Проходной упорный прямой резец: Резец проходной упорный прямой 25*16*140 ВК8 ГОСТ 18879-73 (тип 1) купить по выгодной цене
Содержание
Резец проходной упорный прямой 2101-0059 32 х 20 ВК8 ГОСТ 18879-73
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» M- метрическая резьба с основным (крупным) шагом»»»» M- машинные метчики для материалов до 600 MПа (N/mm2)»»»» M- машинные метчики для материалов до 800 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1200 MПа (N/mm2)»»»» M- машинные метчики для чугуна до 1400 MПа (N/mm2)»»»» M- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» M- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» M- машинные метчики HSSE-PM универсального применения»»»» M- машинные метчики удлиненной серии EL»»»» M- машинно-ручные однопроходные метчики»»»» M- гаечные метчики»»»» M — комплекты метчиков из 2-х или 3-х штук»»»» M- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» Mf- метрическая резьба с мелким шагом»»»» Mf- машинные метчики для материалов до 1000 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 800 MПа (N/mm2)»»»» Mf- машинные метчики для материалов до 1400 MПа (N/mm2)»»»» Mf- машинные метчики для нержавеющих сталей до 1000 MПа (N/mm2)»»»» Mf- машинные метчики HSSE-PM универсального применения»»»» Mf- гаечные метчики»»»» Mf-машинно-ручные однопроходные метчики»»»» Mf — комплекты метчиков из 2-х штук»»»» Mf- метчики-раскатники для материалов до 1000 MПа (N/mm2)»»» G- трубная цилиндрическая резьба»»» UNC- дюймовая резьба с крупным шагом»»» UNF- дюймовая резьба с мелким шагом»»» BSW / BSF- дюймовая резьба Витворта с крупным и мелким шагом»»» NPT- дюймовая коническая резьба»»» Rc — трубная коническая резьба»»» Pg — электротехническая трубная резьба»»» Vg- вентильная резьба»» Плашки круглые»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» NPT ( К ) — дюймовая коническая резьба»»» R — трубная коническая резьба»»» G — трубная цилиндрическая резьба»»» Pg — электротехническая трубная резьба»»» UNC — дюймовая цилиндрическая резьба с основным (крупным) шагом»»» UNF — дюймовая цилиндрическая резьба с мелким шагом»» Наборы сверл, метчиков и плашек»» Зенковки»»» Зенковки 60 градусов»»» Зенковки 90 градусов»» Развертки»»» Развертки ручные»»» Развертки машинные»»» Развертки — расширители 1:16»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.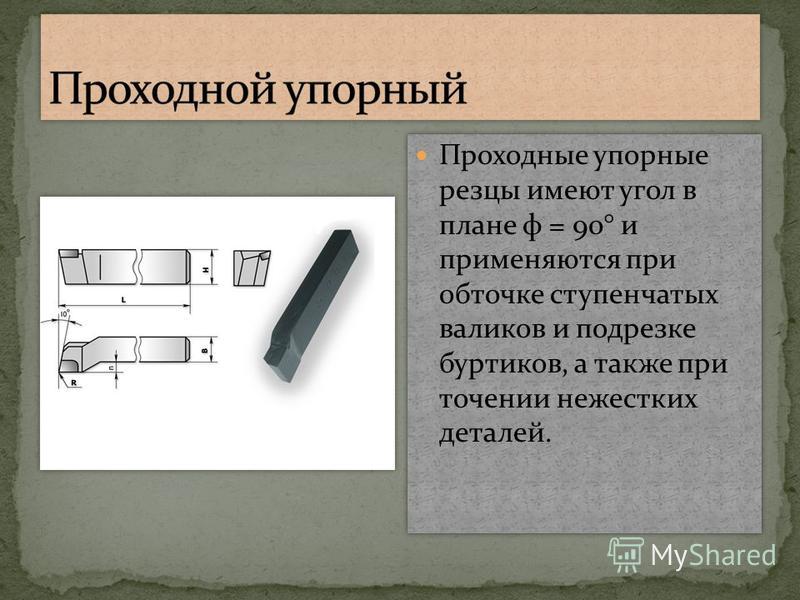 5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом» VÖLKEL — металлорежущий инструмент»» МЕТЧИКИ»»» M, MF — метрическая резьба»»»» Машинные метчики»»»»» Машинные метчики серия 800»»»»» Машинные метчики серия INOX+Ti»»»» Метчики-раскатники»»»» Ручные метчики»»»» Машинно-ручные метчики»»»» КОМБИНИРОВАННЫЕ МЕТЧИКИ-СВЕРЛА»»»» УДЛИНЕННЫЕ МАШИННЫЕ МЕТЧИКИ»»» UNC, UNF — дюймовая резьба»»» BSW, BSF — дюймовая резьба Уитфорта»»» G — трубная резьба»»» NPT- коническая дюймовая резьба»»» Pg — электротехническая резьба»»» Rc — трубная коническая резьба»» ПЛАШКИ»»» M, Mf — плашки с метрической резьбой»»» UNC, UNF — плашки с дюймовой резьбой»»» G — плашки с трубной резьбой»»» BSW, BSF — плашки с резьбой Витворта»»» NPT — плашки с конической дюймовой резьбой»»» Vg — плашки с вентильной резьбой»»» Pg — плашки с электротехнической резьбой»» ВОРОТКИ ДЛЯ МЕТЧИКОВ И ПЛАШЕК
5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком» NAREX Zdanice»» Метчики»»» M, Mf- метчики для метрической резьбы»»»» Машинные метчики»»»» Ручные метчики»»»» Гаечные метчики»»» G- метчики для трубной цилиндрической резьбы»»» UNC — метчики для дюймовой резьбы с крупным шагом»»» UNF — метчики для дюймовой резьбы с мелким шагом» VÖLKEL — металлорежущий инструмент»» МЕТЧИКИ»»» M, MF — метрическая резьба»»»» Машинные метчики»»»»» Машинные метчики серия 800»»»»» Машинные метчики серия INOX+Ti»»»» Метчики-раскатники»»»» Ручные метчики»»»» Машинно-ручные метчики»»»» КОМБИНИРОВАННЫЕ МЕТЧИКИ-СВЕРЛА»»»» УДЛИНЕННЫЕ МАШИННЫЕ МЕТЧИКИ»»» UNC, UNF — дюймовая резьба»»» BSW, BSF — дюймовая резьба Уитфорта»»» G — трубная резьба»»» NPT- коническая дюймовая резьба»»» Pg — электротехническая резьба»»» Rc — трубная коническая резьба»» ПЛАШКИ»»» M, Mf — плашки с метрической резьбой»»» UNC, UNF — плашки с дюймовой резьбой»»» G — плашки с трубной резьбой»»» BSW, BSF — плашки с резьбой Витворта»»» NPT — плашки с конической дюймовой резьбой»»» Vg — плашки с вентильной резьбой»»» Pg — плашки с электротехнической резьбой»» ВОРОТКИ ДЛЯ МЕТЧИКОВ И ПЛАШЕК
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELOGLOBUSGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHVÖLKELWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Резец токарный проходной упорный прямой ВК8
Описание
Описание Наличие
Описание
Описание
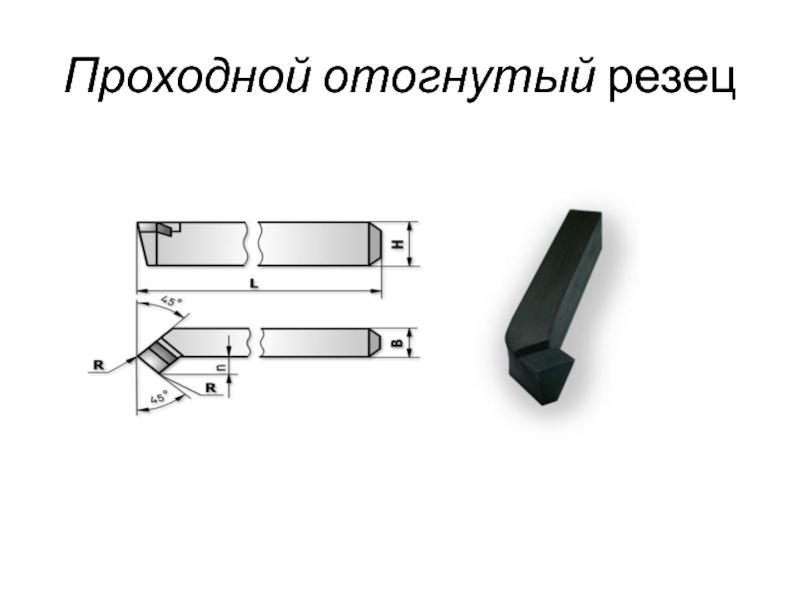
Режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных работах.
Является основным инструментом, применяемым при токарных работах.
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки.
Резцы марки Т5К10 подходят для резания с ударными нагрузками по стали
Резцы марки ВК8 используются в качестве режущих пластин для обработки чугуна и цветных сплавов
Резцы марки Т15К6 наиболее подходят для обработки стали, но без прерывистости резания, т. е. для фрез; для строгания не подходит.
Наличие
Доступно на складах
Адрес магазина
Режим работы
Наличие
Волгоградская улица, 105
с 8:00 до 19:00
Наличие:
Нет в наличии
Сухумское шоссе, 110А
с 8:00 до 19:00
Наличие:
Нет в наличии
Шоссейная улица, 150
с 8:00 до 20:00
Наличие:
Нет в наличии
Волгоградская улица, 99
с 8:00 до 19:00
Наличие:
Нет в наличии
Просмотренные товары
240 ₽
В корзину
30 шт.
Артикул: РТПУП ВК8
На складе 30 шт.
Резец токарный проходной упорный прямой ВК8
В корзину
Исследования тяги полносекционных резцов специальной формы квазипрямоугольного щита
Упор щитовых резцов является основным параметром тоннельной конструкции и важным показателем конструкции щитовой машины. Сопротивление подпятнику щитовой машины оказывает существенное влияние на эффективность ее конструкции и безопасность эксплуатации. Использование квазипрямоугольного щита позволяет не только увеличить коэффициент использования пространства, но и избежать деформации тылового грунта по сравнению с обычным круглым или прямоугольным щитом. В данной работе проведен структурный анализ квазипрямоугольного щитового резца и разработана соответствующая математическая модель тяги. Рассчитываются распределения напряжения и смещения режущей головки. Установлено, что величина напряжения в большинстве областей режущей головки находится в пределах от 5 МПа до 45 МПа. Максимальное напряжение составляет 208,44 МПа, которое находится в средней части ребра и ниже предела текучести. Максимальная деформация приходится на центральную часть нагрудника, величина которой также находится в пределах проектных требований. Кроме того, предлагается метод контроля, подходящий для квазипрямоугольного экрана. Пригодность и надежность предлагаемого метода мониторинга демонстрируется путем сравнения численного моделирования и метода мониторинга.
Максимальное напряжение составляет 208,44 МПа, которое находится в средней части ребра и ниже предела текучести. Максимальная деформация приходится на центральную часть нагрудника, величина которой также находится в пределах проектных требований. Кроме того, предлагается метод контроля, подходящий для квазипрямоугольного экрана. Пригодность и надежность предлагаемого метода мониторинга демонстрируется путем сравнения численного моделирования и метода мониторинга.
1. Введение
В последние годы непрерывное развитие урбанизации приводит к строительству высокоскоростных подземных железных дорог в Китае, особенно в средних и крупных городах [1–3]. Однако в городских опорных районах это требует проектирования новых линий метрополитена в тесном неглубоком подземном пространстве. Поэтому срочно необходима новая схема строительства подземных тоннелей.
Большинство туннелей можно прорыть с помощью бурильных, взрывных или проходческих машин (например, щитовых машин) [4]. Щитовой способ — механизированный способ строительства, который нашел широкое применение в процессе строительства подземных тоннелей. Принцип действия метода заключается в выемке грунта и вывозе его из пещеры с помощью транспортных машин передней ножевой головкой, а последующий отрезок обжимается домкратами. Сборные бетонные сегменты используются для формирования общей конструкции туннеля [5]. Окружающий грунт поддерживается кожухом щита и сегментами укладки для предотвращения его обрушения во время работы щитовой машины.
Щитовой способ — механизированный способ строительства, который нашел широкое применение в процессе строительства подземных тоннелей. Принцип действия метода заключается в выемке грунта и вывозе его из пещеры с помощью транспортных машин передней ножевой головкой, а последующий отрезок обжимается домкратами. Сборные бетонные сегменты используются для формирования общей конструкции туннеля [5]. Окружающий грунт поддерживается кожухом щита и сегментами укладки для предотвращения его обрушения во время работы щитовой машины.
Квазипрямоугольная щитовая машина представляет собой новый тип однотоннельных и двухпутных землеройных щитовых машин. По сравнению с круглыми защитными машинами и защитными машинами DOT (двойная О-образная труба), квазипрямоугольная защитная машина улучшает использование пространства и позволяет избежать нагрузки почвы на верхнюю часть защитной машины. По сравнению с прямоугольными щитовыми туннельными конструкциями, квазипрямоугольная щитовая машина может избежать таких проблем, как легкая деформация и сложность сборки. Режущие головки большинства щитовых машин подвергаются большой нагрузке в процессе земляных работ. Несущая способность оказывает серьезное влияние не только на эффективность строительства, но и на его безопасность. Следовательно, необходимо проверить тягу щитового ножа прямоугольной формы.
Режущие головки большинства щитовых машин подвергаются большой нагрузке в процессе земляных работ. Несущая способность оказывает серьезное влияние не только на эффективность строительства, но и на его безопасность. Следовательно, необходимо проверить тягу щитового ножа прямоугольной формы.
За последнее десятилетие было проведено множество исследований для анализа нагрузки и тяги щитовой режущей головки. Хан и др. В работе [6] проанализированы динамические характеристики нагрузки на головку в период работы щита, в которой нагрузка на головку была приближена к нормальному распределению, а распор предполагался зависящим от проникновения и прочности на одноосное сжатие вмещающей породы. Чжан и др. В работе [7] предложен приближенный метод расчета нагрузок, действующих на поверхность раздела буровой головки и грунта уравнительного щита грунта, и разработаны выражения для нормальных и касательных напряжений, действующих на границе проходки между режущей головкой и грунтом. Balci [8] и Dahl et al. [9] предложил метод прямого измерения срока службы щитового ножевого вала и дал некоторые рекомендации по устройству щитового ножа. Лю и др. [10] провели анализ мониторинга на месте и выполнили трехмерный анализ методом конечных элементов механического поведения экранов во время строительства. Ци и др. (2019) проанализировали процесс переноса горной породы щитовой режущей головкой и упором в процессе строительства. Было проведено множество численных исследований по моделированию тяги режущей головки и динамических характеристик щитов [11–13]. Были предложены различные методы измерения и регистрации рабочих параметров щитовой режущей головки [14–16].
[9] предложил метод прямого измерения срока службы щитового ножевого вала и дал некоторые рекомендации по устройству щитового ножа. Лю и др. [10] провели анализ мониторинга на месте и выполнили трехмерный анализ методом конечных элементов механического поведения экранов во время строительства. Ци и др. (2019) проанализировали процесс переноса горной породы щитовой режущей головкой и упором в процессе строительства. Было проведено множество численных исследований по моделированию тяги режущей головки и динамических характеристик щитов [11–13]. Были предложены различные методы измерения и регистрации рабочих параметров щитовой режущей головки [14–16].
2. Режущая головка станка с квазипрямоугольным экраном
2.1. Конструкция квазипрямоугольного щита
Квазипрямоугольный щит был разработан Шанхайским научно-исследовательским институтом туннелей. Его основная конструкция состоит из следующих компонентов: двух круглых режущих головок диаметром 6730 мм (красные на рис.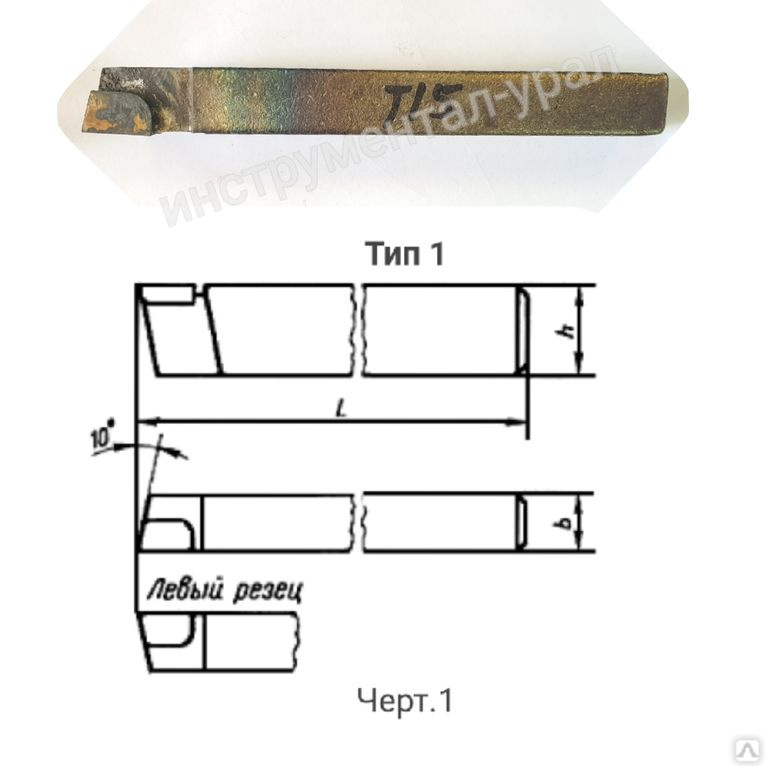 1), эксцентриковой системы ножевой головки (синяя на рис. 1), системы привода режущей головки, системы сброса, оболочковой системы, движителя. система, гидравлическая система, электронная система и так далее. На рис. 1 показана реальная машина с квазипрямоугольным экраном.
1), эксцентриковой системы ножевой головки (синяя на рис. 1), системы привода режущей головки, системы сброса, оболочковой системы, движителя. система, гидравлическая система, электронная система и так далее. На рис. 1 показана реальная машина с квазипрямоугольным экраном.
2.2. Принцип резки квазипрямоугольной защитной машины
Режущая часть этой защитной машины похожа на комбинацию овала и прямоугольника. Принят новый комбинированный метод резки для полной резки всего участка. Две большие режущие головки с Х-образными спицами расположены по обеим сторонам режущей секции, а синяя эксцентриковая режущая головка расположена в центре и расположена в шахматном порядке за большими красными режущими головками. Межцентровое расстояние двух больших режущих головок меньше их диаметра. Скорость вращения режущих головок контролируется программами для поддержания 9Разность фаз 0° для предотвращения столкновения ножевых головок. Расположение эксцентриковой режущей головки предназначено для несрезанной области, куда большие режущие головки не могут добраться для обеспечения резки полного сечения. На рисунках 2 и 3 показано расположение ножевых головок и траектория резки соответственно.
На рисунках 2 и 3 показано расположение ножевых головок и траектория резки соответственно.
2.3. Анализ тяги
В процессе работы щитовая машина подвергается большому лобовому сопротивлению и изначально имеет медленную скорость продвижения. Подъемная тяга, создаваемая двигательной установкой, воздействует на забой туннеля через режущие головки. Поэтому силу реакции от забоя можно рассматривать как внешнюю нагрузку, действующую на резцы, то есть переднюю тягу резцов. Передняя тяга передается на переднюю грудную оболочку через ножевые головки, передающее усилие кольцо или подшипник и т. д. Путь нагрузки от туннельной забоя к грудной оболочке показан на рис. 4.
Для машины со щитом полного сечения специальной формы тяга от цилиндра представляет собой сумму всех сил сопротивления во время ее продвижения вперед. Предполагается, что в процессе работы грунт в грунтовом резервуаре находится в однородном напорном состоянии и обладает хорошей текучестью. Пренебрегая некоторыми малыми частями сил сопротивления, домкратную тягу в идеальном состоянии можно определить следующим образом:
2.
 4. Аналитическая модель тяги режущей головки
4. Аналитическая модель тяги режущей головки
Форма поперечного сечения этого квазипрямоугольного щита показана на рис. 5. Переменные символы и соответствующие геометрические размеры показаны в табл. 1.
На основании рисунка 5 и таблицы 1 и для простоты расчета поперечное сечение этого квазипрямоугольного щита упрощено до комбинации прямоугольника и двух полукругов.
По сравнению с реальной геометрией квазипрямоугольного щита упрощенная геометрия имеет отклонение 1,4% для фронтальной зоны выемки и 1,1% для внешней поверхности. Эти отклонения кажутся очень малыми, и поэтому модель можно использовать для анализа.
На рис. 6 показано упрощенное поперечное сечение экрана. Лобовое сопротивление определяется следующим образом: где K – коэффициент бокового давления грунта, γ – объемная плотность (кН/м 3 ), H – глубина заложения (м), D – диаметр щитовой выемки (м ), а d – ширина участка упрощенного прямоугольника (м).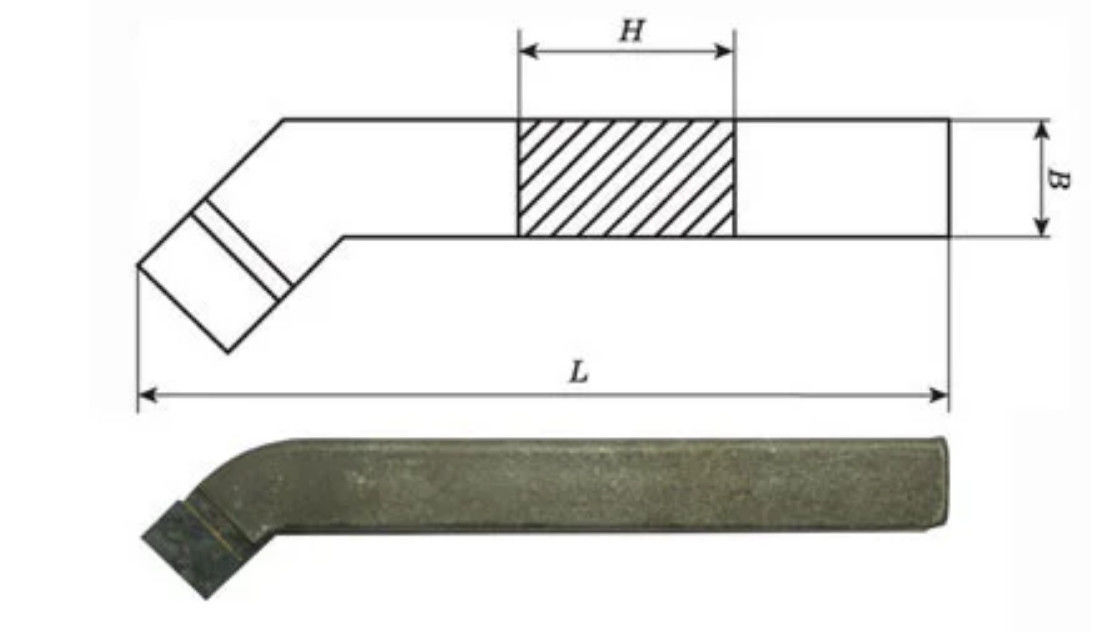
Поверхностное трение щита оценивается с использованием коэффициента трения и давления на поверхность оболочки. Давление грунта на поверхность оболочки щита складывается из двух частей: одной является сопротивление грунта грунту, а другой — собственный вес щита. Схематическая диаграмма распределения давления грунта показана на рисунке 7. На рисунке 7(а) показано давление грунта, создаваемое собственным весом грунта. На рис. 7(б) показано сопротивление грунта собственному весу щита. На рис. 7(в) показана их сумма, то есть полное давление грунта на поверхность оболочки щита.
За исключением собственного веса щита, сила реакции грунта под щитом равна силе реакции над щитом. Согласно теории механики грунта, боковое давление грунта в одной точке грунта равно вертикальному давлению грунта в этой точке, умноженному на коэффициент бокового давления грунта. Следовательно, вертикальное давление грунта и боковое давление грунта в точках А и В на рисунке 6 равны. В этом случае вертикальное давление грунта симметрично, а боковое давление грунта двусторонне симметрично, как показано на рис. 7(а).
7(а).
На рис. 8 вертикальное давление грунта на единицу длины защитной оболочки определяется следующим образом:
Аналогично, боковое давление грунта на единицу длины кожуха показано на рис. 9 и определяется как следует: где K a – коэффициент активного давления грунта.
На основании уравнений (3), (4) и (5) трение между окружающим слоем грунта и оболочкой щита определяется следующим образом: где f — коэффициент трения между оболочкой и грунтом, а L — длина контакта грунта с оболочкой.
Равнодействующая положительного давления на нижнюю поверхность кожуха щита равна собственному весу щита. Следовательно, трение, создаваемое собственным весом щита, можно рассчитать следующим образом:
Общая тяга щита может быть получена путем замены F 1 , F 2 и F 3 в (1) следующим образом:
3. Моделирование усилия режущих головок
3.
 1. Создание модели режущей головки
1. Создание модели режущей головки
Технические параметры исследуемого здесь квазипрямоугольного щита показаны в таблице 2. Однако из-за сложности конструкции щита некоторые детали приходится упрощать. Например, компоненты без упора подшипника удаляются, а некоторые локальные составляющие, такие как скребки, небольшие отверстия и фаски, игнорируются. Кроме того, форма передней части также упрощена. На рис. 10 показана упрощенная модель, использованная при моделировании.
3.2. Параметр Настройка
Физико-механические параметры моделирования для грунта, режущих головок и их взаимодействия приведены в таблице 3, которые получены на основе материалов от режущих головок и информации о грунте на строительной площадке.
3.3. Настройка скорости вращения режущих головок и скорости движения
Различные скорости движения и скорости движения режущей головки устанавливаются для различных условий работы. На основе законов механики при контакте режущих головок с грунтом анализируются влияющие факторы в системе грунт-щит, а также с помощью моделирования анализируется взаимосвязь между резцами и окружающим грунтом для определения значений параметра резания и грунта. деформация. Настройки скорости ножевых головок показаны в таблице 4.
деформация. Настройки скорости ножевых головок показаны в таблице 4.
3.4. Mesh Generation
Упрощенная геометрическая модель экрана и свойства материала импортированы в ANASY Workbench. Трехмерная шестигранная сетка с 20 узлами используется для создания сетки каждого компонента, задействованного в модели, для повышения точности расчетов. Из-за большого размера передней оболочки наименьший размер элемента установлен равным 60 мм. Количество ячеек сетки 399558, количество узлов 1560839. Разделенная модель показана на рисунке 11.
3.5. Граничные условия
Для упрощения анализа методом конечных элементов сделаны следующие допущения: (1) грунт представляет собой однородный линейный изотропный эластомерный материал; (2) равномерное усилие воздействует на поверхность одной режущей головки; и (3) движение щита происходит по прямой линии в нормальном мягком грунте, независимо от отклонения.
Формула расчета фронтальной тяги щита компенсации давления грунта определяется следующим образом: где К — коэффициент бокового давления грунта, γ — насыпная плотность, H — глубина залегания оси щита, D — диаметр выемки щита.
Поскольку передняя тяга пропорциональна площади режущей головки, рассчитывается тяга каждой режущей головки, и соответствующие результаты показаны в таблице 5. . В реальных условиях работы оболочка подвергается действию силы реакции и давления грунта, а конец оболочки соединяется с основным корпусом двигательной установки. Следовательно, окружение оболочки рассматривается как фиксированное ограничение. Модель после применения граничных условий показана на рисунке 12.9.0003
3.6. Результаты моделирования и обсуждение
По сравнению с характеристиками экрана и данными, полученными в результате испытаний на месте, оцениваются эквивалентные напряжения и деформации модели анализа методом конечных элементов. На рис. 13 представлены нефограммы эквивалентных напряжений и деформаций передней части корпуса в рабочем состоянии.
Согласно рис. 13(а), распределение напряжения на грудной пластине почти равномерное, а значение напряжения в большинстве областей составляет от 5 МПа до 45 МПа. Максимальное напряжение возникает в месте соединения оболочки с нижней и средней частями ребра и составляет 208,44 МПа, которое создается за счет концентрации напряжений, вызванных локальным структурным изменением. Материал корпуса Q345 B с пределом текучести 345 МПа. Этот уровень стресса ниже предела текучести. Кроме того, соединение сваривается в процессе фактического производства, чтобы эффективно усилить структурную жесткость и прочность, поэтому оно находится в безопасном диапазоне эластичности. Согласно рисунку 13(б), максимальная деформация нагрудной пластины приходится на центральную область, и ее величина составляет 1,9.984 мм, что довольно мало и соответствует конструктивным требованиям.
Максимальное напряжение возникает в месте соединения оболочки с нижней и средней частями ребра и составляет 208,44 МПа, которое создается за счет концентрации напряжений, вызванных локальным структурным изменением. Материал корпуса Q345 B с пределом текучести 345 МПа. Этот уровень стресса ниже предела текучести. Кроме того, соединение сваривается в процессе фактического производства, чтобы эффективно усилить структурную жесткость и прочность, поэтому оно находится в безопасном диапазоне эластичности. Согласно рисунку 13(б), максимальная деформация нагрудной пластины приходится на центральную область, и ее величина составляет 1,9.984 мм, что довольно мало и соответствует конструктивным требованиям.
По результатам моделирования общая тяга режущей головки пропорциональна напряжению в каждой точке измерения на грудной пластине. Взяв точки A и B на рисунке 13 в качестве примера, соответствующее соотношение между общей тягой и измеренным эквивалентным напряжением показано на рисунке 14. Напряжение в точке измерения явно изменяется и соответствует тяге. Поэтому тягу можно оценить по измеряемому напряжению.
Напряжение в точке измерения явно изменяется и соответствует тяге. Поэтому тягу можно оценить по измеряемому напряжению.
4. Эксперимент по наблюдению за тягой режущей головки
Система режущей головки является ключевым компонентом квазипрямоугольного щита. Силовой режим его очень сложен, когда он эксплуатируется в процессе строительства. Из-за ограничений строительной среды и условий мониторинга прямое измерение силового состояния режущих головок очень затруднено.
4.1. Точка измерения
На основе конечно-элементного анализа и условий земляных работ на площадке окончательно определяются восемь точек измерения, которые показаны на рис. Рис. 13. Остальные шесть точек расположены рядом с эксцентриковым приводом ножевого вала.
Учитывая ограничения окружающей среды и неизвестное направление главных напряжений, для уменьшения помех во время работы используются трехосные 45-градусные тензорезисторы, как показано на рисунке 16.
4.2. Экспериментальные условия
Фактическая тяга щита тесно связана с реальными геологическими условиями.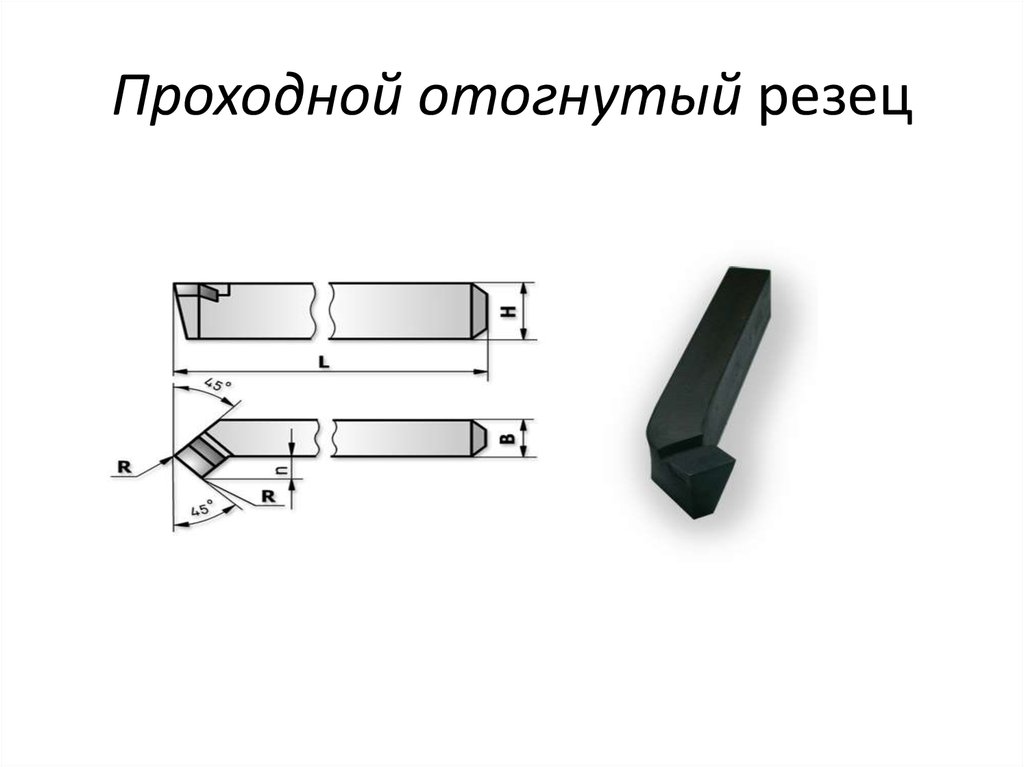 На рис. 17 показаны геологические аспекты строительной площадки при эксплуатации щита. Период измерения показан на рисунке 18.
На рис. 17 показаны геологические аспекты строительной площадки при эксплуатации щита. Период измерения показан на рисунке 18.
Давление грунта в щите определяется с использованием концепции динамического баланса, поэтому трение, воздействующее на оболочку слоя грунта, F 2 , и трение собственного веса щита, F 3 , можно приблизительно считать неизменным в процессе движения, пока система мониторинга собирает данные. Следовательно, изменение напряжения может быть устранено, когда баланс сброшен. Собранные данные представляют собой изменение напряжения от лобового сопротивления щита, F 1 , в процессе движения.
4.3. Анализ экспериментальных результатов
Получено напряженное состояние каждой ключевой позиции в процессе строительства. Рассчитано распределение нагрузки режущих головок, а также получено изменение осевой нагрузки каждой режущей головки в процессе движения.
Кривая деформации, собранная каналами измерительной точки 8 на нагрудной пластине в течение одной минуты, показана на рисунке 19.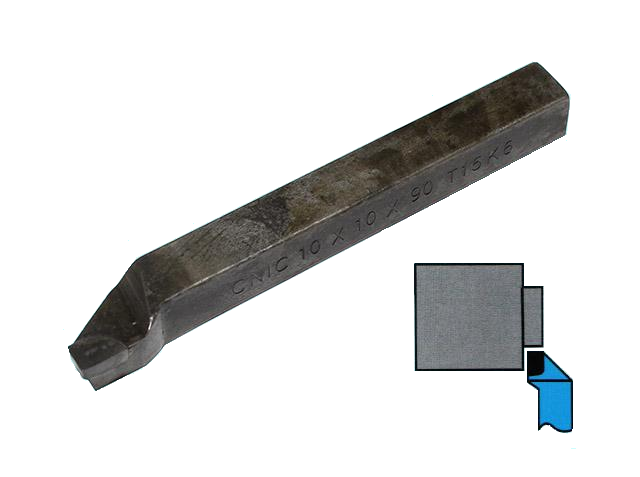 Из рисунка видно, что все деформации имеют одинаковую тенденцию изменения и одинаковое периодическое изменение при вращении угол режущих головок.
Из рисунка видно, что все деформации имеют одинаковую тенденцию изменения и одинаковое периодическое изменение при вращении угол режущих головок.
5. Расчет напряжений на грудной пластине
Главные напряжения и рассчитываются на основе собранных деформаций по следующей формуле: очень мало по сравнению с и . В соответствии с теорией прочности фон Мизеса эквивалентное напряжение можно рассчитать следующим образом:
Эквивалентное напряжение, рассчитанное из (11) для точки измерения 8 в течение одной минуты, взято здесь в качестве примера. Три набора данных из одной и той же точки измерения взаимно проверяются. Среднее значение после отбрасывания аномальных данных принимается за окончательное эквивалентное напряжение в точке измерения.
Кривая изменения эквивалентного напряжения от точки 8 в течение всего эксперимента после взятия среднего значения показана на рисунке 20. Эквивалентное напряжение, которое изменяется от точек измерения на разных этапах, очевидно.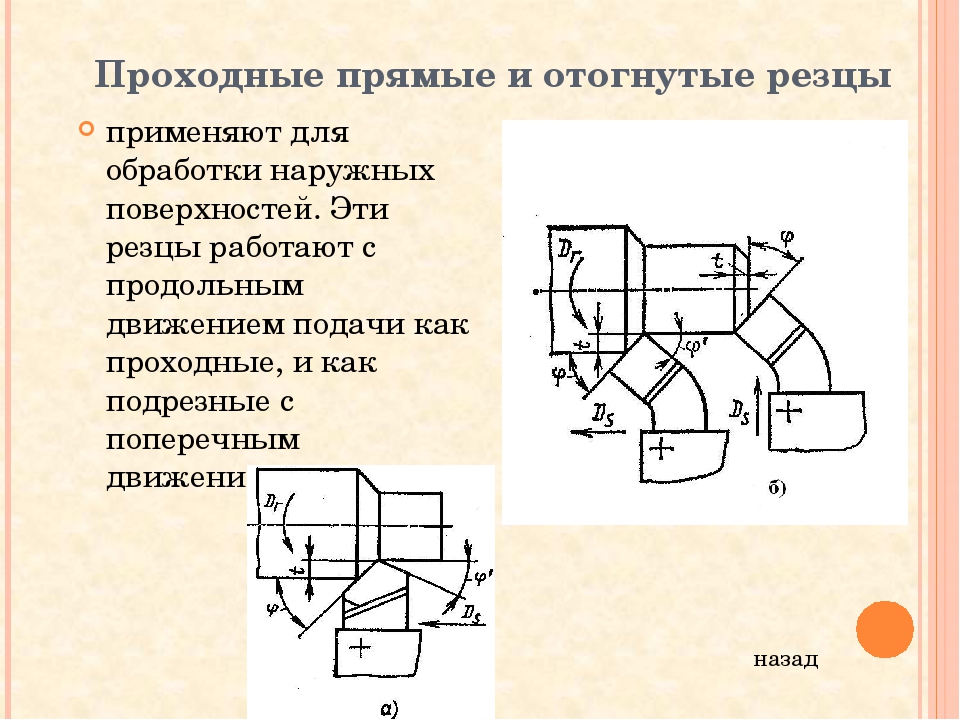 Тенденция изменения такая же, как и у одной из системных тяг.
Тенденция изменения такая же, как и у одной из системных тяг.
Кривая эквивалентного напряжения точки измерения за определенный период времени показана на рисунке 21. Пики и впадины волн меняются в цикле 50 с. Скорость больших режущих головок составляет 1,2 р /мин в этот период. Таким образом, период колебаний напряжения в точке измерения соответствует периоду вращения режущей головки.
6. Суммарная тяга режущей головки
На основе соотношения периодов, описанного выше, для получения среднего значения тяги выбирается один цикл продолжительностью 50 секунд. Рассчитанное эквивалентное напряжение подставляется в соотношение напряжение-распор. Кривая изменения общей передней тяги в реальном рабочем процессе получена с использованием метода интерполяции, как показано на рисунке 22. Расчетное изменение общей тяги согласуется с зарегистрированными фактическими экспериментальными условиями. Таким образом проверяется правильность расчетных результатов.
Согласно литературным исследованиям и опыту строительства щитов в Китае и за рубежом, лобовое сопротивление щита составляет от 27% до 50% от общей тяги. Удельное значение лобового сопротивления колеблется и не может быть определено на месте. Однако диапазон полной тяги можно получить исходя из общей тяги системы. Расчетные данные и измеренные данные системы мониторинга в течение локального периода сравниваются, как показано на рисунке 23. Известно, что фактическая тяга находится в пределах этого диапазона, и расчетные данные кажутся разумными.
Удельное значение лобового сопротивления колеблется и не может быть определено на месте. Однако диапазон полной тяги можно получить исходя из общей тяги системы. Расчетные данные и измеренные данные системы мониторинга в течение локального периода сравниваются, как показано на рисунке 23. Известно, что фактическая тяга находится в пределах этого диапазона, и расчетные данные кажутся разумными.
7. Распределение тяги каждой режущей головки
По сравнению с экспериментальными данными за тот же период тяга верхней эксцентриковой режущей головки меньше, чем у нижней эксцентриковой режущей головки. На основании распределения точек измерения точки 4, 5 и 6, расположенные в нижней эксцентриковой режущей головке, соответствуют соответственно точкам 1, 2 и 3, расположенным в верхней эксцентриковой режущей головке. Тяговооружённости этих точек рассчитаны и показаны в таблице 6.
В экспериментальных данных тяга (напряжение) на нижней эксцентриковой режущей головке примерно в 1,8 раза больше, чем на верхней эксцентриковой режущей головке.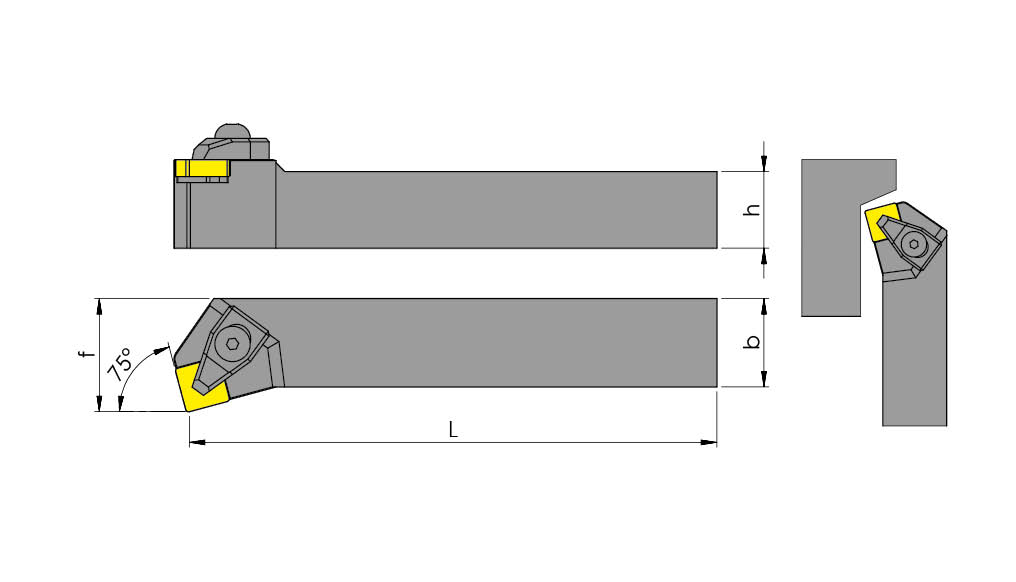
Соотношение тяги и соответствующее соотношение между общей тягой и тягой большой режущей головки. На основе измеренных данных системы мониторинга можно рассчитать тягу каждой режущей головки в экспериментальный период. Эти усилия показаны на рис. 24, где усилие большой режущей головки представляет собой результирующую силу левой и правой больших режущих головок.
8. Заключение
В данной статье исследуются характеристики и производительность режущих головок в квазипрямоугольном щите. Получены и проанализированы нефограммы напряжения и нефограммы усилия режущих головок в рабочем состоянии. Максимальное напряжение и смещение режущих головок соответствуют конструктивным требованиям. При этом эквивалентное напряжение линейно связано с движущей силой.
В процессе строительства рабочие данные ключевых точек получают путем измерения на месте. Общая тяга и распределение тяги каждой режущей головки рассчитываются на основе эквивалентных напряжений в точках измерения.
В этом документе содержится справочная информация по конструктивному исполнению защитной режущей головки и оценке режущей головки в различных условиях работы. Осевое напряжение режущей головки щита может быть получено по данным измерений на месте. Систему обнаружения напряжений можно использовать для оценки усилия щита и своевременной обратной связи по усилию режущей головки, чтобы обеспечить безопасность персонала и имущества во время строительства туннеля.
Доступность данных
Данные, использованные для поддержки результатов этого исследования, включены в статью.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Авторы признательны за финансовую поддержку, полученную от Национального фонда естественных наук Китая (№№ 11972203 и 11572162), 47-го Научно-исследовательского фонда вернувшихся ученых Министерства образования Китая, Фонда естественных наук провинции Чжэцзян (LY13A020007). ), Ningbo Rail Transit (JS-00-SG-17003) и KC Wong Magna Fund в Университете Нинбо.
Copyright © 2021 Yaohong Zhu et al. Это статья с открытым доступом, распространяемая в соответствии с лицензией Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Силы роликового резака | Журнал Общества инженеров-нефтяников
Skip Nav Destination
01 марта 1970 г.
CR Peterson
SPE J. 10 (01): 57–65.
Номер бумаги:
SPE-2393-PA
https://doi.org/10.2118/2393-PA
- Разделенный экран
PDF
Цитировать
- Посмотреть эту цитату
- Добавить в менеджер цитирования
Делиться
- Твиттер
- MailTo
Получить разрешения
Поиск по сайту
Citation
Peterson, CR. «Силы роликовой резки». SPE J. 10 (1970): 57–65. doi: https://doi.org/10.2118/2393-PA
«Силы роликовой резки». SPE J. 10 (1970): 57–65. doi: https://doi.org/10.2118/2393-PA
Скачать файл цитаты:
- Ris (Zotero)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- RefWorks
- Бибтекс
панель инструментов поиска
Расширенный поиск
Abstract
Описана экспериментальная методика, в которой измеряются три составляющие силы, в то время как типичная зубчатая фреза прокатывается по прямой линии по образцу горной породы. Методика включает в себя достижение стационарного состояния, при котором усредненная по объему проходка коррелируется со средней силой при проходке коррелируется со средней силой при съеме нескольких слоев с поверхности породы. Измеряются усилия простой прокатки и косой прокатки. Резец был искусственно затуплен для некоторых измерений. Удивительно мало различий в требованиях к силе. Предлагается качественное объяснение. Требуемая нормальная сила существенно снижается при перекосе резца. Представлено теоретическое описание снижения силы, показывающее разумное согласие с наблюдаемым поведением с точки зрения радиуса фрезы, ширины зуба, заглубления и угла наклона. угол проникновения и перекоса
Резец был искусственно затуплен для некоторых измерений. Удивительно мало различий в требованиях к силе. Предлагается качественное объяснение. Требуемая нормальная сила существенно снижается при перекосе резца. Представлено теоретическое описание снижения силы, показывающее разумное согласие с наблюдаемым поведением с точки зрения радиуса фрезы, ширины зуба, заглубления и угла наклона. угол проникновения и перекоса
Введение
Зубчатые роликовые фрезы уже давно используются на трехшарошечных долотах, и они широко используются на расточных станках. Тем не менее, конструктор расточных станков по-прежнему сталкивается с нехваткой достоверной проектной информации о производительности таких фрез. Например, каковы отношения между тягой, мощностью и скоростью проникновения? Как на эти отношения влияют свойства породы и конфигурация резцов? Хотя представленные здесь данные дают ответы на более конкретные вопросы, чем упомянутые выше, эти данные необходимы для решения более широких вопросов. Эта работа ограничивается одним типом зуба, типичным для клиновидных стальных зубьев, используемых для средних пород. Был протестирован ограниченный набор типов горных пород; это, в сочетании с экстремальной изменчивостью буримости горных пород, делает данные ограниченно полезными для прогнозирования скорости проходки. Но проектировщик должен прогнозировать скорость проникновения. Но проектировщик должен ответить на вопросы даже более важные, чем прогнозирование абсолютной скорости проходки. Например, прогнозирование абсолютной скорости проходки. Например, нормальная сила резца обычно известна с точки зрения усилия, которое должно быть приложено к режущей головке. Какой крутящий момент или мощность необходимы для вращения режущей головки? Для ответа нужно знать только отношение нормальной силы к касательной или силе качения. Это соотношение можно оценить по имеющимся данным. Вариации этого соотношения относительно одной породы относительно другой достаточно малы, так что, не имея более конкретной информации, эти данные могут дать хотя бы грубые проектные оценки для других пород.
Эта работа ограничивается одним типом зуба, типичным для клиновидных стальных зубьев, используемых для средних пород. Был протестирован ограниченный набор типов горных пород; это, в сочетании с экстремальной изменчивостью буримости горных пород, делает данные ограниченно полезными для прогнозирования скорости проходки. Но проектировщик должен прогнозировать скорость проникновения. Но проектировщик должен ответить на вопросы даже более важные, чем прогнозирование абсолютной скорости проходки. Например, прогнозирование абсолютной скорости проходки. Например, нормальная сила резца обычно известна с точки зрения усилия, которое должно быть приложено к режущей головке. Какой крутящий момент или мощность необходимы для вращения режущей головки? Для ответа нужно знать только отношение нормальной силы к касательной или силе качения. Это соотношение можно оценить по имеющимся данным. Вариации этого соотношения относительно одной породы относительно другой достаточно малы, так что, не имея более конкретной информации, эти данные могут дать хотя бы грубые проектные оценки для других пород.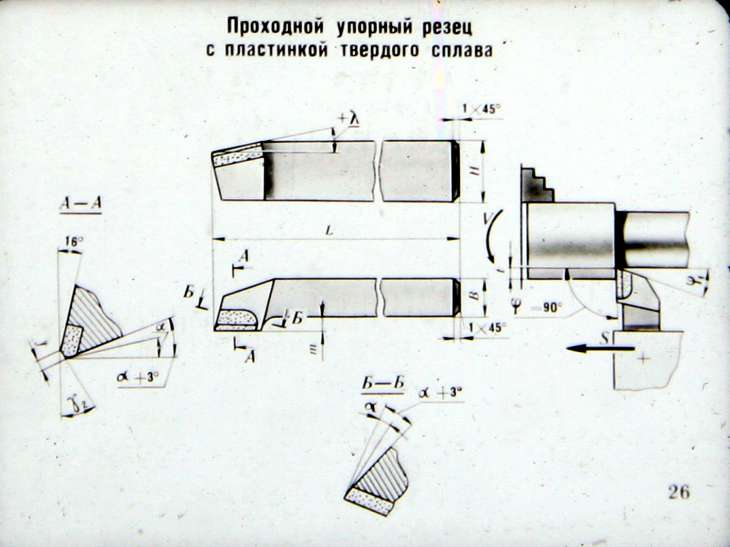 Трехконусные долота для мягких и средних пород обычно имеют перекошенные режущие элементы, которые обеспечивают «выдалбливание и соскабливающее действие». Каким бы ни было объяснение, косые резцы действительно обеспечивают повышенную скорость бурения или, при заданной скорости бурения, меньшую требуемую тягу. Насколько мне известно, косые режущие элементы на расточных станках не использовались. Если бы они были, нагрузка на подшипник могла бы быть уменьшена при заданной скорости проходки, или, наоборот, можно было бы получить повышенную скорость проходки при той же скорости проходки при той же нагрузке на подшипник. Конечно, на подшипник фрезы действует боковая нагрузка, и это необходимо предусмотреть. Что касается усилия прокатки, то конструктору действительно нужно только отношение боковой нагрузки к нормальной. Настоящие данные показывают, что это соотношение совершенно не зависит от типа породы. Величина снижения силы, которую можно ожидать при использовании косых резцов, также представляет интерес.
Трехконусные долота для мягких и средних пород обычно имеют перекошенные режущие элементы, которые обеспечивают «выдалбливание и соскабливающее действие». Каким бы ни было объяснение, косые резцы действительно обеспечивают повышенную скорость бурения или, при заданной скорости бурения, меньшую требуемую тягу. Насколько мне известно, косые режущие элементы на расточных станках не использовались. Если бы они были, нагрузка на подшипник могла бы быть уменьшена при заданной скорости проходки, или, наоборот, можно было бы получить повышенную скорость проходки при той же скорости проходки при той же нагрузке на подшипник. Конечно, на подшипник фрезы действует боковая нагрузка, и это необходимо предусмотреть. Что касается усилия прокатки, то конструктору действительно нужно только отношение боковой нагрузки к нормальной. Настоящие данные показывают, что это соотношение совершенно не зависит от типа породы. Величина снижения силы, которую можно ожидать при использовании косых резцов, также представляет интерес.