Проволока сварочная св08г2с омедненная характеристики: Проволока сварочная Св-08Г2С – технические характеристики, маркировка по ГОСТ + Видео
Содержание
Сварочная проволока СВ08Г2С — характеристики
0
Опубликовано: 16.04.2017
Любые сварочные работы не обходятся без применения проволоки. На сегодняшний день она производится нескольких типов. Самым популярным материалом считается проволока сварочная СВ08Г2С повышенным процентом легирования. Она используется для разных вариантов сварки. Еще ее используют для производства электродов, которыми осуществляют наплавку.
Оглавление:
Легированная сварочная проволока: область применения
СВ08Г2С часто применяется на производствах для полуавтоматов/автоматов. Благодаря продукту данного типа можно производить сварку любых стальных элементов вручную. Она гарантирует получение высококачественного соединения. Омедненная проволока СВ08Г2С считается незаменимым материалом при осуществлении двух значимых операций:
Она гарантирует получение высококачественного соединения. Омедненная проволока СВ08Г2С считается незаменимым материалом при осуществлении двух значимых операций:
- заполнения между краями соединяемых металлических образцов свободного пространства;
- образования валика на шве.
Требования, предъявляемые к составу СВ08Г2С проволоки
Химический состав, технические параметры изделия подробно описаны в госте. Есть стандартная проволока, омеднённая. Согласно нормам в состав продукта входят следующие химические элементы:
- 1,8–2,1% марганца;
- не более 0,25% никеля;
- 0,7–0,95% кремния;
- не более 0,2% хрома;
- не более 0,025% серы;
- 0,05–0,11% углерода;
- не более 0,03% фосфора.
Для чего необходимо знать коэффициент наплавки
Осуществляя наплавочные работы, сварщик обязан знать коэффициент наплавления изделия, используемого в процессе работы. Этот параметр говорит о наплавлении металла за конкретный промежуток времени, при установленной силе сварочного тока. Например, коэффициент наплавки метиза приблизительно 8,5г/А*ч. Этот параметр может быть больше в зависимости:
Этот параметр говорит о наплавлении металла за конкретный промежуток времени, при установленной силе сварочного тока. Например, коэффициент наплавки метиза приблизительно 8,5г/А*ч. Этот параметр может быть больше в зависимости:
- от вида покрытия свариваемого изделия;
- химсостава метиза;
- полярности тока.
Производительность наплавки металла в большей степени будет зависеть от коэффициента наплавления метиза. Данный показатель оказывает влияние на теплопотери сварного шва, окисление, разбрызгивание, обусловливает коэффициент плавления ключевого металла, целый ряд прочих немаловажных характеристик.
Сварочная проволока СВ08Г2С: технические характеристики
Сварочная проволока СВ08Г2С изготавливается для различных видов сварки металлических деталей, конструкций повышенной ответственности, осуществления наплавочных работ. Продукт может быть омедненным, соответственно в его маркировке будет стоять буква «О».
Химический состав
- 0,2-0,25% никеля, хрома;
- 0,7-0,95% кремния;
- 0,06-0,1% углерода;
- 0,85-1,05% марганца (для омедненной проволоки, сечение которой составляет не более 1,4 миллиметра, содержание марганца может быть больше – 1,65%, но по согласованию с потребителем).

Для химического состава допускаются небольшие отклонения, которые не должны превышать 0,02%. Кроме этого при выплавке может присутствовать в малых объемах сера, фосфор. Эти компоненты не влияют на качество получаемого продукта.
В зависимости от предназначения СВ08Г2С (будет производиться сваривание металла или его наплавка) технические свойства материала обуславливаются такими параметрами:
- Термообработка продукта. Самый распространенный процесс – это закалка материла в масле при температуре 880-920 градусов с последующим воздушным охлаждением. В итоге существенно повышается пластичность изделия, а предел прочности уменьшается до 430-450МПа, что предоставляет возможность изготавливать из данного материала более сложные варианты электродов сварных;
- Предел прочности – 882-1030МПа (меньшие пределы прочности применимы к изделиям, имеющим малые диаметры сечения). В случае применения продукта исключительно для изготовления сварочных электродов, показатели прочности уменьшаются приблизительно на 10 процентов;
- Какие-либо дефекты поверхности омедненной проволоки не допускаются.
 Исключение: риски на поверхности, которые формируются при волочении. При этом их общая площадь не должна превышать пяти процентов всей площади проволочной поверхности.
Исключение: риски на поверхности, которые формируются при волочении. При этом их общая площадь не должна превышать пяти процентов всей площади проволочной поверхности.
Особые характеристики
- При производстве омедненная проволока подвергается вакуумно-дуговой обработке, что позволяет достигать высококачественного очищения ее поверхности. Поверхность продукта после подобной обработки приобретает серебристый оттенок, высокие адгезионные качества, что впоследствии дает возможность сделать качественное омеднение стандартной проволоки.
- Благодаря покрытию высокого качества, неизменному диаметру по всей длине изделия обеспечивается размеренная подача медных токопроводящих наконечников, при этом их расход максимально экономный.
- Эксплуатационный период дорогостоящих полуавтоматов для сварки значительно увеличивается благодаря рядной намотке.

- Существует возможность работать с разнотипным оборудованием, предназначенным для выполнения сварных соединений.
Заключение
Любые работы, связанные со сваркой требуют наличия сварочной проволоки, от которой в первую очередь зависит качество будущего соединения деталей. На рынке сварочного оборудования, аксессуаров для сварки на сегодняшний день в свободной продаже огромное количество сварочной проволоки от разных производителей, с различными характеристиками. Но многие опытные сварщики рекомендуют приобретать омедненную проволоку для сварки СВ08Г2С. Благодаря химическим элементам, которые включены в ее состав, сварочные соединения получаются достаточно высокого качества.
Сергей Одинцов
tweet
Проволока сварочная СВ08Г2С омедненная
При выполнении процесса сварки в среде защитного облако из какого-либо инертного газа, чаще всего предпочтения отдается аргону, используется специализированной присадочный материал. Выбирать ту или иную модель присадочной проволоки, нужно руководствуясь химическим составом металла или сплава. Соблюдение именно этого параметра значительно повышает уровень качества сварного соединения.
Выбирать ту или иную модель присадочной проволоки, нужно руководствуясь химическим составом металла или сплава. Соблюдение именно этого параметра значительно повышает уровень качества сварного соединения.
Сварочная проволока с медным покрытием СВ08Г2С больше всего подходит для сварки сталей, причем как с повышенным, так и с пониженным содержанием углерода. Не секрет, что сталь является одним из наиболее часто используемых материалов, она повсеместно используется в разнообразных отраслях промышленности, от автомобилестроения и строительства, до нефтедобывающей промышленности и переработки природного газа.
Это обуславливает популярность присадочной проволоки для сварки данного вида.
Отработать весь свой потенциал материал способен при выполнении сварки в среде защитного облака из инертного газа в полуавтоматическом режиме. Также ее можно использовать как для сварки в автоматическом режиме, так и для классической газовой сварки.
Присадочный материал выпускается в двух различных упаковках, которые отличаются между собой количеством проволоки. Приобретать проволоку в бухтах целесообразно для больших производств, так как количество материала в ней может исчисляться сотнями метров. Для выполнения небольших сварочных манипуляций можно купить присадочный материал в кассетах.
Приобретать проволоку в бухтах целесообразно для больших производств, так как количество материала в ней может исчисляться сотнями метров. Для выполнения небольших сварочных манипуляций можно купить присадочный материал в кассетах.
Внешняя поверхность проволоки покрыта медью. Это позволяет значительно увеличить уровень электропроводности, а также повысить стойкость расходного материала к воздействию внешних агрессивных сред.
Если провести параллели между материалом с «голой» поверхностью и данной моделью, то наличие медной поверхности позволяет практически в сто раз снизить контактное сопротивления сварного соединения. Помимо этого благодаря меди, материал полностью защищен от воздействия коррозии, что позволяет хранить его без соблюдения каких-либо специальных условий. Описываемая модификация присадочной проволоки для сварки изготавливается в соответствии с государственными стандартами.
Благодаря достаточно широкой номенклатуре материала, подбор подходящего размера для сварки металла определенной толщины не вызывает никаких трудностей. Стоит отметить, что наиболее часто используемой модификацией является проволока с диаметром сечения равным двум миллиметрам. Также выпускается материал как большого размера до шести миллиметром, так и маленького – меньше одного миллиметра.
Стоит отметить, что наиболее часто используемой модификацией является проволока с диаметром сечения равным двум миллиметрам. Также выпускается материал как большого размера до шести миллиметром, так и маленького – меньше одного миллиметра.
Использования проволоки с малым значением диаметра сечения позволяет выполнять сварочные манипуляции с очень тонким металлом, не боясь прожечь его насквозь. Присадочный материал большого размера больше используется на различных крупных промышленностях.
Классификация
Конкретно данная версия присадочной проволоки для сварки производится практически с идентичным химическим составом. Она может различаться всего лишь несколькими незначительными параметрами, которые в большей степени направлены на возможность взаимодействия при сварке с другими металлами или сплавами.
Одним из таких параметров является наличие медного покрытия на поверхности расходного материала. Даная модель может производиться как с ним, так и без него.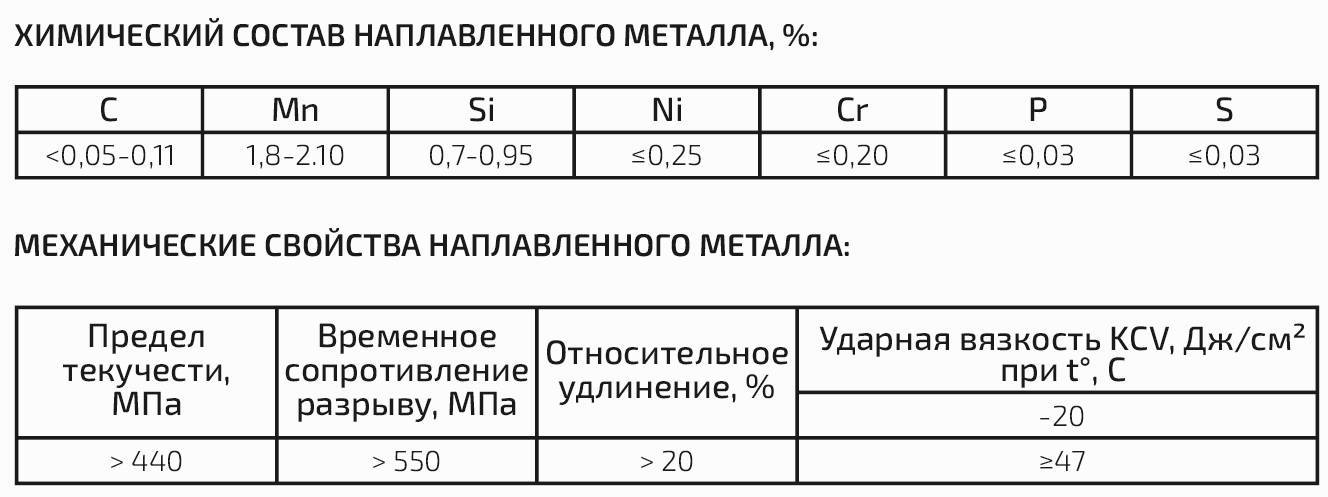 Не смотря на то, что стоимость материала с медной поверхностью нескольким выше, чем без нее, она способна обеспечить лучшее качество сварного соединения, чем альтернативная версия без наличия меди в составе. Поверхность проволоки из данного материала играет роль флюса при сварке, что положительно сказывается на качестве итогового результата сварки.
Не смотря на то, что стоимость материала с медной поверхностью нескольким выше, чем без нее, она способна обеспечить лучшее качество сварного соединения, чем альтернативная версия без наличия меди в составе. Поверхность проволоки из данного материала играет роль флюса при сварке, что положительно сказывается на качестве итогового результата сварки.
Состав
Абсолютно все физические свойства присадочного материала определяются его составом. Данная модель сварочной проволоки содержит в себе (все значения указываются в процентном соотношении) следующие химические элементы:
- С — от 0,05 до 0,11
- Mn – от 1,8 до 2,1
- Si – от 0,7 до 0,95
- Cr – 0,2
- Ni – 0.25
- Cu – 0.2
- S – 0.01
- P – 0.015
- Mo – 0.15
- N – 0.008
Как можно увидеть, что доля нескольких элементов может изменяться. Они могут содержаться в составе в любом значении из указанного диапазона, так как эта разница не отражается на свойствах присадочной проволоки. Данный химический состав позволяет достичь следующих физических характеристик:
Данный химический состав позволяет достичь следующих физических характеристик:
- предел текучести равняется 450 МПа;
- предел прочности может достигать отметки в 550 МПа;
- относительное удлинение равняется тридцати процентам;
- ударная вязкость равна 70 Джоулям на один квадратный сантиметр материала.
Номенклатура сварочной проволоки данной модели с медной поверхностью может принимать следующие значения:
- от 0,8 до 1,2 мм, с шагом в две десятых миллиметра;
- 1,6 мм;
- от 2 до 6 мм, с шагом в один миллиметр.
Маркировка
Из названия, следовательно, из маркировки сварочной проволоки можно узнать основной химический состав материала и процентное содержание того или иного элемента в составе. Опытному сварщику не составит проблем узнать состав из маркировки изделия. Присадочная проволока для сварки СВ08Г2С расшифровывается следующим образом:
- аббревиатура СВ – показывает, что этот материал предназначен для выполнения сварочных работ;
- число 0,8 – говорит нам о максимальной доле содержания углерода в составе, отсчет производится в сотых долях процента;
- Г2 – указывает на наличие марганца в составе, отсчет производится в процентах;
- С – данный символ говорит нам о наличие кремния в составе материала, отсутствие числа указывает на то, что его содержание в составе не превышает один процент от общего объема;
Также в конце маркировки может оказываться буква «О». Это говорит покупателю о том, что проволоку имеет внешнюю поверхность из меди.
Это говорит покупателю о том, что проволоку имеет внешнюю поверхность из меди.
Сварочные сертификаты: Проволока сварочная
Основные виды сварочной проволоки — проволока сплошная, порошковая, активированная.
Проволока сварочная сплошного сечения
Проволока сварочная GMAW применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных прутков.
Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70. Проволока сварочная изготовляется по ГОСТ 10543-75, проволоки из меди и сплавов — по ГОСТ 16130-72, проволоки и алюминиевых сплавов — по ГОСТ 7871-75. Наиболее распространена стальная проволока. Она выпускалась следующих диаметров (мм): 0,3, 0,5, 0,8, 1,0, 1,2, 1,4, 1,6, 2,0, 2,5, 3,0, 4, 0, 5,0, 6,0, 8,0, 10,0, 12,0.
Сварочная проволока обозначается следующим образом (см. рисунок ниже).
| Обозначение провода |
- Диаметр.

- Марка провода:
- назначение ( Ст — Сварка, Н — Наплавка).
- содержание углерода в сотых долях процента. Например, Св08 — проволока содержит 0,08% углерода;
- может указываться содержание легирующих элементов, обозначаемых следующими буквами: Х – хром, Н – Ni, С – Si, М – Mo, Т – марганец, Т – Ti: F – ванадий, D – медь, C – Zr, В — алюминий. За буквой, обозначающей легирующий элемент, следует цифра, обозначающая его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, номер не присваивается. Например, Св08х31Н5Т трактуется следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%, никеля 5%, титана 1%;
- может свидетельствовать о повышенных требованиях к чистоте проволоки от вредных примесей — серы и фосфора. Они встречаются в фирменных буквах А и АА. Например, в проволоке Св08 допускается до 0,04 % серы и фосфора, для СВ08А — до 0,03 % примесей, СВ08А — до 0,02 %.

Пример обозначения: 3 Св08ХСМФА-ВИ-Э ГОСТ 2246-70.
Проволока может поставляться в бухтах, на катушках или в специальной упаковке, например, Marathon Pac фирмы ESAB.
Порошковая сварочная проволока
Порошковая сварочная проволока представляет собой трубчатую проволоку, наполненную порошкообразным наполнителем. Отношение массы пороха к массе металлической оболочки колеблется от 15 до 40%. Конструкция порошковой проволоки может быть разной — простая трубка, оболочка с различными изгибами, двухслойная (см. рисунок).
| Порошковая проволока |
Отводы служат для придания жесткости проволоке и предотвращения бороздок на роликах подачи порошка при ее обжатии полуавтоматом сварка. Порошковый наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Выполняет функции, аналогичные функциям электродного покрытия — защита металла от воздуха, стабилизация дуги, раскисление и легирование формирования сварного шва, регулирование переноса электродного металла и т. д.
Порошковый наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Выполняет функции, аналогичные функциям электродного покрытия — защита металла от воздуха, стабилизация дуги, раскисление и легирование формирования сварного шва, регулирование переноса электродного металла и т. д.
По составу порошкового наполнителя проволоки порошковые сварочные делятся на:
- рутил-органические,
- карбонат-флюорит,
- флюорит,
- рутил и
- рутил-флюорит.
По назначению проволока порошковая самооборона , предназначенная для сварки без дополнительной газовой защиты, и проволока для сварки в среде углекислого газа . Каждая из этих групп, в свою очередь, делится на провода общего назначения и специальные. Использование самозащитных проводов упрощает процесс сварки, так как нет необходимости использовать баллоны с углекислым газом. Это расширяет возможности использования полуавтоматической сварки в особых условиях монтажа. Для самозащиты проводов применяют порошки рутилового, органического, карбонатно-флюоритового и флюоритового типов.
Для самозащиты проводов применяют порошки рутилового, органического, карбонатно-флюоритового и флюоритового типов.
При сварке проволоками рутил-органического типа металл шва по химическому составу аналогичен таковому из низкоуглеродистой полуспокойной стали. При большой силе тока сварочная ванна поглощает газы, что приводит к пористости. В связи с этим ограничивается сила тока, что снижает производительность сварки. Типичным представителем проволоки рутилового органического типа может служить сварочная проволока марки ПП-Ах2.
Проволока карбонатно-флюоритовая типа рекомендуется для сварки низкоуглеродистых и низколегированных сталей ответственных конструкций. В этом случае механические свойства сварного шва выше, чем у рутил-органических проволок. Сварные соединения более гибкие и лучше работают при низких температурах. Представителями этого типа являются сварочная проволока ПП-АН11, АН17-ПП.
Проволока флюоритовая типа по своим характеристикам являются промежуточными между проволоками рутил-органического и карбонатно-флюоритного типа, например, сварочная проволока ПП-2ДСК.
Применение порошковых проволок для сварки в среде углекислого газа позволяет значительно улучшить технологические параметры процесса сварки и механические свойства сварного шва по сравнению со сплошной проволокой. Снижается образование и улучшает внешний вид сварочных брызг, повышаются механические свойства сварных соединений. Для сварки в углекислом газе используется проволока рутил и рутил-флюорит типа . Проволока рутилового типа (ПП-АН8, ПП-АН10) предназначена для сварки широкого спектра конструкций из низкоуглеродистых и низколегированных сталей. Проволока рутил-флюоритного типа (ПП-Ах5, ПП-АН9, АН20-ПП) обеспечивает высокую ударную вязкость и рекомендуется для сварки конструкций из легированной стали, работающих в сложных климатических условиях при динамических нагрузках.
Проволока сварочная специального назначения применяются для сварки с положительным формованием, под водой, для сварки чугуна и др.
Помимо марки порошковая проволока также имеет условное обозначение, содержащее четыре группы буквенно-цифровых индексов:
- Назначение: ПС — для сварки в среде защитных газов, ПС — самозащита.

- Прочность металла шва, МПа. Дополнительная буква B или A означает сварку чугуна или нержавеющей стали. Для малоуглеродистых и низколегированных сталей буква не присваивается.
- Обозначение допустимых пространственных положений: 9- только вертикальный; T — все положения, включая тело вращения.
- Температура перехода к хрупкому разрушению: 0 — 20 °С, 1 — 0 °С, 2 — минус 20 °С, 3 — минус 30 °С, 4 — минус 40° С, 5 — минус 50°С, 6 — минус 60°С. Литера Д — Требования не регламентированы.
Проволока сварочная активированная
Проволока сварочная активированная, как и порошок, состоит из порошкообразных добавок. Однако их количество значительно ниже и составляет 5-7% от общей массы проволоки. Небольшое количество порошковых добавок позволяет активировать их в прессе в сплошную проволоку в виде тонких фитилей, используя специальную технологию. Наиболее широко применяют провода для введения активирующих добавок в центральный канал.
Наиболее широко применяют провода для введения активирующих добавок в центральный канал.
Активированные проволоки предназначены преимущественно для сварки в среде углекислого газа и его смесей, поэтому металлическая основа, как правило, проволока Св08Г2С.
В качестве активирующих добавок применяют легкоионизируемые соли щелочных и щелочноземельных металлов: Cs 2 CO 3 , K 2 CO 3 , Na 2 C0 3 , Vaso 3 , а также шлакообразующие компоненты: TiO 2 , SiO 2 , MgO, CaF 2 .
Введение солей щелочных и щелочноземельных металлов снижает эффективную мощность дуги и повышает стабильность ее горения. Особенно заметно снижение потенциала ионизации в периферийных, относительно холодных областях дуги.
Теплопроводность щелочных металлов в интервале 2500-4000°К на один-два порядка ниже, чем у углекислого газа, что значительно снижает отбор тепла в радиальном направлении, т.е. способствует расширению столба дуги и активные пятна вне капель. В свою очередь, это уменьшает электромагнитную силу, действующую на каплю металлического электрода, и уменьшает размер капли, то есть ее отрыв от проволоки. Переход к передаче распыленного, уменьшенного разбрызгивания.
Переход к передаче распыленного, уменьшенного разбрызгивания.
Наличие шлакообразующих компонентов за счет снижения поверхностного натяжения расплавленного металла, а также облегчения переноса распыла, уменьшения разбрызгивания и улучшения формирования шва.
Существенным преимуществом активированной проволоки по сравнению с порошковой является то, что можно использовать то же оборудование, что и при сварке проволоки сплошного сечения. По механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает множественные перегибы в процессе работы, обеспечивает надежную подачу полуавтоматических шлангов, не сплющивается и не сминается в подающих роликах. Техника сварки отличается от обычной сварки в среде углекислого газа.
См. также:
Полуавтоматическая сварка
Сварка MIG
Сварочные материалы:
Сварочная проволока MIG с медным покрытием с 30-летним опытом Заводские котировки в режиме реального времени, цены последней продажи -Okorder.
 com
com
05
- Информация о продукте
- Часто задаваемые вопросы
Узнать сейчас
Описание продукта:
1. Сварочная проволока Mig с медным покрытием, 30-летний опыт работы Описание завода:
Сварочный электрод первого класса Персонализация приветствуется. Мы можем производить различные сварочные электроды.
согласно чертежу покупателя или образцам/нестандартным сварочным электродам. Цена, изображение
и атрибуты продукта приведены только для справки. Конкретный вопрос можно подтвердить по номеру
путем дальнейшего общения. Добро пожаловать на вашу консультацию.
2. Основные характеристики сварочной проволоки MIG с медным покрытием с 30-летним опытом производства:
Меньше брызг
Легкость повторного поджига
Меньше смога
Хороший шлак, высокая эффективность осаждения
3. Проволока для сварки MIG с медным покрытием, 30-летний опыт работы. Заводские изображения
Заводские изображения
4. Кровельные гвозди первого класса Спецификация:
Химический состав | C | Mn | Si | S 9000 5 | П |
Гарантийная стоимость | ≤0,12 | 0,3~0,6 | ≤0,35 | ≤0,035 | ≤0,040 |
Элемент теста | Rm(МПа) | ReL(МПа) | A(%) | KV2(J) 9000 5 | KV2(J) |
Гарантийная стоимость | ≥420 | ≥330 | ≥17 | -(нормальная температура) | -(0°C |
Общий результат | 460~540 | ≥340 | 50~80 | ≥47 |
5. Часто задаваемые вопросы
Часто задаваемые вопросы
Мы подготовили несколько общих вопросов для наших клиентов, которые могут вам искренне помочь:
1. Что представляет собой ваша продукция?
9 0006 Один из крупнейших производителей и поставщиков сварочных электродов, крупная масштабный профессиональный завод по производству сварочных электродов в Китае. Ежегодно более 10000 тонн сварочных электродов экспортируется на рынки всего мира. Различные виды сварочных электродов доступны в соответствии с требованиями заказчика.
2. В чем преимущество нашей продукции?
Все товары высшего качества по лучшей цене. Прямая оптовая цена с завода и 100% гарантия качества. Большой выбор всех размеров.
3. В течение какого времени мы можем получить товар после покупки?
При покупке сварочного электрода первого класса в течение трех рабочих дней мы организуем доставку на завод в кратчайшие сроки. Тихоокеанское время получения связано с состоянием и положением клиентов.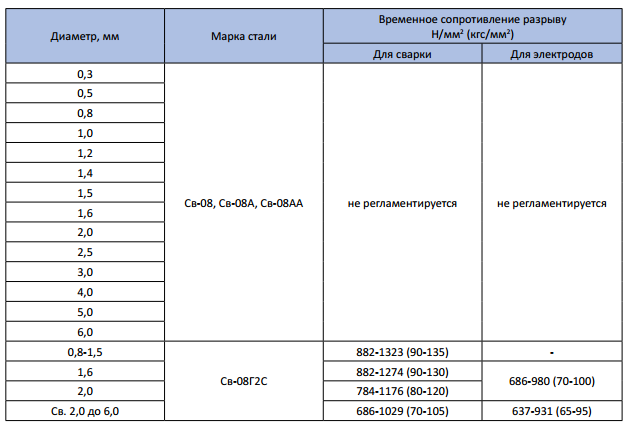 Обычно можно обслуживать от 15 до 20 рабочих дней.
Обычно можно обслуживать от 15 до 20 рабочих дней.
Отправьте нам сообщение:
Электронная почта:
Телефон:
Необходимое количество:
Акры/АкрыАмперы/АмперыМешок/СумкиБочка/БочкиКоробка/КоробкиБушель/БушелиКарат/КаратыКоробка/КоробкиКоробка/КоробкиСантиметр/СантиметрыЦепь/ЦепиКубический Сантиметр/Кубические СантиметрыКубический Футы/Кубические ФутыКубические Дюймы/Кубические ДюймыКубический Метр/Кубические МетрыКубический Ярд/C ubic YardsDegrees CelsiusDegrees FahrenheitDozen/DozensDram/DramsFluid Ounce /Унции жидкостиФут/ФутСорокафутовый контейнер Фарлонг/ФурлонгГаллон/ГаллоныЖабры/ЖабрыЗерно/ГрейнГрамм/ГраммбруттоГектар/ГектарГерцДюймы/ДюймыКилоампер/КилоамперКилограмм/КилограммыКилогерцКилометр/КилометрыКилоом/КилоомКиловольт/ КиловольтыКиловатт/КиловаттыЛитры/ЛитрыДлинные тонны/Длинные тонныМегагерцМетр/метрыМетрические тонны/метрические тонныМили/МилиМиллиампер/ МиллиамперМиллиграмм/МиллиграммМиллигерцМиллилитр/МиллилитрыМиллиметр/МиллиметрМиллиом/МиллиомМилливольт/МилливольтМилливатт/МилливаттМорская Миля/Морская МиляОм/ОмУнция/Унция Пинта/ПинтыЗавод/РастенияСтолб/ПолюсаФунт/ФунтКварта/КвартаКвартал/КварталСтержень/СтерженьРулон/РулонНабор/ КомплектыЛисты/ЛистыКороткие тонны/Короткие тонныКвадратный сантиметр/Квадратные сантиметрыКвадратный фут/Квадратный футКвадратный дюйм/Квадратный дюймКвадратный метр/Квадратный метрКвадратная миля/Квадратная миляКвадратный ярд/Квадратный ярдКамень/КамниПрядь/ПрядиТонна/Тонна тонна/ТоннаЛоток/лоткиДвадцатифутовый ContainerUnit/UnitsVolt/VoltsWatt/WattsWpЯрд /Ярдов
Компания:
Подробнее:
Осталось: 4000 символов
— О себе
— Требуемые характеристики
— Узнать цену/MOQ
- Q: 201 толщина стенки декоративной трубки 0,9, я не знаю, какой провод, какой провод, самая низкая стоимость? Мы только просим, чтобы вода протекла
- 201 основной компонент нержавеющей стали содержит около 0,15%C, 5,5%Mn, 17%Cr и 5%Ni, может быть просто выражен как 1Cr17Mn6Ni5, с высоким содержанием Mn может быть относительно плохая свариваемость (формула CE=C+Mn/ 6+ по углеродному эквиваленту (Cr+Mo+V) /5+ (Si+Ni+Cu) /15 (%), в то же время можно рассчитать) исходного материала будет зависеть от воздействия своенравного.
 Поэтому, если проволока удаляется непосредственно по химическому составу, можно использовать сварочную проволоку по следующим стандартам: AWS, A5.9, ER307&, ISO14343-B-SS307. Также можно обновить файлы, используя стандартную сварочную проволоку AWS A5.9 ER316. Дополнительная гарантия качества сварки.
Поэтому, если проволока удаляется непосредственно по химическому составу, можно использовать сварочную проволоку по следующим стандартам: AWS, A5.9, ER307&, ISO14343-B-SS307. Также можно обновить файлы, используя стандартную сварочную проволоку AWS A5.9 ER316. Дополнительная гарантия качества сварки.
- В: какой провод JG-50?
- Проволока для аргонодуговой сварки
- В: Какой газ следует использовать при использовании проволоки из нержавеющей стали для сварки в среде диоксида азота?
- При использовании проволоки из нержавеющей стали в качестве защитного газа используется аргон. Вы также можете использовать смесь из 95% аргона и 5% углекислого газа в качестве защитного газа. Поскольку охлаждающий эффект сварочной горелки при использовании чистого аргона плохой, сопло и сопло легко краснеют и обгорают. Добавьте немного углекислого газа, сыграет охлаждающий эффект.

- В: два, что такое материал сварочной проволоки?
- В основном хромоникелевый сплав
- В: Является ли ER50-6 хорошим припоем?
- Еще можно сжечь, еще очень устал, твердый, еще раз посмотреть, что люди используют
- В: Есть ли разница между сварочным электродом и сварочной проволокой?
- Лапша и вермишель.
- В: Что за проволока ER80S-G и к какому материалу она в основном приваривается?
- Сталь углеродистая или низколегированная с пределом прочности 550 МПа
- Q: Q235 толщина пластины 4 мм-5 мм какой диаметр проволоки выбрать для дуговой сварки под флюсом что такое флюс?
- Немного тонковат. Если мы хотим использовать дуговую сварку под флюсом, мы можем добавить набивку сзади, сварку с одной стороны и формовку с обеих сторон.
 Зазор 2 мм. Сварочная проволока 4,0 мм H08MnA и флюс HJ431. Позвольте мне дать вам эмпирическую формулу тока дуговой сварки: I = (100~200) x диаметр проволокиЭмпирическая формула для оценки глубины проплавления: I проплавление — 1 мм /100А
Зазор 2 мм. Сварочная проволока 4,0 мм H08MnA и флюс HJ431. Позвольте мне дать вам эмпирическую формулу тока дуговой сварки: I = (100~200) x диаметр проволокиЭмпирическая формула для оценки глубины проплавления: I проплавление — 1 мм /100А
- В: В чем разница между сваркой Q235B с проволокой для дуговой сварки под флюсом H08mnA и H08A? Какой матч лучше? Попросите профессионального персонажа проанализировать для меня
- Никаких отличий. Лучше с H08A. Не содержит Mn
.
- В: Расчетное давление составляет 27,5 МПа, а гидравлическое испытательное давление составляет 41,25 МПа. Может ли сварочная проволока ER304 соответствовать требованиям прочности? Кроме того, какая сварочная проволока используется при аргонно-дуговой сварке между стальными трубами 20#? Учитывая лучшую покупку на рынке, расчетное давление трубопровода 4,0 МПа.
- Просто используйте провод!!
1.
 |
|---|
