Протяжки шлицевые прямобочные гост: Библиотека государственных стандартов
Содержание
Протяжки шлицевые прямобочные, ГОСТы
Товары в корзине: 0 шт
Оформить заказ
- Окп
- Инструмент, технологическая оснастка, абразивные материалы
- Инструмент режущий, слесарно-монтажный, зажимной и вспомогательный, напильники и борфрезы
- Протяжки
- Протяжки шлицевые прямобочные
Имеет подразделы:
- — сборные с двумя хвостовиками
- — сборные с двумя хвостовиками
- — сборные с одним хвостовиком
- — сборные с одним хвостовиком
- — цельные с двумя хвостовиками
- — цельные с двумя хвостовиками
- Протяжки шлицевые прямобочные из стали с центрированием по внутреннему диаметру / цельные с одним хвостовиком
- Протяжки шлицевые прямобочные из стали с центрированием по наружному диаметру / цельные с одним хвостовиком
- Протяжки шлицевые прямобочные твердосплавные
- Протяжки
- Инструмент режущий, слесарно-монтажный, зажимной и вспомогательный, напильники и борфрезы
- Инструмент, технологическая оснастка, абразивные материалы
- ГОСТ 24818-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания.
 Конструкция и размеры
Конструкция и размеры - ГОСТ 24819-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры
- ГОСТ 24820-81 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры
- ГОСТ 24821-81 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры
- ГОСТ 24822-81 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры
- ГОСТ 24823-81 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры
- ГОСТ 25969-83 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания.
 Конструкция и размеры
Конструкция и размеры - ГОСТ 25970-83 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция и размеры
- ГОСТ 25971-83 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция и размеры
- ГОСТ 25972-83 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция и размеры
- ГОСТ 25973-83 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция и размеры
- ГОСТ 25974-83 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция и размеры
- ГОСТ 28044-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания.
 Конструкция
Конструкция - ГОСТ 28045-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция
- ГОСТ 28046-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания трехпроходные. Конструкция
- ГОСТ 28047-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания четырехпроходные. Конструкция
- ГОСТ 28048-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру. Конструкция
- ГОСТ 28049-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 90 до 120 мм модулем 2,5 мм с центрированием по наружному диаметру двухпроходные.
 Конструкция
Конструкция - ГОСТ 28050-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция
- ГОСТ 28051-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру двухпроходные. Конструкция
 Конструкция и размеры
Конструкция и размерыПротяжка шлицевая | Металлорежущий инструмент
Протяжка шлицевая относится к металлорежущему инструменту и применяется для обрабатывания шлицевых отверстий. Это, фактически, несколько лезвий, укрепленных друг за другом таким образом, что при работе протяжки снимается весь необходимый объем стружки – от черновой обработки до чистовой и калибровки. При изготовлении протяжек используют быстрорежущие или среднелегированные инструментальные стали, так как этот инструмент подвергается большим физическим нагрузкам.
Виды протяжек
В зависимости от количества укрепленных резцов протяжки бывают шести-, восьми-, десятишлицевые, а также эвольвентные и острошлицевые.
Шестишлицевые протяжки, в зависимости от своего типа (центрирование по наружному или внутреннему диаметру) изготавливаются по ГОСТам: ГОСТ 24818-81, ГОСТ 24819-81, ГОСТ 25969-83, ГОСТ 25970-83.
Восьмишлицевые протяжки, в зависимости от своего типа (центрирование по наружному или внутреннему диаметру, однопроходные, двупроходные) изготавливаются по ГОСТам: ГОСТ 24820-81, ГОСТ 24821-81, ГОСТ 25971-83, ГОСТ 25972-83.
Десятишлицевые протяжки, в зависимости от своего типа (центрирование по наружному или внутреннему диаметру, однопроходные, двупроходные, трехпроходные, четырехпроходные) изготавливаются по ГОСТам: ГОСТ 24822-81, ГОСТ 24823-81, ГОСТ 25973-83, ГОСТ 25974-83, ГОСТ 28044-89, ГОСТ 28045-89, ГОСТ 28046-89, ГОСТ 28047-89.
Эвольвертные протяжки в зависимости от своего диаметра и размера модуля изготавливаются по следующим ГОСТам: ГОСТ 25157-82, ГОСТ 25158-82, ГОСТ 25159-82, ГОСТ 25160-82, ГОСТ 25161-82, ГОСТ 28048-89, ГОСТ 28049-89, ГОСТ 28050-89, ГОСТ 28051-89, ГОСТ 50035-92, ГОСТ 50036-92, ГОСТ 50037-92, ГОСТ 50038-92
Острошлицевые протяжки изготавливаются по ГОСТу: ГОСТ 28442-90
По форме шлица различают зубья с елочным, угловым или прямым профилем.
По виду изготовления протяжки делятся на цельные и сборные.
По виду протягивания бывают внутренние и наружные протяжки.
По схеме резания при протягивании протяжка может иметь обычную (профильную), ступенчатую (генераторную) и групповую (прогрессивную) схему резания.
Протяжка шлицевая используется при обработке наружных и внутренних поверхностей из металла – там, где требуется высокая точность. Изредка может применяться для отделки неметаллических изделий.
Основные сферы применения
Протяжка шлицевая применяется:
— при производстве огнестрельного оружия нарезного типа,
— при обработке наружных профилей сложной конфигурации,
— при изготовлении турбин авиадвигателей,
— при нарезке шпоночных канавок и шлицов,
— при калибровании многогранных, цилиндрических или фигурных отверстий.
На инструментальном производстве «Литштамп» вы можете приобрести готовые протяжки или заказать изготовление эксклюзивного инструмента для проведения сложных работ. Наши конструкторы разработают всю нужную документацию, а мастера инструментального цеха в самые короткие сроки изготовят режущий инструмент высокого качества.
Наши конструкторы разработают всю нужную документацию, а мастера инструментального цеха в самые короткие сроки изготовят режущий инструмент высокого качества.
Похожие статьи:
- Фреза фасонная ГОСТ 9305
- Ролики накатные ГОСТ 12482 — 3291
- Ролики резьбонакатные ГОСТ 9539-72
- Ножи рубильные
- Сборные протяжки
Следующие статьи:
- Фрезы резьбовые гребенчатые
- Фрезы цилиндрические
- Фрезы угловые двусторонние
- Протяжка шпоночная
- Фрезы фасонные
Следующая страница >>
duMont Minute Man Протяжки для шпоночного паза
Наши протяжки для шпоночного паза, однопроходные, производственные и шпоночные с втулками отражают наше наследие инноваций, опыта и надежности. Каждая протяжка производится на нашем недавно построенном заводе в США, расположенном в Саут-Дирфилде, Массачусетс, с использованием высококачественной быстрорежущей стали, запатентованных процессов термообработки и современной технологии заточки. броши duMONT, оригинальные и до сих пор лучшие.
броши duMONT, оригинальные и до сих пор лучшие.
Подробнее о наших шпоночных протяжках и втулках…
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Клиенты также приобрели…
Заказная форма протяжки
Как ваш консьерж по инструментам, мы используем наш опыт, чтобы понять ваши сложные задачи обработки и порекомендовать правильный инструмент, такой как промышленные протяжки, вращающиеся протяжки , протяжки со шпоночным пазом, протяжки по индивидуальному заказу, индексируемые протяжные системы, вращающиеся протяжки и инструменты для швейцарского производства, высокопроизводительные круглые режущие инструменты и высокоточные микросверла. Мы также используем наши технические знания и деловые отношения, чтобы связать вас с четырьмя самыми уважаемыми в мире брендами протяжных инструментов, разверток, микроконцевых фрез и сверл и многого другого.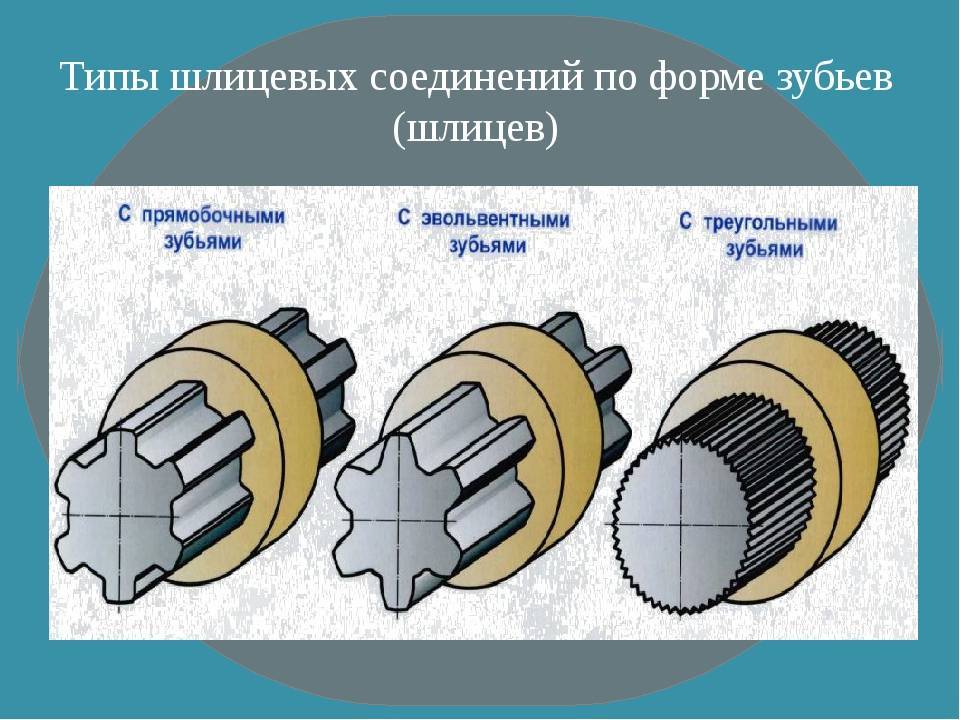
О наших протяжках
Компания duMONT занимается разработкой и производством прецизионных прошивок на протяжении десятилетий, и эти протяжки признаны во всем мире за их качество, долговечность и технические характеристики.
Наборы протяжек для шпоночных пазов
Для вашего удобства мы предлагаем наборы протяжек для шпоночных паза различных размеров и комбинаций. Все наши наборы протяжек поставляются в традиционных коробках из лакированного дерева или пластика, в зависимости от выбранного набора, и поставляются в комплекте с прецизионными протяжками, прорезными втулками и необходимыми прокладками.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Протяжки для шпоночных пазов
У нас есть в наличии протяжки для шпоночных пазов duMONT различных размеров (американский стандарт или метрическая система) и покрытий (Std, TiN, TiAlN), идеально подходящих для мелкосерийного производства и общего обслуживания. Мы также полностью оборудованы для изготовления на заказ любых специальных протяжек для шпоночных пазов, не указанных в нашем каталоге.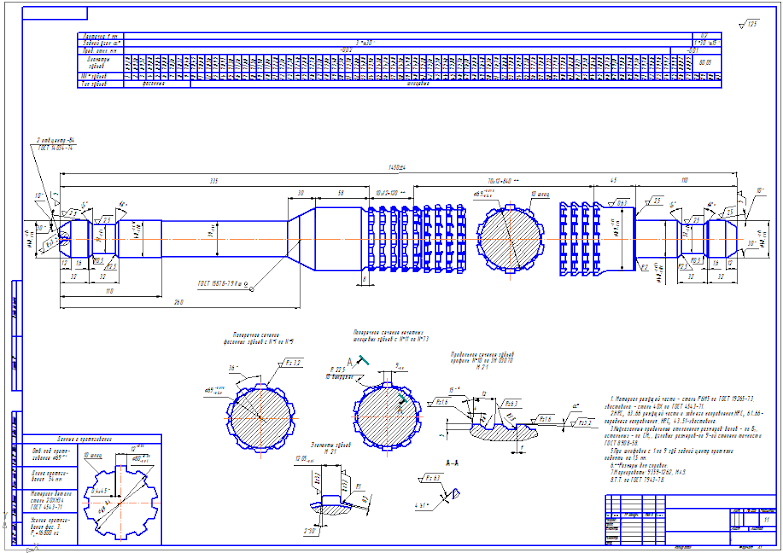 У нас также есть в наличии различные втулки для шпоночных пазов, позволяющие использовать наши протяжки для шпоночных пазов с отверстиями разных размеров.
У нас также есть в наличии различные втулки для шпоночных пазов, позволяющие использовать наши протяжки для шпоночных пазов с отверстиями разных размеров.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Протяжки со шпоночным пазом за один проход
Однозаходные протяжки для шпоночных пазов duMONT предназначены для небольших серий производства одинаковых шпоночных пазов с различными отверстиями. Используется с втулкой соответствующего размера (американский стандарт или метрическая система) для резки на всю ширину и глубину за один проход. Шейминг не требуется.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Производственные протяжки с нажимным пазом
Производственные протяжки с нажимным пазом обеспечивают максимальную скорость и точность при производстве одинаковых отверстий с использованием гидравлических или ручных прессов. Эти протяжные инструменты являются самонесущими. Никаких прокладок или втулок не требуется.
См. в нашем каталоге
Протяжки для шпоночных пазов
Наши протяжки для шпоночных пазов отличаются превосходной конструкцией зубьев и отшлифованы в соответствии с точными допусками шпоночных пазов.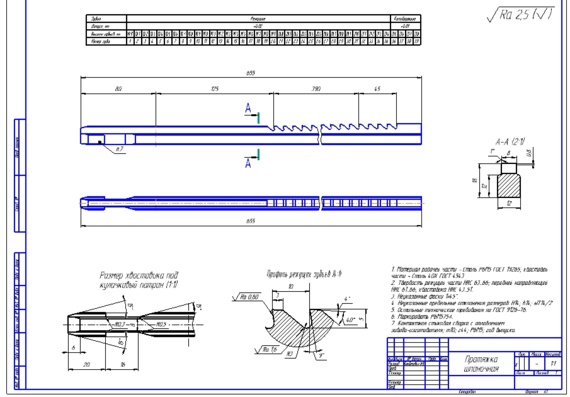 Мы предлагаем размеры для нарезки наиболее распространенных размеров шпоночного паза, а также доступны покрытия TiN или TiAlN. Мы также предлагаем шпоночные протяжки типа AFS, которые имеют ступенчатый дизайн зубьев и способствуют эффективному резу. Все наши инструменты для запрессовки шпонок предназначены для работы с машинами Hansford Davis для установки шпонок моделей 4, 5 и 15.
Мы предлагаем размеры для нарезки наиболее распространенных размеров шпоночного паза, а также доступны покрытия TiN или TiAlN. Мы также предлагаем шпоночные протяжки типа AFS, которые имеют ступенчатый дизайн зубьев и способствуют эффективному резу. Все наши инструменты для запрессовки шпонок предназначены для работы с машинами Hansford Davis для установки шпонок моделей 4, 5 и 15.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Вытяжные протяжки для шпоночных пазов
Наши выдвижные протяжки для шпоночных пазов идеально подходят для применения в крупносерийных тянущих станках. Мы предлагаем наиболее распространенные американские стандартные и метрические протяжки со шпоночным пазом, доступные либо в виде промышленного стандарта серии 500 с резьбовым тяговым концом, либо серии 600 с выемчатым тяговым концом.
СМОТРИТЕ НАШ КАТАЛОГ
Круглые протяжки
Наши круглые протяжки предназначены для создания прецизионного круглого отверстия за один проход в предварительно отлитом, просверленном или развернутом круглом отверстии. Эти протяжки для внутренних отверстий идеально подходят для точных допусков, размеров и отделки для тех применений, где требуется точность и отделка. Каждая протяжка имеет зубья с переменным шагом и доступна в размерах американского стандарта. Метрические размеры доступны по запросу.
Эти протяжки для внутренних отверстий идеально подходят для точных допусков, размеров и отделки для тех применений, где требуется точность и отделка. Каждая протяжка имеет зубья с переменным шагом и доступна в размерах американского стандарта. Метрические размеры доступны по запросу.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Протяжки полного квадрата
Наши протяжки полного квадрата предназначены для создания за один проход отверстия полного квадрата в ранее просверленном или просверленном круглом отверстии. Протяжка не оставляет радиусов на плоскостях прошитой детали, а диаметр направляющей соответствует полному квадратному размеру готовой детали.
СМОТРИТЕ НАШ КАТАЛОГ
Квадратные протяжки
Наши стандартные квадратные протяжки предназначены для создания за один проход стандартного квадратного отверстия в предварительно отлитом или просверленном круглом отверстии. Стандартные квадратные протяжки начинаются с большого направляющего отверстия и создают квадратное отверстие, оставляя маленькие радиусы на плоскостях.
СМОТРИТЕ НАШ КАТАЛОГ
Шестигранные протяжки
Наши шестигранные протяжки предназначены для создания за один проход шестигранного отверстия в предварительно отлитом или просверленном круглом отверстии.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Протяжки по индивидуальному заказу
Мы полностью оборудованы для производства как стандартных, так и нестандартных прошивок как в нажимном, так и в натяжном исполнении, включая все типы шпоночных пазов, внутренних отверстий и поверхностных прошивок. Доступны специальные функции, такие как снятие фаски или заусенцев для однопроходных операций. Все наши специальные протяжки изготовлены из высококачественной быстрорежущей стали и имеют покрытие TiN или TiAlN.
СМОТРИТЕ НАШ КАТАЛОГ
Переточка протяжки
Мы предлагаем квалифицированные услуги по переточке протяжки с целью восстановления режущих кромок протяжки до их первоначального состояния. Протяжки, возвращенные для этой услуги, проверяются индивидуально, и для восстановления инструмента генерируются специальные инструкции по переточке.
ПОСМОТРЕТЬ НАШ КАТАЛОГ
Ротационная протяжка | Канадские хобби-металлисты и машинисты
RobinHood
Ультрачлен
#1
Увидев, как Рэнди Ричард в магазине и Стефан Готтсвинтер собирают вращающиеся протяжки из набора Хемингуэя, я решил попробовать сделать одну из них.
Сначала я поискал несколько планов в Интернете и нашел тот, который мне понравился в качестве отправной точки.
Затем я осмотрел магазин в поисках деталей и кусков металла, которые можно было бы превратить в различные компоненты. Мое внимание привлек активный центр (LC) на стойке держателя инструмента для токарного станка. Возможно, можно было бы основывать прошивку на тех же основных размерах/функциях? У него есть вращающаяся часть, удерживаемая в корпусе, который прикреплен либо к приводу (например, фрезерный станок), либо удерживается неподвижно, как в задней бабке. Так что теперь мне нужны были валы MT3 и R8 на приводной пластине, а не только прямой хвостовик, который я изначально планировал. Что ж, осмотревшись еще немного, у меня было по одной из каждой расточной головки с ввинчиваемыми адаптерами.
Возможно, можно было бы основывать прошивку на тех же основных размерах/функциях? У него есть вращающаяся часть, удерживаемая в корпусе, который прикреплен либо к приводу (например, фрезерный станок), либо удерживается неподвижно, как в задней бабке. Так что теперь мне нужны были валы MT3 и R8 на приводной пластине, а не только прямой хвостовик, который я изначально планировал. Что ж, осмотревшись еще немного, у меня было по одной из каждой расточной головки с ввинчиваемыми адаптерами.
Вот разобранный живой центр МТ3, который служил шаблоном для вращающейся протяжки.
Таким образом, если взять шпиндель LC и сделать его полым для установки режущих инструментов, как показано ниже, это будет держатель инструмента, о котором позаботятся… (сталь 4140)
Основные размеры резцедержателя идентичны шпинделю из LC. Хвост немного короче, чтобы уменьшить общую длину протяжки. Я использовал те же три подшипника, что и в LC: один шариковый, один шариковый упорный и маленький ролик на конце. Установочный винт удерживает инструменты.
Установочный винт удерживает инструменты.
Далее я сделал корпус из куска бревна 4140. Четыре отверстия на фланце имеют увеличенный размер для SHC 1/4-20, чтобы можно было отрегулировать вершину инструмента по оси вращения. Таким образом, он просто качается, но не имеет биения. Установочный винт предназначен для смазки подшипников.
Вот корпус сзади с ключом.
Корпус протяжки должен быть установлен под углом к центральной линии (на чертеже указано 1,2* — я пошел с этим). Поэтому я сделал ведущую пластину (также 4140) с резьбовым отверстием 1,5 дюйма на 18 точек на дюйм для установки сменных адаптеров (MT3 и R8), а другую сторону фрезеровал и шлифовал на расстоянии 1,2* от параллельности.
Обратите внимание на соответствующий способ ключа, который соответствует способу передачи движущих сил тела с помощью квадратного ключа.
Вот вид сбоку, показывающий конусность граней 1,2*.
А для фиксации всех деталей внутри корпуса имеется стопорное кольцо с торцевыми отверстиями под ключ.
Все детали на одном изображении. Я не делал беседки.
У меня есть хороший запас сломанных сверл из быстрорежущей стали и твердосплавных концевых фрез с работы моей дочери. Буду делать из них инструменты для прошивания по мере необходимости.
Наконец, протяжка полностью собрана.
Это было весело, и я многому научился. Теперь мне просто нужно сделать брошюру и попробовать…
Еще один проект из моего очень длинного списка дел, которые нужно завершить.
PeterT
Ultra Member
#2
Очень красиво! И разумное использование других компонентов. Ждем результатов прошивания.
Ждем результатов прошивания.
Увидев это, я тоже заинтересовался разборкой живого центра. Похоже, что на этом конкретном передняя поверхность отрывается с помощью этой специальной резьбовой крышки с ключом на 2 штифта? отверстия? Затем подшипники и т. д. В целом все скользило или какой-то пресс работал? Надо будет еще раз глянуть на свою, но на первый взгляд я этого не припомню. Очевидно, что он был собран, но выглядит довольно запечатанным.
Еще один интересный дизайн/набор Hemingway можно посмотреть на плавающем держателе расширителя от этого парня.
https://www.youtube.com/channel/UCEu2MvQKiTvi7XSl26cn6AQ
RobinHood
Ультрачлен
#3
PeterT сказал:
Увидев это, я тоже заинтересовался разборкой живого центра.
Похоже, что на этом конкретном передняя поверхность отрывается с помощью этой специальной резьбовой крышки с ключом на 2 штифта? отверстия? Затем подшипники и т. д. В целом все скользило или какой-то пресс работал? Надо будет еще раз глянуть на свою, но на первый взгляд я этого не припомню. Очевидно, что он был собран, но выглядит довольно запечатанным.
Нажмите, чтобы развернуть…
Да, этот LC также использует торцевой гаечный ключ, чтобы снять переднюю крышку. Кроме того, если вы увеличите изображение с помощью LC, вы увидите винт со шлицем, закрывающий хвостовую часть отверстия дышла MT3. (На картинке он немного отодвинут назад; он защищает резьбу и помогает извлечь LC из задней бабки). Один удаляет это, а затем вы можете вставить небольшой стержень сзади и вытолкнуть все детали спереди. Да, в части MT3 есть сквозное отверстие. Снова увеличьте изображение, вы заметите маленький черный диск справа от роликового подшипника в разобранном виде внутренних компонентов. Стержень фактически давит на него и, таким образом, не повреждает какие-либо детали, поскольку вы используете безударный молоток (или небольшой оправочный пресс, которого у меня нет), чтобы раздавить его.
Стержень фактически давит на него и, таким образом, не повреждает какие-либо детали, поскольку вы используете безударный молоток (или небольшой оправочный пресс, которого у меня нет), чтобы раздавить его.
Вот картинка того, о чем я говорю выше…
Плавающий держатель расширителя выглядит очень интересно. Однако у меня нет разверток с хвостовиком МТ; только прямой хвостовик, также известный как патронные развертки. Придется делать переходник для патрона. На самом деле, я бы также использовал сменную комбинацию MT3 / R8 для хвостовой части, как я сделал на поворотной протяжке….
Последнее редактирование:
RobinHood
Ультрачлен
#4
Наконец-то дошли руки сделать одну протяжку и опробовать эту штуку. Это шестигранник 5/16”. Он ближе всего к диаметру хвостовика сломанного сверла, которое я использую. Таким образом, требуется наименьшее количество измельчения. Теперь, когда мельница T&C снова заработала, я сделаю больше. Старый ремень испустил дух, а на запасных ремнях, которые поставлялись с кофемолкой, полиуретановое покрытие просто слетело из-за их возраста.
Вот несколько фотографий. Я просто быстро попробовал его на куске 6061 на токарном станке. Запустил на 350 об/мин. Потребовалось очень небольшое давление, чтобы проникнуть в отверстие на 1/2 дюйма. Настоящее испытание будет в стали….
Джимбоджонс
Активный член
#5
Круто. Я хотел бы увидеть его в действии
Как вы думаете, вы могли бы использовать их, чтобы очистить некоторые существующие болты с головкой под торцевой ключ… или это будет слишком твердый материал? Я говорю о том, чтобы просто подправить дно отверстия, чтобы обеспечить полное зацепление
RobinHood
Ультрачлен
#6
Джимбоджонс сказал:
Как вы думаете, вы могли бы использовать их, чтобы очистить некоторые существующие болты с головкой под торцевой ключ.
.. или это будет слишком твердый материал? Я имею в виду просто правку дна отверстия, чтобы обеспечить полное зацепление
Нажмите, чтобы развернуть…
Это может быть слишком сложно для HSS. У меня могут быть цельные твердосплавные хвостовики концевых фрез, которые могли бы работать. Позвольте мне попробовать. Я отчитаюсь….
PeterT
Ultra Member
#7
Совпадение по времени, я просто крутил несколько винтов с головкой под ключ на токарном станке и столкнулся с некоторыми отклонениями. Наружный диаметр пластиков и хвостовика вращался хорошо, но они звучали по-разному в шестигранной области. Не только прерывистое резание, но и ощущение другой твердости. Предположительно они закалены и закалены маслом до 33-39.HRC, что звучит не так уж сложно. Но, может быть, когда они подделывают гекс, впечатление, что локализованная область может быть немного другой? Или это могла быть плохая партия консервов из-под тунца в этой конкретной заготовке
Не только прерывистое резание, но и ощущение другой твердости. Предположительно они закалены и закалены маслом до 33-39.HRC, что звучит не так уж сложно. Но, может быть, когда они подделывают гекс, впечатление, что локализованная область может быть немного другой? Или это могла быть плохая партия консервов из-под тунца в этой конкретной заготовке
.
прминдартмут
Новый член
#8
Прошу прощения за дилетантский вопрос… как регулируется диаметр (пересечение граней) прошиваемого отверстия?
RobinHood
Ультрачлен
#9
прминдартмут сказал:
Простите любительский вопрос… как регулируется диаметр (пересечение лысок) прошиваемого отверстия?
Нажмите, чтобы развернуть…
Без проблем.
Я использую шлифовальную машину Tool And Cutter с чашечным кругом. Я подношу заготовку под углом 88* к оси шпинделя шлифовального круга в индексаторе. Осевые линии, если бланк и колесо находятся на одной высоте. В этом случае 88* дает мне 2* рельефа на каждой плоскости (90*-88*=2*). Продвигаем заготовку вперед мимо колеса на необходимую длину лыски — в данном случае 1/2”. Моя заготовка имеет номинальный диаметр 10 мм (фактический 9,7 мм). Так что я просто отшлифовал все шесть сторон (путем поворота), пока не получил полную шестигранную форму на лицевой стороне заготовки.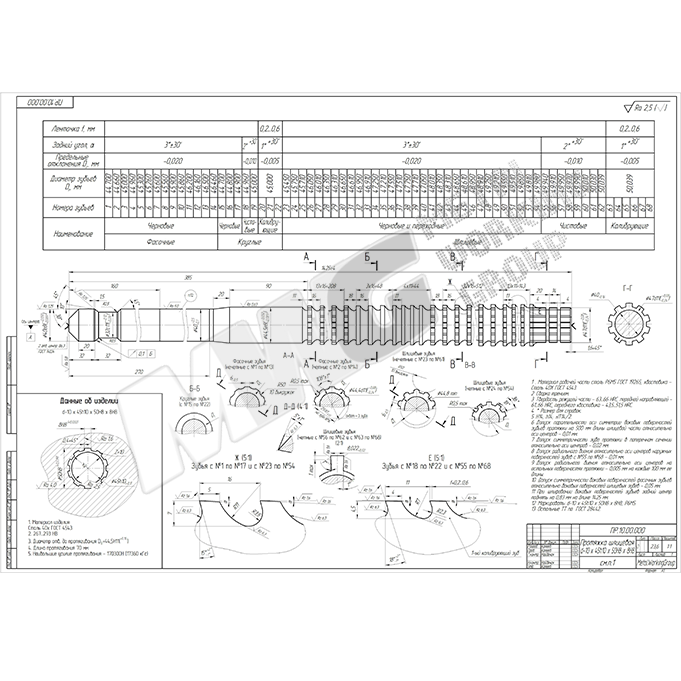 Затем я просто измерил с помощью микрофона, чтобы увидеть, насколько я близок к 0,3125 (протяжка 5/16 дюйма, которую я делал). Скажем, я закончил на 0,020, я бы подал в осевом направлении шпиндель на половину этого (0,010 дюйма), потому что мы собираемся отшлифовать все шесть лысок на эту величину за еще один проход. Итак, теперь расстояние по квартирам — это то, что я хочу.
Затем я просто измерил с помощью микрофона, чтобы увидеть, насколько я близок к 0,3125 (протяжка 5/16 дюйма, которую я делал). Скажем, я закончил на 0,020, я бы подал в осевом направлении шпиндель на половину этого (0,010 дюйма), потому что мы собираемся отшлифовать все шесть лысок на эту величину за еще один проход. Итак, теперь расстояние по квартирам — это то, что я хочу.
Здесь вы можете видеть чашечное колесо и заготовку, торчащую из индексатора. Индексатор (и, следовательно, заготовка) находится на скользящем столе, который можно перемещать вперед/назад по чашечному колесу.
Готовая протяжка 5/16”
Вид с торца шестигранной протяжки 5/16”
Это похоже на точение на токарном станке с циферблатами, которые читают по радиусу. Какое бы уменьшение диаметра вам ни понадобилось, просто возьмите половину этого радиуса.
Максимальный размер протяжки ограничен диаметром заготовки, так как готовый шестигранник (измеренный по его вершинам) не может быть больше диаметра заготовки.
Последнее редактирование:
прминдартмут
Новый член
#10
ОК, спасибо РобинГуд! Очень хорошая работа.
Робин Гуд
Ультрачлен
#11
На предыдущем изображении выше вы можете видеть готовый черный SHCS, используемый для крепления корпуса к ведущему диску. Они работают, но на 1/4 дюйма короче. Они имеют шестигранный привод 1/4-20 на 1 дюйм 3/16 дюйма.
Чтобы посмотреть, будет ли мой RB работать в стали и насколько больше силы потребуется для протягивания шестигранника, я решил сделать один 1/4-20 на 1,25” SHCS из инструментальной стали.
Вот результат…
Это показывает гекс в голове. В каждом углу на дне отверстия остались только крошечные сколы, так как я вернулся с дрелью, чтобы вычистить большие куски после протяжки
.
Потребовалось больше усилий, чтобы протолкнуть протяжку в сталь, чем в алюминий, но не так много, как я думал. Это всего лишь шестигранник 3/16 дюйма, и я уверен, что для более крупных потребуется больше усилий. Я бы сравнил усилие, необходимое для протяжки, примерно равное просверливанию отверстия тупым сверлом того же размера.
Теперь я должен сделать остальные три SHCS, чтобы завершить набор для RB….
PeterT
Ultra Member
#12
Этот парень на самодельных инструментах сделал один из своих собственных конструкций FYI
http://www.homemadetools.net/forum/…_medium=email&utm_campaign=02-28-18#post95664
RobinHood
Ультрачлен
№13
Спасибо за ссылку PeterT.
Очень хороший инструмент. Мне особенно нравится его компактная регулируемая делительная головка, которую он может установить в тисках. У меня все те же возможности с моей универсальной делительной головкой, но она слишком велика для плоскошлифовальной машины или фрезы, кроме продольной ориентации…
PeterT
Ultra Member
№14
Да, мне нравится его стиль дизайна, функциональный и чистый. Я заметил, что он отдает предпочтение «предварительно закаленной стали 4140» для многих своих инструментов. Я никогда не работал с ним раньше, но я заинтригован.
Я никогда не работал с ним раньше, но я заинтригован.
Кроме того, у него есть веб-сайт с той же коллекцией инструментов, что и по ссылке. Я купил его чертежи шпинделя шлифовального станка за 5 долларов. Один из моих текущих проектов — сделать мини-версию, поэтому я хотел взять ее в качестве ориентира.
https://rossbotics.wixsite.com/machiningtechniques
Том О
Ультрачлен
№15
У меня не работает ссылка выше
https://www.homemadetools.net/builder/rossbotics
ДПитман
Ультрачлен
№16
Просто интересно, были ли у @RobinHood какие-либо обновления для его версии вращающегося протяжного станка и успешно ли применялись твердосплавные насадки. Я думаю, что хотел бы попробовать версию наборов Хемингуэя, так как это выглядело достаточно просто. Однако у меня нет болгарки, и я пока не знаю, как я справлюсь с изготовлением протяжек.
YYCHM
(Крейг)
# 17
DPitman сказал:
Просто интересно, были ли у @RobinHood какие-либо обновления для его версии с вращающейся протяжкой и успешно ли применялись твердосплавные насадки.
Я думаю, что хотел бы попробовать версию наборов Хемингуэя, так как это выглядело достаточно просто. Однако у меня нет болгарки, и я пока не знаю, как я справлюсь с изготовлением протяжек.
Нажмите, чтобы развернуть…
Есть ссылка на эту версию наборов Хемингуэя?
RobinHood
Ультрачлен
# 18
Я не делал никаких твердосплавных насадок. HSS работал нормально до сих пор.
Да, наличие некоторой формы T&CG в значительной степени является требованием при планировании изготовления собственных бит, так как это единственный способ точно отшлифовать очень мелкие задние углы и индексировать количество режущих поверхностей.
Наборы Хемингуэя пользуются хорошей репутацией. Это будет забавная сборка полезного инструмента. Не уверен, что они берут имеющиеся в продаже насадки для инструментов.
ДПитман
Ультрачлен
# 19
YYCHM сказал:
Есть ссылка на эту версию наборов Хемингуэя?
Нажмите, чтобы развернуть…
Единственный сайт, который я нашел для наборов Хемингуэя, был в Великобритании, я думаю. Но ютубер Рэнди Ричард делает хорошую серию о сборке комплекта Хемингуэя.