Работа с нержавейкой: Работы и услуги с нержавейкой. Услуги и работы с нержавеющей сталью
|
| |||||||||||||||||||||
 Чтобы избежать неприятной процедуры регулярного ремонта и замены заржавевший деталей повсеместно применяют сплав с низким содержанием углерода и окислом хрома на поверхности, так называемую нержавейку.
Чтобы избежать неприятной процедуры регулярного ремонта и замены заржавевший деталей повсеместно применяют сплав с низким содержанием углерода и окислом хрома на поверхности, так называемую нержавейку.


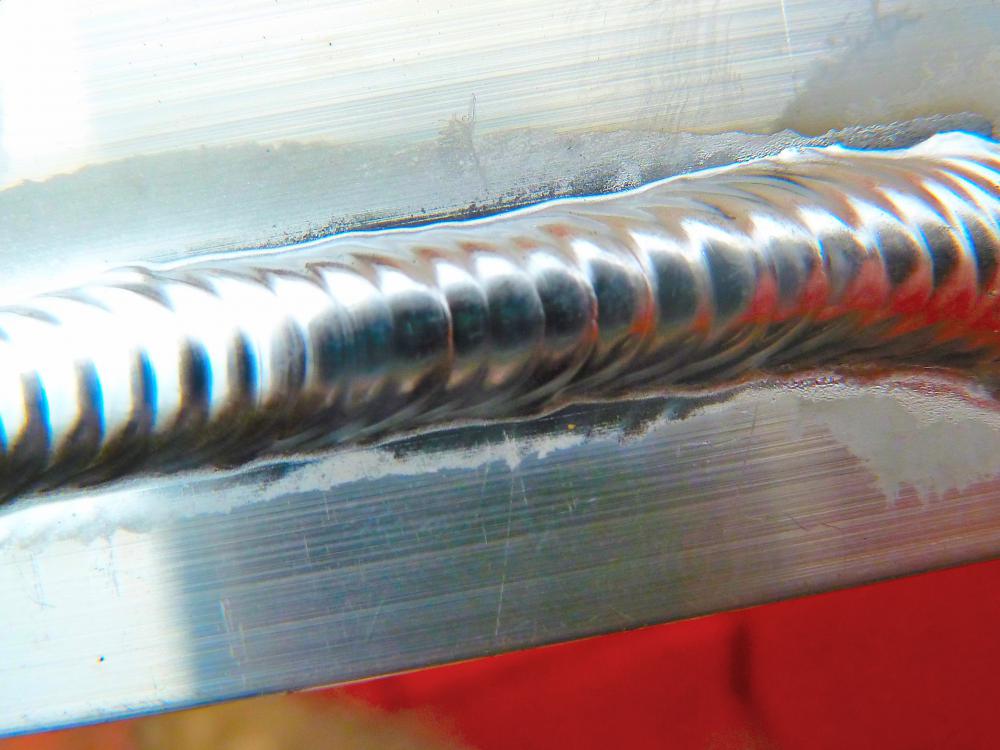
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0
На сумму:
0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
|
Толщина металла, мм
|
Диаметр электрода, мм
|
|
0,5
|
1 |
|
1 |
1,6 |
|
2 |
2 |
|
3 |
3 |
|
4 |
4 |
|
5 и более |
6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения. - Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
Сварка нержавейки электродом – способы и особенности
Содержание
- Сварка электродами по нержавейке
- Способы сварки нержавейки
- Сварка нержавейки электродом в домашних условиях
- Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.

От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта. Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.

Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Сварочные работы по нержавейке | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Нержавеющая сталь считается сложным металлом из-за следующих свойств:
- низкая температура плавления;
- низкий коэффициент теплопроводности и высокий — теплового расширения.
Услуги сварочных работ по нержавейке в СГР
Специалисты завода СГР практикуют различные виды сварочных работ по нержавейке. Мы варим вручную или полуавтоматом — в зависимости от характеристик материала. Рассмотрим основные виды сварки, которые используются при изготовлении металлоконструкций из нержавеющей стали.
Мы варим вручную или полуавтоматом — в зависимости от характеристик материала. Рассмотрим основные виды сварки, которые используются при изготовлении металлоконструкций из нержавеющей стали.
Сварка MMA
Эта аббревиатура расшифровывается, как Manual Metal Arc, и обозначает ручную дуговую сварку штучными электродами. На нашем заводе мы этот метод не применяем, так как он считается примитивным. Есть гораздо более технологичные приборы, которые обеспечивают швы высокого качества.
Сварка неплавящимся электродом
Другой метод обработки металла — TIG-сварка (Tungsten Inert Gas). Для конструкций из нержавеющей стали она подходит лучше всего. Главные преимущества — высокая прочность и эстетичный внешний вид швов. Также такую сварку называют аргонодуговой, потому что она осуществляется в среде инертного газа — аргона.
Перечень сварочных работ по нержавейке, которые могут производить наши мастера, очень велик. Мы оказываем услуги по созданию различных изделий из нержавеющей стали — оперативно и качественно.
Мы оказываем услуги по созданию различных изделий из нержавеющей стали — оперативно и качественно.
Наша мастерская сварочных работ по нержавейке оснащена новейшим оборудованием — в том числе приспособлениями для инверторной сварки.
Вам требуются профессиональные сварочные работы по нержавеющей стали, выполненные в соответствии с СП (сводами правил)? Обращайтесь к нам!
Мы осуществляем различные сварочные работы по нержавейке:
Сварочно-монтажные работы по нержавейке
Их суть проще всего объяснить на примере соединения труб в процессе создания трубопровода. Можно выделить два этапа в производстве работ: трубы сваривают в секции на сварных базах, потом эти секции привозят на место строительства трубопровода и раскладывают вдоль теплотрассы, затем соединяют в единую трубу.
Слесарно-сварочные работы по нержавеющей стали
Они включают в себя следующие операции:
- — зачистка;
- — разметка;
- — полировка деталей и их притирка;
- — опиловка профилей при помощи напильников.

Сотрудники нашего завода осуществляют работы в соответствии с конструкторской документацией.
Сварочно-сборочные работы по нержавейке
Изделия собираются на специальных плитах, для сварки сложных конструкций изготавливаются сборочные кондукторы.
Тщательный контроль качества работ производится на каждом этапе!
Сварочные работы по нержавейке в СГР
Сотрудники нашего завода могут осуществлять различные виды сварочных работ по нержавеющей стали. Процесс сварки можно разделить на несколько этапов.
Расчёт сварочных работ по нержавейке
Прочность сварных швов рассчитывают двумя методами: по предельным состояниям и по допускаемым напряжениям.
В первом случае определяется сила воздействия, необходимая для того, чтобы изделие перестало соответствовать эксплуатационным требованиям.
Во втором — расчёт допускаемых напряжений происходит на основании характеристик используемых материалов.
Проектирование изделий из нержавейки для дальнейших сварочных работ
Проект производства сварочных работ по нержавейке имеет очень большое значение. От того, насколько он будет продуманным, зависит успех всего мероприятия по созданию металлоконструкции.
Проектирование сварной конструкции производится так:
- получив от клиента техзадание, подрядчик предлагает несколько вариантов его выполнения;
- составляются эскизные проекты, подбирается материал конструкции, способ производства сварочных работ;
- проекты сравниваются между собой по основным техническим характеристикам;
- для выбранного варианта проекта подготавливаются чертежи и иная техническая документация, прописываются условия для сборки, тестирования и ввода в эксплуатацию изделия.

Организация и выполнение услуг сварочных работ по нержавеющей стали
Производство сварочных работ по нержавейке — сложный технологический процесс. Здесь огромное значение имеют профессионализм сварщиков и качество сварочного оборудования.
Наши специалисты могут провести как крупные, так и мелкие сварочные работы по нержавеющей стали. В любом случае высокое качество и надёжность изделий гарантированы!
Контроль качества проведения сварочных работ по нержавейке
Все изделия, изготовленные на нашем заводе, проверяются на предмет отсутствия дефектов: наружных и внутренних трещин, непроваров, прожогов и т.д.
Нужны услуги сварочных работ по нержавеющей стали? Обращайтесь к нам!
В среде какого газа лучше всего проводить сварочные работы по нержавейке? Аргона!
Этот газ обеспечивает надёжность сварного соединения, так как защищает шов от внешних воздействий.
Наиболее востребована сварка в аргоне полуавтоматом, поскольку проволоку подаёт аппарат, что способствует оптимизации технологического процесса — увеличению скорости работ и улучшению качества шва.
Сварочные работы по нержавейке — цена в СПб
От чего зависит стоимость сварочных работ по нержавеющей стали?
Прайс-лист на сварочные работы по нержавейке формируется на основании следующих факторов:
- тип материала;
- метод сварки;
- характеристики используемых электродов.
От чего зависит стоимость сварочных работ по нержавеющей стали?
Обычно цена на сварочные работы по нержавеющей стали рассчитывается за 1 см и прайс изменяется в зависимости от площади соединяемых поверхностей. Однако стоимость может повышаться, если свободный проход к конструкции затруднён, а также есть необходимость в использовании дополнительных приспособлений (люлек, подмостей и т. д.).
д.).
Хотите знать, сколько будут стоить сварочные работы? Звоните! Наши менеджеры обязательно сориентируют вас по расценкам и при необходимости произведут расчёт сварочных работ по нержавейке для сложных проектов.
Сварочные работы по нержавеющей стали на заказ
Хотите купить сварочные работы по нержавейке? Найти надёжную компанию сложно!
Каждый из наших сварщиков имеет свидетельство о допуске, выданное Российским Морским регистром. К качеству сварки со стороны этой организации предъявляются серьёзные требования. Чтобы получить такой сертификат, необходимо пройти испытания в соответствии с международными и/или национальными стандартами (EN 287, ИСО 9606, ASME Sec. ГХ, ANSI/AWS D1.1). Только после этого выдаётся разрешение на работы по сварке.
Обращаясь к нам, вы можете быть уверены в высоком качестве изготавливаемых изделий!
Заказать
Сварочные работы по нержавеющей стали — отзывы
С ребятами из СГР приятно работать. Все заказы точно в срок!
Все заказы точно в срок!
Ильшат
Заказывали тут большую партию рейлов для одежды по нашим эскизам. В кое то веки нашли надёжную организацию, которая сделала всё чётко!
Виктор
по качеству сварки нареканий нет никогда — все швы ровные, почти незаметные
Никита
Сварка нержавейки — Красноярск
Провар.ру предлагает услуги сварки нержавейки в Красноярске профессионально и с полным восстановлением любой трещины или иной неисправности. Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail [email protected].
Знакомство человека с нержавейкой началось в 18 веке. Англичане Стоддард и Фарадей, а также француз Пьери Бертьё смогли заметить устойчивость сплавов железа и хрома к воздействию кислот. Но они испытывали сплавы с малым содержанием хрома. С тех пор разными учёными проводились работы по получению сплавов железа и хрома, устойчивых к воздействию различных кислот.
Плюсы нержавеющей стали
Почти 100 лет спустя британец Гарри Брайрли явил свету сталь, в которой содержалось 0,24% углерода и 12,8 хрома. Официальной датой рождения нержавеющей стали на территории Соединенного Королевства считается 13 августа 1913 года. С тех дней она прочно вошла в жизнь человека. Сегодня она пользуется спросом во многих производственных сферах. Дизайнеры видят в ней презентабельность и оригинальность. Лестницы, перила, сушилки в ваннах, отдельные фрагменты интерьера, изготовленные из хромсодержащих сталей и отполированные до блеска, действительно имеют шикарный вид.
В пищевой промышленности нержавеющую сталь ценят за гигиеничность. Ведь она не поддаётся воздействию кислот, не имеет токсичных выделений как, например, цинк, на ее поверхности не собираются микробы. Из неё изготавливают ёмкости, различные трубы, некоторые инструменты. В автомобилестроении пользуются устойчивостью металла к коррозии и всевозможным нагрузкам. Детали из нержавейки имеют высокую прочность и при правильной эксплуатации служат очень долго. Народные умельцы, также очень часто используют сплав в своих произведениях. На страницах рунета можно ознакомиться со множеством таких работ. Начиная от всяких мелочей и заканчивая экструдером для производства сладких кукурузных палочек и даже самодельной крекинг установкой. Эдаким самогонным аппаратом, который вместо спиртного выпаривает солярку из отработанного масла.
Народные умельцы, также очень часто используют сплав в своих произведениях. На страницах рунета можно ознакомиться со множеством таких работ. Начиная от всяких мелочей и заканчивая экструдером для производства сладких кукурузных палочек и даже самодельной крекинг установкой. Эдаким самогонным аппаратом, который вместо спиртного выпаривает солярку из отработанного масла.
Сварка нержавейки — один из основных способов монтажа конструкций. Но этот технологический процесс имеет определённые трудности из-за особых свойств хромсодержащих сплавов. Получение качественного результата и высокую производительность работ при сварке нержавеющих сталей затрудняют:
- 1. Коэффициент линейного расширения.
- 2. Сниженная теплопроводность стали.
- 3. Склонность к межкристаллитной коррозии.
Коэффициент линейного расширения
При нагревании металлы, да и не только они, расширяются, а при охлаждении — сужаются. Насколько увеличивается длина тела по отношению к увеличению температуры и есть показатель коэффициента. У нержавейки он имеет большое значение и приводит к деформации металла. А это чревато появлениями трещин в сварочном шве. Во избежание этих последствий перед сваркой нержавейки между заготовками выставляют зазор.
У нержавейки он имеет большое значение и приводит к деформации металла. А это чревато появлениями трещин в сварочном шве. Во избежание этих последствий перед сваркой нержавейки между заготовками выставляют зазор.
Это приводит к повышению температуры в зоне действия дуги, поэтому у раскаленного металла в ванне повышается текучесть. И он попросту стекает с поверхности в разные стороны. Это затрудняет формирование даже горизонтального шва не говоря уже о вертикальном или потолочном швах. Уменьшение тока сварки в 1,5-2 раза помогает в устранении этого эффекта.
Межкристаллитная коррозия
При температуре в 500 градусов, по краям зерен происходит образование карбида железа и хрома, что в последствии приводит к образованию коррозионных очагов в сварочном шве. Подводя всему этому итог можно сказать: нарушение технологии работ по сварке может привести к трещинам сварочного шва и появлению коррозии на готовом изделии, которая будет проявляться в виде коричневых, ржавых пятен. Можно представить, как это будет портить внешний вид изделия и разрушать сварной шов.
Провар.ру выполняет сварку двумя способами:
- 1. Дуговой сваркой с использованием специальных электродов с разными видами покрытий.
- 2. Аргонодуговой сваркой.
В случае, когда металл свариваемых заготовок тонкий или нужно получить качественный шов, не пропускающий жидкость или газ, сварка нержавейки выполняется аргонодуговой сваркой. Этот способ даёт высокое качество и герметичность шва. Инертный газ аргон, в среде которого происходит сварка, защищает ванну с раскалённым металлом от воздействия кислорода, содержащегося в атмосферном воздухе. Расценки на сварку в этом случае выше, но это компенсируется качеством шва и скоростью производимых сварочных работ. Применение аргона конечно облегчает работу, но для достижения качественного результата нужны определенные навыки. Сварщики в мастерской Провар.ру имеют профессиональную квалификацию по работам с нержавеющей сталью и гарантируют высокое качество и внешний вид сварных швов.
Все эти теоретические знания и практические навыки приобретаются годами работы. Сварка нержавейки аргоном для специалистов нашей фирмы дело весьма знакомое. Мы смогли собрать квалифицированный персонал и приобрести современное оборудование. Наши мастера смогут выполнить заказ быстро, качественно и в разумные сроки. Не тратьте свое время, не ищите лучших, посмотрите результаты и отзывы.
Сварка нержавейки аргоном для специалистов нашей фирмы дело весьма знакомое. Мы смогли собрать квалифицированный персонал и приобрести современное оборудование. Наши мастера смогут выполнить заказ быстро, качественно и в разумные сроки. Не тратьте свое время, не ищите лучших, посмотрите результаты и отзывы.
Мы производим сварку нержавейки в Красноярске любой марки, из которой изготовлена ваша деталь или бытовое изделие, будь это предметы домашнего обихода (дорогие ножи, детали от мясорубки, миксера и т.д.), самогонный аппарат, защита автомобильного бампера или порога — починить можно все! Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail [email protected].
Сварка нержавейки электродом с помощью инверторного аппарата в домашних условиях
Содержание
- Выбор подходящего аппарата
- Какие электроды стоит использовать
- Технология сварки обычным электродом
- Методика с использованием инвертора
- Необходимые расходники
- Настройка инвертора
- Процесс пошагово
- Обработка после сварки
Нержавеющая сталь широко применяется в разных производственных областях и в быту. Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.
Из нее получаются прочные, красивые и надежные изделия. Служат вещи долго, но иногда требуют проведения ремонта. Чаще всего для этого используют сварку нержавейки электродом с помощью инверторного агрегата.
Выбор подходящего аппарата
Нержавейка – это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Главное – агрегат должен обладать режимом ручной сварки и возможностью регулирования тока от 20 до 200 А.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ – длительность работы в непрерывном режиме.
Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Какие электроды стоит использовать
Сварка нержавейки инвертором происходит с помощью электродов с покрытием из карбонатов магния и кальция. Популярные марки – ЦЛ-11 и ОЗЛ-8. Стоимость расходных материалов мала, но дешевые электроды залипают, дуга держится плохо. Работа требует опыта мастера. Получившиеся швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко отчищается.
Лучшие результаты достигаются при использовании изделий, выпускаемых фирмой из Швеции ESAB.
Они отличаются легким воспламенением и хорошо держат дугу. Количество брызг горячего металла резко снижается.
Даже у начинающих мастеров при работе с нержавейкой получается прочный шов. При сварке нужно учитывать свойство остывшего шлака лопаться и отскакивать от заготовки. Необходимо принять меры к защите глаз и открытых участков тела от ожогов.
При работе с ручной электросваркой используются электроды: СЭЗ ЗИО-8, СЭЗ ЦТ-15, ESAB FILARC 88S. Они имеют защитное покрытие из карбоната кальция и магния.
Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.

- Использовать специальные электроды. Простые дают шов низкого качества.
При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока – от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов.
 Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор. - Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы – зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
При работе с постоянным током устанавливают обратную полярность.
Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Для облагораживания используют абразивные материалы с содержанием оксида алюминия или циркония. Корундовые изделия не годятся.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
Все, что вам нужно знать о работе с нержавеющей сталью | Нортон Абразивы
Что такое нержавеющая сталь?Нержавеющая сталь, или, как ее часто называют, нержавеющая сталь, является одним из наиболее часто используемых материалов в металлообрабатывающей промышленности. Нержавеющая сталь относится к определенной группе металлических сплавов, известных своей коррозионной стойкостью. В частности, стали представляют собой сплавы на основе железа и могут быть определены как «нержавеющие» только в том случае, если содержание хрома в сплаве превышает 11% — такое высокое содержание хрома не только придает стали устойчивость к коррозии, но также придает металлу более высокую стойкость при нагревании.В металлообрабатывающей промышленности существует четыре основных состояния сырья или отделки проката, которые являются стандартной поставкой для всех плоских изделий из нержавеющей стали и формируют основу для последующих процессов отделки.
|

1d | Горячекатаный и отожженный с удаленной прокатной окалиной. Это грубая отделка, используемая в тех случаях, когда внешний вид не является приоритетом. Это широко известно как «черновая отделка». |
2d | Эта поверхность с низким коэффициентом отражения, полученная путем холодной прокатки, термообработки и травления, подходит для широкого спектра применений, где внешний вид не является приоритетом. |
2b | Это двухмерная отделка, которая была легко прокатана с использованием полированных валиков для получения гладкого и отражающего блеска. Это формирует основу для большинства полированных и матовых поверхностей. |
2r | На следующем этапе холодной прокатки сталь подвергается светлому отжигу в бескислородных условиях.
|
 В результате получается гладкая, блестящая и отражающая поверхность.
В результате получается гладкая, блестящая и отражающая поверхность.
Выбор правильного финишного покрытияВыбор правильного финишного покрытия в качестве отправной точки для вашего применения сильно повлияет на количество дополнительных процессов чистовой обработки, которые вам нужно будет применить к металлу. Получение финишной обработки как можно ближе к требуемой конечной отделке сократит количество необходимых механических или ручных операций чистовой обработки.There are four common mechanical finishes found today in the industry: |
Mechanical Finish | Characteristics | Abrasive Mechanical Steps | Требуется чистовая обработка сырья | |
No.
| Также известная как линейная отделка, характеризуется грубыми параллельными линиями полировки. | Начните с абразивов с зернистостью 50–80, затем закончите более мелкими абразивами с зернистостью 100–120. Ремни, лепестковые круги и круги Satinex чаще всего используются для получения линий линейной полировки | Финишная обработка #1, 2D или 2B | |
№ 4 — стандартная санитарная или высококачественная санитарная | Это наиболее распространенная отделка и однородная, более тонкая версия отделки № 3 | В зависимости от требований , окончательная отделка может быть любой зернистостью от 150 до 230 после выполнения шагов до финиша № 3, описанного выше. | Чистовая обработка 2B или 2D | |
Сатиновая полировка | Это самое гладкое из неотражающих покрытий. Среднее значение Ra должно быть менее 0,5 по всей заготовке.
| Гладкая поверхность достигается путем обработки до зернистости 320 или обработки неткаными абразивами от твердой до мягкой плотности | Взято из №4 отделка | |
1P/ 2P -Bright Buffed и яркий полированный | Косметический и отражающий отдел. из матового покрытия |
 3
3 
Что такое «Средняя шероховатость»? |
Измерение шероховатости поверхности нержавеющей стали является способом измерения качества готовой детали. Шероховатость поверхности вашего материала играет решающую роль в конечных характеристиках вашей заготовки.Шероховатая поверхность более подвержена загрязнению и коррозии, чем более гладкая поверхность. Измерение и оценка шероховатости поверхности важны во всех областях применения, но особенно важны в медицинской, фармацевтической, санитарно-гигиенической и пищевой промышленности.
|

Существует много способов измерения шероховатости поверхности, но наиболее распространенным является среднее значение шероховатости (Ra). Ra представляет собой среднее арифметическое высоты профиля на расчетной длине (L), проще говоря, это среднее значение всех крошечных пиков и впадин на поверхности металла. На графике справа показан пример того, как может выглядеть среднее значение шероховатости – представьте, что пунктирная линия – это видимая поверхность вашего изделия из нержавеющей стали, однако под микроскопом вы на самом деле увидите миллионы пиков и впадин (синяя линия ) на поверхности, которая может показаться невооруженным глазом идеально гладкой. |
Почему важна средняя шероховатость? |
Шероховатость поверхности определяет, как объект реагирует и взаимодействует с окружающей средой после создания.
Более гладкая поверхность (меньшие пики и впадины) означает, что меньше вероятность прилипания загрязняющих веществ к поверхности. |
 Если, например, уличная мебель из нержавеющей стали имеет шероховатую поверхность (высокое значение Ra, что означает, что на поверхности есть более высокие пики и впадины), то загрязняющие вещества в окружающей среде будут впитываться в пики и впадины поверхности. , что приводит к коррозии.
Если, например, уличная мебель из нержавеющей стали имеет шероховатую поверхность (высокое значение Ra, что означает, что на поверхности есть более высокие пики и впадины), то загрязняющие вещества в окружающей среде будут впитываться в пики и впадины поверхности. , что приводит к коррозии.Common Stainless Steel finishes and how to achieve them |
Achieving a mirror finish with a right angle grinder | Read how to achieve зеркальное покрытие |
Finishing a Stainless Steel Handrail |
|
Finishing stainless steel in hard to reach areas | |
Blending and Finishing stainless Steel |
Хотите узнать больше? Загрузите брошюру Norton Abrasives Solutions for Welding уже сегодня!
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ СКАЧАТЬ БРОШЮРУ NORTON WELDING
7 насадок для чистовой обработки нержавеющей стали
В дополнение к выбору продукта, предназначенного для вашего применения и требуемой отделки, также важно следить за этапами процесса отделки и понимать, как реагирует нержавеющая сталь. Изображения предоставлены Weiler
Изображения предоставлены Weiler
Для получения наиболее распространенных покрытий из нержавеющей стали часто приходится выполнять многочисленные шаги в определенном порядке. Из-за этого процесса, а также из-за того, что нержавеющая сталь более восприимчива к нагреву и загрязнению, вы можете обнаружить, что работа с этим материалом требует больше времени и денег, чем работа с углеродистой сталью.
Важно понимать, как нержавеющая сталь реагирует на отделку и почему так важно использовать продукты, специально предназначенные для этого материала. Это сэкономит вам время и деньги, а также позволит достичь желаемых результатов.
Проблемы отделки нержавеющей стали
Нержавеющая сталь используется во многих отраслях и областях, где важна высокая чистота или особые эстетические требования, включая производство пищевых продуктов, медицины, аэрокосмической промышленности, энергетики и архитектурных металлоконструкций. Несмотря на то, что материал обладает прочностью, долговечностью и коррозионной стойкостью, при сварке и чистовой обработке возникают некоторые проблемы. Вот некоторые факторы, которые следует учитывать:
Вот некоторые факторы, которые следует учитывать:
• Нержавеющая сталь подвержена загрязнению. На самом деле, он может быть более восприимчив к загрязнению, чем углеродистая сталь. В тех случаях, когда важна высокая чистота, а большинство сварных швов подвергается рентгеновскому контролю, например, в медицинском оборудовании и производстве электроэнергии, важно поддерживать постоянство сварного шва и избегать включений, чтобы предотвратить загрязнение. Это распространяется и на процесс отделки. Вы не хотите вводить загрязняющие вещества во время процесса отделки, которые впоследствии могут вызвать коррозию сварного шва или ослабить соединение.
• Нержавеющая сталь мягкая. Поскольку она мягче, чем сталь с более высоким содержанием углерода, ее легче повредить или выдолбить заготовку. Примите дополнительные меры предосторожности, чтобы не удалить слишком много материала, который впоследствии может ослабить сварной шов. Нержавеющая сталь также обесцвечивается при нагревании, поэтому чрезмерное давление во время шлифовки или отделки может придать металлу фиолетовый или коричневый цвет, что требует вторичной обработки для удаления обесцвечивания, что стоит вам времени и денег.
• Финишная обработка нержавеющей стали представляет собой многоэтапный процесс. Для надлежащей финишной обработки нержавеющей стали необходимо выполнить определенные шаги и пройти через уровни зернистости используемых вами абразивных материалов. Ни один продукт не справляется со всеми задачами, когда речь идет об отделке нержавеющей стали. Обычно начинают со связанного абразива для удаления большого припуска, затем переходят к лепестковому диску для смешивания, затем используют диск из смолы и волокна для смешивания основного материала со сварным швом, прежде чем, наконец, закончить полировкой или полировальным диском. Хотя может возникнуть соблазн пропустить шаги, чтобы сэкономить время, это может привести к дорогостоящей доработке, если результаты не соответствуют вашим потребностям.
• Ошибки, приводящие к переделке и браку, обходятся дорого. Ремонт нержавеющей стали может стоить в два раза больше, чем ремонт углеродистой стали. Начнем с того, что нержавеющая сталь является более дорогим материалом, чем углеродистая сталь, и обычно требует больше труда. Нержавеющая сталь менее щадящая, и вы должны тщательно следить за процессом отделки, чтобы не повредить материал. Абразивы, используемые с нержавеющей сталью, также могут быть более дорогими, поскольку для их применения требуются продукты, не содержащие загрязнений.
Начнем с того, что нержавеющая сталь является более дорогим материалом, чем углеродистая сталь, и обычно требует больше труда. Нержавеющая сталь менее щадящая, и вы должны тщательно следить за процессом отделки, чтобы не повредить материал. Абразивы, используемые с нержавеющей сталью, также могут быть более дорогими, поскольку для их применения требуются продукты, не содержащие загрязнений.
Финишная обработка Что можно и чего нельзя делать
Поскольку нержавеющая сталь может быть сложным и дорогим материалом для работы, важно пройти соответствующую подготовку, прежде чем приступать к шлифовке и чистовой обработке. Вот несколько советов относительно правильной техники, выбора продукта и использования, которые могут вам помочь.
1.
Выбирайте продукты в зависимости от требований к отделке. Распространенные типы отделки нержавеющей стали: ненаправленная обработка, обработка № 4 или зеркальная полировка. Ваш выбор абразива зависит от требований к визуальной отделке или средней шероховатости (Ra). Для грубой шлифовки хорошо подойдет лепестковый диск с зернистостью 36 или 40. Но если вам нужна зеркальная полировка, вам нужно использовать еще больше зернистости и добавить несколько полировальных составов или фибровых кругов, чтобы отполировать материал до требуемой визуальной отделки. Продукт, специально разработанный для нержавеющей стали, будет более эффективно работать с этим материалом, потому что он будет резать быстрее, дольше служить и меньше нагреваться, чем продукт, разработанный для углеродистой стали.
Ваш выбор абразива зависит от требований к визуальной отделке или средней шероховатости (Ra). Для грубой шлифовки хорошо подойдет лепестковый диск с зернистостью 36 или 40. Но если вам нужна зеркальная полировка, вам нужно использовать еще больше зернистости и добавить несколько полировальных составов или фибровых кругов, чтобы отполировать материал до требуемой визуальной отделки. Продукт, специально разработанный для нержавеющей стали, будет более эффективно работать с этим материалом, потому что он будет резать быстрее, дольше служить и меньше нагреваться, чем продукт, разработанный для углеродистой стали.
2.
Не допускайте перекрестного загрязнения. То, что продукт помечен как предназначенный для использования с углеродистой или нержавеющей сталью, не означает, что он не содержит загрязняющих веществ. Продукт без примесей содержит менее 0,1% железа, серы и хлора — элементов, вызывающих окисление.
Поскольку нержавеющая сталь может быть сложным и дорогим материалом для работы, важно пройти соответствующую подготовку перед ее шлифовкой и чистовой обработкой.
Абразивные изделия на связке с маркировкой Inox не содержат загрязнений. Нужен ли вам незагрязняющий продукт или нет, зависит от окончательных требований вашего приложения. Также важно избегать использования продукта на нержавеющей стали после того, как он был использован на углеродистой стали. Если вы используете щетку из нержавеющей стали для углеродистой стали, а затем для нержавеющей стали, это приведет к попаданию загрязняющих веществ из черных металлов. Одним из способов избежать перекрестного загрязнения, когда круги и щетки выглядят одинаково, является использование абразивных материалов с цветовой маркировкой. Это может помочь предотвратить ошибочное использование щетки из углеродистой стали для нержавеющей стали или наоборот.
3. Начните с желаемой отделки исходного материала.
Использование исходного материала, предварительно обработанного в соответствии с требуемыми характеристиками, является обычной практикой, позволяющей сэкономить время и деньги на многих операциях. Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.
Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.
4.
Не нажимайте слишком сильно. При использовании абразивных материалов давление равняется нагреву, а нагрев может повредить нержавеющую сталь легче, чем углеродистую сталь. Вы можете контролировать нагрев при шлифовке или чистовой обработке, применяя меньшее давление и позволяя абразивной щетке или диску выполнять работу так, как она была задумана.
5.
Держите изделие в движении. При шлифовке или чистовой обработке нержавеющей стали используйте однородный и последовательный рисунок. Пребывание в одном месте слишком долго может привести к накоплению тепла, что может повредить основной металл и привести к увеличению времени и доработке.
6.
Не пропускайте безопасность. Использование необходимых средств индивидуальной защиты (СИЗ) важно при любых сварочных и отделочных работах с металлом, но особенно при работе с нержавеющей сталью. Рекомендуется использовать респиратор при чистовой обработке любой стали или нержавеющей стали из-за пыли, образующейся от абразивов, а также от основного материала. Нержавеющая сталь имеет дополнительную опасность из-за большого количества никеля, который может попасть в воздух вместе с другими частицами при шлифовании, что может вызвать повреждение легких.
7. Документируйте процесс.
Подробное описание пошагового процесса чистовой обработки нержавеющей стали важно для получения стабильных результатов каждый раз. Это помогает избавиться от догадок и снижает вероятность переделки. Это особенно важно для приложений, требующих очень специфической отделки, которая будет измеряться каждый раз, например, в медицине или пищевой промышленности. Ваша документация должна включать процессы, которые вы использовали, а также конкретный тип и зернистость абразивов для каждого этапа.
Ваша документация должна включать процессы, которые вы использовали, а также конкретный тип и зернистость абразивов для каждого этапа.
Максимальные результаты с нержавеющей сталью
За последние 15 лет рынок абразивов значительно изменился. Новые продукты, разработанные специально для нержавеющей стали, помогут повысить производительность и качество отделки при работе с этим материалом.
Помимо выбора продукта, предназначенного для вашего применения и требуемой отделки, также важно следить за этапами процесса отделки и понимать, как реагирует нержавеющая сталь. Это поможет вам сократить количество переделок, сэкономить время и деньги и получить наилучшие результаты при работе с нержавеющей сталью.
Эллиот Шеперд — заместитель менеджера по продукции, а Кевин Наннс — региональный менеджер по продажам компании Weiler Abrasives, 1 Weiler Drive, Cresco, PA 18326, 800-835-9999, www.weilerabrasives.com.
Рабочие столы из нержавеющей стали: подготовительные столы с нижними полками
- Самые популярныеЦена: от низкой до высокойЦена: от высокой до низкойРейтинг: от низкой до высокойРейтинг: от высокой до низкойДата добавления: новые первыеДата добавления: самые старые первые
0434 Популярные размеры
30 «x 12»
18 «x 48»
24 «x 24»
24 «x 36»
24 «x 48»
24 «x 60»
24 «x 72»
30″ x 48″
30″ x 60″
30″ x 72″
Оценка 5 из 5 звезд Ножки и нижняя полка
Артикул#600t3096g
От $339,99/шт.
| 1 — 4 | 5+ |
|---|---|
| $ 374.99 | $ 339.99 |
RATED 5 из 5 звезд
REGENCY 24 «x 48» 18000-gaulers 304 STAINLESS STAINLESS STANLEAL STANLEAL STALELSLEAS number#600t2448g
From $199.99/Each
| 1 — 4 | 5+ |
|---|---|
| $219.99 | $199.99 |
Rated 5 out of 5 stars
Regency 30 «x 60» 18 -го калибра 304 Коммерческое рабочее стол из нержавеющей стали с оцинкованными ногами и нижней частью
Номер предмета#600T3060G
из 228,99 долл.
.9/Each
Rated 5 out of 5 stars
Regency 30″ x 72″ 18-Gauge 304 Stainless Steel Commercial Work Table with Galvanized Legs and Undershelf
Item number#600t3072g
From $299. 99/Each
99/Each
| 1 — 4 | 5+ |
|---|---|
| $ 329,99 | $ 299,99 |
РЕЙТИ 4 из 5 звезд
Steelton 30 «x 72» 18000 2 -й Stainless.0460 Номер пункта № 522ESTG3072
$ 249,99/Каждый
Оценка 5 из 5 звезд
Стилтон 24 «x 60» 18 Калибр 430 СТАВОЙ СТАЛА САБЛИЦА НЕПРАВИЛЬНО
№ 522ESTG2460
$ 209.9990. Из 5 звезд
Regency 30 «x 60» 16 -го калибра 304 Коммерческая рабочая таблица из нержавеющей стали с нижней частью
Номер № 600S3060S
из 298,99 долл.0013
Оценка 5 из 5 звезд
REGENCES 24 «x 60» 18-Gauge 304 Стальная сталь Коммерческая рабочая таблица с Galvanized Legs и Undershelf
9046. 9046. 9046.
9046. 9046.
40460 40404960 400-й. От 198,99 долл. США/Каждый
| 1 — 4 | 5+ |
|---|---|
| $ 219,99 | $ 198.99 | $ 198.99 |
Item number#600tb3060g
From $268.99/Each
| 1 — 4 | 5+ |
|---|---|
| $299.99 | $268.99 |
Rated 5 out of 5 stars
Regency 18″ x 60-дюймовый коммерческий рабочий стол из нержавеющей стали 304 18 калибра с оцинкованными ножками и нижней полкой
Артикул#600t1860g
От $178,99/шт.0472
Оценка 5 из 5 звезд
Regency 30 «x 72» 18-го калибра 304.
From $349.99/Each
| 1 — 4 | 5+ |
|---|---|
| $384.49 | $349.99 |
Rated 5 out of 5 stars
Regency 24″ x 24″ 18-Gauge 304 Коммерческий рабочий стол из нержавеющей стали с оцинкованными ножками и нижней полкой
Item number#600t2424g
From $109.99/Each
| 1 — 4 | 5+ |
|---|---|
| $119.99 | $109.99 |
Rated 5 out of 5 stars
Regency 30″ x 48 «16 -го калибра 304 Коммерческая рабочая таблица из нержавеющей стали с нижней частью
Номер предмета № 600ST3048S
из 259,99 долл.0011 $ 288,99
.
Rated 5 out of 5 stars
Regency 24″ x 72″ 18-Gauge 304 Stainless Steel Commercial Work Table with Galvanized Legs и полка
Item number#600t2472g
From $228.99/Each
| 1 — 4 | 5+ |
|---|---|
| $248.99 | $228.99 |
Rated 5 out of 5 stars
Regency 30″ x 72-дюймовый коммерческий рабочий стол из нержавеющей стали 16 калибра с 4-дюймовым фартуком и нижней полкой
Артикул#600tsb3072s
От $449,99/шт.0009
Оценка 5 из 5 звезд
Regency 24 «x 36» 18-gauge 304. /Each
/Each
| 1 — 4 | 5+ |
|---|---|
| $154.99 | $139.99 |
Rated 5 out of 5 stars
Regency 24″ x 48″ 18-Gauge 304 Stainless Steel Commercial Рабочий стол с 4-дюймовым фартуком и оцинкованной нижней полкой
Item number#600tb2448g
From $199.99/Each
| 1 — 4 | 5+ |
|---|---|
| $219.99 | $199.99 |
Rated 5 out of 5 stars
Regency 24″ x 30-дюймовый коммерческий рабочий стол из нержавеющей стали 304 18 калибра с оцинкованными ножками и нижней полкой
Артикул#600t2430g
От $119,99/шт.0472
Рейтинг 5 из 5 звезд
Regency 24 «x 48» 16-gauge 304.
| 1 — 4 | 5+ |
|---|---|
| $ 248,99 | $ 224,99 |
RED 5 stear
777777777. 4-дюймовая задняя панель и нижняя полка
Item number#600tsb3096s
From $404.99/Each
| 1 — 4 | 5+ |
|---|---|
| $449.99 | $404.99 |
Rated 5 out of 5 stars
Regency 24″ x 72-дюймовый коммерческий рабочий стол из нержавеющей стали 16 калибра с 4-дюймовым фартуком и нижней полкой
Номер артикула#600tsb2472s
От $349,99/шт.0472
Оценка 5 из 5 звезд
Steelton 30 «x 60» 18302 -й. /Каждый
Оценка 5 из 5 звезд
Steelton 24 x 36 дюймов Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой
Артикул#522etsg2436
139,99 $/Каждый
Оценка 5 из 50007
Regency 30 «x 72» 16 -го калибра 304 Коммерческая рабочая таблица из нержавеющей стали с недостаточной задачей
Номер предмета#600S3072S
от $ 409,99/Каждый
| 1 — 4 | 5 спокойного | $ 409,99 |
|---|
Steelton 30 «x 96» 18 калибра 430 Стол из нержавеющей стали с нижней частью
Номер № 522ESTG3096
$ 338,99/Каждый
Rated 5 Out 5 star
$ 338,99/
Rated 5 OUT 5 Star
777
77
$ 338,99/каждый
. 0372 Steelton 24 x 48 дюймов Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой и задним откидным бортом 2 дюйма
0372 Steelton 24 x 48 дюймов Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой и задним откидным бортом 2 дюйма
Номер артикула#522etsg24482
174,99 $/каждый
Рейтинг 5 из 5 звезд Gauge 304 Stainless Steel Commercial Work Table with 4″ Backsplash and Galvanized Undershelf
Item number#600tb3048g
From $238.99/Each
| 1 — 4 | 5+ |
|---|---|
| $258.99 | $ 238,99 |
Рейтинг 4 из 5 звезд
Регенсии 30 «x 60» Все 18-го калибра 430 Сталовая сталь. 1 — 4
RATED 5 из 5 звезд
REGENTY 24 «x 60» 180002 Оцинкованная нижняя полка
Item number#600tb2460g
From $268. 99/Each
99/Each
| 1 — 4 | 5+ |
|---|---|
| $298.99 | $268.99 |
Rated 5 out of 5 stars
Regency 30″ x 48-дюймовый коммерческий рабочий стол из нержавеющей стали 304 18 калибра с оцинкованными ножками и нижней полкой
Артикул#600t3048g
От $209,99/шт.0472
Оценка 5 из 5 звезд
Regency 24 «x 36» 18-го калибра 304.
из 168,99 долл. США/Каждый
| 1 — 4 | 5+ |
|---|---|
| $ 189,99 | $ 168,99 |
7
7
7
7
77
77
77777 7. Верхняя полка, ящик, полка для горшков и полка для булочек
Верхняя полка, ящик, полка для горшков и полка для булочек
Item number#600wt3060kit
From $689.00/Each
| 1 — 4 | 5+ |
|---|---|
| $759.00 | $689.00 |
Rated 5 out of 5 stars
Regency 30″ x 12-дюймовый стол для оборудования из нержавеющей стали 304 18 калибра с задней панелью и оцинкованной нижней полкой
Номер артикула#600tb3012g
От $109,99/шт.0013
Rated 5 out of 5 stars
Regency 30″ x 36″ 16-Gauge 304 Stainless Steel Commercial Work Table with Undershelf
Item number#600ts3036s
From $228.99/ Each
| 1 — 4 | 5+ |
|---|---|
$249. 99 99 | $228.99 |
Rated 4 out of 5 stars
Regency Spec Line 30″ x 72″ 14 Gauge Stainless Steel Commercial Work Стол с 4-дюймовым фартуком и нижней полкой
Item number#600tssb3072s
From $589.00/Each
| 1 — 4 | 5+ |
|---|---|
| $649.00 | $589.00 |
Rated 5 out of 5 stars
Steelton 24″ Рабочий стол из нержавеющей стали 430 x 60 дюймов, 18 калибра, с нижней полкой и 2-дюймовым задним откидным бортом
Артикул#522etsg24602
219,99 $/каждый
Рейтинг 5 из 5 звезд
Regency 30 x 84 дюйма, сталь 134 Коммерческий рабочий стол с нижней полкой
Item number#600ts3084s
From $379.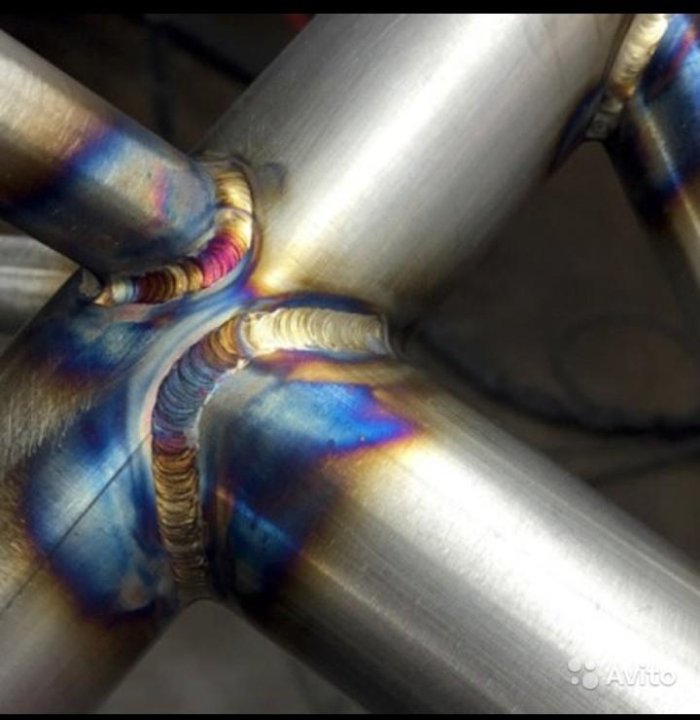 99/Each
99/Each
| 1 — 4 | 5+ |
|---|---|
| $418.99 | $379.99 |
Rated 5 out of 5 stars
Regency 24″ x 96-дюймовый коммерческий рабочий стол из нержавеющей стали 304 18 калибра с оцинкованными ножками и нижней полкой
Артикул#600t2496g
От $298,99/шт.0472
Оценка 5 из 5 звезд
Regency 30 «x 15» 18-gauge 304 Стало. $ 119,99/Каждый
| 1 — 4 | 5+ |
|---|---|
| $ 129,99 | $ 119,99 |
Item number#600tssb3060s
From $519. 00/Each
00/Each
| 1 — 4 | 5+ |
|---|---|
| $569.00 | $519.00 |
Rated 4 out of 5 stars
Regency Spec Line Коммерческий рабочий стол из нержавеющей стали размером 30″ x 72″ 14 калибра с нижней полкой
Артикул#600tss3072s
От $549,00/шт.0009
.
| 1 — 4 | 5+ |
|---|---|
| $749.00 | $679.00 |
Rated 5 out of 5 stars
Regency 18″ x 48″ 18-Gauge 304 Stainless Steel Commercial Work Table with Оцинкованные ножки и нижняя полка
Item number#600t1848g
From $179.99/Each
| 1 — 4 | 5+ |
|---|---|
$199. 99 99 | $179.99 |
Rated 5 out of 5 stars
Steelton 24″ x 72″ Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой
Артикул#522etsg2472
229,99 $/шт.
Оценка 5 из 5 звезд » Фартук и оцинкованная нижняя полка
Item number#600tb3096g
From $458.99/Each
| 1 — 4 | 5+ |
|---|---|
| $509.00 | $458.99 |
Rated 5 out of 5 stars
Regency Spec Line Коммерческий рабочий стол из нержавеющей стали размером 36 x 48 дюймов 14 калибра с нижней полкой
Артикул#600tss3648s
От $498,99/шт.
Rated 5 out of 5 stars
Regency 18″ x 48″ 18-Gauge 304 Stainless Steel Commercial Work Table with 4″ Backsplash and Galvanized Undershelf
Item number#600tb1848g
From 179,99 долл. США/Каждый
США/Каждый
| 1 — 4 | 5+ |
|---|---|
| $ 198,99 | $ 179,99 |
9001 RATED 57.999. 7. 367. Коммерческий рабочий стол с нижней полкой
Item number#600tss3672s
From $679.00/Each
| 1 — 4 | 5+ |
|---|---|
| $749.00 | $679.00 |
Rated 5 out of 5 stars
Regency 24″ x 72 «16 -го калибра 304 Коммерческая рабочая таблица из нержавеющей стали с нижней частью
Номер предмета#600TS2472S
из 329,99 долл.0011 $358.99
Rated 4 out of 5 stars
Regency 24″ x 36″ 16-Gauge Stainless Steel Commercial Work Table with 4″ Backsplash and Undershelf
Item number#600tsb2436s
From $228. 99/Each
99/Each
| 1 — 4 | 5+ | |||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| . с нижней полкой Item number#600tss3660s From $589.00/Each
Rated 5 out of 5 stars Steelton 30″ x 48″ Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой и 2″ задним подъемом Артикул #522etsg30482 $199.99/Каждый Рейтинг 4 из 5 звезд Steelton 30″ x 72″ 18 Steel Gauge Work 4 Стол с нижней полкой и 2-дюймовым задним отворотом Item number#522etsg30722 $274.99/Each Rated 5 out of 5 stars Regency 24″ x 84″ 18-Gauge 304 Stainless Steel Commercial Work Table with Galvanized Legs and Undershelf Item number#600t2484g From 268,99 долл.
РАБОТАЯ 5 СТАВЕТ SEELTON 30 «X 96» REATE 5 Out 5 Stare SEELTON 30 «X 96». Задний подъем Номер пункта № 522ESTSG30962 $ 329,99/Каждый Оценка 5 из 5 звезд Регенсии 18 «x 48» 16-gauge 304 Коммерческий рабочий стол | $.
Rated 5 out of 5 stars Regency 24″ x 60″ All 18-Gauge 430 Stainless Steel Commercial Work Стол с полкой Item number#600ta2460s From $199.99/Each
Rated 5 out of 5 stars Regency Spec Line 24 x 48 дюймов Коммерческий рабочий стол из нержавеющей стали 14 калибра с нижней полкой Артикул#600tss2448s От $399,99/шт. | |||||||||||||||||||||||||||||
| $439.99 | $399.99 |
 США/Каждый
США/Каждый
Steelton 24″ x 72″ 18 Gauge 430 Stainless Steel Work Table with Undershelf and 2″ Rear Upturn
Item number#522etsg24722
$239. 99/Each
99/Each
Rated 5 out of 5 stars
Коммерческий рабочий стол Regency из нержавеющей стали размером 24 x 96 дюймов 16 калибра с 4-дюймовым фартуком и нижней полкой
Артикул#600tsb2496s
От $438,49/шт.0468
Спецификация регенсии 24 «x 72». — 4
.
Item number#600tssb2472s
From $479.99/Each
| 1 — 4 | 5+ |
|---|---|
| $529.00 | $479.99 |
Regency Spec Line 24″ x 60″ 14 Gauge Stainless Steel Commercial Work Table with Undershelf
Item number#600tss2460s
From $404. 99/Each
99/Each
| 1 — 4 | 5+ |
|---|---|
| $449.99 | $404.9 |
Оценка 5 из 5 звезд
Regency 24 «x 36» All 18-го калибра 430. — 4
РЕЗИДЕНИЕ 5 из 5 звезд
RELENHELN 24 «x 36».0007
Номер предмета № 522ESTSG24362
$ 154,99/Каждый
Спецификация Spec 24 «x 36» 14 Калибр.
RATED 5 из 5 звезд
REGENDY 24 «x 48» All 180-gauge 430 Stainles0007
Item number#600ta2448s
From $179.99/Each
| 1 — 4 | 5+ |
|---|---|
$199. 99 99 | $179.99 |
Rated 5 out of 5 stars
Regency 18″ x 30-дюймовый коммерческий рабочий стол из нержавеющей стали 304 18 калибра с оцинкованными ножками и нижней полкой
Артикул#600t1830g
От $139,99/шт.0472
Regency 18″ x 36″ 18-Gauge 304 Stainless Steel Commercial Work Table with 4″ Backsplash and Galvanized Undershelf
Item number#600tb1836g
From $179.99/Each
| 1 — 4 | 5+ |
|---|---|
| $ 199,99 | $ 179,99 |
REATED 3 STALE
2 SECTENCE 36 «X 72. Фартук и полка
Item number#600tssb3672s
From $629.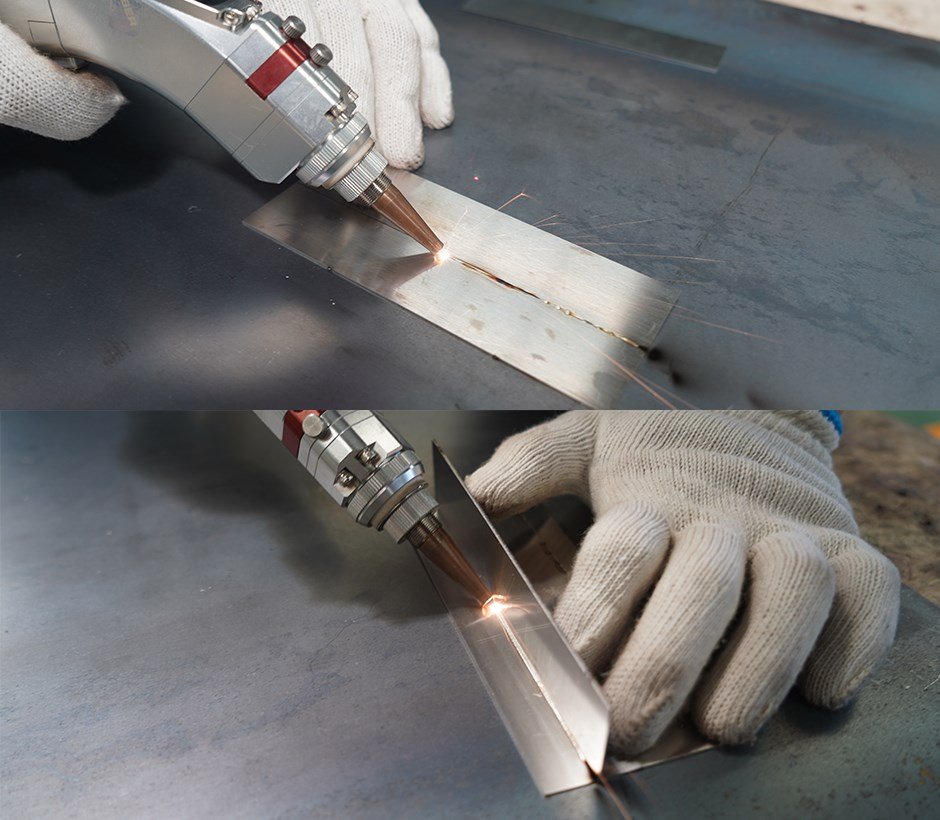 00/Each
00/Each
| 1 — 4 | 5+ |
|---|---|
| $699.00 | $629.00 |
Rated 5 out of 5 stars
Regency 24″ x 24-дюймовый коммерческий рабочий стол из нержавеющей стали 304 16 калибра с нижней полкой
Артикул#600ts2424s
От $169,99/шт.0010
Оценка 5 из 5 звезд
RENENCY 24 «x 24» 18-й Gauge 304 Коммерческий рабочий стол с 4 «Backsplash и Galvanized
060#600TB247446446464646464646446464646464646464646464646464646464646464646464674646746467464674646746467464674646742464446444644464644464446444644242424242н. $ 139,99/Каждый
| 1 — 4 | 5+ |
|---|---|
| $ 154,99 | $ 139,99 |
 99
999001 RATE. Коммерческий рабочий стол с 4-дюймовым фартуком и нижней полкой
Item number#600tssb2448s
From $389.99/Each
| 1 — 4 | 5+ |
|---|---|
| $428.99 | $389.99 |
Regency 36″ x 60″ 16 Gauge Stainless Steel Commercial Рабочая таблица с 4 «Backsplash and Undershielf
Номер предмета № 600TSB3660S
из 478,49 долл.0012
Оценка 5 из 5 звезд
Regency 30 «x 24» 18-го калибра 304.
4. 30 -й Слисты
30 -й Слисты
2 REGENTY 30 «x 36» x 36 «x 36» x 36 «x 36». Полка
Item number#600ta3036s
From $189.99/Each
| 1 — 4 | 5+ |
|---|---|
| $208.99 | $189.99 |
Rated 5 out of 5 stars
Steelton 24″ x 24″ Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой и задним откидным бортом 2″
Артикул #522etsg24242
Оцинкованная нижняя полка
Item number#600tb1830g
From $134.99/Each
| 1 — 4 | 5+ |
|---|---|
| $149.99 | $134.99 |
Rated 5 out of 5 stars
Regency 24″ x 24-дюймовый коммерческий рабочий стол из нержавеющей стали 16 калибра с 4-дюймовым фартуком и нижней полкой
Артикул#600tsb2424s
От $178,99/шт. 0009
0009
Regency 24 «x 96» 16 -го калибра 304.
RENENCY 30 «x 72» 18-Gauge 304 PANENALSE STEER Commercial Work Atble с Undershireffers and Offercelf, Chareer, Bain Pan, и буба-панора0007
Item number#600wt3072kit
From $739.00/Each
| 1 — 4 | 5+ |
|---|---|
| $809.00 | $739.00 |
Rated 5 out of 5 stars
Steelton 24″ x 24″ Рабочий стол из нержавеющей стали 430 калибра 18 с нижней полкой
Артикул#522etsg2424
119,99 $/шт.0007
Item number#600tsb3672s
From $499. 99/Each
99/Each
| 1 — 4 | 5+ |
|---|---|
| $549.00 | $499.99 |
Regency Spec Line 30″ x 36″ 14 Gauge Stainless Стальная коммерческая рабочая таблица с недостаточной чертой
Номер предмета № 600STS3036S
из 398,49 долл.8.49
Рейтинг 5 из 5 звезд
Steelton 24 «x 96» 18 калибровки 430 из нержавеющей стали с нижней частью
Номер № 522SG2496
$ 274,99/Каждый
RATEG2496
долл. Рабочий стол Steelton 24 x 96 дюймов из нержавеющей стали 430 калибра 18 с нижней полкой и 2-дюймовым задним отворотом Коммерческий рабочий стол из нержавеющей стали 304 с 4-дюймовым фартуком и оцинкованной нижней полкой
Item number#600tb2496g
From $339. 99/Each
99/Each
| 1 — 4 | 5+ |
|---|---|
| $374.99 | $339.99 |
Regency Spec Line 24″ x 24″ 14 Gauge Stainless Steel Commercial Work Table with Undershelf
Item number#600tss2424s
From $259.99/Each
| 1 — 4 | 5+ |
|---|---|
| $288.49 | $259.99 |
Оценка 4 из 5 звезд
Regency 18 «x 24» 18-го калибра 304 Столки из нержавеющей стали с 4 «Backsplash и Galvanized Undershiff
Номер № 600TB1824G
с 139,960#600TB1824G
с 139,960.
| 1 — 4 | 5+ |
|---|---|
| $ 154,99 | $ 139,99 |
RED 2 -й из 5 звезд 9007 2 RED 2 -й из 5 звезд 9007 7 2 RED 2 -lept of 5 Stars 9007 727 248. Item number#600wt2448kit From $488.49/Each Regency 18″ x 72″ 16-Gauge 304 Stainless Steel Commercial Work Table with Undershelf Item number#600ts1872s From $288.99/Each Оценка 5 из 5 звезд Регентство 30 «x 36» 16-го калибра. RETED 3 STARLEST SALE SALE SOLVERELDIELD SUNLESFELCERFIELD. , ящик и полка для горшков Item number#600wt2436kit From $442. Regency 18″ x 60″ 16-Gauge 304 Stainless Steel Commercial Work Table with Undershelf Item number#600ts1860s From $249.99/Each Регентство 36 «x 48» 16 калибра из нержавеющей стали. Рабочие столы из нержавеющей стали с нижними полками незаменимы в вашем коммерческом ресторане, пекарне, кафетерии или на предприятиях общественного питания, поэтому эти предметы могут иметь ровные поверхности. , нарезать овощи, месить тесто или смешивать жидкое тесто. У нас есть рабочие столы из нержавеющей стали с нижними полками разных размеров, чтобы вы могли найти то, что идеально подходит для любой компактной или просторной кухни. Вы также можете найти модели с отличными функциями, такими как фартуки и морские края, которые предотвращают падение жидкости и других предметов со стола. У нас даже есть блоки с регулируемыми ножками, так что вы можете сделать рабочую поверхность выше или ниже в соответствии с вашими потребностями. Наши рабочие столы из нержавеющей стали с нижними полками идеально подходят для увеличения пространства для приготовления пищи и хранения на кухне, в пекарне или прачечной. Вы также можете выбрать один из столов, изготовленных из различных калибров, в соответствии с вашими потребностями в долговечности и бюджетом. Многие из этих столов даже имеют специальные функции, такие как задние панели и регулируемые ножки, поэтому вы можете найти тот, который соответствует вашим потребностям. Также обязательно ознакомьтесь с другими замечательными товарами от Regency Spec Line, Regency Tables & Sinks, Steelton Metal Products, Advance Tabco, Eagle Group и Metro. Прелесть посуды из нержавеющей стали в том, что она не влияет на вкус продукта. Они легко чистятся и стерилизуются, чтобы предотвратить бактериальное заражение пищи, они долговечны и требуют минимального обслуживания. Нержавеющая сталь наиболее примечательна своей коррозионной стойкостью, которая увеличивается с увеличением содержания хрома. Они также устойчивы к окрашиванию. Содержание Нержавеющая сталь подходит для индукционной варочной поверхности, если основание посуды изготовлено из нержавеющей стали с магнитными свойствами. Поскольку нержавеющая сталь может быть изготовлена из различных металлов, высокое содержание никеля блокирует магнитное поле. Примером нержавеющей стали, работающей на индукции, является 432 (это тип материала из нержавеющей стали). Ферритные нержавеющие стали состоят из кристаллов феррита, формы железа с 0,025% углерода. Он поглощает лишь небольшое количество углерода из-за своей кубической кристаллической структуры, которая состоит из одного железа в каждом углу и центрального элемента железа, центральный атом придает ему магнитные свойства. Таким образом, ферритная нержавеющая сталь может работать на индукционной варочной панели. Отожженные аустенитные нержавеющие стали обычно немагнитны и сохраняют свою пластичность при криогенных температурах. Они далее подразделяются на две группы, серии 200 и серии 300, которые состоят из сплавов хрома, марганца, никеля и сплавов хрома и никеля. Теперь, прежде чем рассказывать, как нержавеющая сталь работает на индукции, давайте сначала разберемся, как работает индукционная плита. Ферромагнитные свойства стальной посуды позволяют индуцировать ток в тонком слое вблизи ее поверхности, что приводит к эффекту нагрева. Поскольку нержавеющая сталь сама по себе является плохим проводником тепла, ее часто используют в качестве тонкого поверхностного покрытия поверх сердцевины из меди или алюминия. Это связано с тем, что алюминий и медь обладают большей проводимостью, чем сталь. Таким образом, в большинстве случаев посуда из нержавеющей стали, которая работает на индукции, будет иметь слой нержавеющей стали на дне, а затем будет иметь слой меди или алюминия внутри (поскольку они лучше проводят тепло, чем нержавеющая сталь). Такие материалы называются «трехслойными» с покрытием из совместимой с индукционным способом нержавеющей стали с внутренним слоем из алюминия или меди. «5-слойные» материалы для посуды также являются хитом для индукционных плит, поскольку они имеют внутренний скрытый слой меди. Пятислойная посуда сочетает в себе все качества металлов, а последний слой выполнен из нержавеющей стали. Обеспечивает равномерное и быстрое распространение тепла. Сковороды из нержавеющей стали доступны в виде стальных пластин, запрессованных в алюминий, или в виде слоя нержавеющей стали поверх алюминия. Высокая теплопроводность алюминия делает температуру более равномерной по всей сковороде. Посуда из нержавеющей стали также должна иметь плоское дно, поскольку магнитное поле быстро падает по мере удаления от поверхности индукционной варочной панели. Чтобы посуда из нержавеющей стали могла эффективно готовить, она должна быть того же размера, что и кольцо варочной панели. Многие производители начали размещать на дне своей посуды символ «совместимость с индукционной плитой». Символ часто выглядит как горизонтальный зигзаг или спираль. На некоторых написано слово «индукция». Чем выше поверхностное сопротивление посуды, тем больше тепла будет выделяться. Это можно использовать для проверки пригодности материалов посуды для использования на индукции. Возьмите обычный магнит на холодильник и проверьте его на совместимость с индукционной плитой. Если магнит прилипает ко дну посуды, она совместима с индукцией. Если магнит мягко захватывает посуду, у вас может не получиться хороший результат при приготовлении пищи на индукции Если магнит не прилипает, посуда из нержавеющей стали не имеет магнитного класса. Нержавеющая сталь, как правило, биологически инертна, но у некоторых чувствительных людей возникает раздражение кожи. Это связано с аллергией на никель, вызванной некоторыми сплавами. Нержавеющая сталь вымывает небольшое количество никеля и хрома во время варки. В ходе одного исследования 2013 года ученые проверили проникновение никеля и хрома в продукты, приготовленные в кастрюлях из нержавеющей стали. В исследовании изучалось выщелачивание нержавеющей стали в томатный соус в течение периодов от 2 до 20 часов. Найдены следующие результаты. Более продолжительная варка увеличивает выщелачивание. Новая нержавеющая сталь выщелачивалась больше, чем кастрюли, которые использовались до испытаний. Индукционная кулинария сильно отличается от традиционных методов приготовления на газу или электричестве. Медный змеевик размещается под местом для приготовления пищи, и через него пропускают переменный ток. Это создает колеблющееся магнитное поле. Это магнитное поле проникает через дно посуды и вызывает сильные вихревые токи, вызывающие резистивный нагрев посуды. Это приводит к выделению тепла и приготовлению пищи. Индукционная плита имеет хорошую электрическую связь между посудой и варочной панелью, что делает ее весьма эффективной. Это означает, что на кухню уходит меньше тепла. Он также лучше реагирует на изменения температуры и может быстро включаться и выключаться. Нагревается только часть под посудой, а остальная часть варочной панели остается прохладной на ощупь. Это делает его безопасным в использовании и простым в уходе. Чтобы любая посуда работала на индукции, она должна быть ферромагнитной или иметь на дне слой с магнитными свойствами. Однако благодаря новым достижениям были предложены различные методы обеспечения индукционной совместимости без присутствия железа или магнитопроводящего слоя. Например, новые типы силовых полупроводников и конструкции катушек с малыми потерями сделали возможным создание цельнометаллической плиты. Panasonic в 2017 году разработал цельнометаллический блок и назвал его «Met-All». Самое лучшее в использовании нержавеющей стали для индукции заключается в том, что нержавеющая сталь на 100% пригодна для вторичной переработки! Средний объект из нержавеющей стали примерно на 60% состоит из материалов, пригодных для повторного использования. Еще одним преимуществом магнитопроводящей нержавеющей стали является то, что ее почти всегда можно использовать на других плитах. Обладая высокой коррозионной стойкостью, меньшими затратами на техническое обслуживание и совместимостью со всеми варочными панелями, нержавеющая сталь с магнитными свойствами является идеальным выбором для изготовления трехслойной или пятислойной посуды. Наслаждайтесь большей эффективностью и великолепным вкусом с вашей нержавеющей сталью на индукции! Вам также могут понравиться следующие статьи об индукционной плите: Нержавеющая сталь кажется неотъемлемой частью жизни. Сталь была частью человеческой промышленности на протяжении тысячелетий. Нержавеющая сталь, с ее исключительной коррозионной стойкостью, является более поздней разработкой, которая была коммерциализирована только в начале 20 -го века. Он быстро завоевал популярность, преобразовав несколько отраслей, включая архитектуру, машиностроение, производство продуктов питания и напитков, транспорт и многое другое. Только действительно универсальный материал может так сильно повлиять на нашу жизнь. Вот почему производители и дизайнеры все чаще обращаются к нержавеющей стали для своих целей. Из-за свойств холодной штамповки сплавы из нержавеющей стали могут быть дешевле, чем вы думаете. Каждый раз, когда вы работаете с металлом, необходимо придать этому металлу желаемую форму. Если вы хотите создать приложение в промышленных масштабах для коммерциализации, то любой метод производства, который вы используете, также должен постоянно дублироваться. Один из вариантов формовки металла известен как холодное формование. Этот метод, также известный как холодная обработка, по техническому определению представляет собой процесс металлообработки, при котором формование происходит при температуре ниже температуры рекристаллизации. Хотя процесс рекристаллизации сложно объяснить, он включает нагревание материала для формирования новой зернистой структуры. Холодная обработка, как следует из названия, происходит при более низкой температуре, обычно при комнатной температуре. Холодная штамповка металла искажает кристаллические зерна и включения, в результате чего материал становится тверже, жестче и прочнее. Недостаток в том, что металл становится менее эластичным и может возникнуть растрескивание. Методы холодной штамповки включают прокатку, экструзию, ковку, штамповку, вырубку, накатку резьбы, чеканку, гибку, отбортовку, волочение, перфорацию, формование вытяжкой и сплющивание. При выборе наилучшего метода формовки для вашего применения необходимо учитывать множество факторов. Как правило, вы хотите использовать любой метод, который является самым дешевым и удобным, но при этом надежным. Холодное формование ставит галочки перед производителями во многих из этих пунктов. Среди преимуществ холодная формовка не требует нагрева. Нетрудно увидеть преимущества избегания высоких температур. При работе с такими металлами, как нержавеющая сталь, методы горячей обработки могут быть серьезной проблемой для безопасности рабочих, не говоря уже о связанных с этим затратах энергии. И хотя многие предполагают, что если вы пытаетесь укрепить металл, вам понадобится термическая обработка, современные методы холодной обработки могут соответствовать свойствам термической обработки. На самом деле, в некоторых случаях холодная обработка более дешевого металла может быть более экономичной, чем термическая обработка более дорогого металла. Другие преимущества холодной штамповки включают в себя лучшее качество поверхности, превосходный контроль размеров и меньшее загрязнение. Как правило, легче и дешевле воспроизводить методы холодной штамповки в масштабе. Кроме того, образуется меньше отходов и короче производственные циклы. Когда вы суммируете всю экономию затрат, связанную с холодной обработкой, она может стать очень значительной, особенно при больших производственных циклах. Конечно, есть и недостатки. Работа с металлом при комнатной температуре означает, что заготовка становится более твердой и жесткой, поэтому необходимо прикладывать большие усилия, требующие более тяжелого оборудования. Очень важно очень тщательно выбирать сплав, который вы используете для любого применения. Каждая марка нержавеющей стали имеет свой уникальный набор свойств, и каждая из них по-разному реагирует на деформационное упрочнение. Поскольку холодная обработка является формой напряжения, вам необходимо знать, как ваш сплав будет реагировать на давление, и каковы наилучшие способы максимизировать прочность вашей заготовки. Если вашей целью является закалка, аустенитные нержавеющие стали, вероятно, являются лучшим выбором. Это семейство нержавеющих сталей, включающее марки серий 200 и 300, характеризуется как немагнитное и известное своей пластичностью и коррозионной стойкостью. Эти сплавы известны своей высокой скоростью закалки, что делает их пригодными для применений, требующих высокой прочности и коррозионной стойкости. Другой хорошей альтернативой является дуплексная нержавеющая сталь, которая сочетает в себе свойства аустенитных и ферритных нержавеющих сталей. Эти сплавы также хорошо поддаются холодной штамповке. Следует также отметить, что аустенитные нержавеющие стали нельзя подвергать термической обработке, а это означает, что единственным вариантом может быть холодное формование. Холодное формование предлагает производителям и инженерам широкий спектр возможностей при работе с нержавеющей сталью. Крайне важно, чтобы вы работали с поставщиком металла, у которого есть опыт и знания, необходимые для того, чтобы вы получили именно тот металл, который подходит для вашей работы. Clinton Aluminium, крупнейший на Среднем Западе поставщик толстолистового проката из алюминия и нержавеющей стали, может быстро и точно и удобно выполнить ваши заказы. Наши специалисты по продажам гордятся своей способностью работать с нашими клиентами, чтобы гарантировать, что они получат именно то, что им нужно. Чтобы узнать больше о том, как мы можем помочь вам с вашими потребностями в поставках нержавеющей стали, свяжитесь с одним из наших дружелюбных и знающих представителей сегодня. Любые ссылки на этой странице, которые ведут к продуктам на Amazon, являются партнерскими ссылками, и я получаю комиссию (без каких-либо дополнительных затрат для вас), если вы совершаете покупку. При покупке индукционной варочной панели или плиты покупатели хотят знать, могут ли они использовать имеющуюся у них посуду из нержавеющей стали. Те, кто хочет купить новую посуду, задаются вопросом, подходит ли нержавеющая сталь для индукционной варочной поверхности. Посуда из нержавеющей стали подходит для индукционных плит, если дно посуды изготовлено из магнитной нержавеющей стали. Хотя некоторые разновидности нержавеющей стали являются магнитными, другие — нет. Магнитная нержавеющая сталь должна соответствовать двум критериям: 1) сплав должен содержать железо и 2) кристаллическая структура должна иметь ферритную или мартенситную структуру. Если сплав имеет аустенитную кристаллическую структуру, он не является магнитным. Вот краткое объяснение, почему это так. Нержавеющая сталь изготавливается из хрома, углерода и других легирующих элементов. Коррозионная стойкость и механические свойства нержавеющей стали могут быть улучшены путем добавления никеля, марганца и молибдена. Когда в нержавеющую сталь добавляется никель, ее физическая структура изменяется и становится немагнитной, поэтому она не будет работать на индукционных варочных панелях. Типы нержавеющей стали Два основных типа посуды из нержавеющей стали: ферритная и аустенитная. Они имеют разную кристаллическую структуру в зерне стали. Многие свойства нержавеющей стали зависят от кристаллической структуры. Ферритные нержавеющие стали обладают магнитными свойствами при воздействии магнитного поля. Немагнитные аустенитные нержавеющие стали . Когда к нержавеющей стали добавляется достаточное количество никеля, кристаллическая структура меняется с ферритной на аустенитную. Посуда из аустенитной нержавеющей стали не подходит для индукционной плиты. Наиболее распространенные аустенитные нержавеющие стали содержат примерно 18% хрома и 8% никеля (18/8). Они известны своей коррозионной стойкостью и способностью сохранять свою прочность при высоких температурах. Марки нержавеющей стали В пределах типов или семейств нержавеющей стали существуют различные марки. Эти марки указывают на коррозионную стойкость, долговечность, магнетизм и химический состав (включая хром и никель). Две марки нержавеющей стали, 304 и 316, относятся к аустенитному семейству и не обладают магнитными свойствами. Тип 304 — наиболее широко используемый сплав из нержавеющей стали. Он состоит из 18-20% хрома и 8-10,5% никеля по весу (нержавеющая сталь 18/8 или 18/10). Эта нержавеющая сталь содержит другие легирующие элементы, такие как углерод, кремний и марганец, а остальные в основном состоят из железа. Тип 316 имеет такой же химический состав, что и нержавеющая сталь 304. Основное отличие состоит в том, что 316 содержит 2-3% молибдена, а тип 304 содержит следовые количества молибдена. Более высокое содержание молибдена приводит к повышению коррозионной стойкости. Как нержавеющая сталь работает на индукции Если вы не знакомы с индукционной плитой, вот краткое объяснение того, как она работает. Индукционная варочная панель имеет стеклокерамическую пластину с электромагнитной катушкой (обычно медной) под ней. Когда устройство включено, через катушку проходит переменный электрический ток, создавая над катушкой флуктуирующее магнитное поле. Когда кастрюля или сковорода с железом или намагниченной нержавеющей сталью помещаются на конфорку, флуктуирующее магнитное поле индуцирует вихревые токи в металле посуды. Когда эти потоки закручиваются, кинетическая энергия превращается в тепло, проводимое через металл кастрюли. Кастрюля и ее содержимое нагреваются. Для оптимального контакта с магнитным полем дно посуды должно быть плоским, располагаться в центре варочной панели и иметь тот же размер, что и конфорка. Материалы, используемые для изготовления кастрюль и сковородок, влияют на качество приготовления. Посуда с тремя слоями называется трехслойной. Большая часть трехслойной посуды имеет слой алюминия (для проводимости), зажатый между двумя слоями нержавеющей стали. Эти слои находятся на основании и поднимаются вверх по боковым стенкам сосуда. Внешний слой представляет собой намагниченную нержавеющую сталь (18/0), а внутренний слой обычно представляет собой нержавеющую сталь 18/10 или 18/8 (18% хрома и 10% или 8% никеля). Некоторые 5-слойные кастрюли и сковороды имеют чередующиеся слои из нержавеющей стали и алюминия, в то время как другие имеют средний слой из меди, зажатый между двумя слоями алюминия. Это обеспечивает равномерный и быстрый нагрев и снижает вероятность деформации сосуда. Посуда с тарельчатым дном имеет пластину из проводящего материала, приклеенную к основанию посуды. Например, у производителя посуды, такого как Cuisinart, есть отдельные предметы и наборы посуды, которые можно готовить на индукционной плите. Однако у них есть линейки продуктов, которые не будут работать на индукционных плитах. Совет: даже если в маркетинговых материалах говорится, что он будет работать на всех типах варочных панелей, убедитесь, что он будет работать на индукционных варочных панелях. Проверка на совместимость с индукционной плитой Если у вас есть посуда из нержавеющей стали и вы не уверены, подходит ли она для индукционной плиты, поместите магнит на ее основание, и если он прочно прилипнет, он будет работать на вашей индукционной варочной панели. Ниже приведено изображение использования магнита на холодильник для проверки кастрюли из нержавеющей стали от Made In Cookware. Вот еще один способ проверить сковороду на совместимость, если у вас нет магнита. Еще один способ узнать, подходит ли посуда для индукции, — это проверить дно посуды на наличие слов «пригодна для индукции» или символа индукции. Ниже приведено изображение моей кастрюли с антипригарным покрытием Circulon со словами «индукция подходит» на дне кастрюли. Если у вас есть коробка, в которой поставлялась кастрюля, вы можете проверить, напечатан ли символ индукции на упаковке или в инструкциях производителя. Производители иногда называют посуду «ферромагнитной». Этот контекст означает, что основание содержит магнитный металл, такой как железо, что делает посуду готовой к индукции. Наконечник: Большую часть индукционной посуды можно использовать на газовых и электрических плитах. Посуда с плакированным дном и посуда с тарельчатым дном Теперь, когда вы знаете, какие типы посуды из нержавеющей стали подходят для индукционных варочных панелей и как проверить вашу посуду на совместимость с индукцией, давайте рассмотрим два типа конструкции посуды из нержавеющей стали: и дисковое дно. Плакирование С точки зрения кулинарии, плакирование — это производственный процесс, при котором теплопроводный материал, такой как алюминий или медь, покрывается нереакционноспособным материалом, таким как нержавеющая сталь. Плакированная посуда означает, что корпус посуды (все, кроме ручки) изготовлен из листового металла с 3-7 слоями металла (нержавеющая сталь, алюминий и медь). Этот лист обрабатывается и прессуется в форму, при этом основание и боковые стенки имеют одинаковую или почти одинаковую толщину. Multi-Clad При описании конструкции посуды из нержавеющей стали производители используют такие термины, как алюминиевый или медный сердечник. Сердцевина относится к слою или диску материала, инкапсулированному в другой материал. Например, слой или диск из алюминия или меди (алюминиевый сердечник) может находиться посередине двух слоев нержавеющей стали. Термин «слой» относится к слоям материалов, используемых для изготовления дна и стенок посуды для приготовления пищи. У каждого слоя есть цель. Нержавеющая сталь устойчива к коррозии, а намагниченная нержавеющая сталь обеспечивает совместимость с индукционными сосудами. Поскольку нержавеющая сталь является плохим проводником тепла, металл, который хорошо проводит тепло, например алюминий или медь, помещается между двумя слоями нержавеющей стали. Поскольку медь является лучшим теплопроводником, чем алюминий, сковороды с медным сердечником быстрее реагируют на изменения температуры. Многослойная посуда может состоять из 3, 5 или 7 слоев металла. Эти слои находятся на основании и поднимаются вверх по борту сосуда. Например, трехслойная индукционная сковорода может иметь внешний слой из намагниченной нержавеющей стали, алюминиевый сердечник (в центре) и внутренний слой из ненамагниченной нержавеющей стали (обычно 18/10 или 18/8). Марка нержавеющей стали на внутренней стороне кастрюли различается в зависимости от марки и продукта. Вот пример кастрюли с пятью слоями (снаружи внутрь): Disc-Bottom Disc индукционная посуда с дном обычно означает, что внешняя часть основания изготовлена из тонкой намагниченной нержавеющей стали с прикрепленным к ней проводящим материалом, таким как алюминий или медь. Не все кастрюли и сковороды с дисковым дном имеют слои, которые касаются края сосуда. Это проблематично при использовании газовых или электрических плит, так как внешний край сковороды будет холоднее, чем центр. Сотейники или сковороды с дисковым дном не дают хороших результатов. Некоторые кастрюли и сковороды описываются как «дно, покрытое ударопрочным алюминием». Это означает, что давление и трение, а не сцепление, образуют связь между дном сосуда (нержавеющая сталь) и диском (алюминий). Например, три слоя сковороды могут быть из нержавеющей стали, алюминия и нержавеющей стали. Обязательно прочитайте полное описание товара, потому что иногда кастрюли и сковороды имеют диск на дне и один слой нержавеющей стали в корпусе. Это не обязательно плохо; однако вы хотите знать конструкцию приобретаемого вами судна. Важна ли толщина нержавеющей стали? Кастрюля с одним слоем нержавеющей стали плохо проводит тепло и подвержена деформации и образованию вмятин. Чем толще дно, тем больше расстояние между источником тепла и поверхностью посуды. Это полезно, потому что оно будет более равномерно распределяться, когда тепло попадет на варочную поверхность. Зачем готовить из нержавеющей стали? Посуда из нержавеющей стали может использоваться для приготовления самых разных блюд. Это особенно желательно, когда высокие температуры необходимы для приготовления стейка или жареного мяса. Кастрюли и сковороды из нержавеющей стали долговечны, устойчивы к коррозии, быстро и равномерно нагреваются. Высококачественная посуда из нержавеющей стали не вступает в реакцию, поэтому вы ощущаете только те ароматы, которые добавляются в пищу. При правильном использовании и очистке на сковородах из нержавеющей стали не останется пятен и не появится ржавчина. Не используйте стальную мочалку и стальные щетки для посуды из нержавеющей стали. Нижняя полка и верхняя полка, ящик и полка для горшков
Нижняя полка и верхняя полка, ящик и полка для горшков 1 — 4 5+ $539.00 $488.49 1 — 4 5+ $319.99 $288.99 1 — 4 5+ $ 339,99 $ 308,99 49/Each 1 — 4 5+ $489.99 $442.49 1 — 4 5+ $274.99 $249.99 389,99 $ 349,99 $ Кроме того, у них есть полки, расположенные под их рабочими поверхностями, которые идеально подходят для хранения посуды, мелкой бытовой техники, сыпучих ингредиентов и других принадлежностей. Пока вы покупаете расходные материалы для приготовления пищи, обязательно ознакомьтесь с нашими разделочными досками, коммерческими миксерами и кухонными столовыми приборами. Подходит ли нержавеющая сталь для индукционных варочных панелей?
Подходит ли нержавеющая сталь для индукции?
Как нержавеющая сталь работает на индукции?
Проверка посуды на совместимость с индукционной плитой
Читайте также : Как проверить, готова ли ваша посуда к индукционному нагреванию (менее чем за 5 секунд)
Влияние приготовления пищи на здоровье при приготовлении пищи из нержавеющей стали
Наука об индукционной кулинарии
Заключение
Что препятствует более высокому содержанию вторичного сырья, так это доступность лома нержавеющей стали. Что нужно знать о холодной формовке нержавеющей стали
Ужинаем ли мы, посещаем ли врача или едем в машине, большая часть нашей повседневной деятельности стала возможной (или, по крайней мере, более безопасной и удобной) благодаря нержавеющей стали. Многие люди не осознают, что одним из наиболее важных факторов, делающих нержавеющую сталь такой универсальной, является ее способность к холодной обработке. Что такое холодное формование?
Существует множество различных методов холодной обработки металла и можно создавать различные сложные формы. Используемые процессы, как правило, проще и дешевле в выполнении, чем методы горячей обработки. Каковы преимущества холодной штамповки?
Очевидно, что очень желательно иметь возможность эффективно обрабатывать металл при комнатной температуре. Металл также менее податлив, чем при нагревании, поэтому у него меньше возможностей для придания формы металлу. Это означает, что некоторые требования к размерам могут быть выполнены только при более высоких температурах. Какие сплавы лучше всего подходят для холодной штамповки?
Tour Trusted Services Provider
Наша цель — помочь нашим клиентам на каждом этапе их процесса закупок. Подходит ли посуда из нержавеющей стали для индукционной плиты?
Они имеют содержание хрома от 10,5% до 18% и менее 0,2% углерода. Поскольку количество никеля минимально, некоторые компании заявляют, что ферритная сталь «практически не содержит никеля». Ферритная нержавеющая сталь может работать на индукционной плите. Материалы для посуды из нержавеющей стали
Это позволяет более равномерно распределять тепло. Каждый дополнительный слой увеличивает вес и толщину сковороды, что, в свою очередь, улучшает теплопроводность.
