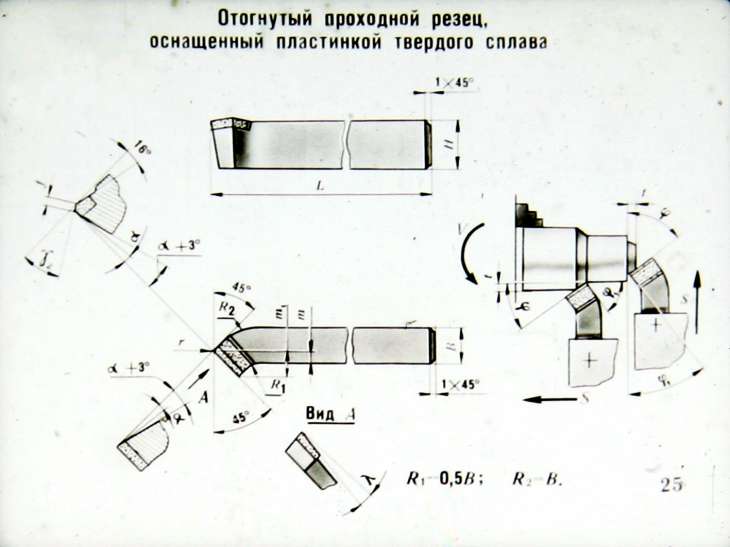 Ну а размеры проходных резцов с многогранными пластинками практически не отличаются от размеров резцов с припаянными твёрдосплавными пластинками той же высоты.
Ну а размеры проходных резцов с многогранными пластинками практически не отличаются от размеров резцов с припаянными твёрдосплавными пластинками той же высоты.
Трёхгранные пластинки имеют углы равные 80º, при рабочих вершинах, и они используются для проходных упорных резцов с главным углом в плане φ=90º (см. рисунок под буквой а ниже).
А четырёхгранные пластинки предназначены для резцов, которые работают с врезанием, с углами φ=45º (как на рисунке под буквой б и как изготовленный мной резец в видеоролике под статьёй) и бывают с углом 60º как на рисунке под буквой в. Ну и бывают с углом φ75º как на рисунке под буквой г, они как правило с таким углом крепления пластинки обтачивают не жёсткие детали.
Ну и пятигранные и шестигранные пластинки применяют для проходных резцов с углами φ=60º (под буквой д) и с углами φ45º — показано под буквой е.
Ещё следует отметить, что многогранные сменные пластинки выпускаются двух форм — без стружколомающих канавок (для обработки чугуна) и с стружколомающими канавками.
Что ещё хотелось бы сказать: эти резцы имеют большое преимущество перед резцами с напаянными пластинками. Так как при их использовании ощутимо сокращаются затраты рабочего времени на протачивание детали и к тому же обеспечивается отличный отвод стружки.
Единственный минус, это то, что цена многогранных сменных пластинок примерно на 30% выше, чем стоимость напайных твёрдосплавных и металлокерамических пластинок, предназначенных для резцов проходных и других.
Woodstock DC1544 3/16-дюймовая угловая фреза с хвостовиком 1/4 дюйма
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
352-754-9335 — Только вопросы по запчастям | 352-754-0671 — U-Haul Инструменты и многое другое Продажа и услуги ДеУолт | Портер Кабель | Блэк энд Декер | Инструменты Bostitch | Стэнли Инструменты Copyright © 2019 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Powered by Network Solutions Интернет-магазин | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. Отлично подходит для столярных изделий, столбов, балок и перил.
Отлично подходит для столярных изделий, столбов, балок и перил.
 Реальный продукт может отличаться из-за усовершенствования продукта.***
Реальный продукт может отличаться из-за усовершенствования продукта.***Часто задаваемые вопросы и устранение неполадок
- Почему я получаю закругления и закругления при резке со скосом?
- Что такое разделительный лист и зачем мне его использовать?
- Почему косой срез идет неправильно?
- Почему я получаю перерезы в углах?
- Как долго прослужат лезвия?
- Заготовки моего коврика не получаются ровными, как мне снова выровнять мой квадратный рычаг или квадратный брусок?
- Мои края сужаются от большого к меньшему, как восстановить параллельность направляющей мата?
- Я левша, как мне использовать резак для ковриков?
- Как рассчитать размеры границ для точного центрирования изображения?
- Как сделать обратную фаску
- Получение равномерных разрезов
- Обрезка бордюров меньшего размера
- Как очистить стекло для обрамления картин
1. Почему я получаю крючки и закругления при скосе?
Почему я получаю крючки и закругления при скосе?
Крюки и кривые обычно вызваны либо тупым лезвием, которое не хочет резать прямо, либо слишком большой глубиной лезвия. Отрегулируйте глубину лезвия так, чтобы вы едва касались поверхности прокладочного листа под ним. Чтобы узнать, как отрегулировать глубину лезвия, найдите видео для своей модели резака для ковриков и посмотрите, как можно отрегулировать глубину.
2. Что такое разделительный лист и зачем он мне нужен?
Прокладочный лист представляет собой кусок доски из отходов мата, помещаемый под мат с вырезом под скошенным отверстием. Вы всегда должны использовать прокладочный лист при резке со скосом, но не используйте прокладочный лист при использовании прямого резака под углом 90 градусов. Прокладочный лист заставляет лезвие резать чище, когда оно проталкивается с обратной стороны матовой доски. Однако при прямолинейной резке материал режется от внешнего края к внешнему краю материала, для которого не требуется прокладочный лист. Используйте только матовый картон в качестве прокладочного листа и ничего больше.
Однако при прямолинейной резке материал режется от внешнего края к внешнему краю материала, для которого не требуется прокладочный лист. Используйте только матовый картон в качестве прокладочного листа и ничего больше.
3. Почему мой косой срез идет неправильно?
Получение скоса в обратном направлении может быть неприятным, но, вероятно, проблема связана с неправильной техникой. Почти все оборудование Logan для резки ковриков, за исключением овального и кругового резака № 201, всегда вырезается с обратной стороны доски для ковриков цветной стороной вниз. Убедитесь, что вы делаете это. Во-вторых, убедитесь, что вы режете с правильной стороны линий при резке со скосом. Основная часть матовой доски должна быть ПРАВОЙ стороной прямой кромки, направляющей режущую головку. Или следите за тем, чтобы режущая головка всегда двигалась по внутренней стороне отмеченных вами 4 граничных линий, а не по внешней стороне линий.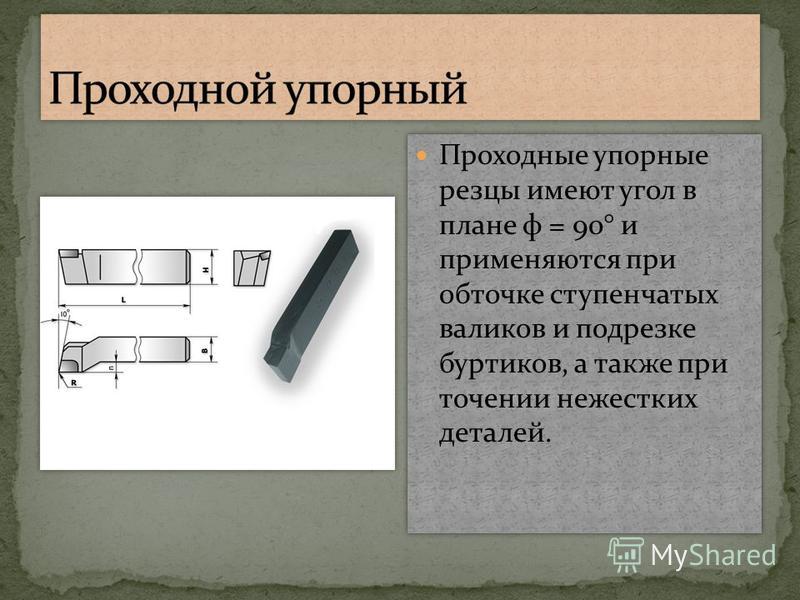 Для получения дополнительной информации смотрите это видео:
Для получения дополнительной информации смотрите это видео:
4. Почему я получаю перерезы в углах?
Во-первых, убедитесь, что нежелательные надрезы находятся на цветной стороне матовой доски, так как перерезы необходимы на обратной стороне матов. Если вы режете линию за линией, убедитесь, что вы начинаете и останавливаетесь на линиях. Если вы все еще получаете перерезы, вероятно, у вас слишком большая глубина лезвия. Отрегулируйте глубину лезвия так, чтобы вы едва касались поверхности прокладочного листа под ним. Чтобы узнать, как отрегулировать глубину лезвия, найдите видео для своей модели резака для ковриков и посмотрите, как можно отрегулировать глубину.
5. Как долго прослужат лезвия?
Это будет зависеть от того, насколько большой кусок матовой доски вы режете и какой тип матовой доски вы используете.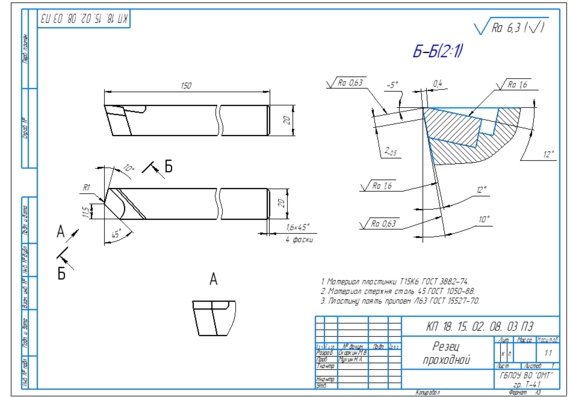 Использование тряпичной доски на основе хлопка или матовой доски с черным сердечником намного тяжелее для лезвия, и вам придется менять его чаще. Вырезание отверстий в матах большого формата также ускорит работу с лезвиями. В общем, чаще меняйте лезвия. Когда вы начинаете новый проект и не помните, когда вы в последний раз меняли лезвия, первое, что нужно сделать, это начать с нового лезвия. В общем, мат 11×14 с отверстием 8×10, вероятно, прорежет от 6 до 8 или даже 10 отверстий, прежде чем потребуется замена. И помните, что большинство лезвий Logan двусторонние, что означает, что вы можете перевернуть их и использовать другой конец.
Использование тряпичной доски на основе хлопка или матовой доски с черным сердечником намного тяжелее для лезвия, и вам придется менять его чаще. Вырезание отверстий в матах большого формата также ускорит работу с лезвиями. В общем, чаще меняйте лезвия. Когда вы начинаете новый проект и не помните, когда вы в последний раз меняли лезвия, первое, что нужно сделать, это начать с нового лезвия. В общем, мат 11×14 с отверстием 8×10, вероятно, прорежет от 6 до 8 или даже 10 отверстий, прежде чем потребуется замена. И помните, что большинство лезвий Logan двусторонние, что означает, что вы можете перевернуть их и использовать другой конец.
6. Заготовки моего коврика не получаются ровными. Как мне снова выровнять мой квадратный рычаг или квадратный брусок?
Если вы подозреваете, что выпрямляющий механизм на вашем резаке для ковриков Logan не совпадает с направляющей, сначала проверьте и убедитесь в этом, используя L-образный столярный угольник, помещенный в машину вдоль направляющей и опущенный на выпрямляющий рычаг или выпрямляющую планку.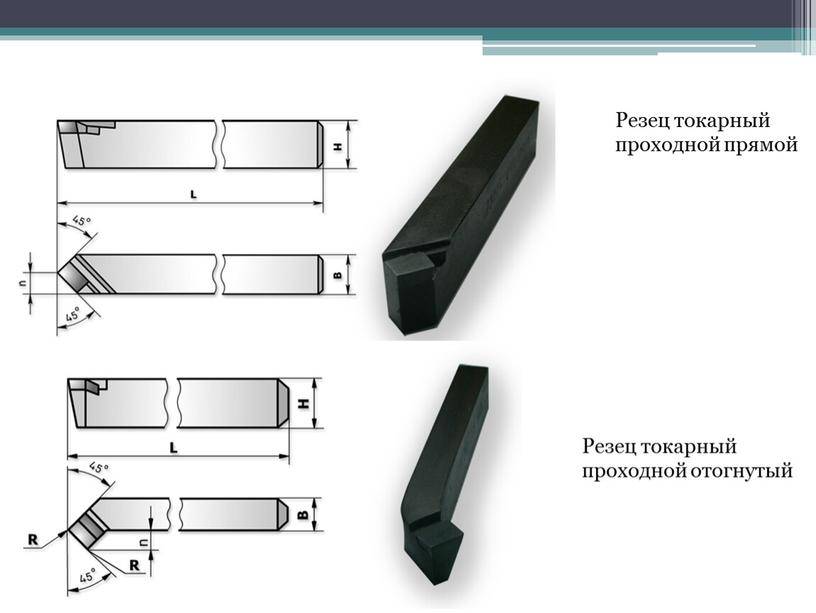 Он должен плотно входить в угол без движения. Если нет, на столярном угольнике должно быть указано, какая регулировка необходима для выравнивания рычага или угольника, чтобы сделать его 90 градусов к направляющей снова.
Он должен плотно входить в угол без движения. Если нет, на столярном угольнике должно быть указано, какая регулировка необходима для выравнивания рычага или угольника, чтобы сделать его 90 градусов к направляющей снова.
Как заново выпрямить выпрямляющий рычаг:
Как повторно придать квадратную форму бруску:
7. Мои края сужаются от большого к меньшему, как мне перепараллелить направляющую мата?
Если вы заметили, что края матов, которые вы разрезаете, не ровные, например, если направляющая мата установлена на 2 дюйма, а граница составляет 2 дюйма на одном конце и 1 7/8 дюйма на другом, возможно, вам нужно повторно -параллельно направляющей коврика. Убедитесь, что при измерении толщины краев от одного конца до другого вы измеряете расстояние от задней части мата от внешнего края до нижней части скошенного среза.Если вам нужно повторно -параллельную направляющую коврика смотрите в этом видео:
Убедитесь, что при измерении толщины краев от одного конца до другого вы измеряете расстояние от задней части мата от внешнего края до нижней части скошенного среза.Если вам нужно повторно -параллельную направляющую коврика смотрите в этом видео:
8. Я левша, как мне использовать резак для ковриков?
Правда, техника Logan рассчитана в основном на правую руку. Однако некоторые пользователи-левши преодолевают это, либо управляя резаком коврика с противоположного конца, тяня вместо толкания, либо толкая вместо того, чтобы тянуть. Вот видео с советами, что можно попробовать:
9. Как рассчитать размеры границ для точного центрирования изображения?
Для этого существует множество способов.
