Производство гнутого швеллера: Гнутый швеллер стальной равнополочный — производство и поставка
Содержание
Производство гнутого швеллера завод изготовитель цена телефон
Производство гнутого швеллера
Сертифицированное ТУ
Производство гнутого швеллера завод изготовитель
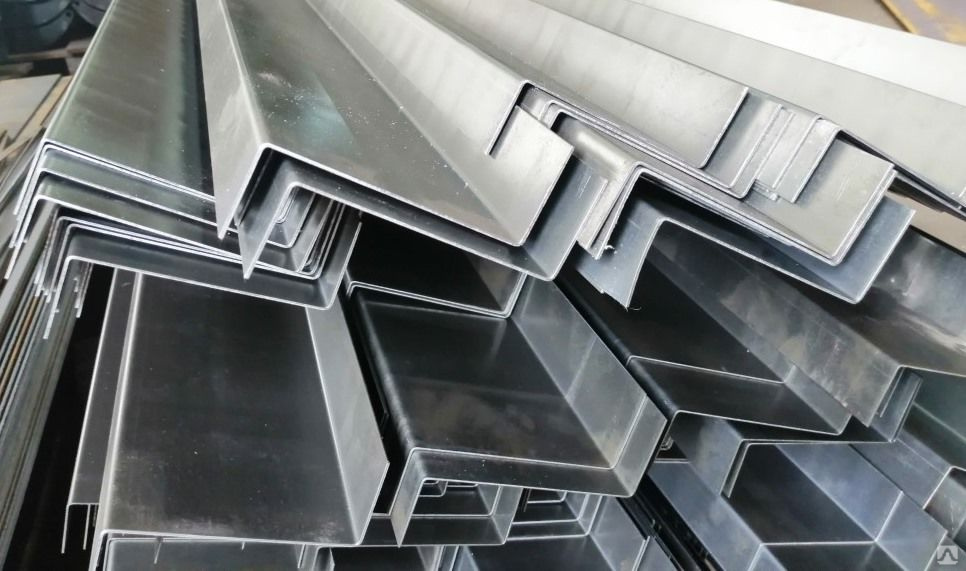
Компания «Металлоторг» осуществляет производство и продажу стального гнутого швеллера. Подобные изделия имеют сечение в форме буквы П и производятся по собственным техническим условиям, ТУ. Гнутый швеллер разделяется по качеству профилирования на повышенную, высокую и обычную точность.
Производство изделия осуществляется на специальном оборудовании, представляющем собой гибочные станы. Также используется технология холодного профилирования листовой стали в рулонах, чаще называемой штрипсом. Профилирование может быть поштучным или непрерывным. В последнем случае, швеллер разрезается по размеру после завершения формовки металла, а в первом эта процедура осуществляется предварительно.
Все марки горячекатаного швеллера имеют числовое обозначение, выражающее высоту в сантиметрах. У гнутого швеллера также указываются толщина металла, высота и размер полок. Прокатные изделия и гнутые имеют соответствие, с которым можно ознакомиться на официальном сайте АО «Металлоторг». Все размеры устанавливаются государственным стандартом. Швеллер имеет размер в длину не менее 3-х и не более 11,8 метра. При необходимости, показатель можно увеличить до 12 метров. Благодаря получению изделий нужного размера, клиенту удается сэкономить на покупке и резке металла, а также избавиться от проблемы с удалением отходов при строительстве. Постоянно в наличии во всех филиалах компании можно найти гнутые швеллеры размером 6 и 12 метров. Высота изделия может составлять от 4-х до 25-и сантиметров, а ширина от 3,2 до 12,5 см. Основным отличием гнутого швеллера от прокатного является практически одинаковая толщина стенки по всей конструкции. При производстве используется сталь низколегированного, углеродистого или конструкционного типов. В случае, если изделие будет подвержена условиям сильного мороза, лучше подбирать специальные марки швеллеров, например, 09Г2С.
У гнутого швеллера также указываются толщина металла, высота и размер полок. Прокатные изделия и гнутые имеют соответствие, с которым можно ознакомиться на официальном сайте АО «Металлоторг». Все размеры устанавливаются государственным стандартом. Швеллер имеет размер в длину не менее 3-х и не более 11,8 метра. При необходимости, показатель можно увеличить до 12 метров. Благодаря получению изделий нужного размера, клиенту удается сэкономить на покупке и резке металла, а также избавиться от проблемы с удалением отходов при строительстве. Постоянно в наличии во всех филиалах компании можно найти гнутые швеллеры размером 6 и 12 метров. Высота изделия может составлять от 4-х до 25-и сантиметров, а ширина от 3,2 до 12,5 см. Основным отличием гнутого швеллера от прокатного является практически одинаковая толщина стенки по всей конструкции. При производстве используется сталь низколегированного, углеродистого или конструкционного типов. В случае, если изделие будет подвержена условиям сильного мороза, лучше подбирать специальные марки швеллеров, например, 09Г2С.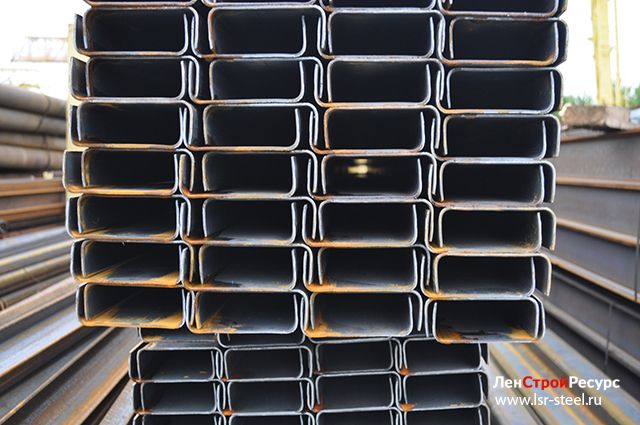
Производство гнутого швеллера по сертифицированному ТУ
Помимо вышесказанного, основным отличием холоднокатаного изделия является наличие более точных размеров и сглаженных кромок. Во время изготовления, гнутый швеллер проходит дополнительные процедуры по устранению дефектов, обработке, что в результате дает качественный результат и презентабельный внешний вид. Холоднокатаный вариант ощутимо легче, чем горячекатаный, поэтому выгоднее экономически, ведь уровень прочности находится на таком же уровне. Чаще всего гнутый швеллер используется в конструкциях, которые не подвержены серьезной нагрузке. Благодаря меньшей массе, работать с гнутым швеллером проще и легче. Использование таких изделий в несущих конструкциях намного выгоднее, чем горячекатаных.
Используется гнутый швеллер в сферах строительства, изготовления металлических изделий, обустройстве интерьера, установки дверей и ворот, обустройства ландшафта, при производстве поездов, автомобилей и систем коммуникаций.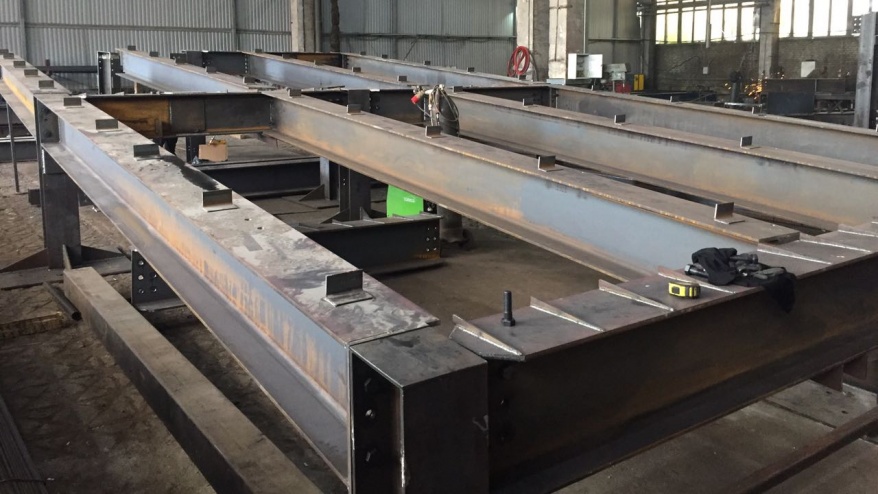
Производство холоднокатаных изделий производится в филиалах АО «Металлоторг», расположенных в городах Угли и Лобня, а также в округах вне столичного региона, таких как Краснодарский Край, Поволжье и другие.
Приобрести подобный товар можно на любой металлобазе компании, предварительно оформив заказ на осуществление доставки и заплатив за изделия. Узнать все подробности процедуры покупки, точную стоимость и иную важную информацию можно у менеджеров организации в ближайшем офисе. АО «Металлоторг» гарантирует, что на складах имеется достаточное количество нужного товара, или же он попросту будет доставлен с другого филиала. Вся продукция, представленная в прайс-листах, проходит процедуру сертификации и имеет высокий уровень качества.
Производство швеллера гнутого цена в Новосибирске
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Швеллер гнутый 25х30х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х20х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 38х95х2,5 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 25х26х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х40х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х30х2,5 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х40х2,5 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 300х100х8 мм ст.
В нашей компании можно купить швеллер гнутый ст. 09Г2С в любом количестве. Данная продукция изготавливается из конструкционной стали, имеет неограниченную свариваемость. Она находит широкое применение в промышленном и гражданском строительстве. | т | 95000 ₽ 9500095000 ₽ / т | В наличии | ||
Швеллер гнутый 30х25х3 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х30х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 30х30х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 200х180х6 мм ст.
В процессе сооружения каркасных зданий и возведении перегородок в строительной отрасли активно используется швеллер гнутый ст. 3сп / 3пс, отличающийся надежностью и долговечностью. Наша компания поможет купить прокат партиями любых объемов. | т | 90000 ₽ 9000090000 ₽ / т | В наличии |
 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83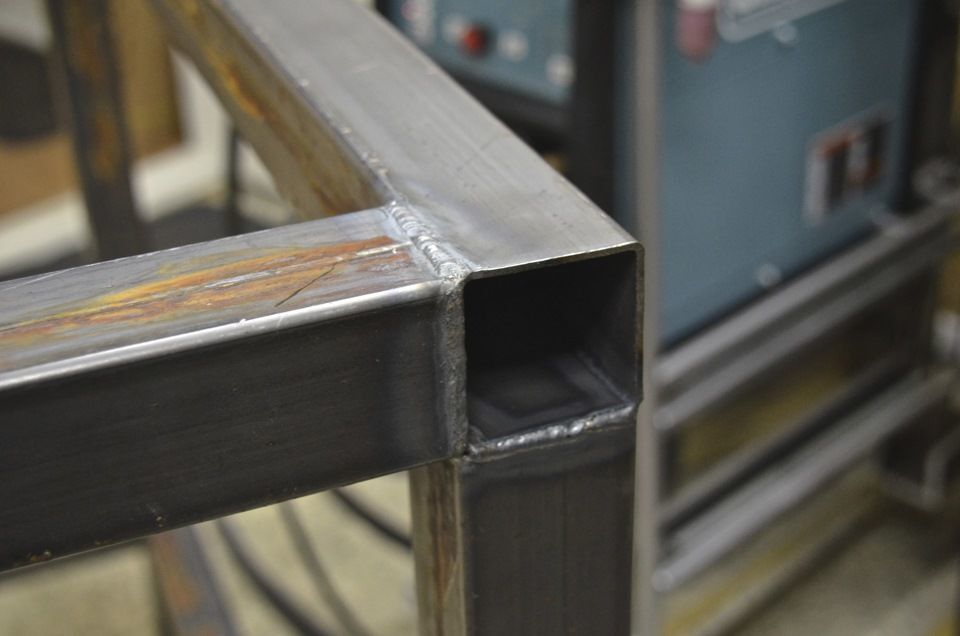 09Г2С ГОСТ 8278-83
09Г2С ГОСТ 8278-83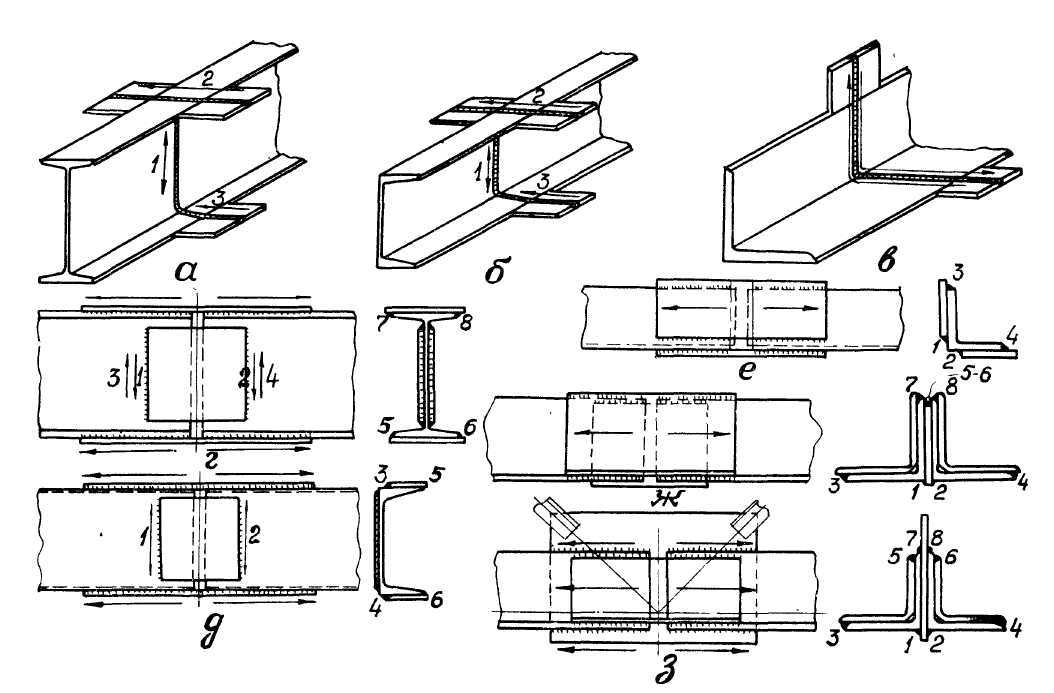 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83Производство швеллера гнутого
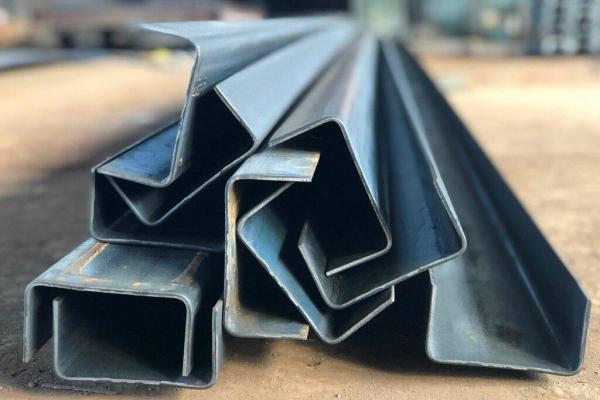
Компания изготавливает и реализует швеллер стальной гнутый равнополочный любых, предусмотренных нормативами размеров. Продукция изготавливается в соответствии с требованиями ГОСТов и ТУ, проходит контроль качества и приемосдаточные испытания. Прокат реализуется розничными и оптовыми партиями, по лучшим ценам на рынке, с доставкой на объект заказчика.
Продукция изготавливается в соответствии с требованиями ГОСТов и ТУ, проходит контроль качества и приемосдаточные испытания. Прокат реализуется розничными и оптовыми партиями, по лучшим ценам на рынке, с доставкой на объект заказчика.
Применение
Швеллер гнутый равнополочный обладает высокой прочностью. Выбор марки стали нормирует химический состав и физические свойства, показатели свариваемости, устойчивость к коррозии и т.д. Широко применяется в строительстве и для инженерных металлоконструкций, востребован в различных видах производств, автомобильной промышленности, выпуске железнодорожных вагонов, судостроении, поставляется на экспорт.
Описание и основные характеристики
Продукция изготавливается из заготовок холоднокатаной и горячекатаной, углеродистой, низколегированной, а также конструкционной стали. Обработка заготовок осуществляется на профилегибочных станках. Швеллер гнутый сортамент, возможные конструктивные размеры и допустимые отклонения от них, марки стали, правила производства указаны в нормативах.
Точность производства может быть обычной, повышенной, высокой, соответственно, продукция имеет стандартную или повышенную категорию качества. Швеллера гнутого размеры могут составлять от 25 мм до 410 мм по ширине, от 26 мм до 150 мм по высоте стенки, от 2 мм до 8 мм по толщине металла. Вес гнутого швеллера (один погонный метр) составляет от 1,09 кг до 24,38 кг. Дополнительно могут осуществляться различные виды механической, химической и термической обработки. Производится обработка шлаками, вакуумирование, продувка аргоном и другие технологические операции, которые улучшают эксплуатационные характеристики и свойства продукции.
Выпускается и поставляется отрезками немерной, мерной и кратной мерной длины, от 3 м до 11,8 м. Можно заказать резку в точный размер, нанесение консервирующего состава и другие дополнительные услуги.
Вся продукция проходит приемку ОТК и комплекс приемосдаточных испытаний. Составляется и наносится маркировка. В условном обозначении указаны основные характеристики, применяемый стандарт, данные о производителе и номере партии.
Стоимость и оформление заказа
Швеллер гнутый купить по наиболее низкой стоимости, а также заказать изготовление партии требуемого объема, можно через менеджеров компании. Звоните по указанным на сайте номерам контактных телефонов или отправляйте запрос по электронной почте. Специалисты предоставят необходимые консультации, помогут определиться с выбором и расчетом количества, примут заказ на изготовление. На швеллер гнутый цена формируется с учетом конструктивных размеров, особенностей производства и видов дополнительной обработки. Принимаем оплату по безналичному расчету и наличными, есть скидки на крупных объемах и для постоянных клиентов. Обеспечиваем индивидуальный подход к каждому заказчику, учитываем все требования и пожелания. Специальные условия для крупных производств и строительных компаний.
U-Channel, J-Channel и Metal Channel :: Johnson Brothers :: Metal Forming Co.
Таблица стандартных размеров — недавно выпущенные каналы U и J
Посмотреть дополнительные каналы здесь:
Каналы |
C-канал и
Коробка Канал |
Канал для шляп |
Распорные каналы |
Разные каналы
U-канал и J-канал — Описание канала
Johnson Brothers имеет долгую историю производства U-образных и J-образных каналов.

Johnson Bros производит U-образные и J-образные каналы с 1948 года. Это включает в себя формование металлов с использованием всех металлов, включая:
|
|
Johnson Bros предлагает множество различных покрытий (гладких или предварительно обработанных) для металлических каналов, включая:
|
|
Johnson Bros предлагает множество типов каналов U и J, в том числе:
|
|
Свяжитесь с нами сегодня, чтобы узнать цену на наши алюминиевые U-образные каналы, алюминиевые J-образные каналы,
U-образные каналы из нержавеющей стали, J-образные каналы из нержавеющей стали и все другие металлические U-образные и J-образные каналы.
U-образный и J-образный каналы — размеры канала
Толщина и длина каналов
Толщина U-образных и J-образных каналов
Johnson Bros может варьироваться от 0,003 дюйма до 0,150 дюйма. На твердом алюминии толщиной 1/4 и 1/2 толщина может достигать 0,250 дюйма. Многие различные металлы с предварительно нанесенным декоративным покрытием обычно не рекомендуются, когда требуется толщина более 0,030 дюйма, если только не может быть больше обычного радиуса угла. использовал. Однако можно использовать некоторые покрытия толщиной до 0,125 дюйма, такие как предварительно обработанное горячеоцинкованное покрытие. Для большинства размеров доступны стандартные инструменты. толщина, ножки могут иметь наружный диаметр до 5,5 дюймов в высоту, а ширина перемычки может достигать 19″ Наружный диаметр в ширину. При максимальной толщине до 0,156 дюйма опоры могут иметь внешний диаметр до 4 дюймов в высоту, а ширина перемычки может достигать 14 дюймов в диаметре. широкий. Алюминиевые U-образные и алюминиевые J-образные каналы имеют большую максимальную толщину.
Некоторые дополнительные затраты на инструменты могут потребоваться для: специальных угловых радиусов, бронзы Amco, необходимой для полированной нержавеющей стали, на которую не разрешается наносить защитное съемное ПВХ-покрытие, ножек, изогнутых более или менее 90 градусов, и других более сложных форм. требования.
Длина может составлять от 3 дюймов до 40 футов с жесткими допусками. В один заказ на поставку можно включить множество различных длин.
Канал U и Канал J — Процесс производства канала
Современное производство обеспечивает высочайшее качество каналов U и J.
Изготовление
Extra Inline во время профилирования часто является частью производственного процесса для U-образных и J-образных каналов, например:
|
|
 д.)
д.)Модернизированные U-образные и J-образные штампы
Во многих ситуациях наше модернизированное поточное изготовление штифтов может включать в себя множество операций штамповки, которые раньше были только операцией летающей отрезной штамповки. Наши встроенные штампы для постобработки теперь могут выполнять всю пробивку отверстий и другие необходимые надрезы, которые в прошлом выполнялись в операции предварительной пробивки. Это уменьшает количество требуемых штампов, обеспечивает более строгие допуски в местах надрезов без искажения, которое могло бы произойти, если бы оно было изготовлено с помощью пресса для предварительной штамповки, а затем изогнуто в U-образный или J-образный канал. Сложные встроенные ускорители летающих штампов и усилители штампов, использующие системы измерения длины с жесткими допусками в прессах для пост- и предварительной штамповки, имеют решающее значение для жестких допусков, более высокой скорости, встроенного производства. Die Accelerator позволяет выполнять до 12 различных функций в одной и той же матрице и может одновременно управлять прессами для предварительной и последующей штамповки/отрезки.
Die Accelerator позволяет выполнять до 12 различных функций в одной и той же матрице и может одновременно управлять прессами для предварительной и последующей штамповки/отрезки.
U-образные и J-образные каналы
можно использовать для различных целей.
U-каналы и J-каналы используются почти во всех отраслях промышленности для любых возможных применений, например, в этом кратком обзоре других терминов канала:
|
|
 (Однако многие другие стили гнутых профилей имеют такие же описания.)
(Однако многие другие стили гнутых профилей имеют такие же описания.)Канал U и Канал J — Инструменты и затраты
Стандартный инструмент для U-образного и J-образного каналов с опорами под углом 90 градусов
очень распространены и редко связаны с какими-либо затратами на инструменты, если они соответствуют
наши минимальные требования к заказу составляют 2000 футов, за исключением предсерийных образцов.
Можно договориться о меньшем количестве с оплатой лота. Наша рулонная матрица и выпрямитель
Инструменты регулируются и могут быть легко заменены или добавлены бесплатно. Наш
Инструмент для обрезки в линию имеет меньшие недорогие пластины, которые делают любой инструмент, который
нам, возможно, придется сделать (что бывает редко), очень недорого, и чаще всего это бесплатно.
У Johnson Bros. даже есть регулируемые роликовые штампы, которые могут
внутри или снаружи ног на этих U-каналах и J-каналах. J-каналы и U-каналы
кроме 9Изгибы под углом 0 градусов с опорами, наклоненными внутрь или наружу, могут потребовать очень мало дополнительных инструментов или совсем не требовать их, так как большая часть используемого инструмента состоит из обычного набора инструментов для канала изгиба под углом 90 градусов и стандартных роликов для подгибки. Кромки обычно имеют размер 0,250–0,125 дюйма, а иногда и меньше.
Кромки обычно имеют размер 0,250–0,125 дюйма, а иногда и меньше.
U-образный и J-образный высокоскоростной профилегибочный станок
Компания Johnson Brothers предлагает высокоскоростное профилирование. Большие допуски по длине позволяют ускорить производство; однако наша модернизированная система контроля длины также обеспечивает нормальную скорость производства с жесткими допусками. Допуски на ножках и перемычке +/- 0,032 обычны для +/- 0,005, а иногда возможны и меньше. Высокоточные роликовые выпрямители и усилители штампов позволяют получать очень прямые детали без перегибов в результате операции обрезки.
Канал U и Канал J — Минимальные заказы
Минимальный заказ, как правило, составляет 2000 футов и более, так как детали производятся на заказ, а не хранятся в виде списка запасов, из которого можно выбирать на полке. Исключения могут быть сделаны для требований к образцам, выпусков общих заказов или для других уникальных обстоятельств.
Свяжитесь с нами сегодня, чтобы узнать цену на наши алюминиевые U-образные каналы,
Алюминиевые J-образные каналы и все другие металлические U-образные и J-образные каналы.
Чтобы увидеть больше наших продуктов, пожалуйста, смотрите информацию в нашем каталоге.
Детали изготавливаются на заказ, а запасы на складе сохраняются только для выпусков крупных объемных заказов. Существующие образцы могут быть доступны или недоступны. Возможны прототипы для крупных заказов.
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | | PDF | | ||||
PDF | |
Твитнуть |
Минимальный фланец, радиус изгиба и доступ к инструментам
Рисунок 1a
Плоский шаблон требует предсказания поведения материала при его изгибе.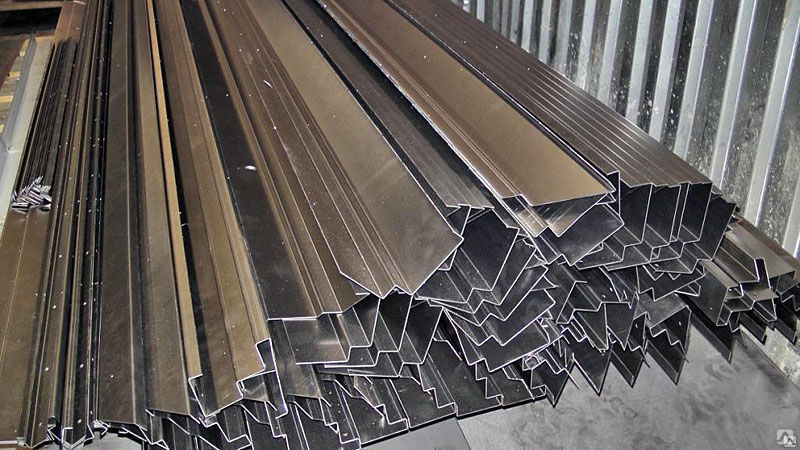 Прорезь — это воздушный зазор, оставленный режущим инструментом. Для штамповки требуется ширина пропила, равная толщине материала.
Прорезь — это воздушный зазор, оставленный режущим инструментом. Для штамповки требуется ширина пропила, равная толщине материала.
Читатель недавно попросил совета по использованию 3-D CAD для проектирования деталей из листового металла. Подводя итог рекомендации этого месяца: поймите, как изгибается листовой металл.
Мы предлагаем несколько деталей оборудования для гибки, которые могут быть неизвестны тем, кто находится за пределами фабрики:
- Некоторые конструкции из листового металла могут быть изготовлены только на фальцевальном станке.
- Многие конструкции из листового металла можно гнуть только с помощью листогибочного пресса.
- Кроме того, некоторые изделия из листового металла могут быть изготовлены только путем штамповки или чеканки с помощью специального инструмента на штамповочном прессе.
Фальцевальные машины, также известные как фальцевальные тормоза, коробчатые тормоза и дисковые тормоза, зажимают заготовку из листового металла на неподвижной станине и поворачивают юбку тормоза, как лист на петле, для создания изогнутого фланца. Папки более распространены в архитектурных, декоративных и воздуховодных профессиях. («Сгибание вверх и вниз, переворачивание не требуется», FABRICATOR , июль 2008 г., содержит дополнительную информацию о технологии складывания. Историю можно найти на сайте thefabricator.com по адресу www.thefabricator.com/article/folding/bending-up-and-down-no-flipping-required. убедиться, что оборудование доступно для производства предполагаемой конструкции.
Папки более распространены в архитектурных, декоративных и воздуховодных профессиях. («Сгибание вверх и вниз, переворачивание не требуется», FABRICATOR , июль 2008 г., содержит дополнительную информацию о технологии складывания. Историю можно найти на сайте thefabricator.com по адресу www.thefabricator.com/article/folding/bending-up-and-down-no-flipping-required. убедиться, что оборудование доступно для производства предполагаемой конструкции.
Независимо от используемого оборудования листовой металл имеет характеристики во время гибки, которые будут очевидны в конечном продукте:
- Листовой металл растягивается при изгибе. Он может растрескиваться, а не растягиваться, в зависимости от нескольких переменных, включая применяемую оснастку и направление микрозерен материала.
- Если не используется специальный инструмент, внутренний радиус, вероятно, будет варьироваться от партии к партии или от цеха к цеху. Его часто регулируют, чтобы компенсировать вариации плоского бланка.

- Листовой металл обладает памятью и должен быть перегнут, чтобы достичь желаемого — неограниченного — угла изгиба.
Время растяжения: возьмите плоскую компоновку
Плоская компоновка, показанная на рис. 1a , представляет собой прогноз того, как будет выглядеть готовая деталь, показанная на рис. 1b , до того, как она будет сгибаться. Разработчики деталей из листового металла должны уделять большое внимание их плоской компоновке. В то же время проектировщики должны понимать, что производители будут корректировать плоскую компоновку в соответствии с непосредственными обстоятельствами, такими как доступные инструменты, оборудование и материалы.
Плоское планирование со стороны проектировщика может привести к лучшему дизайну разрезов при планировании внутренних выступов и фланцев. Расчетная ширина пропила, вероятно, будет определять, можно ли штамповать деталь, вырезать лазером или вырубать/вырезать из листового материала.
Вот совет САПР: ширина пропила по умолчанию равна толщине материала. Этот совет важен для перфорированных деталей. Меньшая ширина пропила, равная режущему отверстию, практична для деталей, вырезанных лазером или гидроабразивной резкой.
Точная плоская планировка помогает при планировании материалов и оценке затрат. Планирование материалов позволяет прогнозировать экономичный объем заказа (EOQ), как описано в части II этой серии. Пример раскладки плоских деталей показан на Рисунок 1с.
С одной стороны, плоские макеты обычно создаются одним нажатием кнопки в 3D CAD — это очень просто. С другой стороны, плоские макеты с точностью более сложны в изготовлении. Инструмент, используемый в тормозе, оказывает большое влияние на то, как материал растягивается при изгибе. Различия в толщине материала и скорости оборудования влияют на то, как заготовка будет реагировать на инструменты.
Вот еще один совет по САПР: в нестандартной ситуации, когда точность плоского макета имеет решающее значение для дизайна и функционирования продукта, специалист по САПР должен быть хорошо информирован о конкретном производственном процессе.
Рисунок 1b
Деталь в этом примере имеет внутренние выступы, перекрывающиеся углы и вырезы для снятия напряжения сгиба. Его плоская структура показана на рисунке 1а.
В большинстве проектов жокею САПР достаточно просто убедиться, что конструкция разворачивается. Применение того же вычета/допуска на изгиб, что и в фабричном цеху, является хорошей практикой, но не требуется для хорошего дизайна.
Не терпите сумасшедших допусков
В соответствии с хорошей практикой проектирования задайте допуски в готовой/согнутой конструкции, исходя из вашего понимания того, где возможны отклонения по мере того, как заготовка проходит различные этапы производства.
Каждое используемое оборудование, например, для резки или гибки, вносит изменения в заготовку. Плоские детали, сходящие с лазеров или вырубных станков, обычно постоянны в пределах ± 0,004 дюйма. Прецизионные тормоза обычно повторяются в пределах ± 0,004 дюйма.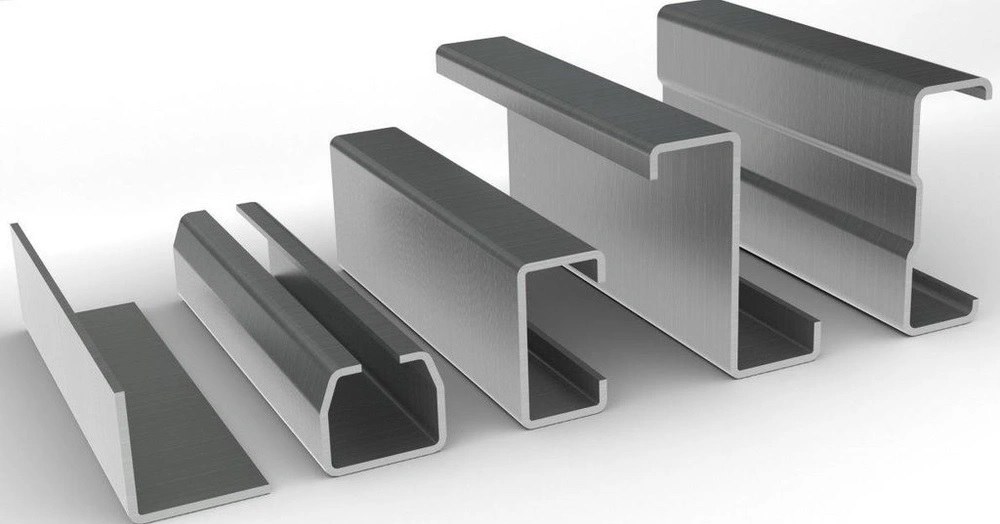 среда. Для гнутого листового металла изменение толщины исходного материала увеличивает рекомендуемую точность до ±0,010 дюйма на изгиб.
среда. Для гнутого листового металла изменение толщины исходного материала увеличивает рекомендуемую точность до ±0,010 дюйма на изгиб.
Метод компоновки
«Листовой металл растягивается при изгибе» является чрезмерным упрощением. При внимательном рассмотрении изгибов мы обнаруживаем, что листовой металл растягивается на внешней поверхности, а внутренняя поверхность как бы сжимается. «Основы применения функций изгиба» ( The FABRICATOR , ноябрь 2012 г.) Стива Бенсона подробно объясняет это. (Историю можно найти на thefabricator.com по адресу www.thefabricator.com/article/bending/the-basics-of-applying-bend-functions.)
Если суммировать все измерения внутренней глубины фланцев, то необходимо использовать допуск на изгиб для предварительного растяжения плоской заготовки, чтобы она сжалась до окончательного размера. И наоборот, если суммировать все внешние измерения, то для предварительной усадки плоской заготовки необходимо использовать вычет изгиба. Это традиционный метод, используемый в мастерских для расчета планировок квартир.
CAD-жокей может или, вероятно, должен использовать расчетные значения фабрики, чтобы плоский макет был готов к производству. Как упоминалось в Части II, это легко стандартизировать в САПР, используя таблицу размеров при настройке базовой полки. Таблица размеров может сопоставлять вычеты изгибов производственного цеха с К-факторами для системы 3-D CAD.
Руководство по проектированию № 1: Внимание к глубине полки
В фабричном цеху ширина V-образного штампа на листогибочном прессе ограничивает размер полки, которую можно согнуть. Во время гибки листовой металл должен полностью перекрывать V-образный штамп (см. , рис. 2 ). V-образная матрица обычно выбирается так, чтобы ее толщина в 5–8 раз превышала толщину заготовки. Для хрупких материалов могут потребоваться V-образные матрицы в диапазоне от 8x до 12x. «Поиск идеального отверстия штампа» (The FABRICATOR, февраль 2013 г.) подробно описывает, как выбираются такие инструменты. (Историю можно найти на сайте www. thefabricator.com/article/bending/finding-the-perfect-die-opening.)
thefabricator.com/article/bending/finding-the-perfect-die-opening.)
Если ширина V-образного штампа равна 5-кратной толщине материала, то для безопасного соединения штампа потребуется примерно 6-кратная толщина материала. Верхний инструмент делит его пополам, и в результате 3-кратная толщина материала является рекомендуемым минимальным размером полки для гибки воздухом на листогибочном прессе.
Рисунок 1c
Развертка используется для размещения нескольких копий одной и той же детали на чистом листе исходного материала. Это полезно для оценки затрат и для прогнозирования экономичного объема заказа.
Меньшее значение V приводит к созданию радиуса изгиба, который больше соответствует радиусу верхнего инструмента. Это связано с увеличением давления оснастки на листовую заготовку. Более широкие матрицы обеспечивают более мягкие изгибы из-за механических преимуществ. Повышенное давление также увеличивает потертости на заготовке. Они выглядят как полированные и рельефные линии, идущие параллельно длине полки.
Они выглядят как полированные и рельефные линии, идущие параллельно длине полки.
В то время как общее правило для минимальной внутренней глубины фланца составляет 3-кратную толщину заготовки, фальцевальный станок не имеет этого V-образного инструмента, поэтому с помощью фальцевального станка можно формировать полки меньшей глубины по сравнению с листогибочным прессом с воздушной гибкой.
Вот дизайн для технологичности (DFM).
Руководство по проектированию № 2. Взгляд изнутри на внутренний радиус
Производственный цех, вероятно, отрегулирует настройку инструмента, чтобы компенсировать отклонения в плоской заготовке. Любое изменение выбора инструмента, например ширины V-образного штампа или радиуса верхнего инструмента, изменяет способ сжатия/растяжения плоской заготовки.
Если 3D-дизайн начинается с установки внутреннего радиуса примерно на то же значение, что и толщина, то у производственного цеха есть много вариантов с точки зрения инструментов и настройки. Это может привести к меньшему количеству брака и сокращению времени производства. Это значит деньги.
Это может привести к меньшему количеству брака и сокращению времени производства. Это значит деньги.
В качестве метода превращения плоской заготовки в точное готовое изделие выбор более широкого V-образного штампа позволяет превратить заготовку меньшего размера в более крупную общую деталь. В некоторой степени больший радиус в верхнем инструменте также улучшает прочность окончательного изгиба.
По мере уменьшения радиуса изгиба увеличивается напряжение в заготовке. При превышении точки усталости материала образуются трещины. Хрупкий металл, такой как алюминий, обычно требует большего радиуса изгиба, чем пластичный материал, такой как холоднокатаная сталь. Например, алюминий 6061-T6 очень трудно согнуть. Для этого требуется внутренний радиус изгиба не менее чем в 6 раз больше толщины материала. Алюминий 5052-х42 гнется примерно так же, как и мягкая сталь. 3003-х24 чрезвычайно пластичен, почти как медь. Пластичный материал отлично работает с малыми радиусами изгиба и малой глубиной полки.
Таким образом, правило 1x Толщина = Внутренний радиус работает для стали, нержавеющей стали и других пластичных материалов. Проконсультируйтесь с производителем при включении радиуса изгиба меньше толщины материала в конструкцию.
Руководство по проектированию № 3. Обработка углов
При пересечении двух краевых фланцев образуется угол. В углу полки могут перекрываться, перекрываться или соприкасаться. Главной заботой мастерской об углах является память листового металла. Изгиб каждого фланца необходим для того, чтобы он мог отскочить назад на правильный свободный угол. Эта тема была рассмотрена более подробно во второй части этой серии.
Руководство по проектированию № 4: Работа с U-образными профилями
Когда речь идет о двух или более близко расположенных изгибах, тема проектирования для производства чрезвычайно важна. U-образные каналы могут быть смоделированы разными способами: как часть эскиза базовой полки, пары краевых фланцев или углового фланца.
В фабричном цеху U-образные каналы изготавливаются путем последовательности двух операций гибки. Первый изгиб почти всегда дается легко, но существуют конструктивные ограничения. Общая конструкция ограничена максимальной глубиной полки досягаемостью заднего упора — 29дюймов, например, и ограничен по длине фланца станиной с инструментами и рамой тормоза — например, 72 дюйма.
Рисунок 2
Заготовка должна полностью пересекать V-образный штамп, так как верхний инструмент создает изгиб. Ширина V-образного штампа в 6 раз больше толщины материала означает, что самый короткий фланец имеет толщину материала в 3 раза больше.
Второй изгиб U-образного профиля имеет дополнительные ограничения. Когда этот изгиб завершен, первый фланец поворачивается в положение, завершая U-образную форму. См. 9.0903 Рисунки 3a и 3b . Рама тормоза может помешать завершению этого поворота. Для небольших U-образных каналов сам инструмент может создавать помехи.
Для небольших U-образных каналов сам инструмент может создавать помехи.
Вот совет DFM: может понадобиться сделать U из L и I, сваренных вместе.
Во время настройки в производственной мастерской шаблоны профилей тормозной оснастки можно использовать для визуального выбора верхнего пуансона. С помощью чертежа готового U-образного канала в масштабе 1 к 1 мастерская может расположить шаблон инструмента, чтобы убедиться, что доступ достаточен для выполнения второго изгиба. После этого можно с уверенностью загружать в тормоз настоящий инструмент.
Точно так же в CAD-магазине можно использовать модели тормозных инструментов, см. рис. 2, для оценки конструкции для доступа к изготовлению. Доступ является важным требованием; Прочность инструмента также имеет значение.
Тоннаж, необходимый для гибки детали, не менее важен. Большая длина фланца и большая толщина требуют увеличения грузоподъемности. Увеличение радиуса изгиба с помощью более широкого V-образного штампа помогает уменьшить тоннаж, необходимый для выполнения изгиба.
