Проволока флюсовая для полуавтомата: Порошковая (флюсовая) сварочная проволока для полуавтоматов купить в Москве с доставкой по России, цены
Содержание
цена за штуку, характеристики, фото
Проволока сварочная, флюсовая предназначена для полуавтоматической сварки во всех пространственных положениях низколегированных и высокопрочных сталей. Сварка проходит без использования газа. Рекомендована в автомобилестроении, машиностроении.
Детали
Документы:
pdfскачать
Характеристики
Артикул
770-384
Тип товара
Проволока сварочная
Бренд
Quattro Elementi
Тип сварки
MIG/MAG
Диаметр проволоки, мм
0,8
Страна-производитель
Китай
Вес, кг
0,56
Отзывы покупателей
Сначала показывать
Дмитрий
Санкт-Петербург 13 ноября 2022
Хорошая проволока. Перешёл на неё после того, как не смог пользоваться аналогом, которая просто брызгалась и разрывала дугу без причины (выкинул в итоге). Проволока Кваттро элементи, как и предыдущая, конечно сделана в Китае. И конечно на ней даже не указана рекомендуемая полярность и т п. На прямой полярности и токе 55-60А варит легко даже тонкий (1,5-2мм) металл. Качество стабильное. Варю профильные трубы и др чёрный металл на даче. Опыт небольшой, но с этой проволокой при правильной настройке полуавтомата чувствуешь себя королём сварки в «любых пространственных положениях» ))) По крайней мере, 10 катушек подряд качество стабильное. В сильный ветер на улице можно работать не задумываясь о скорости потока защитного газа. Баллон с аргоном отставил пока в сторонку. И таки да, брызг конечно больше, чем с газом, но если держать короткую дугу, как положено, то всё путём! 😉Достоинства: Стабильное качество. Приемлемая цена. Всегда в наличии.Недостатки: Нет рекомендаций по применению. Маленькая катушка (0.45 кг), быстро заканчивается. Неточное описание (Указано, что аналог СВ-08ГА, попробуйте найти в интернете, что это. Зато «рекомендована в машиностроении» )))
И конечно на ней даже не указана рекомендуемая полярность и т п. На прямой полярности и токе 55-60А варит легко даже тонкий (1,5-2мм) металл. Качество стабильное. Варю профильные трубы и др чёрный металл на даче. Опыт небольшой, но с этой проволокой при правильной настройке полуавтомата чувствуешь себя королём сварки в «любых пространственных положениях» ))) По крайней мере, 10 катушек подряд качество стабильное. В сильный ветер на улице можно работать не задумываясь о скорости потока защитного газа. Баллон с аргоном отставил пока в сторонку. И таки да, брызг конечно больше, чем с газом, но если держать короткую дугу, как положено, то всё путём! 😉Достоинства: Стабильное качество. Приемлемая цена. Всегда в наличии.Недостатки: Нет рекомендаций по применению. Маленькая катушка (0.45 кг), быстро заканчивается. Неточное описание (Указано, что аналог СВ-08ГА, попробуйте найти в интернете, что это. Зато «рекомендована в машиностроении» )))
Санкт-Петербург 27 декабря 2021
Отличная проволока из представленных на общем рынке России. Варю ей более 10 лет (автомобили). Проволока предназначена для мобильности использования. Шов не вздувается, да брызгает, но не так как остальные. Хотите варить без брызг, купите углекислоту. Но не пишите что плохая! И да, смотрите на свой аппарат, предназначен ли он для сварки флюсовой проволокой. У меня телвин 180, меняю полюсность для безгазовой проволоки. И вес на ней четко написан 450 гр. В общем, всегда покупал и буду покупать только кватро элемент!
Варю ей более 10 лет (автомобили). Проволока предназначена для мобильности использования. Шов не вздувается, да брызгает, но не так как остальные. Хотите варить без брызг, купите углекислоту. Но не пишите что плохая! И да, смотрите на свой аппарат, предназначен ли он для сварки флюсовой проволокой. У меня телвин 180, меняю полюсность для безгазовой проволоки. И вес на ней четко написан 450 гр. В общем, всегда покупал и буду покупать только кватро элемент!
Гатчина 06 декабря 2021
Зарядил в аппарат wester 140i после той, что шла в комплекте. Впечатления ужасные, брызгает очень сильно, прожигает 2мм металлДостоинства: НетНедостатки: Брызги
Максим
Санкт-Петербург 13 сентября 2019
В описании товара полная хрень. Не указано — сколько метров в рулоне, на этикетке производитель Италия, в описании Китай…чему верить? Чего 5 шт.в упаковке, если рулон один?Достоинства: Проволока, как проволокаНедостатки: В описании товара полная хрень. Не указано — сколько метров в рулоне, на этикетке производитель Италия, в описании Китай…чему верить? Чего 5 шт.в упаковке, если рулон один?
Не указано — сколько метров в рулоне, на этикетке производитель Италия, в описании Китай…чему верить? Чего 5 шт.в упаковке, если рулон один?
Анатолий
Санкт Петербург 24 июля 2019
На м. Удельная рот огромный , такая провалка стоит 1300 , объясняют тем что производитель другой ! Там видимо с добавлением кусочками золота!
Вопросы и ответы
Степан
06 сентября 2018
Можно варить без газа?Ответить
- Защита лица, глаз, головы
- Сварочные принадлежности
- Электроды сварочные
- Защита рук
- Демисезонная спецодежда
- Киянки, молотки, кувалды, кирки
- Корщетки, щетки
- Товары для уборки
- Струбцины, тиски, стусло
- Плоскогубцы, бокорезы, клещи
685155
Доставим
Сегодня
130 шт
Привезем в партнерские пункты выдачи
21/04 после 10:00
при заказе до 19/04 до 11:59
Смотреть на карте
Очки защитные Исток (ОЧК012) закрытые с откидными светофильтрами
Цена за шт
За баллы:
81
В корзину
Проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг действительны в Санкт-Петербурге.
Проволока порошковая : Проволока сварочная флюсовая E71T-GS Ø 0.8 мм катушка 1 кг
Головна
»
Сварочные материалы
»
Проволока сварочная
»
Проволока порошковая
»
Проволока сварочная флюсовая E71T-GS Ø 0.8 мм катушка 1 кг
Опис
Характеристики
Відгуки (0)
Див. також (2)
Смотрите «Доступные варианты» под ценой для выбора количества и цены.
Проволока флюсовая 0.8 мм — это проволока для сварки без газа и отсутствие необходимости в применении тяжелых и габаритных газовых баллонов.
Защитный газ: не требуется (самозащитная).
Марка по AWS A5.20: E71T-GS.
Марка по ГОСТ 26271-84: ПП-АН7, ПС-44-А2Г.
Варианты фасовки: 0.5 кг, 1 кг, 5 кг.
Упаковка: пластиковая кассета D100, D200.
Производители: Gradient, Huatong.
Положения сварки:
Описание и характеристики.
Сварочная порошковая проволока E71T-GS изготовлена по технологии производства материалов для сварки с флюсовым наполнителем. Порошковая проволока с флюсом для полуавтомата представляет собой полый цилиндр, заполненный особым флюсовым материалом, обеспечивающим защитную среду при сварке. Таким образом, флюсовая проволока исключает необходимость использования дополнительной подачи защитного газа. Флюсовый материал, размещенный в полостях проволоки E71T-GS в процессе сварки создает область защитного газа, что обеспечивает отличное качество металлошва.
Флюсовый материал, размещенный в полостях проволоки E71T-GS в процессе сварки создает область защитного газа, что обеспечивает отличное качество металлошва.
Химический состав, %:
C Mn Si P S Al
0.30 0.78 0.17 0.01 0.015 1.8
Механические свойства наплавленного металла.
Предел текучести σ0.2 (MПа): ≥ 400.
Временное сопротивление разрыву σb (MПа): 490-660.
Удлинение δ5 (%): ≥ 22.
Ударная вязкость (Дж/см2): ≥ 47(-30°C).
Проволока сварочная E71T-GS, применение.
Порошковая самозащитная проволока E71T-GS находит свое применение, прежде всего, на производствах, где условия сварки не позволяют использовать принудительный подвод защитного газа. Кроме того, самозащитная порошковая проволока E71T-GS удобна для сварки элементов и деталей, находящихся во вращении, а также для изготовления различных металлоконструкций из углеродистых и низколегированных сталей.
Несомненным преимуществом порошковой проволоки E71T-GS является отсутствие необходимости в применении тяжелых и габаритных газовых баллонов, что позволяет сварочной бригаде (к примеру, автомастерской) совершать мобильные выезды к клиенту.
Купить проволоку порошковую E71T-GS 0.8 мм Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Проволоку флюсовую E71T-GS 0.8 мм купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.:(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Проволока флюсовая 0.8 цена. Проволока флюсовая 0.8 купить. Проволока сварочная флюсовая E71T-GS Ø 0.8 мм купить. Проволока сварочная флюсовая E71T-GS Ø 0.8 мм цена. Проволока сварочная флюсовая E71T-GS Ø 0.8 мм Кривой Рог.
| Гарантия | |
| Гарантия | |
Написати відгук
Ваше имя:
Ваш відкуг:
Примітка: HTML разметка не поддерживается! Используйте обычный текст.
Оцінка: Погано
Хорошо
Введіть код, вказаний на зображенні:
Продовжити
Дуговая сварка порошковой проволокой (FCAW) | Главная | Интернет-магазин Afrox
Введите правильный поисковый запрос
Введите правильный поисковый запрос
Afrox предлагает широкий ассортимент расходных материалов для дуговой сварки порошковой проволокой (FCAW). В нашем онлайн-каталоге представлен широкий ассортимент расходных материалов для дуговой сварки порошковой проволокой.
В нашем онлайн-каталоге представлен широкий ассортимент расходных материалов для дуговой сварки порошковой проволокой.
Fluxofil — это бесшовная порошковая проволока с медным покрытием для сварки высокопрочных высококачественных конструкционных сталей.
Посмотреть все
Coremax 71 Plus — порошковая проволока в среде защитных газов для сварки углеродисто-марганцевых сталей с пределом прочности при растяжении до 620 МПа и там, где могут потребоваться ударные свойства ниже нуля.
Посмотреть все
Fluxofil 14 HD представляет собой бесшовную порошковую проволоку с медным покрытием и рутиловым покрытием с более высокой степенью наполнения, что обеспечивает более высокую пропускную способность по току и высокую скорость наплавки.
Посмотреть все
Fluxofil 16 представляет собой бесшовную порошковую проволоку с рутиловым покрытием, покрытую медью.
Посмотреть все
 » title=»Fluxofil 19 HD is seamless, copper coated, rutile flux cored wire with an enhanced degree of fill.»> Fluxofil 19 HD — это бесшовная порошковая проволока с рутиловым покрытием и медным покрытием с повышенной степенью наполнения.
» title=»Fluxofil 19 HD is seamless, copper coated, rutile flux cored wire with an enhanced degree of fill.»> Fluxofil 19 HD — это бесшовная порошковая проволока с рутиловым покрытием и медным покрытием с повышенной степенью наполнения.
Посмотреть все
Fluxofil 20 HD — это бесшовная порошковая проволока с медным покрытием и рутиловым покрытием.
Посмотреть все
Fluxofil M10 — это бесшовная порошковая проволока с медным покрытием, обладающая превосходными свойствами при сварке короткой дугой и струйной дугой с наплавкой металла шва без шлака.
Посмотреть все
Просмотрите наш онлайн-каталог, чтобы ознакомиться с ассортиментом низколегированных проводов FCAW с газовой защитой
Посмотреть все
Trimark Metalloy 110 — это порошковая проволока в среде защитного газа, предназначенная для использования в полуавтоматических процессах, требующих высокой прочности наплавленного металла.
Посмотреть все
 » title=»Afrox Metalloy 76/Fabcor 86R is a gas shield metal cored wire designed for semi-automatic, automatic and robotic welding of low and medium carbon steels.»> Afrox Metalloy 76/Fabcor 86R — порошковая проволока в среде защитного газа, предназначенная для полуавтоматической, автоматической и роботизированной сварки низко- и среднеуглеродистых сталей.
» title=»Afrox Metalloy 76/Fabcor 86R is a gas shield metal cored wire designed for semi-automatic, automatic and robotic welding of low and medium carbon steels.»> Afrox Metalloy 76/Fabcor 86R — порошковая проволока в среде защитного газа, предназначенная для полуавтоматической, автоматической и роботизированной сварки низко- и среднеуглеродистых сталей.
Посмотреть все
S71T-11 представляет собой дуговую трубчатую проволоку, исключительно простую в использовании.
Посмотреть все
Hobart TM 121 представляет собой универсальную трубчатую проволоку, привлекательную для оператора благодаря плавной дуге, малому разбрызгиванию и общей простоте обращения.
Посмотреть все
Hobart TM 44 — высококачественная самозащитная трубчатая проволока высокого разрешения, которая используется для сварки низкоуглеродистых и среднеуглеродистых сталей.
Посмотреть все
ТМ 791 – порошковая проволока в среде защитных газов для сварки углеродомарганцевых сталей с пределом прочности до 620 МПа и там, где могут потребоваться ударные свойства при минусовых температурах.
Посмотреть все
TM811-B2 наплавляет металл шва, содержащий 1,25 % Cr и 0,5 % Mo, и предназначен для сварки жаропрочных сталей, работающих при температурах до 550°C.
Посмотреть все
Сварочные флюсы используются в качестве защитных при изготовлении сварных швов с лучшими механическими свойствами. Потоки можно разделить на нейтральные, полуактивные и активные. Обычно используется при сварке более толстых профилей и при многопроходной сварке.
Потоки можно разделить на нейтральные, полуактивные и активные. Обычно используется при сварке более толстых профилей и при многопроходной сварке.
Посмотреть все
Что такое сварка с флюсовой проволокой для начинающих и всех остальных
Хотите узнать, что такое сварка с флюсовой проволокой?
Здесь вы найдете полное объяснение для начинающих.
И чтобы все остальные хотели учиться.
Наслаждайтесь!
Что такое сварка под флюсом?
Сварка с флюсовой сердцевиной, также известная как FCAW (дуговая сварка с флюсовой сердцевиной), является популярной формой сварки, которая соединяет вместе два отдельных куска металла, чаще всего из мягкой стали.
Дуговая часть дуговой сварки под флюсом показывает, что электричество имеет решающее значение для этого метода сварки. На конце непрерывно подаваемой катушки со сварочной проволокой образуется интенсивная и сфокусированная электрическая дуга.
Сварочная проволока уникальна тем, что имеет флюсовую сердцевину – отсюда и название.
В процессе сварки с флюсовым сердечником сварочная проволока называется электродом и имеет трубчатую форму.
По сути, у вас есть небольшая трубка из металла, немного похожая на соломинку, с металлом снаружи и флюсом, давшим название флюсовому сердечнику, внутри.
Проволока с флюсовым сердечником
Электрическая дуга застревает и расплавляет проволоку с флюсовым сердечником. Тепло, выделяемое дугой, также плавит основные металлы (металлы, подлежащие сварке), и образуется небольшая ванна расплавленного металла.
Сердцевина флюса внутри проволоки образует защитный газ, известный как защитный газ, для защиты ванны расплавленного металла. Часть флюса также попадает в расплавленную ванну и создает покрытие над сварочной ванной, известное как шлак.
Это шлаковое покрытие удаляется после остывания сварного шва.
Сварка под флюсом может быть автоматическим или полуавтоматическим процессом. Он также может использовать отдельный резервуар с газом высокого давления, и тогда он известен как сварка под флюсом с двойной защитой.
Видео на YouTube о дуговой сварке с флюсом
Это видео на YouTube является действительно хорошим и ясным введением в принципы сварки с флюсовой проволокой. Для тех из нас, кто более визуален и ценит просмотр видео в течение 5 минут 6 секунд, его стоит посмотреть.
Видео предоставлено: WeldNotes.com
Почему сварка с флюсовой сердцевиной популярна?
Поскольку сварочные аппараты подешевели, иметь собственного сварщика дома можно даже в самых простых условиях мастерской. Сварочные аппараты с флюсовой проволокой, использующие самозащитную порошковую проволоку, являются одними из самых дешевых доступных сварочных аппаратов.
И эти аппараты отлично подходят для начинающих сварщиков, так как все, что вам нужно, это сварочный аппарат, сварочная проволока с флюсовой сердцевиной, электропитание и базовое оборудование для обеспечения безопасности, и все готово.
Сварка с самозащитным флюсом идеальна для начинающих сварщиков, поскольку она очень терпима к отсутствию навыков сварщика. И после нескольких часов практики начинающий сварщик может получить хороший сварной шов, который будет держаться.
Самозащитная проволока с флюсовым сердечником отлично подходит для сварки на открытом воздухе, поскольку этот процесс подходит для любых условий, кроме очень ветреных. И процесс не требует скрупулезной чистоты свариваемого металла.
Хотя всегда рекомендуется чистый металл (очистка металлической щеткой или шлифовальной машиной). Вам может сойти с рук большое количество грязного металла, потому что флюс в сварочной проволоке с флюсовым сердечником помогает очистить его.
Это означает, что он поднимает на поверхность загрязняющие вещества в сварочной ванне, где эти загрязняющие вещества затем оседают в составе шлака и могут быть отколоты после сварки.
Сварка флюсовой проволокой имеет одну из самых высоких скоростей наплавки сварочной проволоки. (Не волнуйтесь, вы узнаете, что это значит позже.) Он также лучше подходит для сварки более толстых металлов и лучше для сварки в неправильных положениях.
(Не волнуйтесь, вы узнаете, что это значит позже.) Он также лучше подходит для сварки более толстых металлов и лучше для сварки в неправильных положениях.
О том, что такое неправильные сварные швы, вы узнаете позже в посте.
Для чего используется сварка с флюсовым сердечником?
Чаще всего используется для сварки низкоуглеродистой стали, также известной как низколегированная сталь. Для нержавеющей стали используются специальные порошковые проволоки, хотя эти проволоки не так надежны, но можно получить хорошие результаты.
Некоторые типы порошковой проволоки могут использоваться для сварки некоторых сплавов с высоким содержанием никеля.
Алюминий нельзя сваривать порошковой проволокой. Если вы хотите узнать, почему, вы найдете статью, посвященную теме под названием «Алюминиевая сварочная проволока с флюсовым сердечником, я хочу это сейчас».
Для свариваемого металла необходимо выбрать правильный тип сварочной проволоки. Это означает, что если вы свариваете низкоуглеродистую сталь, то проволока с флюсовым сердечником должна быть предназначена для низкоуглеродистой стали.
При сварке нержавеющей стали вам потребуется проволока с флюсовым сердечником, предназначенная для нержавеющей стали.
Ищете более подробное объяснение типичных применений сварки под флюсом? У меня есть документ об этом на сайте.
Сварные швы вне положения
Вот ваше объяснение. Для новичков в сварке.
Сварка в горизонтальном положении является самой простой сваркой, так как сварной шов виден сверху, а сила тяжести удерживает расплавленный металл в сварочной ванне.
Сварка потолочного шва является примером сварки в неправильном положении.
Если у вас нет подходящей сварочной проволоки, которая быстро проникает в металл, образуя хороший сварной шов, правильно заполненный присадочным металлом, вы рискуете выпадением присадочного металла из сварного шва. Капающий на вас металл, обжигающий вас и вызывающий плохой сварной шов.
Поскольку сварка с флюсовой сердцевиной имеет более высокую скорость наплавки, она позволяет сварщику двигаться быстро, создавая прочный сварной шов, который удерживает присадочный металл там, где он должен быть — в сварном шве.
Вот почему проволока с флюсовым сердечником часто предпочтительнее для сварки в нерабочем положении.
Что такое сварка?
Прежде чем мы пойдем дальше, я хочу быть уверенным для тех новичков, что вы понимаете, в чем заключается цель сварки.
На самом базовом уровне сварка — это процесс соединения двух отдельных кусков металла, так что они действуют как единое целое.
Итак, строите ли вы что-то новое из металла или проводите ремонт, цель состоит в том, чтобы, как только вы соедините металлы, они стали единым целым.
И соединение такое же прочное, если не прочнее, чем отдельные части.
Дуговая сварка с использованием проволочной сварки с флюсовым сердечником
Сварка с флюсовым сердечником использует электричество в виде электрической дуги для перевода двух отдельных кусков металла в жидкое состояние в определенной точке.
Сварка основных металлов
Две отдельные детали называются основным металлом, и при сварке с флюсовым сердечником основным металлом может быть мягкая сталь, низколегированная сталь, нержавеющая сталь или низколегированный никель.
Электрическая дуга возникает на конце проволоки с флюсовым сердечником, когда проволока приближается к месту соединения на 1/2 дюйма.
Место плавления основного металла называется сварочной ванной. Дуга также плавит металл в проволоке с флюсовой сердцевиной, и этот металл стекает в расплавленную сварочную ванну.
Сварка вдоль стыка выполняется путем перемещения порошковой проволоки с дугой на конце вдоль стыка. Электрическая дуга плавит только небольшую площадь за один раз, и по мере того, как дуга движется вдоль дуги, сварочная ванна затвердевает за дугой и формируется сварной шов.
Плавится в свою очередь, чтобы сформировать соединение
Это дает вам общее представление о процессе, но есть и другие ключевые особенности сварки проволокой с флюсовой сердцевиной.
Что такое проволока с флюсовым сердечником при сварке с флюсовым сердечником?
У меня есть документ на сайте, в котором более подробно рассматривается, что такое проволока с флюсовым сердечником, поэтому здесь я дам лишь краткий обзор.
Проволока с флюсовым сердечником — это сварочная проволока, предназначенная для использования только в сварочных аппаратах с флюсовым сердечником или в сварочных аппаратах MIG, способных использовать порошковую проволоку. Сама проволока состоит из длинной трубки с металлом снаружи и соединениями, называемыми флюсом, внутри.
Вы выбираете флюсовую проволоку с металлом на внешней стороне, которая подходит и подходит для сварки основного металла, который вы собираетесь сваривать.
Соединения внутри порошковой проволоки включают раскислители, сплавы и флюсы, которые при плавлении при высоких температурах образуют газ, а также более твердые вещества, попадающие в сварочную ванну.
Если вы хотите узнать подробности, перейдите к разделу «Что такое флюсовая проволока, когда ее использовать и почему».
Сама порошковая проволока находится на катушке с проволокой, удерживаемой внутри сварочного аппарата. Он выходит через приводной механизм внутри сварочного аппарата вверх по шлангу к пистолету или горелке.
Интенсивность сварочной дуги и выделяемого тепла устанавливается регулятором напряжения или силы тока или кнопкой сварочного аппарата с флюсовой проволокой. Скорость, с которой подается проволока, также регулируется и является постоянной скоростью.
Forney 261 140 FC-i Передний диск и переключатель
Почему проволока с флюсовым сердечником вплавляется в сварной шов?
Когда вы свариваете, используете ли вы два свежих куска металла, состыкованных встык, или ремонтируете щель в панели автомобиля с помощью металлической заплаты, соединение есть соединение.
Если бы расплавлялись только основные металлы, то шов был бы тоньше – в конце концов, нужно заполнить воздушный зазор.
Вот почему вам нужно что-то, называемое присадочным металлом, и при сварке с флюсовой проволокой этот присадочный металл обеспечивается самой проволокой с флюсовым сердечником.
Вот почему этот вид сварки иногда называют сваркой порошковой проволокой.
Для этого метода сварки существуют и другие термины.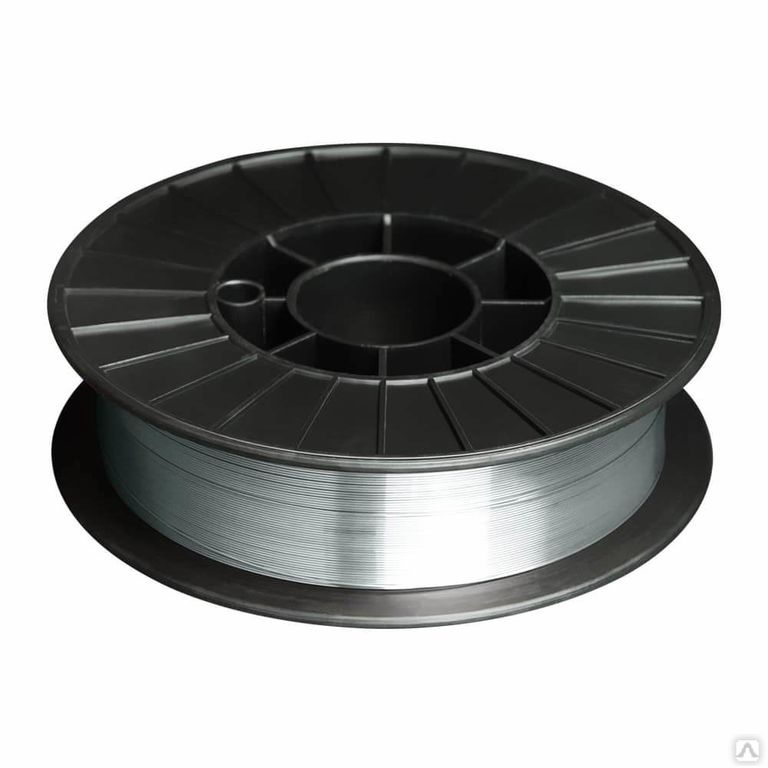
Возможно, вы также слышали термин «расходуемый электрод». Сварочная проволока с флюсовым сердечником является расходуемым электродом. Дуга образуется на конце проволоки, поэтому она является электродом и расходуется сварным швом, поэтому она является расходуемой.
Подводя итоги, проволока с флюсовым сердечником обеспечивает присадочный металл, является расходуемым электродом и средством, с помощью которого дуга доставляется к свариваемым металлам.
Требуется ли газ для сварки с флюсовым сердечником?
Да, все виды дуговой сварки требуют газовой защиты, потому что …
Воздух, который нас окружает и снабжает нас кислородом, которым мы дышим, вступает в реакцию со сварными швами и разрушает их. Кислород и азот в воздухе представляют особую проблему.
Если ваш расплавленный металл соприкоснется с этими газами, металл вступит в реакцию, что приведет к ослаблению сварного шва и его разрушению.
Для предотвращения контакта с воздухом металл должен быть защищен. А при сварке с флюсовым сердечником для обеспечения этой защиты используется газ.
А при сварке с флюсовым сердечником для обеспечения этой защиты используется газ.
На самом деле существует два типа сварки порошковой проволокой.
Один из них называется самоэкранированным и также обозначается как FCAW-S, а другой называется с двойным экранированием или газозащитным покрытием и обозначается как FCAW-G.
Защитный газ самозащитной проволоки с флюсовым сердечником
При сварке самозащитным флюсом этот защитный газ вырабатывается и обеспечивается флюсом в сердечнике проволоки.
По мере плавления проволоки часть флюса плавится, образуя защитный газ над расплавленной сварочной ванной. Этот газ защищает сварочную ванну от газов, содержащихся в атмосфере, которой мы дышим.
А поскольку при сварке с самозащитной проволокой под флюсом выделяется защитный газ по мере того, как проволока вплавляется в сварной шов, она идеально подходит для новичков, так как нет отдельного резервуара с газом, который нужно добывать, настраивать и использовать.
Вам нужно только правильно настроить сварочный аппарат с флюсовой проволокой для калибра и типа металла, который вы свариваете, и отточить свое мастерство.
Сварка с флюсовой проволокой отлично подходит для сварки на открытом воздухе, потому что вы можете просто взять с собой сварочный аппарат и не беспокоиться об установке защитных барьеров для защиты сварного шва от ветра, уносящего защитный газ.
Примечание. Проволока с флюсовым сердечником, описанная как самозащитная, не должна использоваться с отдельным баллоном с защитным газом высокого давления. Я объясню, почему позже в статье.
Защитная проволока с флюсом в среде защитного газа
Проволока с флюсовым сердечником в среде защитного газа использует отдельный защитный газ, как и при сварке MIG.
Используемая проволока, конечно, флюсовая, а не сплошная, но также необходим баллон с газом. Газ подается из газового баллона высокого давления и используется для защиты сварочной ванны.
По этой причине этот вид сварки с флюсовой проволокой называется сваркой с флюсовой проволокой с двойной защитой или с двойной защитой, потому что флюс в проволоке с флюсовой сердцевиной не только защищает сварной шов, но и имеет дополнительную защиту от атмосферы за счет использования отдельного защитного газа. .
.
Газ регулируется регулятором.
Регулятор
Регулятор устанавливает давление газа и скорость подачи газа.
Так же, как и при сварке MIG, этот вид сварки требует условий в цехе, иначе защитный газ может быть унесен ветром.
На самом деле эту форму сварки можно рассматривать как комбинацию сварки MIG и сварки с флюсовой проволокой.
Это означает, что используемый сварочный аппарат должен быть приспособлен для подачи проволоки с флюсовым сердечником и иметь возможность подачи газа к сварочной горелке.
Этот метод сварки так же сложен для изучения и применения, как и сварка МИГ.
Выбранная порошковая проволока должна подходить для использования с отдельным защитным газом, поскольку химический состав самозащитной проволоки сильно отличается от порошковой проволоки с двойной защитой. Если вы попытаетесь использовать газ с самозащитной порошковой проволокой, вы рискуете получить дефекты сварного шва.
Сварка под флюсом с двойной защитой используется для сварки более толстых металлов благодаря лучшему проплавлению сварного шва, а также подходит для сварки в неудобных положениях.
Порошковая проволока в среде защитного газа способна наносить присадочный металл с чрезвычайно высокой скоростью, поэтому вы получаете гораздо более высокую скорость наплавки металла, что означает более быструю сварку.
Проволока с флюсовой сердцевиной с двойной защитой имеет тенденцию к образованию меньшего количества дефектов сварки по сравнению со сваркой электродом или сваркой MIG
Шлак, образовавшийся при сварке с двойной защитой, также легче удалить.
Какой защитный газ используется при сварке с двумя защитными флюсовыми проволоками?
Обычно да;
- 100% углекислый газ
- Смеси углекислого газа и аргона, такие как C25, который состоит из 75% аргона и 25% углекислого газа
- 100% аргона
- Аргон и кислород
для выбранной вами двухэкранированной проволоки с флюсовым сердечником, чтобы газ, который вы используете, соответствовал проволоке.
Таблицы параметров сварки составляются производителями проволоки и содержат данные о напряжении, скорости подачи проволоки, вылете и защитных газах, которые следует использовать для достижения наилучшего результата. Их можно найти на сайтах производителей.
Их можно найти на сайтах производителей.
В противном случае вы можете получить плохой результат и растрескивание сварного шва.
Что на самом деле того не стоит, если вы потратили деньги на покупку двойного экранированного флюсового сердечника и стоимость защитного газа только для того, чтобы получить плохие результаты в конце.
Сварка с флюсовой проволокой Использование электричества
Сварка с флюсовой проволокой, как с самозащитой, так и с двойной защитой, использует электрическую дугу для расплавления основных металлов с присадочным металлом в сварочной проволоке.
Это означает, что сварочный аппарат с флюсовой проволокой подключен к электричеству. Электричество работает только внутри цепи.
При нажатии курка сварочного аппарата с флюсовой проволокой электричество подается на проволоку с флюсовым сердечником, которая проходит через сварочный шланг к горелке.
Электрическая дуга возникает на конце проволоки с флюсовой сердцевиной, образующей дугу поперек основного металла, который вы свариваете.
Неблагородные металлы также проводят электричество. Ваши основные металлы — ваш сварочный проект — должны быть подключены к заземляющему зажиму.
Этот зажим соединяет электрическую цепь с вашим сварочным аппаратом, а затем с землей, обеспечиваемой розеткой, питающей ваш сварочный аппарат.
Электрическая цепь с флюсовым сердечником
Поскольку необходима хорошая электропроводность, важно как можно тщательнее очищать свариваемые металлы.
Подключайте заземляющий зажим как можно ближе к сварочному пистолету. Подключите зажим заземления к вашему проекту, если можете, и убедитесь, что зажим заземления хорошего качества, чтобы он действительно хорошо проводил электричество и имел хорошие чистые соединения.
Полярность при сварке с флюсовой проволокой
Как и при использовании батареи с положительной и отрицательной клеммами, электрическая цепь для сварки с флюсовой проволокой должна быть правильно настроена для успешной сварки.
Самозащитная проволока с флюсовым сердечником требует так называемой прямой полярности. Иногда это называют отрицательным результатом пистолета MIG, или вы можете услышать термин DCEN. DCEN расшифровывается как отрицательный электрод постоянного тока.
Иногда это называют отрицательным результатом пистолета MIG, или вы можете услышать термин DCEN. DCEN расшифровывается как отрицательный электрод постоянного тока.
Противоположное значение для сварки MIG и сварки с двойной защитой от флюса, когда требуется обратная полярность. Обратная полярность также называется DCEP — положительный электрод постоянного тока.
Вы слышали ранее в статье, что лучше не использовать защитный газ с самозащитной порошковой проволокой.
Это связано с тем, что химический состав провода отличается от двойного экранирования, а химический состав означает, что он также реагирует электрически по-другому и требует другой электрической настройки.
Если используемый вами сварочный аппарат работает только с флюсовым сердечником, как некоторые из самых дешевых сварочных аппаратов с флюсовым сердечником.
Затем будет использована самозащитная проволока с флюсовым сердечником и настроен отрицательный электрод постоянного тока.
Он не сможет подавать газ или использовать двухслойную порошковую проволоку.
Если у вас есть сварочный аппарат MIG, который может подавать как порошковую проволоку, так и сплошную проволоку MIG, обязательно проверяйте и меняйте полярность при смене проволоки, так как это часто упускается из виду и приводит к неудачным сварным швам.
Подача проволоки с флюсовым сердечником через сварочный аппарат
Если ваш сварочный аппарат использует только флюсовую проволоку, то проволочные ролики уже будут с накаткой.
Ролики с накаткой предназначены для захвата и подачи проволоки с флюсовым сердечником, не сдавливая и не повреждая проволоку. Проволока с флюсовым сердечником более чувствительна, поскольку ее центр содержит флюс по сравнению со сплошным центром проволоки MIG.
Если ваш сварщик работает в режиме MIG и может также подавать проволоку с флюсовым сердечником, скорее всего, вам придется заменить ролики. Ролики, предназначенные для подачи сплошной проволоки, имеют гладкую V-образную форму к канавке, по которой проходит проволока.
Ролики с накаткой имеют U-образную форму и углубления в канавке. Это предлагает поверхность, которая предназначена для захвата проволоки, но не раздавливания.
Приводной ролик с накаткой
Что касается смятия сварочной проволоки с флюсовым сердечником, проверьте натяжение проволоки, слишком сильное натяжение на вашем сварочном аппарате может сломать порошковую проволоку и вызвать плохой сварной шов.
Металлы какой толщины можно сваривать флюсовой проволокой
Сварка флюсовой проволокой является довольно «горячим» процессом и не подходит для самых тонких металлов. Скажем, 20-го калибра и ниже.
С другой стороны, сварка флюсовой проволокой может легко дойти до калибра 24,
Четверть дюйма, полдюйма и пять шестнадцатых дюйма могут потребовать снятия фаски и подготовки соединения в зависимости от мощности, которую может производить ваш сварщик.
Если ваш сварочный аппарат соответствует требованиям и может производить достаточно сильную дугу, тогда сварка с флюсовой проволокой отлично подходит для более толстых металлов.
Сварка с флюсовой проволокой часто используется, когда требуется большее проплавление более толстых металлов, когда требуется более высокая скорость наплавки порошковой проволоки.
Что означает высокая скорость осаждения?
Теперь вы узнаете, что такое высокая скорость осаждения.
Для каждой марки и размера проволоки с флюсовым сердечником, если вы сверитесь с таблицей параметров сварки, будет указана скорость наплавки проволоки.
Скорость наплавки — это количество присадочного металла, которое проволока может нанести в сварной шов.
Проволока с флюсовым сердечником лучше наплавляет больше присадочного металла для подаваемой силы тока.
Напряжение и сила тока необходимы для создания дуги, расплавляющей проволоку с флюсовым сердечником.
По сравнению со сваркой MIG сплошной проволокой, сварка проволокой с флюсовой сердцевиной может работать при той же силе тока, но при этом расплавляется больше проволоки и вставляется эта проволока в сварной шов.
Это обеспечивает более быструю и производительную сварку.
Сварка флюсом в среде защитного газа даже более производительна, чем сварка флюсом в самозащитной среде, и поэтому ее любят в тяжелой строительной отрасли.
Шлак при сварке порошковой проволокой
При сварке порошковой проволокой в качестве побочного продукта образуется шлак. Это ключевая особенность сварки под флюсом.
Порошковая проволока плавится не только для производства защитного газа. Часть проволоки попадает в сварочную ванну.
Флюс удаляет загрязнения и поднимает их наверх сварочной ванны, где проволока с флюсовым сердечником образует покрытие, называемое шлаком.
Шлак покрывает охлаждающую сварочную ванну, защищая ее от окружающего воздуха. Когда шов остынет, шлак откалывается.
Если вы хотите узнать больше о шлаке, ознакомьтесь с моим документом «Почему для качественной сварки нужен хороший сварочный шлак».
Почему при сварке с флюсовым сердечником образуется больше брызг?
И это действительно так, это одна из особенностей контроля сварки с флюсовой проволокой. Сама проволока с флюсовым сердечником имеет тенденцию образовывать брызги – крошечные капельки расплавленного металла, выпрыгивающие из сварочной ванны.
Сама проволока с флюсовым сердечником имеет тенденцию образовывать брызги – крошечные капельки расплавленного металла, выпрыгивающие из сварочной ванны.
Сварка с флюсовой сердцевиной, вызывающая разбрызгивание
Правильные настройки сварочного аппарата для используемой проволоки с флюсовой сердцевиной сведут к минимуму разбрызгивание.
Взгляните на мой документ «Что такое брызги при сварке и почему это плохо», если вы не уверены, что такое брызги.
И если вы хотите контролировать разбрызгивание, ознакомьтесь с моими советами по этому вопросу в разделе «Как остановить разбрызгивание при сварке и тактика по его уменьшению».
Сварочные дымы с флюсовой сердцевиной
Наряду с большим количеством брызг при сварке флюсовой проволокой также образуется более густой и сильный сварочный дым. Опять особенность порошковой проволоки.
На самом деле дымы от сварки под флюсом могут быть настолько густыми, что дымы затемняют соединение, проволоку и сварочную ванну.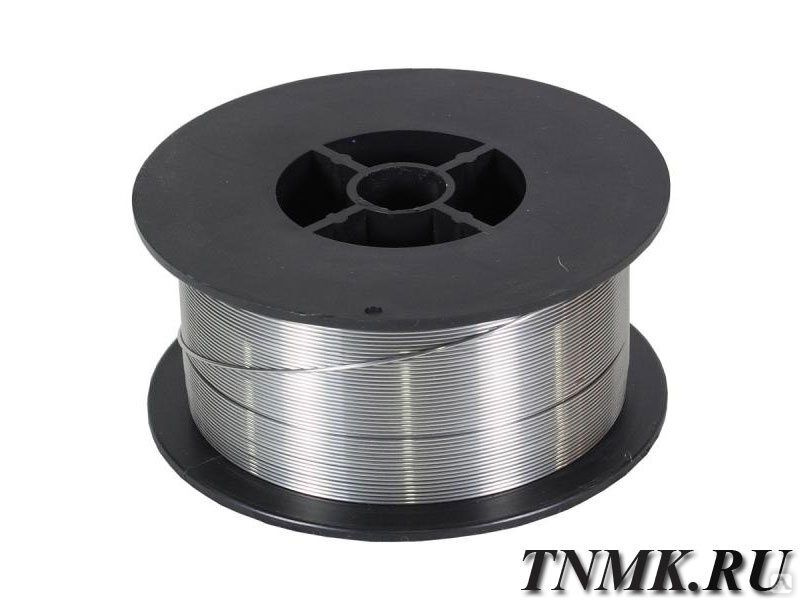
Сварщик, сваривающий мягкую сталь с флюсовым сердечником
Чтобы решить проблемы с дымом;
- Ищите идеальный угол сварки, угол 90 градусов с углом перемещения 10-15 градусов.
- Вы можете использовать метод вытягивания или перетаскивания, располагая порошковую проволоку под углом от направления движения на 10–15 градусов. Как будто вы «перетаскиваете» проволоку со сварочной ванной, расположенной за проволокой.
Наклон сварочной проволоки с флюсовой сердцевиной в сторону от направления движения
Держите голову подальше от дыма или наденьте респиратор и/или установите вентилятор или хорошую вентиляцию на уровне головы.
УФ-лучи, создаваемые дуговой сваркой под флюсом
Сварка под флюсом создает УФ-лучи от сварочной дуги. И точно так же, как сама дуга достаточно интенсивна, чтобы расплавить металл, ультрафиолетовые лучи достаточно интенсивны, чтобы дать сварщику хорошую дозу солнечного ожога.
Необходимо защищать глаза не только от УФ-лучей, но и от вредного для глаз света дуги, а также от возможных случайных брызг.
Надевайте защитную одежду на тело и голову, а также очки с защитой от УФ-излучения. О области шеи часто забывают, а одежда, закрывающая шею, — отличная идея.
Сварка с флюсовой проволокой без надлежащей защиты быстро даст вам сильнейший в мире солнечный ожог.
Автоматическая и полуавтоматическая сварка с флюсовой проволокой
Сварка с флюсовой проволокой может быть как автоматической — это означает, что роботизированный сварочный аппарат в заводских настройках настроен на использование проволоки с флюсовым сердечником как часть процесса сварки.
Где все дистанционно контролируется человеком-оператором, который может управлять настройкой и настройками нескольких роботов в автоматическом процессе.
Или полуавтоматический, который чаще всего встречается в мастерской или в домашней мастерской.
Пример аппарата для сварки с флюсовым сердечником
Сварочный аппарат с флюсовым сердечником настраивается с помощью циферблатов и/или кнопок. Навыки человека-сварщика контролируют;
Навыки человека-сварщика контролируют;
- Тип электрода с флюсовым сердечником (независимо от того, является ли сварочная проволока самозащитной или газозащитной)
- Расстояние от сварного шва
- Скорость движения и угол сварки
- Они прислушиваются к нужным звукам, исходящим от сварного шва
- Оператор развивает чувство. Ощущение, что они получают правильный уровень проплавления металла и хорошее образование шлака и покрытие для их сварного шва.
Сварщик-человек поворачивает циферблаты или устанавливает настройки на сварочном аппарате с флюсовой проволокой для управления
- Напряжение – интенсивность тепла, создаваемого дугой
- Полярность – прямая полярность для самоэкранирования. Обратная полярность для сердечника с двойным экранированием.
- Скорость подачи проволоки
- Кубические футы в час на регуляторе газа – при использовании
После того, как эти настройки установлены, сварочный аппарат с флюсовой проволокой поддерживает их постоянными и является автоматической частью полуфабриката. -автоматический процесс.
-автоматический процесс.
Сварщик-человек развивает свои навыки, чтобы правильно управлять сварочным аппаратом с флюсовой проволокой для получения качественного сварного шва, чтобы пористость или растрескивание сварного шва не были проблемой.
Сварка с флюсовой сердцевиной не дорогая?
Сравнивая стоимость за фунт, покупка самозащитной сварочной проволоки с флюсовым сердечником, как правило, дороже по сравнению со стоимостью покупки сплошной сварочной проволоки, которая используется для сварки MIG.
Следует помнить, что при использовании самозащитной порошковой проволоки использование баллона с защитным газом не требует затрат и потенциальных неудобств.
Если к расходам на сварку MIG прибавить стоимость защитного газа, то вполне возможно, что затраты выровняются.
Да, при сварке под флюсом с двойным защитным флюсом, это в целом более дорогой процесс.
Вам нужно купить более дорогую двухэкранированную порошковую проволоку и баллон с газом высокого давления.
Но взамен вы получаете возможность сваривать металлы гораздо большей толщины и быстрее благодаря более высокой скорости наплавки. Благо, особенно когда нужно много сварить за короткое время.
Вот почему промышленность и профессиональные производители используют этот метод.
Проблемы, на которые следует обратить внимание при сварке с флюсовой проволокой
Сварщик должен следить за тем, использует ли сварщик самозащитную или газозащитную флюсовую проволоку;
Обратный прожиг — это когда электродная проволока плавится в шарик на конце контактного наконечника, а затем проволока может сплавиться с контактным наконечником.
Его трудно чистить, и это означает, что необходим новый контактный наконечник.
Часто возникает из-за слишком близкого прилегания конца сварочной проволоки к основному металлу или слишком медленной скорости подачи проволоки.
Решается путем соблюдения расстояния от 1/2 дюйма до 5/8 дюйма от основного металла.
Вылет — это буквально количество проволоки, торчащей из конца контактного наконечника. Слишком короткий выступ провода также может привести к обратному возгоранию.
Вылет сварочной проволоки
Сохраняйте вылет от половины дюйма до 3/4 дюйма.
Или следуйте рекомендациям производителей по длине вылета проволоки, которые они рекомендуют для своей проволоки с флюсовым сердечником. Вы найдете эту информацию в таблице параметров сварки для проволоки.
И отрежьте маленькую выпуклость проволоки в конце сварки, образующуюся при паузе в сварке. Это гарантирует максимально плавную дугу при возобновлении сварки.
Краткая история сварки с флюсовым сердечником
Сварка с флюсовым сердечником была впервые разработана в 1950-х годах. Процесс, изобретенный Бернаром и объявленный в 1954 году. Патент был подан в 1957 году.
Как процесс он позиционировался как альтернатива сварке электродом – SMAW.
Дуговая сварка с флюсовой сердцевиной преодолела многие ограничения, связанные со сваркой стержнем, поскольку оператору не нужно было останавливаться, чтобы найти и использовать новый стержень проволоки, поскольку проволока подавалась непрерывно.
И это привело к более высокой скорости осаждения металла и проникновению металла.
Дуговая сварка с флюсовым сердечником без защитного газа понравилась, потому что она была более портативной и рассматривалась как более простой процесс сварки, поскольку она более терпима к грубым навыкам начинающего сварщика.
Тем не менее, все еще нужны некоторые навыки, чтобы правильно настроить параметры.
Преимущества и недостатки сварки с флюсовым сердечником
Преимущества сварки с флюсовым сердечником:
- что самозащитная проволока с флюсовым сердечником не требует баллона с защитным газом
- Может использоваться во всех положениях
- Сварочные аппараты с флюсовой проволокой, как правило, портативны и экономичны к работе, а не наоборот
- необходимые навыки находятся в пределах досягаемости любителя и мастера, чтобы научиться
- можно быстро получить хорошие прочные сварные швы
- скорость наплавки сварочной проволоки выше по сравнению с MIG сварка
- Сварка порошковой проволокой более устойчива к грязи и ржавчине во время сварки.
 Требуется меньше предварительной очистки свариваемого металла, что экономит время.
Требуется меньше предварительной очистки свариваемого металла, что экономит время. - Может работать от домашнего напряжения 120 В, что делает его удобным для домашнего использования.
- То, что он не всегда обеспечивает привлекательный внешний вид сварных швов
- После сварки требуется дополнительная очистка, поскольку соединения, используемые во флюсе, образуют шлак
- Чрезмерное разбрызгивание может быть проблемой
- При сварке с флюсовой сердцевиной образуется больше дыма, что иногда затрудняет обзор сварочной ванны
- Не рекомендуется для очень тонкой стали – тоньше 20 калибра
- Порошковая проволока фунт за фунт дороже, чем сплошная проволока.
Это процесс электросварки, в котором используется мощная дуга для соединения двух кусков металла.
В нем используется проволока с флюсовым сердечником – проволока, содержащая химическое соединение, называемое флюсом, в центре и присадочный металл снаружи.
Сварка с флюсовой проволокой идеальна для сварки снаружи, сварки металлов в нестандартном положении и сварки металлов, которые трудно полностью очистить.

