Проволочно гвоздильный автомат: Проволочно-гвоздильные автоматы по низкой цене
Содержание
Автомат проволочно-гвоздильный одноударный АВ4118 | Станочный Мир
- Главная /
- Справочник
- КПО советское, российское, импортное — справочная информация
- КПО советское, российское, импортное — справочная информация
- Автомат проволочно-гвоздильный одноударный АВ4118
Диаметр стержня гвоздя круглого сеч., мм: 2.5-6.3 Длина гвоздя, мм: 32-200 Номинальное усилие высадки, кН: 200 Производительность, шт/мин: 210-330
Предназначены для изготовления строи-тельных гвоздей по ГОСТ 4028-63, толевых круглых гвоздей по ГОСТ 4030-63, отделочных круглых по ГОСТ 4032-63, обойных круглых по ГОСТ 4033-63, тарных с плоской и конической головкой по ГОСТ 4034-63.
Возможно изготовление гвоздей из проволоки винтового и квадратного профиля.
Технические характеристики станка АВ4118
| Параметр | Значение |
|---|---|
| Номинальное усилие, кН | 200 |
| Наибольший диаметр гвоздя, мм | 6,3 |
| Длина гвоздя наибольшая, мм | 200 |
| Производительность, шт/мин | 330 |
| Размеры стола: ширина, длина, мм | — |
| Мощность двигателя главного движения / мощность суммарная, кВт | 11 |
| Габариты, мм | 1915_2510_1500 |
| Масса, кг | 4720 |
| Начало серийного выпуска, год | 1989 |
| Завод-производитель | Хмельницкий завод КПО Пригма Пресс, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Автомат проволочно-гвоздильный одноударный АВ4118 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели АВ4118 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Автомат проволочно-гвоздильный одноударный АВ4118 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Автомат проволочно-гвоздильный одноударный АВ4118 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Автомат проволочно-гвоздильный одноударный АВ4118 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
-
-
Не производится
-
-
-
-
-
Проволочно-гвоздильный автомат
Использование: проволочно-гвоздильные автоматы. Сущность изобретения: содержит корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания проволоки с механизмом перемещения, высадочный ползун с закрепленным на нем пуансоном с механизмом перемещения. Многозвенный зубчатый редуктор жестко соединен с приводом и расположен на центральной оси устройства. Профильный копирный ролик смонтирован в корпусе механизма мерной подачи проволоки. Высадочный ползун выполнен в виде корпуса с внутренней полостью, на наружной поверхности которого симметрично оси обработки закреплены зубчатые рейки. Механизм перемещения высадочного ползуна выполнен в виде силовой ударной пружины, размещенной в корпусе высадочного ползуна, концевого регулятора усилий силовой ударной пружины и двух зубчатых венцов, смонтированных на выходных валах многозвенного зубчатого редуктора с возможностью взаимодействия с зубчатыми рейками корпуса высадочного ползуна. Механизм заострения и отрезания проволоки выполнен в виде двух полых корпусов, размещенных симметрично оси подачи проволоки и на наружной поверхности каждого из которых закреплена зубчатая рейка.
Сущность изобретения: содержит корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания проволоки с механизмом перемещения, высадочный ползун с закрепленным на нем пуансоном с механизмом перемещения. Многозвенный зубчатый редуктор жестко соединен с приводом и расположен на центральной оси устройства. Профильный копирный ролик смонтирован в корпусе механизма мерной подачи проволоки. Высадочный ползун выполнен в виде корпуса с внутренней полостью, на наружной поверхности которого симметрично оси обработки закреплены зубчатые рейки. Механизм перемещения высадочного ползуна выполнен в виде силовой ударной пружины, размещенной в корпусе высадочного ползуна, концевого регулятора усилий силовой ударной пружины и двух зубчатых венцов, смонтированных на выходных валах многозвенного зубчатого редуктора с возможностью взаимодействия с зубчатыми рейками корпуса высадочного ползуна. Механизм заострения и отрезания проволоки выполнен в виде двух полых корпусов, размещенных симметрично оси подачи проволоки и на наружной поверхности каждого из которых закреплена зубчатая рейка. Механизм его перемещения выполнен в виде двух силовых пружин сжатия, каждая из которых установлена в полости соответствующего корпуса механизм заострения и отрезания проволоки, концевых регуляторов усилия соответствующей пружины сжатия и двух зубчатых венцов, смонтированных на выходных валах многозвенного зубчатого редуктора. 3 ил.
Механизм его перемещения выполнен в виде двух силовых пружин сжатия, каждая из которых установлена в полости соответствующего корпуса механизм заострения и отрезания проволоки, концевых регуляторов усилия соответствующей пружины сжатия и двух зубчатых венцов, смонтированных на выходных валах многозвенного зубчатого редуктора. 3 ил.
Изобретение относится к холодной листовой штамповке и может быть использовано для изготовления различных деталей для строительных работ и машиностроения из проволоки: гвозди, шпильки, заклепки, заготовки для формирования головок: с полукруглой головкой и полупотайной головкой, с потайной головкой для винтов и шурупов.
Известен станок для штамповки гвоздей из проволоки в холодном состоянии, рамного типа, станина которого имеет вид в плане прямоугольной рамы, сваренной из швеллера N 18. Рама в плоскости по углам имеет опорные выступы длиною 500 мм, при этом рама в плане по длине имеет промежуточные перемычки, на которых установлены механизмы: кривошипно-ударный, на средней перемычке — плашкодержатель проволоки, механизм мерной подачи проволоки размещен с правой стороны перемычки, рычажный механизм, кусачки — с левой стороны механизма, плашкодержатель проволоки. Эти механизмы кинематически взаимосвязаны между собой. Станок оснащен главным приводом от трансмиссионной передачи настенного расположения, электродвигатель установлен в стороне от станка, передача усилий вращений на трансмиссионный вал осуществляется при помощи шкивов, соединенных ремнем. (Еленев С. А. Холодная штамповка. М.: Высшая школа, 1988, с, 167, рис. 132).
Эти механизмы кинематически взаимосвязаны между собой. Станок оснащен главным приводом от трансмиссионной передачи настенного расположения, электродвигатель установлен в стороне от станка, передача усилий вращений на трансмиссионный вал осуществляется при помощи шкивов, соединенных ремнем. (Еленев С. А. Холодная штамповка. М.: Высшая школа, 1988, с, 167, рис. 132).
Известен проволочно-гвоздильный автомат, содержащий корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания, а также высадочный ползун с закрепленным на нем механизмом [1].
Цель изобретения — повышение производительности и качества изделий.
На фиг. 1 изображен описываемый автомат, общий вид; на фиг. 2 — вид по стрелке А на фиг. 1; на фиг. 3 — сечение Б-Б на фиг. 1.
Устройство-автомат состоит из несущего сборочного корпуса, содержащего планшайбу с хвостовиком 1 (фиг. 1) и заднюю планшайбу 2. На хвостовике планшайбы размещена двубортовая катушка 3, которая центрируется на подшипниках 4 для наматывания проволоки 5. Катушка оснащена тормозным механизмом, состоящим из кронштейна 6, нажимного винта 7, нажимной опорной пружины 8, тормозной колодки 9.
1) и заднюю планшайбу 2. На хвостовике планшайбы размещена двубортовая катушка 3, которая центрируется на подшипниках 4 для наматывания проволоки 5. Катушка оснащена тормозным механизмом, состоящим из кронштейна 6, нажимного винта 7, нажимной опорной пружины 8, тормозной колодки 9.
Корпус с катушкой установлены на фланце шпинделя станка при помощи задней планшайбы 2 и укреплены винтами 10. На планшайбе установлен центральный подшипник 11, в центральный вал-шестерню 12 через полость шпинделя со стороны хвостовика-шпинделя — дорн-держатель 13, соединенный с центральным валом-шестерней 12. На хвостовик шпинделя установлена гайка 14, в полости которой расположен подшипник 15. Корпус станка 16 установлен на конец хвостовика 1 и закреплен болтами 17, шпонкой 18, а также регулируемой гайкой 19, закрепленной накидной гайкой 20.
Многозвеньевой зубчатый редуктор состоит из составных концевых узлов различного расчленения: первый концевой узел двойного расчленения состоит из цепочки, кинематически взаимосвязанной через центральную вал-шестерню 12 (фиг. 1). В проточенном отверстии установлено два подшипника 21, в которые запрессована коротким концом вал-шестерня 22 (фиг. 3). Вал-шестерня 23 центрируется подшипником 24, одноконцевая вал-шестерня 25 — подшипником 26, двухконцевая вал-шестерня 27 — подшипником 28. Второй концевой узел одинарного расчленения состоит из одного вала-шестерни двухконцевых 29, центрируется подшипником 30. Третий концевой узел одинарного расчленения состоит из одного вала-шестерни двухконцевого, включающего вал-шестерню 31, который центрируется подшипником 32. Двухконцевой вал-шестерня 33 центрируется подшипником 34.
1). В проточенном отверстии установлено два подшипника 21, в которые запрессована коротким концом вал-шестерня 22 (фиг. 3). Вал-шестерня 23 центрируется подшипником 24, одноконцевая вал-шестерня 25 — подшипником 26, двухконцевая вал-шестерня 27 — подшипником 28. Второй концевой узел одинарного расчленения состоит из одного вала-шестерни двухконцевых 29, центрируется подшипником 30. Третий концевой узел одинарного расчленения состоит из одного вала-шестерни двухконцевого, включающего вал-шестерню 31, который центрируется подшипником 32. Двухконцевой вал-шестерня 33 центрируется подшипником 34.
Четвертый концевой узел одинарного расчленения состоит из двухконцевого вала-шестерни 35, который центрируется подшипником 36, пятый концевой узел двухрядного расчленения — из двухконцевого вала-шестерни 37, который центрируется подшипником 38; одноконцевого вала-шестерни 39, который центрируется подшипником 40; двухконцевого вала-шестерни 41, который центрируется подшипником 42, распорные стойки 43 установлены между планшайбами 1 и 44. Параллельно планшайбе 1 установлена планшайба 44, закрепленная на распорных стойках 43 гайками 45.
Параллельно планшайбе 1 установлена планшайба 44, закрепленная на распорных стойках 43 гайками 45.
Механизм подачи проволоки включает кронштейн 46 с роликом 47 и установлен для транспортировки проволоки 5. На планшайбе 44 установлен корпус механизма фильерной протяжки 48, фильерная втулка 49. Ролик подачи 50 зафиксирован шпонкой 51, ролик замера длины изделия 52 — шпонкой 51.
Механизм зажима проволоки содержит подвижную опорную плашку 53 (фиг. 2), установленную в планшайбе 44, две разжимающие пружины 54, регулируемую опорную плашку 55, кронштейн 56, закрепленный винтами 57, специальный регулируемый винт 58, установленный на конец вала-шестерни ролик 59 зажима, зафиксированный шпонкой 51.
Механизм штамповки включает установленный в специальный паз корпус зубчатого ползуна 60 (фиг. 2), расположенную в его полости силовую ударную пружину 61 и концевой регулятор 62 усилий, закрепленный винтами 63, плавающий подвижной клапан 64, а в торец головки ползуна завинчен штамп бойка 65. На верхний конец вала-шестерни 33 установлен приводной зубчатый венец 66, зафиксированный шпонкой 51, на правый верхний конец вала-шестерни 29 — второй приводной зубчатый венец 67, зафиксированный шпонкой 51.
На верхний конец вала-шестерни 33 установлен приводной зубчатый венец 66, зафиксированный шпонкой 51, на правый верхний конец вала-шестерни 29 — второй приводной зубчатый венец 67, зафиксированный шпонкой 51.
Механизм мерного отрезания проволоки и ее заострения содержит планшайбу 44, зубчатый ползун 68 отрезания левой и правой, установленные в полость зубчатых ползунов силовые пружины 69 сжатия, концевой регулятор 70 усилий, закрепленный винтами 71, установленный на верхний конец вал-шестерни 35, приводной зубчатый венец 72, зафиксированный шпонкой 51, установленный на верхний конец вала-шестерни 27 приводной зубчатый венец 73, зафиксированный шпонкой 51, и плавающий подвижной клапан 74.
Устройство-автомат работает следующим образом.
Перед пуском или запуском устройства в работу необходимо проверить все места креплений и соединений. Убедившись в том, что все механизмы собраны правильно и надежно закреплены, наматывают на катушку проволоку, конец продевают через фильерную втулку 49. Выставляют на заданные параметры подачи и зажима проволоки 50, 52 и 59, а также зубчатые ролики, которые приводят механизмы из исходного положения в рабочий ход, как, например, механизм штамповки 66 и 67, и механизм отрезания 72 и 73. Порядок выставления наладки имеет определенную технологическую последовательность и цифровую зависимость.
Выставляют на заданные параметры подачи и зажима проволоки 50, 52 и 59, а также зубчатые ролики, которые приводят механизмы из исходного положения в рабочий ход, как, например, механизм штамповки 66 и 67, и механизм отрезания 72 и 73. Порядок выставления наладки имеет определенную технологическую последовательность и цифровую зависимость.
Многозвеньевой зубчатый редуктор состоит из центрального вала-шестерни 12 и присоединенных валов-шестерней 22, 23, 25, 27, 29, 31, 33, 35, 37, 39 и 41. Сначала включают в зацепление зубчатые ролики 66 и 67 подъема с зубчатой рейкой ползуна 60 и фиксируют винтом 74, механизм штамповки в зацеплении проворачивают вручную по ходу работы устройства на два шага.
S = 6,28 2 = 12,56 мм, вторым включается в зацепление зубчатые ролики 72 и 73 подъема с зубчатой рейкой корпуса механизма отрезания 68 и фиксируют винтом 74. Механизм отрезания проворачивают вручную по ходу работы устройства на полтора шага S = 6,28 1,5=9,42 мм.
Далее включается в зацепление для разжима плашек ролик 59, также выставляют на кромку схода плашки 53 и фиксируют винтом 74, устройство проворачивают вручную по ходу работы на один шаг S = 6,28, после этого включается механизм подачи проволоки, т. е. ролики подачи проволоки 50, 52 соединяют с проволокой до фрикционной степени захвата и фиксируют винтом 74, провертывают вручную по ходу работы устройства на три шага, эта длина предполагаемого гвоздя S = 6,28 3 = 18,84 мм.
Убедившись в правильном выставлении зубчатых роликов и фрикционных роликов, наладке и отладке всех механизмов, можно запускать устройство в работу, т. е. включают главный привод станка, устройство входит в беспрерывный поточно-техно- логический процесс в автоматическом режиме.
Формула изобретения
ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ АВТОМАТ, содержащий корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания проволоки с механизмом перемещения, высадочный ползун с закрепленным на нем пуансоном с механизмом перемещения, отличающийся тем, что, с целью повышения производительности и качества изделий, он снабжен многозвеньевым зубчатым редуктором, жестко соединенным с приводом и расположенным на центральной оси устройства, профильным копирным роликом, смонтированным в корпусе механизм мерной подачи проволоки, при этом высадочный ползун выполнен в виде корпуса с внутренней полостью, на наружной поверхности которого симметрично оси обработки закреплены зубчатые рейки, механизм перемещения высадочного ползуна выполнен в виде силовой ударной пружины, размещенной в корпусе высадочного ползуна, концевого регулятора усилий силовой ударной пружины и двух зубчатых венцов, смонтированных на выходных валах многозвеньевого зубчатого редуктора с возможностью взаимодействия с зубчатыми рейками корпуса высадочного ползуна, механизм заострения и отрезания проволоки выполнен в виде двух полых корпусов, размещенных симметрично оси подачи проволоки и на наружной поверхности каждого из которых закреплена зубчатая рейка, причем механизм его перемещения выполнен в виде двух силовых пружин сжатия, каждая из которых установлена в полости соответствующего корпуса механизма заострения и отрезания проволоки, концевых регуляторов усилия соответствующей пружины сжатия и двух зубчатых венцов, смонтированных на выходных валах многозвеньевого зубчатого редуктора с возможностью взаимодействия с соответствующей зубчатой рейкой корпуса механизма заострения и отрезания проволоки.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3
Производство гвоздей. Технология, последовательность операций
Гвоздь как крепежный элемент характеризуется простотой конструкции и применения. Этот тезис особенно актуален, когда речь заходит о тех видах данной продукции, которые получили наибольшее распространение. В их число входят, в частности гвозди строительные круглые, шиферные, толевые и т.д. Но существуют модели, для производства которых требуются прохождение более сложных технологических этапов на специальных агрегатах. Это, например, гвозди ершеные либо винтовые.
Сырье для производства гвоздей
Для производства гвоздей применяется проволока. Как правило, с круглым сечением, и без защитного покрытия. Наиболее востребована стальная проволока с низким содержанием углерода, изготовленная по нормам ГОСТ 3282, принятого в 1974 году. Поэтому ее называют проволокой гвоздильной. Поставка обычно осуществляется:

Основные требования ГОСТа 3282-74 к данной продукции выглядят так:
- на поверхности проволоки не должны иметься закаты (диаметрально расположенные продольные складки), линейные нарушения сплошности (проще говоря, трещины), железные окалины;
- могут быть небольшие царапины либо выемки/углубления/вмятины. Но их размер не должен выходить за допустимые пределы;
- без нарушения целостности проволока должна выдерживать не меньше 4 перегибов.
Данная продукция металлургической отрасли, идущая на производство гвоздей строительных, не подвергается процедуре термической обработки. Технические характеристики гвоздильной проволоки представлены в таблице. Здесь и далее единица измерения – миллиметры.
|
Диаметр номинальный
|
Величина предельного отклонения по диаметру
| |
|
Точность нормальная
|
Точность повышенная
| |
|
10,0; 9,0; 8,0: 7,0: 6,3
|
-0,2
|
-0,1
|
|
6,0: 5,6; 5,5; 5,0; 4,5; 4,0; 3,6; 3,5
|
-0,16
| |
|
3,2; 3,0; 2,8
|
-0,12
| |
|
2,5; 2,2
|
-0,06
| |
|
2,0; 1,8
|
-0,1
| |
|
1,6; 1,4; 1,3
|
-0,05
| |
|
1,2; 1,1
|
-0,06
| |
|
1,0; 0,95; 0,9; 0,85; 0,8; 0,7; 0,63
|
-0,05
|
-0,04
|
|
0,6; 0,56; 0,55; 0,5; 0,45
|
-0,04
|
-0,04
|
|
0,4; 0,37
|
-0,03
| |
|
0,36; 0,35; 0,32; 0,3; 0,28
|
-0,03
| |
|
0,25; 0,22; 0,20; 0,18: 0,16
|
-0,02
|
-0,02
|
Применяемое оборудование
Производство гвоздей основано на применении следующего оборудования:
- проволочно-гвоздильные станки-автоматы.
 Они могут отличаться как по мощности, так и по производительности. Чаще всего применяется такое оборудование со значением первого показателя, находящегося в пределах 3кВт…20кВт;
Они могут отличаться как по мощности, так и по производительности. Чаще всего применяется такое оборудование со значением первого показателя, находящегося в пределах 3кВт…20кВт; - галтовочные агрегаты. Предназначены для удаления обсечки и других разнообразных остатков, таких как продукты коррозии (ржавчина), налет грязи, пятна технологических масел. По принципу работы эти установки подразделяются на галтовочные:
- барабаны;
- устройства вибрационного типа. На сегодняшний день используются наиболее часто;
- роторные агрегаты. По эффективности являются конкурентами предыдущих приспособлений;
- шпиндельные установки. Повышенная сложность сужает круг потенциальных пользователей. Между тем, устройства данного типа обеспечивают наивысший уровень качества обработки;
- оборудование для нанесения антикоррозионного слоя гальваническим способом (если требуется по заключенному договору между заказчиком и производителем).
 В эту группу входят:
В эту группу входят: - гальванические ванны. Заполняются раствором электролита. В этих емкостях размещаются аноды и подлежащие обработке изделия;
- источник/батарея постоянного тока, оснащенная устройством, позволяющим осуществлять регулировку выходного напряжения;
- устройство, обеспечивающее нагрев электролитического раствора до рабочей температуры;
- станок, с помощью которого затачиваются ножи проволочно-гвоздильного станка-автомата. Как работать на этом устройстве, можно узнать, просмотрев видео. Чтобы запустить ролик, наведите курсор на картинку, которая размещена ниже, а потом действуйте в соответствии с высветившейся на мониторе ПК подсказкой.
Технологический процесс
Производство гвоздей разных видов во многом схоже. Для конкретики детально рассмотрим технологический процесс изготовления наиболее ходовых таких крепежных изделий – гвоздей строительных. В общем случае он включает ниже перечисленные этапы.
В общем случае он включает ниже перечисленные этапы.
Подача проволоки из бухтодержателя.
Удаление окалины при помощи специального приспособления под названием окалиноломатель.
Процедура волочения проволоки на специальных волочильных станах.
Этап, предусматривающий холодную высадку гвоздей на гвоздильных агрегатах.
Завершающий этап – сглаживание острых кромок, образовавшихся на гвоздях, и финишная полировка на галтовочном оборудовании.
Отходы при изготовлении гвоздей
Процесс производства данных крепежных деталей не исключает образование отходов сырья. На конце проволоки, которая была намотана на бобину либо свернута в бухту, клещами волочильного барабана при захвате формируются насечки. Когда проволока заправляется в гвоздильный автомат, ее поврежденный конец нужно обязательно обрубить. Иначе она просто не пройдет через зажимные технологические плашки, а также проводку. Масса отрубаемой части является величиной производной от типа гвоздильного агрегата, длины поврежденного отрезка и, конечно же, диаметра проволоки.
Когда проволока заправляется в гвоздильный автомат, ее поврежденный конец нужно обязательно обрубить. Иначе она просто не пройдет через зажимные технологические плашки, а также проводку. Масса отрубаемой части является величиной производной от типа гвоздильного агрегата, длины поврежденного отрезка и, конечно же, диаметра проволоки.
В ходе техпроцесса производства гвоздей от бухты остаются такие отрезки проволоки, дальнейшее использование которых в современном гвоздильном станке невозможно. Они тоже причисляются к отходам. Конечно, в процентном выражении их величина не очень большая – от 3% до 10%. Но в абсолютном исчислении с одной тонны получатся от 30кг до 100 кг отходов. А это не так уж и мало.
Кроме того, существует такое понятие, как наладочный отход. Он формируется в процессе настройки гвоздильного автомата. Официально утвержденный объем такого отхода составляет 12 шт. на одну процедуру наладки.
При полировке (по-научному – галтовке) от шляпок гвоздей обламываются заусенцы, а с острия – обсечка. Все это также идет в отходы. Ниже приведены цифры их суммарного объема в зависимости от типа и размеров данной крепежной детали.
Все это также идет в отходы. Ниже приведены цифры их суммарного объема в зависимости от типа и размеров данной крепежной детали.
- Гвозди строительные:
- диаметром 0,7 мм и длиной 7,0 мм (это минимальный типоразмер) – отходы на одну тонну весят 96,9 кг;
- с диаметром ножки 6,0 мм и общей длиной 200,0 мм (типоразмер максимальный) – вес отходов 31,2кг на одну тонну.
- Гвозди кровельные:
- типоразмера 3,5×45 – отходы на 1000 кг изготовленных изделий весят 77,47 кг;
- с диаметром стержня 4,0 мм и длиной 50,0 мм – вес отходов на 1 тонну готовой продукции составляет 70,04 кг.
- Гвозди толевые:
- минимального типоразмера 2,0×20,0 – в отходы уходит 101,56 кг металла на 1000 кг произведенных изделий;
- диаметром 2,5 и длиной 35,0 мм – вес отходов на 1 тонну равен 73,08 кг.
Заключение
Современные гвоздильные автоматы характеризуются многофункциональностью. Они выполняют многие операции из вышеописанного техпроцесса, начиная с устранения изгибов на проволоке при помощи рихтовальных роликов и заканчивая высадкой пуансоном шляпки гвоздя. О том, как работают последние модели гвоздильных автоматов, можно получить представление, просмотрев видео. Для его воспроизведения наведите курсор на ниже размещенную картинку, а далее действуйте так же, как и в предыдущем случае.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является
публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
© Компания Машкрепёж — основной поставщик крепежа в России, 1998-2019
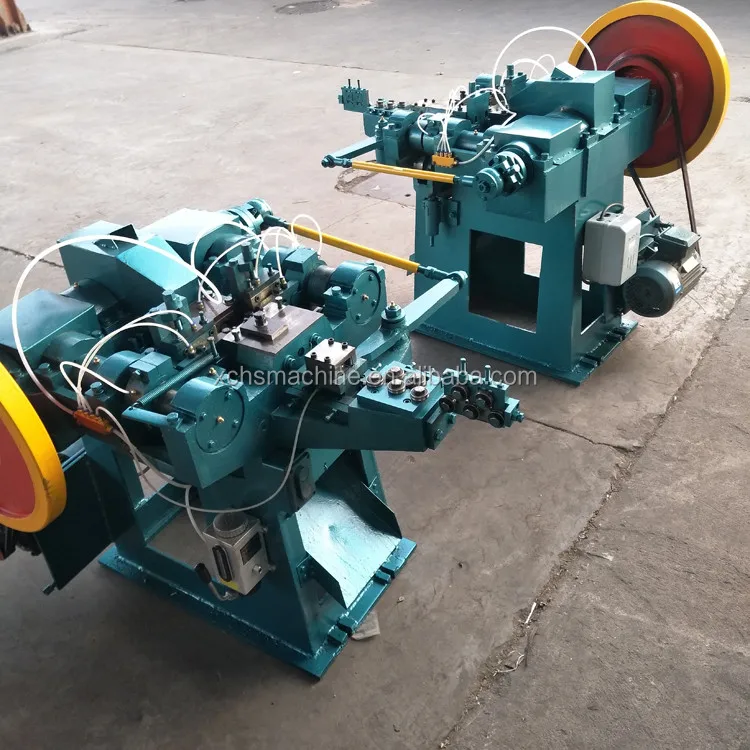
Высокоскоростные автоматические машины для изготовления гвоздей
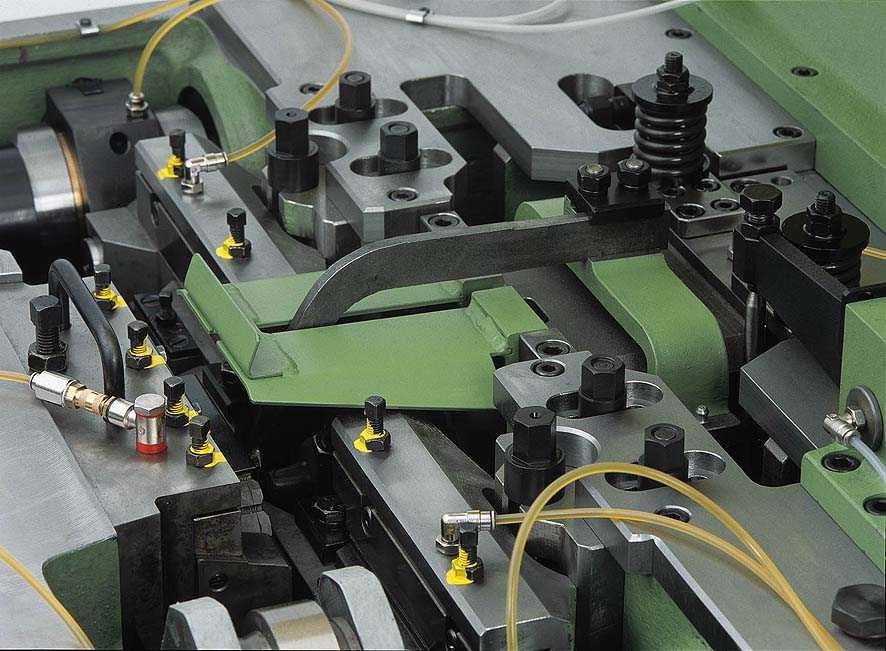
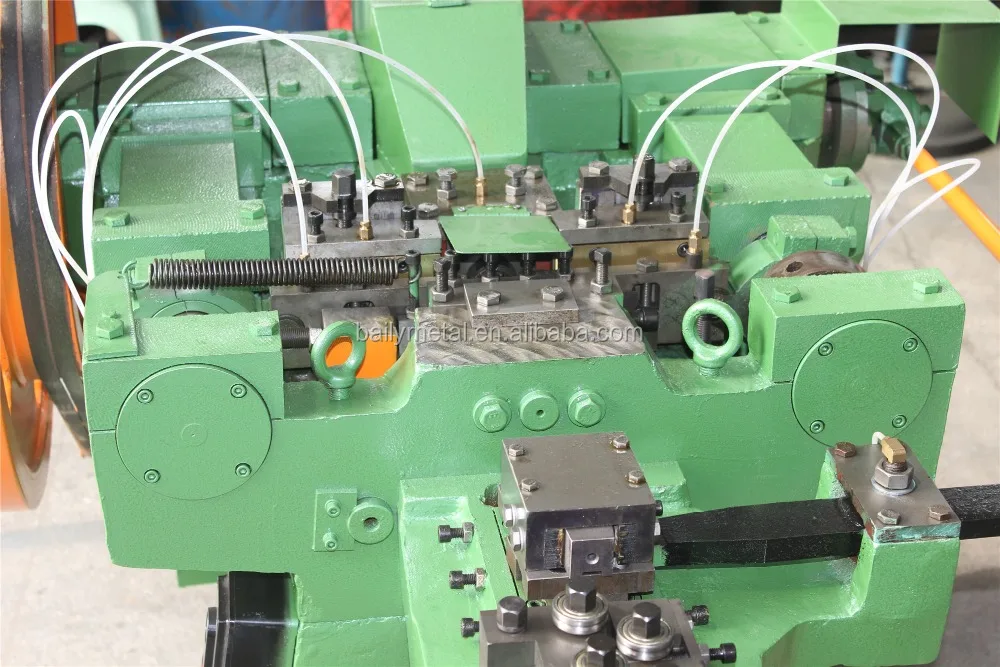
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА ГВОЗДЕЙ
Линия холодной высадки, формирования резьбы и сборки гвоздей в бухты для гвоздезабивателя
ВЫСОКОСКОРОСТНОЕ ПРОИЗВОДСТВО ГВОЗДЕЙ
ИЗГОТОВЛЕНИЕ КРОВЕЛЬНЫХ ГВОЗДЕЙ
НАРАЩИВАНИЕ НОГТЕЙ С ДВУМЯ КОЛПАЧКАМИ
НАРАЩИВАНИЕ НОГТЕЙ U-ТИПА
МАШИНЫ ДЛЯ ПРОИЗВОДСТВА ГВОЗДЕЙ
РЕЗЬБОВОЙ РОЛИК ДЛЯ ГВОЗДЕЙ
КАТУШКА ДЛЯ НОГТЕЙ
БУМАЖНАЯ ПОЛОСА ГВОЗДЬ МАШИНА
ПРИНАДЛЕЖНОСТИ ДЛЯ ГВОЗДИЛЬНОГО ОБОРУДОВАНИЯ
Высокоскоростные автоматические гвоздильные станки предназначены для крупносерийного производства проволочных гвоздей различных размеров.
Машины для изготовления гвоздей имеют следующие характеристики:
- Высокая производительность и автоматизация производственного процесса
- Низкий уровень шума
- Автоматический лубрикатор
- Высокая размерная точность производимых гвоздей
- Автоматическая система подачи проволоки
- Система сигнализации и автоматического отключения при отказах системы подачи проволоки, перегрузке оборудования, недостаточной смазке и любых дефектах
- Каркас закрытой конструкции
- Высокий уровень охраны труда
ВЫСОКОСКОРОСТНЫЕ АВТОМАТИЧЕСКИЕ МАШИНЫ ДЛЯ ЗАГОТОВКИ ГВОЗДЕЙ СЕРИИ RG-2D
Автоматическая машина для изготовления гвоздей RG-2D отличается высокой производительностью и низким уровнем шума.
Автоматическая система подачи проволоки оснащена преобразователем частоты. Это позволяет пользователю регулировать скорость подачи в зависимости от диаметра и типа проволоки.
Станок имеет сигнализацию неисправности и автоматическое отключение при возникновении нештатных ситуаций, таких как перебои с подачей сырья, заклинивание катанки, перегрузка, нехватка смазочного масла и др. Гвоздильный станок имеет гибкие настройки для автоматической подачи смазки и автоматической системы подачи проволоки.
Корпус машины полностью закрыт, что обеспечивает ее высокую производительность, низкий уровень шума и запыленности, а также высокую безопасность эксплуатации.
Высокоскоростная машина для изготовления гвоздей очень экономична.
Один оператор может управлять тремя гвоздезабивными станками RG-2D.
ВЫСОКОСКОРОСТНЫЕ АВТОМАТИЧЕСКИЕ МАШИНЫ ДЛЯ ЗАБИВАНИЯ ГВОЗДЕЙ СЕРИИ RG-3D
RG-3D — высокоскоростная бесшумная автоматическая машина для изготовления гвоздей. Это автоматизированное оборудование используется для изготовления крупных партий гвоздей и характеризуется высокой точностью, высокой производительностью, выдающимися показателями безопасности, стабильным качеством продукции, высокой надежностью, удобством использования и обслуживания.
Станок имеет сигнализацию неисправности и автоматическое отключение при возникновении нештатных ситуаций, таких как перебои с подачей сырья, заклинивание катанки, перегрузка, нехватка смазочного масла и другие. Гвоздильный станок имеет гибкие настройки для автоматической подачи смазки и автоматической системы подачи проволоки.
Корпус машины полностью закрыт, что обеспечивает ее высокую производительность, низкий уровень шума и запыленности, а также высокую безопасность эксплуатации.
Гвоздильный станок RG-3D также универсален: на станке можно производить не только обычные проволочные гвозди, но и другие типы гвоздей, а также заклепки.
Один оператор может управлять двумя гвоздезабивными станками RG-3D.
ВЫСОКОСКОРОСТНЫЕ АВТОМАТИЧЕСКИЕ СТАНКИ ДЛЯ ЗАБИВАНИЯ ГВОЗДЕЙ СЕРИИ RG-4D
Автоматическое оборудование для изготовления гвоздей с низким уровнем шума представляет собой высокоавтоматизированный и интегрированный продукт, в котором используются передовые технологии.
Высокоскоростная автоматическая машина для изготовления гвоздей RG-4D используется для производства больших партий проволочных гвоздей.
Оборудование отличается выдающимися показателями безопасности, стабильным качеством продукции, высокой надежностью, удобством использования и обслуживания.
Один оператор может управлять двумя гвоздезабивными станками RG-4D.
Технические характеристики высокоскоростных автоматических станков для изготовления гвоздей серии RG-D
| РГ-2Д | РГ-3Д | РГ-4Д | |
|---|---|---|---|
| Максимальный диаметр катанки | 2,4 мм | 3,4 мм | 4,1 мм |
| Минимальный диаметр катанки | 1,1 мм | 1,8 мм | 2,5 мм |
| Максимальная длина гвоздя | 50 мм | 75 мм | 100 мм |
| Минимальная длина гвоздя | 10 мм | 13 мм | 50 мм |
| Допуск по длине | ±0,25 мм | ±0,25 мм | ±0,25 мм |
| Допуск на головке | ±0,3 мм | ±0,3 мм | ±0,3 мм |
| Точная толщина головки | ±0,1 мм | ±0,1 мм | ±0,1 мм |
| Максимальная производительность | 700 шт/мин | 550 шт/мин | 800 шт/мин |
| Суммарная мощность | 5 кВт | 7 кВт | 10 кВт |
| Электропитание | 380 В 50 Гц | ||
| Габаритные размеры | 1700 х 1000 х 1300 мм | 2300 х 1220 х 1400 мм | 2900 х 1800 х 1250 мм |
| Масса оборудования | 2200 кг | 2500 кг | 3100 кг |
машина для полировки ногтей | машина для изготовления гвоздей
Мы используем машину для полировки ногтей из проволоки для полировки обычных круглых гвоздей из железной проволоки.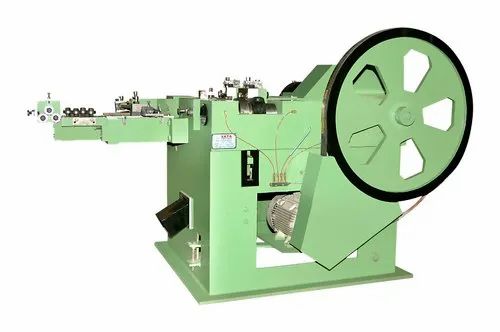 Затем можно сделать стержни гвоздей более блестящими, а кончики гвоздей — более острыми, а головки гвоздей — более гладкими.
Затем можно сделать стержни гвоздей более блестящими, а кончики гвоздей — более острыми, а головки гвоздей — более гладкими.
МАШИНА ДЛЯ ПОЛИРОВКИ ГВОЗДЕЙ
Гвозди загрязняются некоторыми маслами при падении из машины для изготовления гвоздей автоматически. Кроме того, много облаков пыли на заводах по изготовлению гвоздей. Итак, нам нужно проволочная машина для полировки ногтей , чтобы сделать обычные проволочные гвозди более блестящими.
ПРОЦЕСС ПОЛИРОВКИ НОГТЕЙ
- Поместите обычные гвозди в барабан полировальной машины.
- нам также нужны опилки/древесный порошок/стив в бочках.

- , затем закройте крышку и продолжайте раскатывать в течение 2 часов в обычном режиме.
- Через 2 часа замените накладку с отверстиями, чтобы порошок вымывался.
- Тем временем добавьте воск с водой в барабаны полировальной машины ( МАШИНА ДЛЯ ПОЛИРОВКИ ГВОЗДЕЙ ).
- Затем снова продолжайте полировать в течение 2 часов.
- Последнее, выньте гвозди.
SPECIFICATION OF WIRE NAIL POLISHING MACHINE
| Type | BT400 | BT600 | BT1000 | BT000 |
| Capacity | 400kg | 600kg | 1000kg | 2000kg |
| Motor Power | 3-4kw | 4.5-5.5kw | 5.5-7.5kw | 11-15kw |
| Overall Size | 164× 90 × 100 кВт | 180x100x110cm | 200 × 150 × 140см | 250x150x160см |
Связанный машинный машина
.
 0204 . Многолетний опыт поможет вам начать свой собственный бизнес в короткие сроки.
0204 . Многолетний опыт поможет вам начать свой собственный бизнес в короткие сроки.
Что такое машина для производства проволочных гвоздей?
| Type | Motor power | Length of nail | Nail making speed | Nail Diameter | Weight | Dimension | ||
| 1C | 1,5 кВт | 9–25mm | 400-450 pcs/min | 0.9-1.6mm | 900KG | 1350*950*1000 | ||
| 2C | 2.2KW | 16-50mm | 260–350 pcs/min | 1,2-2,8 мм | 1350KG | 1650*1150*1100 | ||
| 3C | 3KW | 30-75MM | 280–320 PCS/MIN | 9008 мм | 280–320 PCS/MIN | 9008 мм | 280–320/мин | |
| 4К | 4КВ | 50-100mm | 220–280 pcs/min | 2.8-4.5mm | 2000KG | 2280*1420*1330 | ||
| 5C | 5.5KW | 80-150mm | 180–200 pcs/min | 3.7-5.5mm | 2500KG | 2380*1580*1660 | ||
| 6C | 11KW | 150-200mm | 160-180 pcs/min | 4.5-6.5mm | 5000KG | 3500* 2200*1680 |
 198.198.198.198.198.198.9008.9008.9008-19008.9008.9008.9008.9008.9008.9008.9008.9008-75 мм
198.198.198.198.198.198.9008.9008.9008-19008.9008.9008.9008.9008.9008.9008.9008.9008-75 ммХарактеристика машины для изготовления гвоздей
- Эта высокоскоростная МАШИНА ДЛЯ ПРОИЗВОДСТВА ГВОЗДЕЙ сохранила базовую конструкцию и простоту эксплуатации.
- Смазка всех деталей обслуживается централизованной автоматизированной системой циклической смазки.
- Новая система подачи позволяет использовать большие пучки проволоки и поддерживает жесткие допуски.

- За счет оптимизации подвижных частей, их направляющих, снижен износ подшипников.
- Сбалансированные важные детали снижают вибрацию и увеличивают срок службы.
- Упрочненная матричная коробка клинового типа для увеличения срока службы и простоты недорогого ремонта.
- Круглые индексируемые гребенки с одиннадцатью канавками, обеспечивающие в одиннадцать раз более длительный срок службы без дополнительной обработки.
Другие станки для изготовления гвоздей
- Станок для волочения проволоки для изготовления гвоздей разной толщины.
- Сварочная машина для соединения двух жил проволоки вместе.

- Полировальная машина для придания гладкости гвоздям из железной проволоки, удаления ржавчины и лохмотьев.
- Станок для заточки для ножей для ногтей, острых и остро заточенных.
- Форма для ногтей для придания формы ногтям.
- Пробойник для головки гвоздя.
- Зажимные матрицы для удержания проволоки гвоздями.
- Фрезы для изготовления алмазных наконечников, круглый хвостовик.
- Матрицы для изготовления головок с клетчатой или гладкой поверхностью.
Африканский серверный центр:
У нас есть компания в Африке лет, также производит кровельные работы гвозди , обычные гвозди, черная отожженная железная проволока , оцинкованная вязальная проволока, шестиугольная проволочная сетка , колючая проволока , колючая проволока и т. д. Связанные машина для производства проволочных гвоздей и 90 0 0 машина для изготовления проволоки
д. Связанные машина для производства проволочных гвоздей и 90 0 0 машина для изготовления проволоки
Машина для изготовления гвоздей, Изобретатели машин для изготовления гвоздей | edubilla.com
История гвоздя условно делится на три периода:
период кованого (кованого) гвоздя (предыстория до 19 века)
период обрезания гвоздя (примерно 1800 г.) до 1914 г.)
период производства проволочных гвоздей (примерно с 1860 г. по настоящее время)
Чтобы сделать кованый гвоздь, железную руду нагревали с углеродом (для создания кованого железа) и формовали в виде квадратных стержней. Чтобы сделать гвоздь, кузнец нагревал стержень в горне и сужал конец стержня, сохраняя при этом квадратное поперечное сечение. Затем кузнец отрезал конус и вставлял его в головку гвоздя с квадратным отверстием. Верхняя часть конуса будет забита вниз (высажена), чтобы создать головку.
Чтобы сделать гвоздь, кузнец нагревал стержень в горне и сужал конец стержня, сохраняя при этом квадратное поперечное сечение. Затем кузнец отрезал конус и вставлял его в головку гвоздя с квадратным отверстием. Верхняя часть конуса будет забита вниз (высажена), чтобы создать головку.
Гвозди датируются как минимум Древним Египтом — бронзовые гвозди, найденные в Египте, датируются 3400 годом до н. колышек палатки) в храм спящего ханаанского полководца, предоставление царем Давидом железа для гвоздей для того, что впоследствии станет Храмом Соломона, и в связи с распятием Христа.
Римляне широко использовали гвозди — римская армия, например, оставила семь тонн гвоздей, когда эвакуировала крепость Инчтутил в Пертшире в Соединенном Королевстве в 86 или 87 году нашей эры.
Термин «пенни» применительно к гвоздям, вероятно, возник в средневековой Англии для описания цены 100 гвоздей. Сами по себе гвозди были достаточно ценными и стандартизированными, чтобы их можно было использовать в качестве неформального средства обмена.
Примерно до 1800 г. ремесленники, известные как гвоздезабиватели или гвоздезабиватели, делали гвозди вручную — обратите внимание на фамилию Нейлор. появление продольно-резательного станка, который разрезал стальные прутки на стержни с ровным поперечным сечением, экономя много ручного труда.)
Во время американской революции Англия была крупнейшим производителем гвоздей в мире. Гвозди были дорогими и их было трудно достать в американских колониях, поэтому заброшенные дома иногда преднамеренно сжигали, чтобы вернуть использованные гвозди из пепел. У семей часто дома были небольшие мастерские по производству гвоздей; в плохую погоду и ночью вся семья могла заниматься изготовлением гвоздей для себя и на обмен. Томас Джефферсон писал в письме: «В наших личных занятиях большое преимущество состоит в том, что каждое честное занятие считается почетным. Я сам мастер по изготовлению гвоздей». «Рост торговли в американских колониях теоретически сдерживался запретом новых продольно-резательных станков в Америке Законом о железе 1750 года, хотя нет никаких доказательств того, что этот закон действительно применялся.
Производство кованых гвоздей продолжалось и в 19 веке, но в конечном итоге было сокращено до гвоздей для целей, для которых более мягкие гвозди не подходили, включая подковообразные гвозди.
С самого начала ногти изготавливались вручную; процесс изготовления гвоздей был медленным; а гвозди были относительно немногочисленны и дороги. Естественно, это породило желание создать машины для ускорения и автоматизации процесса изготовления гвоздей. Разрезной станок, представленный в Англии в 1590 г., упростил производство стержней для гвоздей, но реальные первые попытки механизировать сам процесс изготовления гвоздей были предприняты между 179 г.0 и 1820 г., первоначально в США и Англии, когда были изобретены различные машины для автоматизации и ускорения процесса изготовления гвоздей из прутков кованого железа. Эти гвозди были известны как обрезанные гвозди или квадратные гвозди из-за их примерно прямоугольного поперечного сечения. Обрезанные гвозди были одним из важных факторов увеличения количества каркасов из воздушных шаров, начиная с 1830-х годов, и, следовательно, упадка деревянных каркасов с деревянными соединениями. Хотя обрезанные гвозди по-прежнему используются для исторической реконструкции и для тяжелых работ, таких как крепление досок к кирпичным стенам, сегодня они гораздо реже, чем проволочные гвозди.
Хотя обрезанные гвозди по-прежнему используются для исторической реконструкции и для тяжелых работ, таких как крепление досок к кирпичным стенам, сегодня они гораздо реже, чем проволочные гвозди.
Процесс обрезки гвоздей был запатентован в Америке Джейкобом Перкинсом в 1795 году, а в Англии Джозефом Дайером, который установил оборудование в Бирмингеме, вырезая гвозди из листов железа, следя за тем, чтобы волокна железа стекали по гвоздям. Промышленность Бирмингема расширилась в последующие десятилетия, но достигла своего пика в 1860-х годах, после чего она пришла в упадок из-за конкуренции со стороны проволочных гвоздей, но промышленность Бирмингема просуществовала до начала Первой мировой войны.
Проволочные гвозди были также известны как «Французские гвозди» для страны их происхождения. Бельгийские проволочные гвозди начали конкурировать в Англии в 1863 году. Джозеф Генри Неттлфолд делал проволочные гвозди в Сметвике к 1875 году. В последующие десятилетия процесс изготовления гвоздей был почти полностью автоматизирован.