Процесс вальцевания: Процесс вальцовки металла: назначение и применение
Содержание
Процесс вальцовки металла: технология и инструменты
Такой метод металлообработки, как вальцевание металла, чаще называемый вальцовкой, известен сотни лет. Он не утратил актуальность по сей день, в силу своей точности и удобства. Цель операции — пространственное изменение формы плоского листового проката. С помощью вращающегося инструмента без внутреннего профиля ему придается вид, подобный конусу, не замкнутому цилиндру и прочим фигурам.
Предварительный параллельный нагрев допустим лишь при работе со сплошным объемным металлопрокатом или при изготовлении крупных партий. В остальном процесс вальцевания можно смело считать разновидностью холодной штамповки. Для ее проведения существует много различных станков: ручных, на электроприводе, гидравлических. Ручные весьма просты. При наличии такого оборудования, после внимательного изучения метода вальцовки, можно выполнять операции даже в домашних условиях.
Технология вальцовки листового металла и труб
Сложный механический изгиб выполняют валки — вращающиеся ролики. Они сгибают лист равномерно. Специальное оборудование и заданные заранее установки придают ему коническую, цилиндрическую или более сложную форму. Существенно, что вальцевать можно не только плоский прокат. Процедуре поддаются также металлические трубы, вернее края их срезов. Когда ведется вальцевание труб, операцию характеризуют два главных параметра:
Они сгибают лист равномерно. Специальное оборудование и заданные заранее установки придают ему коническую, цилиндрическую или более сложную форму. Существенно, что вальцевать можно не только плоский прокат. Процедуре поддаются также металлические трубы, вернее края их срезов. Когда ведется вальцевание труб, операцию характеризуют два главных параметра:
- диапазон – это разница между начальным внутренним диаметром заготовки и тем размером, до которого его возможно увеличить;
- глубина вальцевания показывает длину участка трубы, на котором можно проводить операцию.
От значений обеих величин зависит сложность механической процедуры. Вальцовке поддаются листы или трубы, выполненные из меди, жести, стали, даже некоторых композиционных полимерных материалов. Вот что такое вальцовка металла с точки зрения принципов обработки.
Достоинства вальцовки и сферы ее применения
Основное отличие вальцевания от прочих методов механических деформаций в том, что лист сгибается не по всей зоне контакта с инструментом. Примечательно, что это повышает рабочие характеристики прокатных валков станкового оборудования.
Примечательно, что это повышает рабочие характеристики прокатных валков станкового оборудования.
Вообще, метод вальцевания значительно отличается от сходных механических техник по изменению формы заготовки с участием тел вращения. По сравнению с вытяжкой или прессованием, у вальцовки следующие преимущества:
- изначальные показатели материала остаются неизменными;
- никаких структурных изменений, нарушений в металле не происходит;
- сглаживаются все неровности, материал становится гораздо прочнее;
- операция практически не приводит к износу инструмента, увеличивает срок службы станков;
- переналадка оборудования проходит очень быстро;
- применение вальцовочных станков позволяет быстро задать требуемые параметры;
- оборудование можно настроить на разную производительность;
- можно изготавливать мелкосерийные партии, даже единичные экземпляры;
- производственный брак встречается очень редко.

Технология вальцовки листового металла, а также труб, профилей широко распространена. Листовой прокат вальцуют, в качестве первичной обработки, например, перед штамповкой. Метод позволяет получить готовые цилиндрические обечайки, профилированные уголки из металла, композитные панели. Прошедшие это вид деформации заготовки, используются, как швеллеры для кондиционеров, элементы широких ленточных пил. Вальцовкой все чаще создаются строительные декоративные элементы.
Инструменты для вальцевания листа
Листовой прокат вальцуют в соответствии с требованиями ГОСТа. В полном объеме удовлетворить им можно, только прибегая к профильному оборудованию, в частности, с помощью вальцовочных станков. Многие из них наделены большими возможностями по настройке. Это позволяет получить, помимо «классических» форм, овальные, квадратные детали, более сложные конфигурации.
Профессиональные станки, стоящие на производствах, бывают электроприводными и гидравлическими. На них можно вальцевать лист длиной до 12 метров, вплоть до сантиметра толщиной. При этом гидравлика снабжается электроникой, а, именно, модулями числового программного управления. В домашнем хозяйстве или небольших мастерских пригодятся компактные ручные и небольшой набор инструментов. Ручная техника дает низкую себестоимость при высоком качестве обработки.
При этом гидравлика снабжается электроникой, а, именно, модулями числового программного управления. В домашнем хозяйстве или небольших мастерских пригодятся компактные ручные и небольшой набор инструментов. Ручная техника дает низкую себестоимость при высоком качестве обработки.
Предлагаем услуги гибки и вальцовки листового метала, изготовления конусов и других изделий вальцеванием листа
Деформационная обработка металла является одной из наиболее востребованных процедур, необходимых для получения заготовок и изделий сложной формы. В этом случае часто применяется технология вальцевания, подразумевающая обработку материала на специальных станках для получения изделий цилиндрического, дугового типа, а также конусов разного размера и уровня сложности. Данный метод обеспечивает наиболее эффективное распределение энергозатрат, позволяет получить продукцию высокого качества и в сжатые сроки, благодаря чему услуги вальцовки всегда востребованы и пользуются спросом среди заказчиков. Рассмотрим подробней особенности подобной процедуры, ее возможности и применение в сфере металлообработки.
Рассмотрим подробней особенности подобной процедуры, ее возможности и применение в сфере металлообработки.
Какое оборудование применяется
Деформационная обработка для придания листовой заготовке цилиндрической или конусообразной формы проводится с использованием специализированных электрических вальцовочных станков. Рабочим инструментом в них выступают вальцы в количестве трех штук. Их расположение и возможность регулирования высоты позволяют проводить обработку, создавая необходимое усилие при давлении на лист. При пропускании заготовки через вальцы воздействие на нее оказывается линейно по всей ширине по мере прохождения через станок. В результате вальцевание листа выполняется с максимальной точностью, без перекосов и деформации поверхности металла. Станки могут различаться параметрами мощности, диаметром и длиной валов, что позволяет обрабатывать листы разной толщины и длины, существенно расширяя возможности для применения.
С какими заготовками можно работать
Технология вальцевания предполагает обработку листовых заготовок для получения цилиндрических и иных форм итоговых изделий.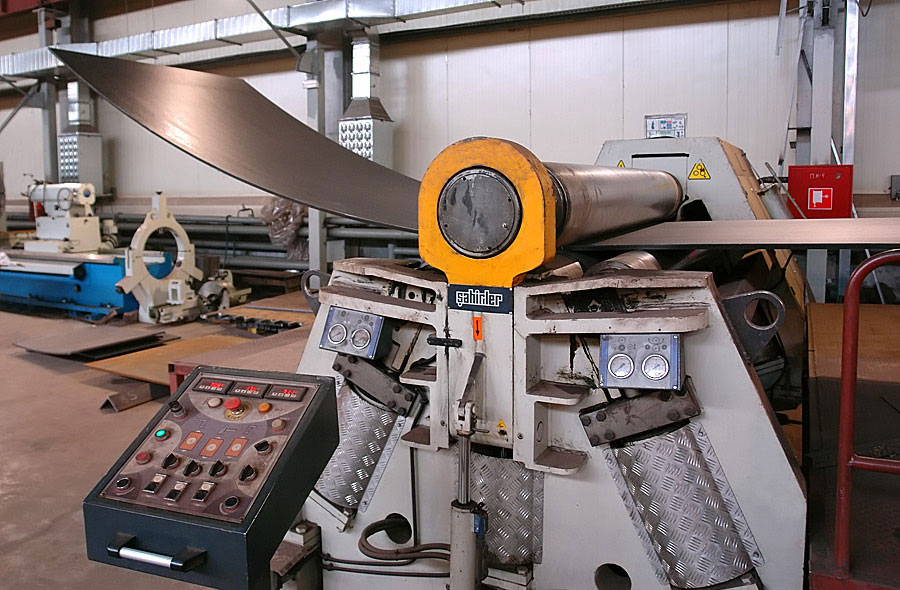 В зависимости от производительности и показателей мощности оборудования может выполняться обработка листового черного и цветного металлов, различных видов сталей и сплавов, вплоть до титана, обладающего высокими показателями прочности. Так как деформация производится по технологии попеременного проката с постепенным изменением формы, удается сохранить структурную целостность материалов, исключить возможные повреждения, трещины и другие дефекты. Габаритные характеристики обрабатываемой заготовки также напрямую зависят от длины вальцов и прочих характеристик применяемого станкового оборудования. Все детали согласовываются на этапе заказа проводимых работ.
В зависимости от производительности и показателей мощности оборудования может выполняться обработка листового черного и цветного металлов, различных видов сталей и сплавов, вплоть до титана, обладающего высокими показателями прочности. Так как деформация производится по технологии попеременного проката с постепенным изменением формы, удается сохранить структурную целостность материалов, исключить возможные повреждения, трещины и другие дефекты. Габаритные характеристики обрабатываемой заготовки также напрямую зависят от длины вальцов и прочих характеристик применяемого станкового оборудования. Все детали согласовываются на этапе заказа проводимых работ.
Как выполняется процедура
Вальцевание металла представляет собой достаточно простой процесс технологической обработки заготовок. Лист подается в принимающую зону станка, после чего выполняется прокатка в одну и другую сторону в автоматическом режиме под контролем оператора. В зависимости от массы и габаритов листа подача может осуществляться вручную или при помощи дополнительного грузоподъемного оборудования. Для получения цилиндрических изделий подача производится напрямую, для получения спиралевидных изделий или конусов – под заданным углом. Существуют две основные технологии, применяемые на производстве.
Для получения цилиндрических изделий подача производится напрямую, для получения спиралевидных изделий или конусов – под заданным углом. Существуют две основные технологии, применяемые на производстве.
Холодная вальцовка.
В данном случае предварительная подготовка не требуется, лист подается напрямую в станок. Применяется для тонколистовых заготовок или металлов, обладающих достаточной пластичностью для проведения деформации без структурных повреждений материала.
Горячая вальцовка.
Перед прокаткой проводится разогрев металла в печи или иным образом до достижения температуры пластичности. Такой способ применяется для листов большой толщины или изготовленных из сталей высокой прочности, деформация которых может привести к образованию трещин и других структурных повреждений.
Какие детали и изделия можно получить
Гибка и вальцовка листового металла применяются для получения объемных деталей сложной формы. С учетом особенностей технологии данного процесса и способов воздействия на заготовки деформацию проводят по дуге, кругу или спирали. Как результат после окончания работ удается получить следующие детали:
Как результат после окончания работ удается получить следующие детали:
· цилиндры для последующего сваривания краев или иного способа фиксации;
· конусы различного диаметра и с различным углом подъема;
· дугообразные заготовки;
· спиральные изделия, в том числе для производства труб или цилиндров из металлической полосы.
Для каких сфер могут потребоваться услуги
Вальцовка деталей является крайне востребованной технологией, позволяющей получить широкий перечень изделий различного целевого назначения, обладающих высокими эксплуатационными характеристиками. Одной из основных сфер применения является промышленная отрасль, где при помощи данного способа деформации изготавливаются на заказ стальные емкости и резервуары нестандартной формы. Также с помощью этой технологии производится широкий перечень изделий для строительной отрасли. При помощи вальцевания изготавливают металлические дымоходы, фасадные и кровельные элементы, детали для оформления интерьера и многое другое. Кроме того, технология позволяет выпускать продукцию по индивидуальным размерам и с определенными эксплуатационными и иными индивидуальными требованиями по заказу.
Кроме того, технология позволяет выпускать продукцию по индивидуальным размерам и с определенными эксплуатационными и иными индивидуальными требованиями по заказу.
Преимущества обработки вальцеванием
Деформационная обработка металла по технологии вальцевания листовых заготовок обеспечивает ряд важных преимуществ при дальнейшей эксплуатации получаемых изделий.
Высокая точность.
Процесс полностью контролируется и позволяет получать изделия нужного типа и формата. Для повышения точности производимых конструкций необходимо обеспечивать точную формовку на этапе изготовления листовой заготовки.
Отсутствие структурных повреждений металла.
Постепенная деформация и отсутствие точечных нагрузок исключают возможность появления трещин в металле, растяжения или изменения толщины на разных участках.
Сохранение одинаковой толщины заготовки по всей площади.
Деформация с помощью вальцов исключает образование участков с перепадом толщины поверхности. Итоговый результат напрямую зависит от износа валов и качества самого листа.
Итоговый результат напрямую зависит от износа валов и качества самого листа.
Оперативные темпы производства работ.
Скорость производства достаточно высока, что позволяет выпускать даже серийные изделия в сжатые сроки.
Конкурентоспособная стоимость выпускаемой продукции.
Простота технологии в сочетании с низким уровнем энергозатрат обеспечивают привлекательную стоимость услуг.
От чего зависит стоимость
Расценки на услуги по вальцеванию металла зависят от многих факторов. Основными из них являются толщина и габариты изделия, определяющие тип применяемого оборудования для деформации, и соответствующие ресурсные затраты на проведение работ. Кроме того, на стоимость может влиять и общий объем выполняемых процессов, входящих в заказ. Для получения более подробной информации по ценам необходимо обратиться к специалисту компании.
Подводя итог
Наша компания оказывает услугу вальцевания листового металла с применением современного станкового оборудования. Мы стараемся предоставить нашим клиентам качественный результат, а также оперативное исполнение работ при любом объеме. Связавшись с нашим консультантом, вы сможете получить информацию по любому возникшему вопросу, а также оформить заказ на необходимые услуги.
Мы стараемся предоставить нашим клиентам качественный результат, а также оперативное исполнение работ при любом объеме. Связавшись с нашим консультантом, вы сможете получить информацию по любому возникшему вопросу, а также оформить заказ на необходимые услуги.
Что такое процесс прокатки: определение, работа, типы, дефекты и применение
1. Введение
Мир движется быстро, увеличиваясь почти в геометрической прогрессии. Этот быстро меняющийся мир также увеличил спрос на готовую продукцию. За последние двадцать лет компании-производители автомобилей увеличили свои продажи почти в 5 раз и даже больше. Этот спрос привел нас к внедрению новых технологий для быстрого, простого и экономичного производства. Прокатка является одним из таких процессов и широко используется во многих отраслях промышленности. В этой статье будут обсуждаться различные типы процесса прокатки, начиная с введения в прокатку.
2. Что такое процесс прокатки
Процесс прокатки — это процесс деформации, при котором металл(ы) в полуфабрикате или готовом виде пропускается между двумя противоположными валками, что уменьшает толщину металла за счет процесса сжатия. Ролики катятся по металлу, когда он сжимается между ними.
Ролики катятся по металлу, когда он сжимается между ними.
3. Принцип работы прокатки
Процесс прокатки состоит из двух противоположных роликов и металлического зажима между ними. Основное соображение заключается в том, что толщина между роликами должна быть меньше начальной толщины металла (слитка). Это соображение поможет движению металла вперед, когда он проходит через зазор между роликами. Процесс прокатки уменьшает толщину металла и увеличивает его длину и ширину, сохраняя общий объем постоянным.
4. Терминология, используемая в процессе прокатки
Наиболее распространенные термины, используемые в процессе прокатки, следующие:
- Слиток: Исходный металл, являющийся исходным материалом для процесса прокатки. Слиток – это кузнечный термин, при котором из отливки вынимается металл с различными дефектами.
- Блюм: Первый прокат Слитка, площадью поперечного сечения более 230 см 2 .

- Заготовка: Продукт, полученный путем дальнейшей прокатки блюмов, имеющий площадь поперечного сечения более 1600 мм 2 .
- Сляб: Это горячекатаный слиток с площадью поперечного сечения более 100 см 2 и шириной >=2*толщины.
Рис.: Заготовка, блюм и сляб
Валковые дробилки | Гладкая валковая дробилка…
Пожалуйста, включите JavaScript
Валковые дробилки | Гладкие валковые дробилки, обработка, строительство
Выше приведены некоторые распространенные полуфабрикаты, теперь мы рассмотрим мельничные продукты.
- Плита: Прокат, толщиной более 6 мм.
- Лист: Прокат толщиной менее 6 мм и шириной более 600 мм.
- Штрипс: Прокат толщиной менее 6 мм и шириной менее 600 мм.
Рис.: Плита, лист и полоса
Для более подробного изучения мы можем обратиться к еще нескольким терминологиям:
- Фольга: Это тонкая полоса шириной 300 мм и максимальной толщиной 1,5 мм.

- Стержень: Объект с однородным круглым поперечным сечением в форме цилиндра.
- Проволока: Представляет собой стержень с небольшой площадью поперечного сечения, которая может достигать 9,5 мм.
5. Обработка прокатки
Работа прокатки может быть понятна из ее основного определения. Это производственный процесс, состоящий из роликов, которые находятся на расстоянии друг от друга. Металл в полуфабрикате или готовом виде продавливается через зазор роликов, скользя по концам.
Процесс прокатки состоит из трех этапов завершения, которые обсуждаются следующим образом:
Первичная прокатка:
Это первичный этап уменьшения толщины, на котором слиток превращается в простые элементы заготовки, такие как блюм и сляб. Этот процесс очищает структуру, улучшает механические свойства и устраняет внутренние дефекты.
Горячая прокатка:
Блюмы и слябы, полученные первичной прокаткой, преобразуются в плиты, листы, стержни и другие второстепенные элементы посредством горячей прокатки.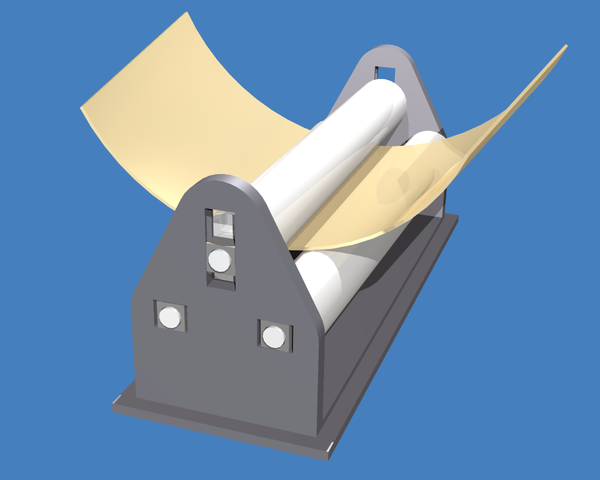
Холодная прокатка:
Это процесс окончательной отделки, при котором конечным продуктам придается хорошее качество поверхности, допуски и улучшаются их механические свойства.
Читайте также:
- Что такое фрезерный станок – работа, детали и виды.
- Что такое токарный станок? Основные части, операции и работа
- Что такое долбежный станок – части, типы, работа, операции, преимущества и недостатки?
6). Типы прокатных станов
Прокатные станы состоят из установки, которая вращает валки и помогает в начале и завершении процесса прокатки. Он состоит из одной или нескольких роликовых опор, редуктора, главного приводного двигателя, шестерни стойки, маховика и соединительного механизма между блоками. Эти компоненты собраны вместе, чтобы помочь в завершении процесса прокатки.
Прокатные станы классифицируются на основе количества и расположения валков в клети. Обычно используются шесть типов прокатных станов, а именно:
Обычно используются шесть типов прокатных станов, а именно:
(i) Двухвалковый прокатный стан:
Состоит из двух высоких клетей и двух валков, расположенных ровно один над другим. В этом типе прокатного стана ролики вращаются в противоположном направлении, и их направление меняется после каждого прохода металла. Металл (слиток) проходит непрерывно, и требуется примерно 25-30 проходов, чтобы преобразовать слиток в цвет.
(ii) Трехвалковый прокатный стан:
Он состоит из трех высоких клетей и трех валков, расположенных в одной вертикальной плоскости. Верхний и нижний ролики вращаются в одном направлении, а средний ролик вращается в противоположном направлении. В этом типе прокатного стана направление привода не меняется после каждого прохода. Он производительнее и проще по сравнению с двухвалковым станом.
(iii) Четырехвалковый прокатный стан:
Состоит из двух опорных валков и двух рабочих валков, расположенных один над другим в одной вертикальной плоскости. Диаметр опорных роликов всегда больше диаметра рабочих роликов. Этот тип роликов в основном используется в листопрокатном производстве.
Диаметр опорных роликов всегда больше диаметра рабочих роликов. Этот тип роликов в основном используется в листопрокатном производстве.
Два рабочих ролика малого диаметра используются для снижения потребляемой мощности, но увеличивают вероятность изгиба рабочих роликов и, как следствие, неравномерного сжатия листов. По этой причине мы используем опорные ролики для уменьшения изгиба рабочих роликов.
(iv) Кластерная мельница:
Состоит из двух рабочих валков и двух или более опорных валков. Количество резервных роликов зависит от объема поддержки, необходимой для работы. Он в основном используется в операциях холодной прокатки.
(v) Многовалковый стан:
Состоит из двух рабочих валков малого диаметра и промежуточного ряда ведущих валков, а также ряда опорных валков. Расположение сделано таким образом, что вся система достигает исключительной жесткости. Многовалковые прокатные станы используются для изготовления листа минимальной толщины.
(vi) Универсальный прокатный стан:
Он состоит из двух вертикальных валков и двух горизонтальных валков. Вертикальные ролики расположены между опорой горизонтальных роликов в вертикальной плоскости. Он широко используется для производства блюмов из слитков и для прокатки двутавровых балок с широкими полками.
Источник изображения
Читайте также:
- Что такое ковка – определение, виды, преимущества и недостатки? — Полное объяснение
- Доменная печь: введение, определение, конструкция, принцип работы, области применения и преимущества
- Что такое дефекты литья – виды, причины и способы устранения?
7. Типы процесса прокатки:
Прокатка металла может выполняться различными способами, которые используются в зависимости от области применения. Выбор типа процесса прокатки зависит от количества продукции, условий производства и т. д. В зависимости от этих требований процессы прокатки классифицируются следующим образом:
д. В зависимости от этих требований процессы прокатки классифицируются следующим образом:
(i) Накатка резьбы и зубчатого колеса:
В этом процессе на роликах присутствуют плашки для резьбы. Матрицы прижимаются к металлическому входу и, прокатываясь по металлу, образуют на металле резьбу. Этот процесс в основном используется для нарезания резьбы и шестерен.
(ii) Фасонная прокатка:
Этот тип прокатки используется для вырезания фигур на различных металлах (заготовках). Он используется для прокатки двутаврового сечения, двутаврового сечения и т. д. Для изменения формы металла используются различные ролики. Расположение и форма роликов зависят от требуемой конечной формы. Это очень точный метод.
(iii) Кольцевая прокатка:
В этом типе прокатки имеется три ролика: ведущий ролик, натяжной ролик и осевой ролик. Два основных ролика (ведущий ролик и натяжной ролик) вращаются в одном направлении. Натяжной ролик вращается внутри металла, и с увеличением диаметра отверстия ролики сближаются друг с другом.
Натяжной ролик вращается внутри металла, и с увеличением диаметра отверстия ролики сближаются друг с другом.
Источник изображения
(iv) Прокалывание труб:
Этот тип прокатки состоит из двух роликов и стационарной оправки. Ролики вращаются на металле, и металл движется вперед к оправке. Движение металла к оправке создает отверстие внутри металла из-за напряжения сжатия оправки. Используется для изготовления бесшовной полой трубы с толстыми стенками.
Источник изображения
(v) Косая прокатка:
Этот тип процесса прокатки используется для изготовления шарикоподшипников. В этом процессе металл проходит через ролик специальной конструкции, а шарики подшипников выходят в виде готового продукта. Это очень удобный метод, который мы можем использовать при массовом производстве шарикоподшипников.
Источник изображения
Рис. 17: Косая прокатка
(vi) Поперечная прокатка:
Этот тип прокатки используется для придания поверхности материала конусообразной формы. Он состоит из двух роликов, которые вращаются в одном направлении, между которыми пропускается металл. Ролики также содержат определенную конусообразную часть, которая создает конусность на поверхности металла. Он используется в производстве конических валов, листовых рессор и т.д. . Ролики устроены таким образом, что при прохождении через них металла они приобретают кривизну вдоль направления ролика. Процесс гибки валков в основном используется для гибки труб шасси автомобиля, что повышает его аэродинамическую эффективность.
Он состоит из двух роликов, которые вращаются в одном направлении, между которыми пропускается металл. Ролики также содержат определенную конусообразную часть, которая создает конусность на поверхности металла. Он используется в производстве конических валов, листовых рессор и т.д. . Ролики устроены таким образом, что при прохождении через них металла они приобретают кривизну вдоль направления ролика. Процесс гибки валков в основном используется для гибки труб шасси автомобиля, что повышает его аэродинамическую эффективность.
Источник изображения
(viii) Плоская прокатка:
Это самый простой процесс прокатки, который используется для преобразования слитка в блюм, сляб и т.д. в том же направлении с уменьшенной толщиной. Вкратце можно сказать, что при данном виде прокатки толщина металла уменьшается только на выходе.
Источник изображения
(ix) Контролируемая прокрутка:
Как следует из названия, это один из типов процессов прокатки, выполняемых контролируемым образом. Он широко используется в промышленности. Например, в сталелитейной промышленности размер зерна является фиксированным, и прокатка выполняется контролируемым образом, чтобы получить на выходе одинаковый размер зерна.
Он широко используется в промышленности. Например, в сталелитейной промышленности размер зерна является фиксированным, и прокатка выполняется контролируемым образом, чтобы получить на выходе одинаковый размер зерна.
Для более четкого объяснения процесса прокатки посмотрите видео ниже:
8. Применение прокатки:
Процесс прокатки является одним из наиболее широко используемых процессов в промышленности. Он используется для производства различных вещей, от шариков подшипников до турбин. Кроме того, процесс прокатки также используется для массового производства листов, полос, проволоки, прутков, слябов и т. д., которые являются вторичными продуктами в процессе прокатки.
Всегда следует помнить, что процесс прокатки в основном используется для изменения формы металла, что привело к различным применениям в различных областях.
9. Дефекты прокатной продукции:
В процессе прокатки возникает несколько дефектов. Эти дефекты следующие:
Эти дефекты следующие:
(i) Растрескивание краев:
Это происходит из-за ограниченной пластичности материала или неравномерной деформации, в основном по краям. Этот тип деформации встречается в основном в слитках, пластинах или плитах.
(ii) Аллигаторная обработка:
При этом типе дефекта металл разрывается на 2 части в горизонтальной плоскости. В основном это происходит с плитами и происходит, когда толщина плиты по отношению к длине контакта падает от 1,4 до 1,65.
Источник изображения
(iii) Складки:
Этот тип дефекта возникает, когда уменьшение за проход минимально. Складки очень часты в листопрокатном производстве.
(iv) Форма чешуи:
При этом типе дефекта оксидный слой образуется над металлическим слоем. Образование накипи происходит во время процесса горячей прокатки.
Часто задаваемые вопросы
В. 1: В чем разница между контролируемой прокаткой и другими типами прокатки?
1: В чем разница между контролируемой прокаткой и другими типами прокатки?
Ответ: Контролируемая прокатка означает контролируемый процесс прокатки. Если другие виды процесса прокатки будут выполняться контролируемым образом, то они также будут называться контролируемым процессом прокатки.
Q.2: Чем универсальный прокатный стан отличается от других типов прокатного стана?
Ответ- Универсальный прокатный стан может производить прокатку в обоих направлениях X и Y, и не указывается в определенном направлении, как другие прокатные станы.
Q.3: Чем горячая и холодная прокатка отличается от видов прокатки?
Ответ- Горячая и холодная прокатка производится на всех металлах, подвергающихся процессу прокатки, и классифицируется по температуре прокатки. Приведенная здесь классификация процессов прокатки основана на различном применении и расположении компонентов.
Все, что вам нужно знать о процессе прокатки
Прокатка в металлообработке — это процесс формовки металла, который помогает уменьшить толщину металла и сделать его равномерным. Металлическая заготовка пропускается через одну или несколько пар валков для измельчения материала. Прокатка классифицируется по температуре прокатываемого металла, она является горячей прокаткой, если температура металла выше температуры его рекристаллизации. в то время как прокатка называется холодной, если температура металла ниже температуры рекристаллизации.
Сегодня мы рассмотрим определение, процессы, принцип работы, типы, применение, горячую и холодную прокатку, назначение смазки, дефекты, а также преимущества и недостатки прокатки.
Содержимое
Определение прокатки:
Прокатку можно определить как процесс формовки металла, при котором металлические детали пропускают через несколько пар валков, чтобы получить равномерную толщину или уменьшить толщину материала. Это достигается двумя способами; горячая и холодная прокатка. в приложении процессы горячей прокатки являются более тоннажными, чем любой другой производственный процесс, а процессы холодной прокатки являются самыми тоннажными из всех процессов холодной обработки.
Это достигается двумя способами; горячая и холодная прокатка. в приложении процессы горячей прокатки являются более тоннажными, чем любой другой производственный процесс, а процессы холодной прокатки являются самыми тоннажными из всех процессов холодной обработки.
Пары валков удерживаются на прокатных станах, которые объединены в валковые станы, легко обрабатывающие металл. Как правило, сталь можно прокатывать в различные изделия, такие как конструкционная сталь (двутавровые балки, уголки, швеллеры), сортовой прокат и рельсы. Ну, на некоторых сталелитейных заводах есть прокатные цеха, которые перерабатывают литейные полуфабрикаты в готовую продукцию.
Читать: Различные процессы формовки листового металла
Принцип работы процесса прокатки:
В процессе прокатки запас материала проходит между одной или несколькими парами валков для уменьшения и поддержания одинаковой толщины. Этот процесс в основном сосредоточен на поперечном сечении прессуемого слитка или металла, что способствует уменьшению толщины заготовки. Процессы прокатки увеличивают длину и уменьшают толщину без изменения ширины материала.
Процессы прокатки увеличивают длину и уменьшают толщину без изменения ширины материала.
В этом видео ниже объясняется работа прокатки:
Горячая и холодная прокатка:
Горячая прокатка:
Как упоминалось ранее, в процессе металлообработки горячая прокатка происходит выше температуры рекристаллизации материала. Однако рекристаллизация препятствует деформационному упрочнению металла.
Холодная прокатка:
В отличие от горячей прокатки, холодная прокатка происходит ниже температуры рекристаллизации материала, обычно при комнатной температуре. это увеличивает прочность примерно на 20% за счет деформационного упрочнения и улучшает качество поверхности, а также обеспечивает более жесткие допуски.
Прочитать статью полностью
Применение прокатки:
Горячая прокатка применяется в основном для производства листового металла или простых поперечных сечений, таких как рельсовые пути. Общие области применения горячекатаного металла включают:
- Рамы грузовиков
- Трубы и шланги
- Автомобильные диски сцепления, колеса и колесные диски
- Водонагреватели
- Сельскохозяйственное оборудование
- Обвязки 9003 4
- Металлоконструкции
- Штамповки
- Вагоны-хопперы и их компоненты
- Ограждения улиц и шоссе
- Двери и полки
- Диски
Холоднокатаная сталь применяется в металлической мебели, шкафах для документов, столах, письменных столах, стульях, выхлопных трубах мотоциклов, компьютерные шкафы и оборудование, бытовая техника и комплектующие, стальные барабаны, трубы, петли, осветительные приборы, стеллажи, водонагреватели, металлические контейнеры, лопасти вентиляторов, сковороды, электронные шкафы, газонокосилки, строительные товары.
Из списка этих применений металлопроката вы можете увидеть, что почти все вокруг нас подвергается либо холодной прокатке, либо горячей прокатке.
Процессы прокатки:
Ниже представлены различные процессы прокатки:
- Гибка
- Профилирование
- Плоская прокатка
- Кольцевая прокатка
- Фасонная прокатка 9003 4
- Контролируемая прокатка и
- Кузнечная прокатка
Читать полная статья
Типы прокатных станов:
Следующие пять типов прокатных станов используются для прокатки металлов:
- Двухвалковые прокатные станы
- Трехвалковые прокатные станы
- Четырехвалковые прокатные станы
- Стан-тандем с
- Прокатные станы с кассетами
Смазка при прокатке:
Поскольку в процессе прокатки между валками и металлом возникает трение, смазка играет очень важную роль. Трение также полезно, поскольку оно отвечает за перемещение работы между валками вперед.
