Прокатный двутавр: Балка двутавровая — описание, технология производства и сфера применения » Металлобазы.ру
Содержание
Двутавровая стальная балка: сварная или горячекатаная?
Двутавровая стальная балка: сварная или горячекатаная?
Двутавровые балки используют для строительства домов и промышленных сооружений. У них самое лучшее соотношение цены и качества, поэтому их используют для укрепления межэтажных перекрытий и кровли, быстрого возведения ангаров и цехов, устройства подкрановых подвесных путей.
Изготавливают двутавры из углеродистой или низколегированной стали. Горячекатаные стальные балки производят методом проката горячей заготовки. Такие изделия называют стальными горячекатаными. Они отличаются высокой жесткостью и могут выдерживать большие нагрузки при любых колебаниях температур.
Существуют еще сварные двутавровые стальные балки, при производстве которых используют специальное оборудование. На нем листы стали режут в автоматическом режиме на заготовки, все элементы собирают и сваривают под флюсом. После чего сварочный шов проверяют с помощью ультразвука.
От способа производства прочностные характеристики существенно не меняются. Но у сварных двутавров более совершенная геометрия и привлекательный внешний вид. У них нет окалины, ржавчины и грязи, потому что готовую балку очищают на дробеметной установке. Грунт и лакокрасочные покрытия на таких изделиях держатся намного дольше. Прокатные двутавры практически всегда можно заменить соответствующими сварными.
Особенности конструкции и применения двутавров с разными гранями полок
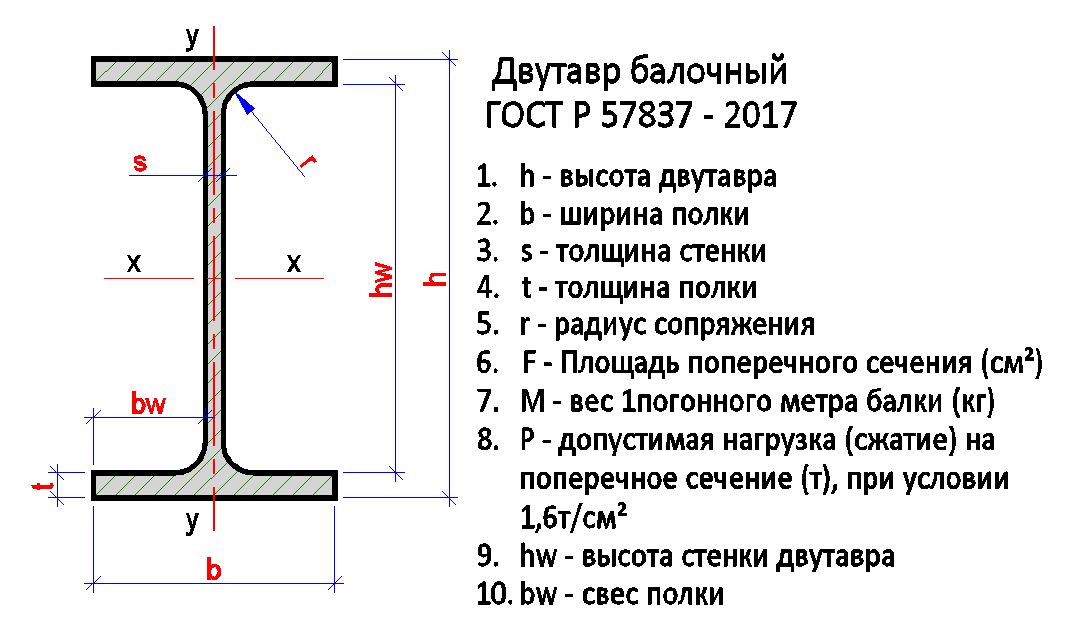
В сечении этот вид металлопроката может представлять собой букву «Н» или «Т». У балки «Н» грани полок могут быть параллельными или с уклоном на внутренней поверхности. Размером двутавра считается расстояние между наружными краями полок.
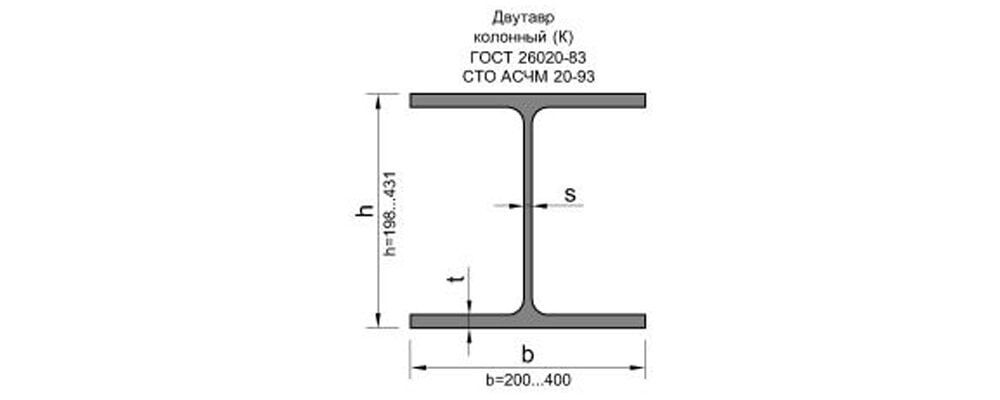
Изделия с параллельными гранями полок бывают трех видов: нормальные (маркировка Б), широкополочные (Ш) и колонные (К). Они различаются по соотношению ширины полок к высоте. У колонных двутавров она близка к показателю 1:1, поэтому они более устойчивы по отношению к вертикальной оси. У нормальных и широких двутавровых балок соотношение равно 1:1,65. Чем тоньше стенка, тем лучше балка «работает» на изгиб.
У нормальных и широких двутавровых балок соотношение равно 1:1,65. Чем тоньше стенка, тем лучше балка «работает» на изгиб.
Изделия с уклоном внутренних граней полок являются горячекатаными. Угол уклона у них не должен превышать 6–12%. Они различаются по особенностям проката: повышенной точности (маркировка – Б) и обычной точности (соответственно – В). По ГОСТу 8239-89, кривизна балки не должна превышать 0,2% от ее длины, а отклонения по массе – 3-5%.
Двутавр – скелет здания или сооружения
В строительстве двутавровые балки используют для обеспечения надежности здания. Балки обладают определенным запасом эластичности, поэтому сообщают достаточную гибкость несущим конструкциям и снижают их коэффициент сжимаемости. Тем самым возрастает способность сооружения противостоять любым механическим нагрузкам: снег, дождь, сильный ветер, вес отделочных материалов, вес мебели, оборудования и т.п.
Двутавр – это фактически скелет в строительстве, который обеспечивает устойчивость всей конструкции. Этот вид металлопроката намного надежнее стального уголка или квадратного профиля. Высокая прочность, способность выдерживать повышенные нагрузки и доступная стоимость сделали двутавр лидером на рынке современных стройматериалов. Стандартная длина изделий – от 4 до 12 м, но возможно изготовление металлопроката по ТЗ заказчика.
Этот вид металлопроката намного надежнее стального уголка или квадратного профиля. Высокая прочность, способность выдерживать повышенные нагрузки и доступная стоимость сделали двутавр лидером на рынке современных стройматериалов. Стандартная длина изделий – от 4 до 12 м, но возможно изготовление металлопроката по ТЗ заказчика.
Производство двутавровых балок — Астим
Двутавровая балка – прочная конструкция из металла, необходимая доя повышения надежности и долговечности сооружения. По форме напоминает букву «Н» или «Т», зависит от разновидности. Подобная конструкция бывает сварочной или прокатной. Разберем подробности производства двутавровых балок, где применяется и какими преимуществами обладает.
Процесс производства
Прокатный двутавр делается из цельного куска металла. Он проходит через прокатное оборудование, после этого слиток меняет форму под заданные параметры, из чего получается цельная металлическая конструкция.
Сварочный метод подразумевает производство двутавровых балок через сварку трех деталей. Подобные балки производятся из стали различных видов.
Подобные балки производятся из стали различных видов.
Производство двутавровой балки – процесс, требующий учесть множество параметров: жесткость, прочность, форму, цель применения, размер, плотность и другие показатели.
Однако изготовления сварочным методом довольно экономичное, поэтому может конкурировать с прокатными балками. Технология включает в себя несколько этапов:
- Проектировка. Опытные конструкторы готовят техническую документацию, где определяют схему нагрузок, подбирают сечения, рассчитывают опорную часть, назначают размер, проверяют расчетную плотность, жесткость и устойчивость.
- Проверка стали для создания балки.
- Резка металлических полос для создания конструкции.
- Фрезерование торцов деталей, чтобы при производстве двутавровых балок каждый элемент легко скреплялся с остальными.
- Сборка. На данной стадии важна точность для создания прочной конструкции, согласно техническим требованиям. Производится вручную или с помощью автоматизированного оборудования.
- Сварка. Здесь применяется множество методов наложения швов, например, способ «лодочки» или сварка с наклонённым электродом.
- Корректировка геометрии, исправление деформации. Из-за перепадов температур металлическая конструкция может изменить форму во время изготовления. Поэтому на данном этапе производится оттачивание геометрии до нужных параметров.
- Очистка и покраска. Затем балка очищается от различных загрязнений, чтобы нанести краску, согласно пожеланиям заказчика. Также наносится специальная защита от коррозии.
Процесс содержит множество нюансов, потому что производство двутавровых балок регулируется ГОСТами и различными строительными стандартами. Металлическая конструкция должна быть прочной и соответствовать требованиям, чтобы служить годами и поддерживать сооружение.
Где пригодится
Двутавровые балки особенно нужны на первых стадиях строительства, чтобы укрепить постройку. Зачастую используются для:
- Каркасных помещений;
- Мостов;
- Перекрытий между этажами;
- Тоннелей;
- Путепроводов;
- Жилых зданий;
- Эстакад;
- Производственных цехов;
- Складов;
- Торговых домов;
- Стадионов;
- Виадуков и др.

Диапазон применения у сварочных балок довольно большой. Исходя из области применения, разрабатывается индивидуальный технический план для производства двутавровых балок. Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
Преимущества
Сварочная металлическая конструкция обладает рядом преимуществ, поэтому востребована на рынке строительных материалов. Среди них:
- Обладает высокой прочностью;
- Обеспечивает надежность;
- Укрепляет многие виды сооружений;
- Выдерживает статические и динамические нагрузки;
- Снижает вес строительных конструкций;
- Уменьшает нагрузку на фундамент здания;
- Снижает затраты на строительство.
Перечисленные плюсы делают производство двутавровых балок актуальным и популярным в строительстве.
Заключение
Двутавровые балки – прочные металлоконструкции, широко применяющиеся в постройке различных зданий. Они помогают укрепить фундамент, увеличить прочность и снизить нагрузку на сооружение. Процесс изготовления состоит из нескольких этап и регламентируется строительными нормами и ГОСТами.
Они помогают укрепить фундамент, увеличить прочность и снизить нагрузку на сооружение. Процесс изготовления состоит из нескольких этап и регламентируется строительными нормами и ГОСТами.
Услуги по гибке стальных балок — прокатка и гибка двутавровых балок
Если для вашего промышленного проекта требуется поиск и закупка специально модифицированных металлических и стальных балок, специалисты Tube-Tec Bending предоставят экономичные решения по гибке и прокатке стальных балок в кратчайшие сроки. сроки. Используя многолетний опыт работы в десятках различных отраслей, команду Tube-Tec Bending возглавляет преданный своему делу владелец-оператор и поддерживает самые современные технологии, базирующиеся на нашем предприятии площадью шесть акров в Хьюстоне. Наш многолетний опыт сделал нас экспертами в области гибки балок.
Возможности прокатки балок
Наши возможности прокатки балок охватывают металлические и стальные балки шириной до 20 дюймов и весь спектр типов балок:
- Двутавровые балки или, как их иногда называют, младшие балки или S -Балки в основном изготавливаются из конструкционной стали и часто используются в промышленном строительстве.
 Эти конструкционные двутавровые балки имеют различное применение в строительной отрасли, но наиболее популярными из них являются строительство каркаса или других общих несущих конструкций.
Эти конструкционные двутавровые балки имеют различное применение в строительной отрасли, но наиболее популярными из них являются строительство каркаса или других общих несущих конструкций. - Широкие полочные балки — имеют два параллельных концевых элемента, которые соединены центральным элементом стенки, называемым полками. W-образные балки обычно используются в качестве несущей конструкции в секторе промышленного строительства зданий, но также являются лучшим выбором для мостов, автомагистралей и путепроводов.
- S-образные балки, стандартные балки — тип двутавровой балки с гораздо более узкими полками, сужающимися и наклоненными внутрь. Эта конструкция позволяет S-образной балке обеспечивать превосходную прочность по сравнению с балками, которые могут иметь более широкий фланец. Изготовленные из конструкционной стали S-образные балки могут применяться в различных отраслях, таких как строительство жилых и коммерческих зданий и судостроение.
- Двутавровые балки — как следует из названия, имеют форму заглавной буквы H и имеют более толстую центральную стенку, чтобы воспринимать большее усилие во время установки.
 Двутавровые балки, как правило, имеют более длинный пролет, который часто может достигать 300 футов, что делает их идеальным выбором для крупномасштабных строительных проектов.
Двутавровые балки, как правило, имеют более длинный пролет, который часто может достигать 300 футов, что делает их идеальным выбором для крупномасштабных строительных проектов.
В компании Tube-Tec Bending мы используем инновационное сочетание методов и технологий для модификации стальных балок в соответствии с жесткими спецификациями с минимальными отходами и побочными продуктами металлолома. Благодаря внедрению методов тщательного документирования мы быстро и эффективно разрабатываем стратегии модификации для конкретных клиентов и раз за разом обеспечиваем надежные и предсказуемые результаты. Для получения дополнительной информации о размерах щелкните здесь, чтобы узнать больше о номинальных размерах труб и графиках труб.
Существует два основных метода гибки балок, неофициально известные как «простой способ» и «сложный способ». Наши сотрудники превосходно справляются с обеими задачами, а наши процессы поддерживаются ведущим в отрасли оборудованием, которое гарантирует, что даже самые сложные проекты по формованию балок будут выполнены вовремя и в соответствии с требованиями отрасли.
| Балки | |
| Легкий способ | |
| Трудный путь | |
Конкурентные преимущества гибки Tube-Tec
Услуги по гибке и прокатке конструкционной стали для крупногабаритных компонентов, включая гибку балок с широкими полками, являются одними из самых сложных задач модификации металла. Благодаря нашему 4-этапному процессу гибки металла, где мы проводим консультации, помощь в проектировании, прототипировании и, наконец, производстве и доставке, этот проект не является слишком сложным. Этот процесс позволяет нам выполнять даже самые сложные сложные требования с эффективностью, профессионализмом и адаптируемостью.
Наша цель — предоставить клиентам оперативное обслуживание, характеризующееся вежливостью, внимательной коммуникацией и эффективностью для удовлетворения их потребностей в гибке балок. Мы понимаем, что своевременность имеет решающее значение для наших отраслевых партнеров, поэтому каждый этап вашего производственного процесса зависит от оперативности и профессионализма. Благодаря нашему опыту и современному оборудованию мы можем уложиться даже в самые сжатые сроки, соблюдая при этом ваш бюджет.
Благодаря нашему опыту и современному оборудованию мы можем уложиться даже в самые сжатые сроки, соблюдая при этом ваш бюджет.
Кроме того, команда Tube-Tec Bending предлагает универсальность и опыт в области гибки и прокатки металлов для получения идеальных результатов. Наша компания имеет долгую, проверенную историю инноваций, и все работы выполняются и заканчиваются собственными силами, чтобы гарантировать соответствие нашим строгим стандартам контроля качества и специфике вашей отрасли.
Связаться с Tube-Tec Bending Информация о гибке балок
Чтобы запросить оценку гибки балки или подробно обсудить ваш проект с опытным членом нашей производственной группы, позвоните по телефону 713.264.0821 или воспользуйтесь нашей защищенной онлайн-формой запроса. Специалист по гибке Tube-Tec свяжется с вами в ближайшее время!
Beam Rolling: направляющая, 6 шагов, двутавровая гибочная машина
Благодаря быстрому развитию базового машиностроения в Китае профильно-гибочные станки серии BIT / двутавровые гибочные машины более широко используются для гибки стальных балок, например, в метро Чунцина. , ключевой проект в Китае.
, ключевой проект в Китае.
Изгибающая балка
Изгибающаяся балка «Трудный путь» и «Легкий путь»
Катаные стальные балки (Универсальная колонна для гибки секций) используются повсеместно — в конструкциях для обеспечения функциональности или эстетической привлекательности, в кольцах жесткости круглых оболочек на судах, а также для монорельсовых или фермы крыши. Стальные балки можно катать вертикально (слабая ось) или горизонтально (сильная ось). При прокатке стальных балок важно учитывать коробление. Подробнее: Что такое балка
Катаные стальные балки (Раздел) Существует два основных метода гибки балок, неофициально известные как «простой способ» и «сложный способ».
Катаные стальные балки (Раздел BИзгибание балок и швеллеров на жестком пути требует большой изгибающей силы, поскольку модуль сечения вдоль оси х-х всегда очень велик. Кроме того, сочетание больших изгибающих усилий, необходимых для процесса, с относительно тонкими Толщина балки вызывает деформацию самой стенки
Примечания: При горизонтальном изгибе швеллерной стали сложность работы равна изгибу двутавровой балки
Подробнее: Двутавровая балка против двутавровой: в чем 17 отличий?
Изгиб профилей балки фото
Подробнее : До и после жесткого изгиба балки. Что нужно проверить?
Что нужно проверить?
Три способа гибки балок
При попытках гибки балок трудным путем (ось х-х или против сильной оси) результатом может быть недопустимое искривление полотна. Поэтому при гибке профиля нужно использовать различные методы, чтобы избежать такой деформации.
Горячая гибочная балка
- Холодная гибочная балка: Станок для гибки профилей (также называемый угловым роликом) может быть сконфигурирован таким образом, чтобы дополнительные валки тянули за внешний фланец балки, жестко прокатываемой. Оператор профильно-гибочного станка должен уравновешивать сжимающие усилия основных трех валков с натяжением, создаваемым валками, тянущими за полку, чтобы предотвратить деформацию стенки при изгибании балки.
- Балка для гибки на растяжение: Машины для гибки на растяжение поддерживают балку в двух точках и прикладывают давление, чтобы вызвать изгиб. Без каких-либо оправок, размещенных на стенке между фланцами, с помощью станка для выгибания можно получить только минимальные изгибы.
- Горячая гибка балки: Индукционные гибочные машины I нагревают небольшую часть балки, чтобы сделать ее более податливой в процессе гибки. После нагрева стальная балка продвигается вперед к поворотному рычагу, который создает кривую.
Шесть этапов вальцевания балки на профилегибочной машине
Балка помещается в профильную гибочную машину, и перед началом процесса гибки оператор регулирует три вала на нужном расстоянии друг от друга. Затем медленно начинается раскатка, и необходимо часто проверять балку на деформацию стенки и полок в этих ранних проходах. Выполняется несколько дополнительных проходов, при этом оператор измеряет общий радиус после каждого прохода, чтобы проверить продвижение луча. Оператор подтверждает окончательный радиус балки, завершая процесс гибки. Изогнутая балка вынимается из профилегибочного станка и перемещается в другую зону цеха, где в последний раз проверяется геометрия элемента.
Шесть шагов
- Шаги 1#: Загрузка стальных балок – стальная балка вставляется между верхним роликом и правым нижним роликом. Стальная балка при необходимости может поддерживаться и не подвергается деформационному напряжению.
- Шаги 2#: Движение правого нижнего ролика до верхнего ролика достигает положения зажима – стальная балка блокируется между роликами и может перемещаться вперед и назад, вращая ролики. Прикладываемое давление ниже, чем необходимое для деформации профиля.
- Этапы 3#: Предварительная гибка между верхним валиком и левым валиком – правый валик медленно поднимается, начинает вращение и выполняет предварительную гибку между верхним валиком и левым валиком.
- Этапы 4#: Рабочая фаза – на этой фазе увеличивается давление и происходит деформация профиля за счет перемещения профиля и движения валков.

- Шаги 5#: Предварительная гибка между верхним роликом и правым роликом – Левый ролик опущен, а правый ролик поднят. Стальная балка направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом.
- Шаги 6#: Разгрузка стальной балки – снято давление на стальную балку и увеличено пространство между роликами, чтобы стальную балку можно было извлечь из профильно-гибочного станка.
Примечания
Понятно, что для загрузки стальной балки на профилегибочный станок/балкопрокатный станок должно быть достаточное расстояние между роликами. Ясно также, что для блокировки профиля между валками и приложения давления необходимо уменьшить это расстояние. Один или несколько роликов должны иметь возможность двигаться относительно других.
Станки для гибки двутавровых балок PBH
Станки для гибки профилей серии PBH являются многофункциональными машинами, они могут выполнять гибку балок как в сложном, так и в легком направлении
любой конфигурации. Балка и широкая полка гнутся на профилегибочном станке серии BIT, от очень маленьких размеров до очень больших размеров. Его способность изгибать широкие полки и двутавровые балки простым способом (против слабой оси) и сложным способом (против сильной оси).
Балка и широкая полка гнутся на профилегибочном станке серии BIT, от очень маленьких размеров до очень больших размеров. Его способность изгибать широкие полки и двутавровые балки простым способом (против слабой оси) и сложным способом (против сильной оси).
С профилегибочным станком PBH, способным сгибать различные типы стальных балок, включая;
- W-образные балки (прямая полка)
- Двутавровые/младшие балки (конические полки для прочности)
- S-образные балки (наклонная внутренняя полка, балки «американского стандарта»)
- Двутавровые балки (удлиненные полки)
Поскольку у нас есть до 10 профилегибочных станков PBH для изогнутых стальных балок, мы обязательно рекомендуем станок для гибки профилей / станок для гибки двутавровых балок, который лучше всего подходит для вашей работы, чтобы снизить ваши затраты и минимизировать касательные / обрезки на концах. (Отгибаем плоский конец).
Негнущийся плоский конец
Когда балки пропускают через любой профилегибочный станок, каждый конец балки имеет длину, которую можно разогнуть, так как он не соприкасается с верхним роликом. Эту часть остаточного разгибаемого листа трудно полностью устранить в процессе гибки валка, и легко привести к проблемам с качеством и оборудованием, поэтому ее следует предотвращать.
Эту часть остаточного разгибаемого листа трудно полностью устранить в процессе гибки валка, и легко привести к проблемам с качеством и оборудованием, поэтому ее следует предотвращать.
При гибке на обычном профилегибочном станке (симметричная гибка) оставшаяся отгибаемая плоская часть обычно составляет около половины межосевого расстояния нижнего ролика, что также связано с толщиной балки. На профилегибочном станке PBH (асимметричная гибка) разгибаемый плоский конец составляет примерно от 1/6 до 1/10 симметричного изгиба.
Подробнее: Шаги изогнутых стальных балок – Шаги 3#
Видео о 4-х и 3-х валковой профилегибочной машине для гибки двутавровой балки С 4-валковым станком для гибки двутавровых балок с ЧПУ PBH
Высокая точность гибки, превосходная производительность, лучший выбор для гибки балок, машины для гибки балок серии BIT гарантируют, что даже самые сложные проекты по формовке балок будут выполнены вовремя и в соответствии с отраслевыми требованиями.
Read More: Profile Bending Machine: 5 Things Must Consider Before Purchasing
Specifications of PBH Profile Bending Machines
| Hard | Way | Easy | Way | |
| Модель | Макс. Сечение (мм) | Минимум Внутренний диаметр (мм) | Макс. Section (mm) | Minimum Inside Diameter (mm) |
| PBH-120 | 120 | 600 | ||
| PBH-140 | 140 | 600 | ||
| 160 | 6000 | 300 | 1200 | |
| PBH-360 | 200 | 9000 | 360 | 2000 |
| PBH-450 | 240 | 15000 | 450 | 2500 |
| PBH-500 | 320 | 32000 | 500 | 3000 |
| PBH-550 | 400 | 35000 | 550 | 4000 |
| PBH-600 | 450 | 40000 | 600 | 5000 |
| PBH-700 | 500 | 40000 | 700 | 6000 |
4-roll H/I-Beam гибочный станок фото
PBH-450F 4-валковый профильно-гибочный станок
BIT — это машина, изготовленная по индивидуальному заказу китайской компанией Sany Heavy Industry. По пресс-форме видно, что она может обрабатывать и гнуть балочные и швеллерные профили.
По пресс-форме видно, что она может обрабатывать и гнуть балочные и швеллерные профили.
Конечно, его также можно заменить нашей комбинированной пресс-формой и пресс-формой для труб, чтобы сгибать различные типы материалов, чтобы стать обычным профилегибочным станком.
Станок для гибки двутавровых и двутавровых балок CBM
Станок для холодной гибки балок
Станок для холодной гибки CBM выполняет деформацию холодной гибки различных типов стали (двутавровая балка, двутавровая балка, U-образный швеллер) в соответствии с определенным радиусом кривизны в соответствии с требованиями. конструкции и использования, без изменения внутреннего напряжения стального профиля, так что стальной профиль достигает цели деформации изгиба без изменения своих механических свойств и прочности. Станок для холодной гибки профилей серии
CBM имеет простую конструкцию, надежную работу и низкую цену. Это самый экономичный выбор для наружных инженерных гибочных балок.
Станок для холодной гибки Станок для холодной гибки
Снижает трудоемкость и трудозатраты, повышает эффективность работы и точность обработки при холодной гибке и является одним из лучших видов оборудования для обработки стальных арок.
Гидравлический станок для холодной гибки балок использует гидравлическую систему, которая имеет характеристики стабильной трансмиссии и высокого давления, что позволяет точно определять местоположение и значительно повышать точность обработки туннельных двутавровых балок и двутавровых сталей.
Применение
Он широко используется для гибки двутавровой балки, стального швеллера и двутавровой балки в автомобильных туннелях, железнодорожных туннелях, туннелях метро, водоохранных сооружениях, водопропускных трубах гидроэлектростанций, газопроводах, коммуникационных трубопроводах и подземных переходах. , и другие проекты.
, и другие проекты.
Основные части
Станок для гибки балок состоит из двух комплектов основных двигателей, группы редукторов и активных роликов. Пассивные ролики и двигатели масляных насосов, шестеренчатые насосы, предохранительные клапаны, электромагнитные рулевые клапаны и гидравлические рабочие станции состоят из рабочих цилиндров и других компонентов.
Как согнуть балки на станке для гибки двутавровых и двутавровых балок CBM
Когда работает станок для холодной гибки двутавровых балок, балка, подлежащая холодной штамповке, проталкивается дверным кронштейном системы и помещается между двумя активными ролики, и гидравлическая система активируется, чтобы заставить гидравлический цилиндр толкать канавку типа «ласточкин хвост», а холодноформованный ролик из холодноформованной стали. Когда дуга, требуемая конструкцией, достигнута, гидравлическая система закрывается и запускается система механической трансмиссии, так что активный ролик вращается и заставляет стальной профиль двигаться вперед устойчиво и медленно за счет трения, тем самым реализуя непрерывную операцию холодной гибки. .
.
В конце холодного поворота закройте систему механической трансмиссии и одновременно включите гидравлическую систему, чтобы втянуть гидравлический цилиндр. Поместите холодногнутую балку на дверной кронштейн системы.
Эта операция холодной гибки обеспечивает прочность материала, улучшает качество балки (поддерживающей стальной арки), значительно повышает эффективность работы, операция проста и понятна.
Индукционная гибочная машина
Двутавровая балка (металлическая заготовка) помещается внутрь индукционной катушки, которая при включении нагревает локализованные участки двутавровой балки до температуры в диапазоне от 1750°F до 1850°F. сечения зависят от конструкции детали, а точная температура зависит от основного материала. Когда каждая секция достигает нужной температуры изгиба, станок медленно перемещает двутавровую балку через индукционную катушку, поскольку механизм рычага с фиксированным радиусом прикладывает необходимое усилие для изгиба заготовки в нагретой области.