Работы на токарном станке: Основные правила работы на токарном станке по металлу
Содержание
нюансы процесса, виды станков, преимущества
Существует множество способов обработки металлоизделий, предназначенных для выполнения определенных целей. Один из них – токарные работы по металлу. Процесс предполагает снятие слоя с заготовок на специальном станке, в результате чего получаются изделия заданных размеров и необходимой степени шероховатости. Современное оборудование оснащено особой системой управления, благодаря которой увеличивается качество и точность получаемых на выходе металлоизделий.
- Общие сведения
- Главные преимущества
- Виды и нюансы станков
- Режущий инструмент
Общие сведения
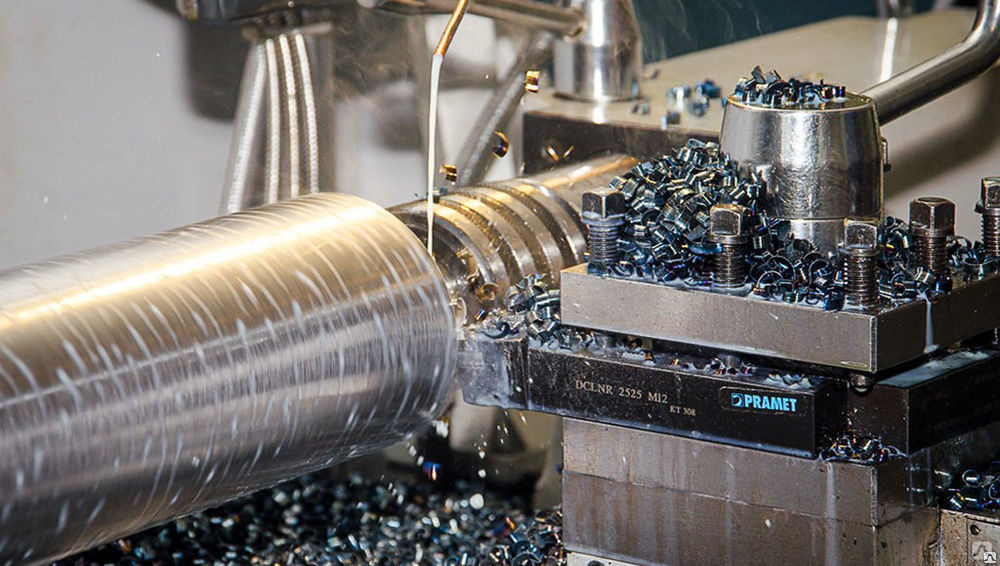
Токарная обработка заготовок выполняется на специализированных установках с применением инструментов для резки. Деталь ставится в шпиндель устройства, функционирование которого возможно только после запуска электродвигателя. Заготовка вращается с высокой скоростью, а резец или аналогичный инструмент удаляет с поверхности тонкий металлический слой.
Сверло/резец безостановочно двигается, что способствует непрерывной работе вплоть до того, как металлоизделие приобретет заданные параметры и вид. Посредством токарного оборудования проводят эффективное обрабатывание металлических изделий, в завершении получая любую поверхность: резьба, цилиндр, конус и т. п. В процессе работы на токарном станке по металлу получают разные изделия: муфты, втулки, кольца, гайки и многое другое.
Станок также используется для:
- вытачивания канавок;
- нарезки резьбы по заданным характеристикам;
- обработки отверстий при помощи различных методов;
- отрезания ненужных частей.
Также обязательно применяют точные измерительные приспособления, способные рассчитать габариты, форму и варианты размещения деталей. Они различаются по типам в зависимости от массовости производства: для штучного и мелкосерийного – штангенциркули, нутромеры и аналогичные приспособления; для крупносерийного – предельные калибры.
Главные преимущества
Эта технология универсальна, она применяется для производства металлоизделий из сплавов и разнообразных металлов. На установке, снабженной специальными инструментами, допустима обработка даже твердых металлоизделий.
Преимущества:
- Высокие показатели чистоты поверхности.
- Повышенная точность получаемых обработанных деталей.
- За один цикл возможно изготовить металлоизделия со сложными параметрами.
- Стружка, которая остается после рабочего процесса, плавится и в дальнейшем подлежит повторному использованию.
- Изготовление крупногабаритных изделий при наличии специализированных устройств.
Еще одно достоинство – доступность серийного изготовления деталей разного функционального назначения.
Виды и нюансы станков
Токарно-винторезное оборудование считается универсальным и часто используемым. Его эксплуатируют для выпуска металлических деталей как крупными, так и малыми партиями.
Есть и другие виды:
- токарно-винторезные;
- токарно-карусельные одно- или двухстоечные;
- многорезцовые полуавтомат;
- токарно-револьверные;
- токарно-фрезерные.
Для получения металлических изделий с максимально точными параметрами выбирают специальные программируемые установки. Они схожи по конструктивным особенностям с универсальными типами.
Режущий инструмент
Эффективность функционирования устройств напрямую зависит от показателей скорости и глубины резки, величины продольной подачи. Эти характеристики позволяют достичь:
- увеличенного вращения шпинделя;
- объема стружки, который допустим;
- надежности режущих приспособлений, степени их влияния на деталь;
- высокого качества обработки.
Скорость резки зависит от вида материала, качества резцов, которые используются на конкретном устройстве.
Режущие приспособления имеют классификацию.
По характеру обработки:
- чистовые;
- черновые.
По направлению движения:
- левые;
- правые.
По функциональному назначению:
- резьбовые;
- расточные;
- канавочные;
- отрезные и т. д.
Разнообразные геометрические параметры дают возможность обрабатывать заданную площадь слоя.
Заметим, что неважно, какой станок будет выбран для дальнейшей работы, главная роль в процессе отдается режущему инструменту, поэтому следует внимательно относиться к приобретению качественных комплектующих у проверенных производителей. Важно помнить, что рабочее место токаря правильно организуется и укомплектовывается согласно требованиям и правилам.
Компания «ЛЗМ» рада предложить всем желающим услуги по токарной обработке металлоизделий в СПб по приемлемой цене. Мы выполняем работы качественно и в срок, установленный условиями договора. Узнавайте подробную информацию по телефонам на вебсайте или заполняйте специальное окно заказа – менеджеры свяжутся с вами!
Выполнение работ на токарном станке
Понятие
«металлообработка»
подразумевает обработку металла с
помощью различных станков, приспособлений
или вручную. Токарные
Токарные
работы являются
одним из самых распространенных способов
обработки металла при помощи станков.
Суть
самого процесса токарных
работ заключается
в удалении специальными резцами лишнего
металла с металлических заготовок
цилиндрической формы при вращении этой
заготовки. Обработка заготовки
производится до тех пор, пока ее диаметр
не будет необходимого размера, то есть,
когда заготовка станет готовой деталью.
Помимо
своей основной функции, обработки
резцами цилиндрических деталей, с
помощью токарных
станков производится
сверловка отверстий в деталях — рабочим
инструментом в этом случае является
сверло, которое крепится в токарный
патрон; с помощью токарных станков можно
нарезать внутреннюю и наружную резьбу
на деталях — рабочими инструментами в
этом случае являются метчики и плашки,
причем, для нарезания внутренней резьбы
используют метчики, а для внешней —
плашки; можно производить зенкование
отверстий, то есть, делать их различными
по диаметру по толщине заготовки –
рабочим инструментом здесь являются
специальные резцы. На токарных станках
На токарных станках
можно изготавливать разнообразные
цилиндрические детали: втулки, валы,
шайбы, гайки, шкивы.
Под «рабочими
инструментами»
или «станочной
оснасткой»,
подразумевают все те приспособления,
при помощи которых заготовки обрабатываются,
благодаря которым получаются готовые
детали. К этому оборудованию относят
металлорежущие резцы, плашки,
метчики,зенкеры,
сверла.
Процесс токарной обработки
металлических деталей состоит из
нескольких технологических операций.
Заготовка, с помощью специальных «губок»,
закрепляется в шпиндель, вращающуюся
часть токарного станка. Шпиндель может
совершать только вращательное движение.
В подвижной части станка, суппорте,
крепится резец, который движется в двух
плоскостях. Заготовка, закрепленная в
шпинделе, совершает вместе с ним
вращательное движение. К ней плавно
подводится резец, который, за счет
усилия, подаваемого на него, производит
поступательное движение вперед и
врезается на определенную глубину в
«тело» заготовки. Эта глубина может
Эта глубина может
регулироваться перемещением резца.
Делая большую подачу резца и увеличивая
число оборотов шпинделя, можно снимать
большее количество металла, и наоборот.
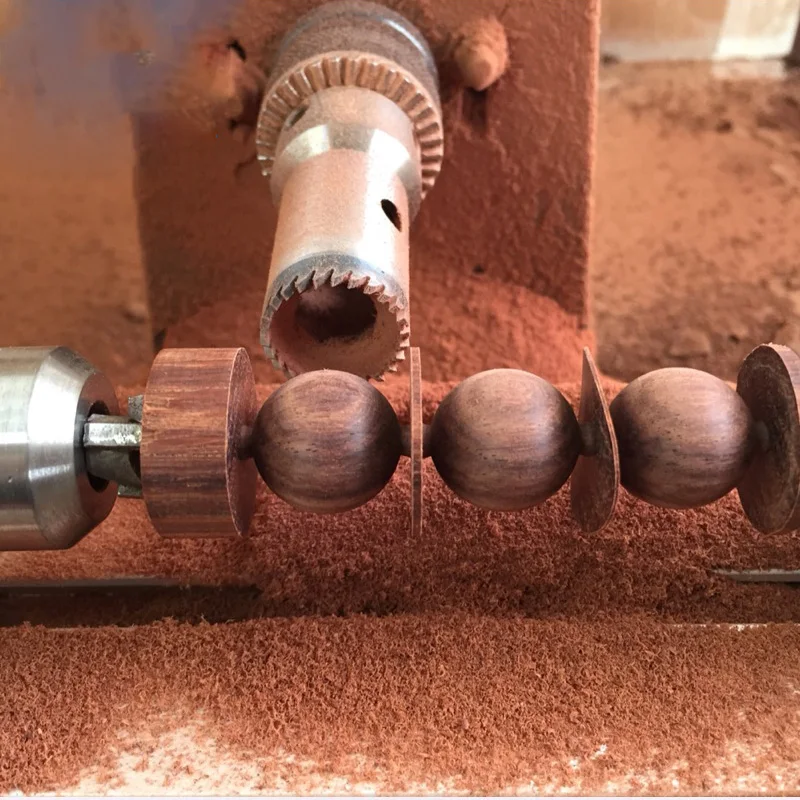
На любой материал (обрабатывать на
токарном станке можно не только металл,
но и дерево, и пластик), на каждую
определенную степень обработки
поверхности, можно установить свои
определенные усилия подачи резца и
скорости вращения.
Самым опасным
производственным фактором при работе
на токарных станках является:
Вращающийся
шпиндель, валы, червяки, стружка и если
сказать одним словом, то опасность
представляют все вращающиеся механизмы
станка.
Перед началом
работы на токарных станках необходимо
знать:
Начните
со своей рабочей одежды, приведите ее
в порядок, застегните все пуговицы или
клепки, плотно подвяжите или закатайте
рукава, если имеются длинные волосы
уберите их в головной убор.
Подготовьте свое
рабочее место:
Проверьте
исправность всех защитных щитков,
исправность защитных концевиков (при
наличии). Защитные очки (должны быть
Защитные очки (должны быть
чистыми, без царапин и трещин), за ранее
приготовьте режущий, мерительный
инструмент, приспособления необходимые
для изготовления данной детали, тару
для заготовок и годной продукции,
посмотрите все ли в порядке с подножной
решеткой, пол вокруг станка должен быть
чистым и без масляных пятен.
Перед началом
работы проверьте:
Тормозные
механизмы, устройства управления,
смазочную подачу на механизмы и
направляющие, натяжение ремней и цепей.
Для такой проверке достаточно погонять
станок в течении нескольких минут на
холостом ходу, и вам сразу станет ясно
исправен ли станок или нет по механической
части. Приступайте к работе в том случае,
если станок полностью исправен.
Во время подготовки
станка к работе:
Установку
резцов, приспособлений, оснасток и
другое, станок должен находиться в
выключенном положении. После установки
резцов, оснастки прокрутите шпиндель
вручную и убедитесь, что резцы не
ударяются об патрон, шпиндель и оснастку.
Особенности правил
безопасности при работе, наладки на
станках с ЧПУ:
Наладчик
проверяет станок с ЧПУ перед началом
работы тест программами. После наладки
снимите все рукоятки и ключи.
Во время работы
станка:
Прочно
закрепляйте обхватываемые заготовки
и детали в патроне, оправках или центрах.
При установке снятии заготовок более
20кг пользуйтесь краном или подъемными
устройствами. Ни в коем случае не
оставляйте ключ в патроне после
закрепления или снятия детали. Не
трогайте и не притормаживайте руками
включенный или не до конца остановленный
шпиндель. При уборке стружки необходимо
использовать верхонки, металлические
крючки. Не делайте уборку, протирку,
смазку станка при обработке детали. При
измерениях детали выключайте вращение
шпинделя и осторожно делайте замеры.
Будьте осторожны при замерах, на деталях
могут присутствовать острые кромки
(можно порезать руки). Закрывайте зону
резания предназначенными защитными
кожухами, экранами. При скоростном
При скоростном
точении следует применять резцы со
стружколомающими канавками или резцы
стружколомы. При зачистке заусенцев
или полировке применяйте зажимы, в руках
держать абразивную шкурку запрещено.
Не жесткие валы необходимо обрабатывать
в люнетах, а выступающие края прутка
следует ограждать трубчатыми кожухами.
Работать необходимо строго по тех
процессу и выставлять те режимы резания
которые указаны в технологии. Перед
выключением вращения шпинделя отключите
автоматическую подачу станка и отведите
режущий инструмент от детали. Запрещается
работать в перчатках, забинтованных
пальцах (можно воспользоваться резиновыми
напальчниками). Вытирайте руки чистой
ветошью, не используйте ветошь для
вытирания рук после протирки станка
(можно порезаться мелкой стружкой). При
вращении шпинделя более 150об/мин не
пользуйтесь жесткими центрами, при
обработке крупногабаритных деталей
пользуйтесь самосмазывающимися центрами.
В момент перерывов отключайте вращение
шпинделя. При сбое электроснабжения
или утечки масла в срочном порядке
отключите оборудование. Запрещается
Запрещается
открывать дверки электрошкафов, защитные
кожуха электрооборудования. В случаях
любых неисправностях сообщайте мастеру
или дежурному по смене. До устранения
неполадки к работе приступать запрещено.
Держите свое рабочее место в чистоте,
не заставляйте его деталями и заготовками.
Следите за СОЖ чтобы она не попадала на
пол и подножную решетку.
Инструкция по охране труда при работе на токарном станке по дереву для учащихся
1. Общие положения инструкции по охране труда на токарном станке по дереву
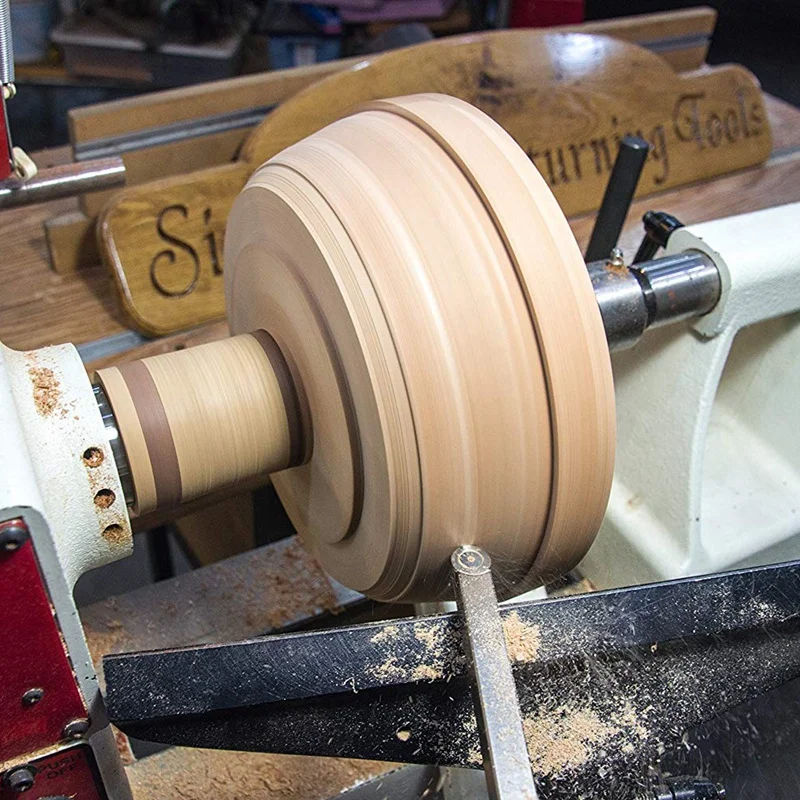
1.1. Настоящая инструкция по охране труда для учащихся при работе на токарном станке по дереву используется на уроках технологии для обеспечения безопасного выполнения работ и предупреждения случаев травмирования школьников в учебной мастерской.
1.2. К работе на токарном станке по дереву под руководством учителя технологии допускаются учащиеся, которые прошли медицинский осмотр, соответствующее обучение, изучили инструкцию по охране труда для учащихся при работе на токарном станке по дереву, прошли инструктаж по безопасным методам и приемам работы.
Эти занятия периодически закрепляют, проверяют в объеме учебной программы. Проведение инструктажей по охране труда оформляют в журнале.
1.3. В рабочей зоне возможно влияние вредных и опасных факторов, как движущие части оборудования, электрический ток, стружка и пыль.
1.4. Школьникам необходимо выполняйте только ту работу, которую поручил учитель технологии.
1.5. Опасности в работе на токарном станке по дереву:
- ранение глаз отлетающей стружкой обрабатываемой детали;
- ранение рук при прикосновении к обрабатываемой детали;
- ранение рук при неправильном обращении с резцом;
- ранение осколками косослойной, суковатой древесины;
- ранение вследствие плохого крепления детали.
1.6. При дополнительной ручной обработке древесины учащимся необходимо пользоваться инструкцией по охране труда при обработке древесины в столярной мастерской.
1.7. При несчастном случае, связанном с работой на токарном станке по дереву, пострадавший или очевидец несчастного случая обязан немедленно сообщить учителю технологии. Преподаватель отключает электропитание, оказывает первую помощь пострадавшему, вызывает медицинскую сестру, докладывает о произошедшем случае директору школы (при отсутствии – иному должностному лицу).
Преподаватель отключает электропитание, оказывает первую помощь пострадавшему, вызывает медицинскую сестру, докладывает о произошедшем случае директору школы (при отсутствии – иному должностному лицу).
1.8. В процессе выполнения задания на токарном станке по дереву учащимся необходимо соблюдать правила использования спецодежды и индивидуальных средств защиты, соблюдать порядок и чистоту на рабочем месте, не захламлять его.
1.9. Ученики, которые допустили невыполнение или нарушение инструкции по охране труда при работе учащихся на токарном станке по дереву, привлекаются к ответственности и со всем классом проводится внеплановый инструктаж по охране руда при работе на данном виде станков.
2. Требование безопасности перед началом работы на токарном станке по дереву.
2.1. Наденьте спецодежду, застегните ее на все пуговицы, спрячьте волосы под головной убор.
2.2. Проверьте надежность соединения защитного заземления, зануления с корпусом станка.
2.3. Уберите со станка все посторонние предметы, инструменты разложите в установленные места.
2.4. Проверить исправность режущего инструмента и правильность его заточки.
2.5. Проверьте, нет ли в заготовке сучков, трещин, обработайте заготовку до нужной формы, после чего надёжно укрепите её во вращающихся центрах на станке.
2.6. Установите подручник с зазором 2-3 мм. от детали, которая обрабатывается, и закрепите его на высоте центровой линии заготовки.
2.7. Проверьте работу токарного станка по дереву на холостом ходу.
2.8. Перед началом работы наденьте защитные очки или опустите защитный экран.
2.9. При выявлении неисправности поставьте в известность учителя технологии, без его разрешения к работе не приступайте.
3. Требования безопасности во время работы на токарном станке по дереву
3.1. Подводите резец к заготовке только после того, как рабочий вал достигнет полной частоты вращения.
3.2. Подавайте инструмент плавно, без сильного давления.
3.3. Своевременно подвигайте подручник к обрабатываемой детали, не допускайте увеличения зазора.
3.4. Чтобы избежать травмы во время работы на токарном станке по дереву:
- не наклоняйте голову близко к токарному станку по дереву;
- не передавайте и не принимайте предметы через токарный станок, который работает;
- не замеряйте деталь, которая обрабатывается, во время работы станка;
- не останавливайте токарный станок по дереву, тормозя рукой деталь;
- не отходите от станка, не отключив его.
3.5. В случае отключения тока в сети немедленно отключите токарный станок по дереву.
3.6. Не допускайте захламления зоны станка, производите периодическую очистку станка от стружки при полном его отключении.
3.7. При работе на токарном станке по дереву помните требования инструкции по охране труда при работе на токарном станке по дереву для учащихся в учебной мастерской школы.
4. Требования безопасности в аварийных ситуациях
4.1. В случае выявления неисправности в работе токарного станка по дереву, затуплении режущего инструмента, при неисправности заземления корпуса немедленно отключите станок и сообщите учителю технологии.
4.2. Без разрешения преподавателя к работе не приступайте.
4.3. В случае пожара при возгорании электрооборудования немедленно отключить станок, сообщить учителю технологии.
4.4. В случае получения травмы, немедленно отключить станок и сообщить учителю технологии для получения первой помощи.
5. Требования безопасности после окончания работ на токарном станке по дереву.
5.1. Отведите режущий инструмент от вращающейся детали, выключите токарный станок по дереву, убедитесь в полной остановке вращения.
5.2. Сложите инструменты в установленное место.
5.3. Уберите со станка стружку с помощью щётки. Не сдувайте стружку, не сметайте её руками.
5.4. Сдайте токарный станок по дереву учителю технологии.
5.5. Приведите себя в порядок, вымойте руки с мылом.
5.6. Выходите с учебной мастерской только с разрешения учителя технологии.
Инструкцию по охране труда разработал: __________ (________________)
СОГЛАСОВАНО
Руководитель службы ОТ (специалист или инженер по ОТ) _________ Лукьянов А. М.
М.
«___»__________20__г.
С инструкцией ознакомлен(а), второй экземпляр получил(а)
«___»____20___г. __________ (______________________)
Рекомендуем перейти к:
Инструкциям по технике безопасности по технологии (мальчики)
Если страница Вам понравилась, поделитесь в социальных сетях:
4034.00 — Наладчики токарных и токарных станков, операторы и тендерщики по металлу и пластмассе
Установка, эксплуатация или обслуживание токарных и токарных станков для токарной обработки, расточки, нарезания резьбы, формовки или обработки металлических или пластиковых материалов, таких как проволока , стержень или прутковый материал.
Образец зарегистрированных названий должностей:
Оператор токарного станка с числовым программным управлением (оператор станка с ЧПУ), оператор токарного станка, наладчик токарного станка, оператор станка, оператор станка с числовым программным управлением (оператор ЧПУ), оператор винтового станка, наладчик винтового станка, оператор наладки, оператор токаря
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы в My Next Move.
Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move for Veterans.
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Puede regresar usando el botón Atrás en su navegador, или eligiendo «O*NET OnLine» en el menu Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Осмотр оборудования, конструкций или материалов — Осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.

Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
Обращение с предметами и их перемещение — Использование рук и рук при обработке, установке, расположении и перемещении материалов и манипулировании вещами.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации о материалах, событиях или окружающей среде для обнаружения или оценки проблем.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Информация о документировании/записи — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме.
Ремонт и техническое обслуживание механического оборудования — Обслуживание, ремонт, регулировка и испытание машин, устройств, движущихся частей и оборудования, которые работают преимущественно на основе механических (не электронных) принципов.
Подготовка и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей.

Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движений всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами.
Обработка информации — Компиляция, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных.
Обновление и использование соответствующих знаний — Постоянное обновление технических знаний и применение новых знаний в своей работе.
Оценка количественных характеристик продуктов, событий или информации — Оценка размеров, расстояний и количеств; или определение времени, затрат, ресурсов или материалов, необходимых для выполнения рабочей деятельности.
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации.
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков.
Проектирование, компоновка и спецификация технических устройств, частей и оборудования — Предоставление документации, подробных инструкций, чертежей или спецификаций, чтобы рассказать другим о том, как устройства, детали, оборудование или конструкции должны изготавливаться, конструироваться, собираться, модифицироваться, обслуживаться или использоваться.
Установление и поддержание межличностных отношений — Развитие конструктивных и совместных рабочих отношений с другими и поддержание их с течением времени.
вернуться к началу
Подробная рабочая деятельность
Эксплуатация оборудования для формовки металла или пластика.
Управление шлифовальным оборудованием.
Замените изношенные компоненты оборудования.

Затачивание режущих или шлифовальных инструментов.
Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям.
Мониторинг работы оборудования, чтобы убедиться, что продукты не имеют дефектов.
Управление режущим оборудованием.
Установка приспособлений или инструментов на производственное оборудование.
Проведение пробных запусков производственного оборудования.
Ознакомьтесь с рабочими заданиями или другими инструкциями, чтобы определить спецификации продукта или требования к материалам.
Просмотрите чертежи или другие инструкции, чтобы определить рабочие методы или последовательности.
Выберите производственное оборудование в соответствии со спецификациями продукта.
Установите органы управления оборудованием в соответствии со спецификациями резки.

Установка механических компонентов в производственное оборудование.
Выполнение базового обслуживания оборудования.
Расчет размеров заготовок, изделий или оборудования.
Подача материалов или продуктов в оборудование или через него.
Поднимать материалы или заготовки с помощью кранов или другого подъемного оборудования.
Установка материалов или заготовок на производственное оборудование.
Отрегулируйте органы управления оборудованием, чтобы отрегулировать поток охлаждающей жидкости.
Поиск профессий, связанных с несколькими подробными видами деятельности
к началу страницы
Рабочий контекст
Носите обычное защитное или предохранительное оборудование, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — 100 % ответили «Каждый день».

Проводить время стоя — 63% ответили «Постоянно или почти постоянно».
Важность точности или точности — 66 % ответили «Чрезвычайно важно».
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 70% ответили «Постоянно или почти постоянно».
Звуки, уровни шума отвлекают или вызывают дискомфорт — 65% ответили «Каждый день».
Личные обсуждения — 66% ответили «Каждый день».
Воздействие загрязняющих веществ — 57% ответили «Каждый день».
Темп определяется скоростью оборудования — 45 % ответили «Очень важно».
Ответственность за здоровье и безопасность других — 44 % ответили «Высокая ответственность».
Свобода принимать решения — 39% ответили «Много свободы».

Давление времени — 41% ответили «Раз в неделю или чаще, но не каждый день».
Структурированная и неструктурированная работа — 52% ответили «Некоторая свобода».
Работа с рабочей группой или командой — 34 % ответили «чрезвычайно важно».
Важность повторения одних и тех же задач — 39% ответили «Чрезвычайно важно».
Тратить время на повторяющиеся движения — 53% ответили «Постоянно или почти постоянно».
Продолжительность типичной рабочей недели — 67% ответили «40 часов».
Воздействие опасного оборудования — 52% ответили «Каждый день».
Частота принятия решений — 33% ответили «Каждый день».
Влияние решений на сотрудников или результаты компании — 51% ответили «Важные результаты».
Степень автоматизации — 32% ответили «Высоко автоматизированный».

В помещении, без экологического контроля — 57% ответили «Каждый день».
Ответственность за итоги и результаты — 30% ответили «Очень высокая ответственность».
Контакт с другими — 31% ответили «Постоянный контакт с другими».
Проводите время, сгибая или скручивая тело — 41% ответили «Меньше чем в половине случаев».
Проводите время, гуляя и бегая — 34% ответили «Меньше чем в половине случаев».
вернуться к началу
Рабочая зона
- Должность
- Рабочая зона 2: требуется некоторая подготовка
- Образование
- Для этих профессий обычно требуется аттестат о среднем образовании.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.

- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship.
 gov
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно.
Эксплуатация и управление — Управление работой оборудования или систем.
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер.
Анализ контроля качества — Проведение испытаний и проверок продуктов, услуг или процессов для оценки качества или производительности.
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время.
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах.

вернуться к началу
Знание
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание.
Английский язык — Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику.
наверх
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы по данной специальности? Респонденты сказали:
ответил:
Требуется аттестат о среднем образовании или его эквивалент подробнееответил:
Требуется аттестат о среднем образованииответил:
Требуется степень младшего специалиста
наверх
Способности
Точность управления — Способность быстро и многократно устанавливать органы управления машиной или транспортным средством в точное положение.

Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении.
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема есть.
Дедуктивное рассуждение — Способность применять общие правила к конкретным задачам для получения осмысленных ответов.
Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь.
Статическая сила — Способность прилагать максимальную мышечную силу, чтобы поднимать, толкать, тянуть или переносить предметы.
Сила туловища — Способность использовать мышцы живота и нижней части спины для многократной или непрерывной поддержки части тела в течение долгого времени, не «выдавая» или не утомляясь.
Информационное упорядочение — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Координация нескольких конечностей — Способность координировать две или более конечностей (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа.
 Он не включает в себя выполнение действий, когда все тело находится в движении.
Он не включает в себя выполнение действий, когда все тело находится в движении.Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие понимали.
Контроль скорости — Способность рассчитывать время ваших движений или движения части оборудования в ожидании изменений скорости и/или направления движущегося объекта или сцены.
Визуализация — Способность представлять, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены.
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме.
вернуться наверх
Проценты
Код процента: RIC
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные профессии часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Расследователь — Следственная деятельность часто связана с работой с идеями и требует обширного мышления. Эти занятия могут включать в себя поиск фактов и мысленное решение проблем.
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и процедур. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников.
 Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.Достижение — Профессии, отвечающие этой ценности работы, ориентированы на результат и позволяют сотрудникам использовать свои самые сильные способности, давая им чувство выполненного долга. Соответствующие потребности — Использование Способностей и Достижение.
Независимость — Профессии, удовлетворяющие этой ценности работы, позволяют сотрудникам работать самостоятельно и принимать решения. Соответствующими потребностями являются Креативность, Ответственность и Автономия.
наверх
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.

Инициатива — Работа требует готовности брать на себя ответственность и решать задачи.
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Честность — Работа требует честности и этичности.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.

Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Настойчивость — Работа требует настойчивости перед лицом препятствий.
Инновации — Работа требует творчества и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы.
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.
Социальная ориентация — Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе.
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
вернуться к началу
Тенденции в области заработной платы и занятости
- Средняя заработная плата (2021 г.
 )
) - 21,27 долл. США в час, 44 240 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2021)
- 20 000 сотрудников
- Прогнозируемый рост (2021-2031)
Отклонение (-2% или ниже)
- Прогнозируемые вакансии (2021-2031)
- 2 400
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2021)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
внешний сайт и прогноз занятости на 2021-2031 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2021–2031 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
вернуться к началу
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
Прецизионная токарная обработка и токарная обработка | Wisconsin CNC Shop
Получить информацию по телефону:
Owens Industries предоставляет лучшие услуги по токарной и токарной обработке на станках с ЧПУ. Оснащенные высококвалифицированными программистами и машинистами ЧПУ, а также горизонтальными и вертикальными токарными центрами, мы постоянно превосходим стандарты точности, аккуратности и качества наших клиентов.
Оснащенные высококвалифицированными программистами и машинистами ЧПУ, а также горизонтальными и вертикальными токарными центрами, мы постоянно превосходим стандарты точности, аккуратности и качества наших клиентов.
Прецизионный токарный станок Токарная обработка от лучших в своем деле
Токарные станки с ЧПУ и токарные центры Owens поддерживают программные системы CAD/CAM. Наш отдел токарных станков с ЧПУ обычно работает с диаметрами менее 2 дюймов, но наша максимальная производительность составляет 14 дюймов.
Отрасли, обслуживаемые Owens
Прецизионные токарные работы используются в ряде отраслей для производства компонентов, зависящих от точности, с быстрым временем изготовления и повторяемой точностью, в том числе:
СамолетыВоенные спутникиАэрокосмическая промышленностьМедицинские приборыОптическое оборудованиеИнструменты и штампыФармацевтикаПроизводство продуктов питанияНефть и газ
Owens Industries обслуживает эти и другие отрасли промышленности, постоянно превосходя отраслевые стандарты качества и возможности обычных станков с ЧПУ. Мы с удовольствием возьмем на себя изготовление прототипов или серийную механическую обработку.
Мы с удовольствием возьмем на себя изготовление прототипов или серийную механическую обработку.
Микрообработка 5-осевой электроэрозионный электроэрозионный электроэрозионный станок Токарный станок для удаления заусенцев
Токарные станки и токарная промышленность Применение
Токарные станки, основной функцией которых является формование различных материалов, находят широкое применение в промышленности. Токарные и токарные станки Ownes Industries лучше всего подходят для обработки мелких деталей. Некоторые отрасли, в которых мы производим детали для токарных и токарных станков, включают
- Аэрокосмическая промышленность
- Медицинский
- Энергия
- Нефть и газ
- Самолет
Owens Industries обслуживает различные отрасли промышленности по всей стране и по всему миру, беря на себя прототипы и производственные работы. Если вам нужны услуги прецизионной токарной обработки или у вас есть сложные компоненты, требующие услуг по 5-осевой или проволочной электроэрозионной обработке, вы можете рассчитывать на то, что Owens удовлетворит все ваши потребности и обеспечит наилучшие возможные результаты.
Мастера токарной и токарной обработки
Наша команда специалистов по токарной и токарной обработке совершенствует свое мастерство уже более 30 лет. Когда компаниям нужны точные детали, независимо от их размера, Owens Industries предоставляет им высококачественные токарные и токарные компоненты, которые нельзя найти больше нигде. Наша команда профессионалов также работает над прототипами деталей. Позвоните нашим инженерам-технологам сегодня, чтобы определить ваши потребности в обработке с ЧПУ, создать прототип или обсудить работу, которую мы выполняли для клиентов в прошлом (помогая вам понять, почему наши клиенты становятся пожизненными партнерами после использования любой услуги Owens).
Часто задаваемые вопросы по прецизионной токарной обработке и токарной обработке
Что такое токарный станок в механической обработке?
Токарный станок — это обрабатывающий инструмент с ЧПУ, который вращает кусок материала на высоких скоростях для удаления равномерного количества материала с помощью режущего инструмента по металлу. Поскольку токарные станки могут легко изготавливать симметричные детали, они чаще всего используются для производства цилиндрических деталей.
Поскольку токарные станки могут легко изготавливать симметричные детали, они чаще всего используются для производства цилиндрических деталей.
В чем разница между фрезерной и токарной обработкой?
Токарные станки вращают материал и используют один стационарный резак для удаления материала. Фрезерование использует вращающуюся фрезу для удаления материала с заготовки, которая остается неподвижной.
Какой допуск у токарного станка по металлу?
Токарные станки по металлу с компьютерным управлением могут обеспечивать допуски до 0,005 дюйма.
Для чего используются токарные станки по металлу?
В каких отраслях промышленности используются детали, обработанные на токарном станке?
Токарные станки — это универсальные машины, что делает их идеальными для обработки широкого спектра материалов для авиационной, военной, аэрокосмической, медицинской, оптической, инструментальной, фармацевтической, пищевой и многих других отраслей промышленности.
Компоненты, которые мы создали на токарных/токарных станках с ЧПУ:
| Часть | Применение | Промышленность | Материал | Особенности |
| Зажим сетки | Спутниковый компонент | Космические исследования | Нержавеющая сталь AISI 304 | Поворотное кольцо толщиной 0,044 дюйма |
| Охлаждающая трубка | Счетчик природного газа | Энергетика | OFE C10100 H04 Твердая медь | Зеркальная отделка – полировка критическая |
| Поршень | Клапан двигателя | Аэрокосмическая отрасль | 7075-T651 Алюминий | Сохранение допуска на посадку диаметра класса 1 |
| Барьер | КТ-сканер | Медицинский | 718 Инконель | Бывший в употреблении керамический инструмент для токарной обработки |
| Статический замок для собак | Управление коробкой передач | Нефть и газ | Лескаллой М50 ВИМ-ВАР | Зуборезный станок |
| Камера | Пневматический бур | Стоматологическая бормашина в сборе | 17-4 ф. провод H900 провод H900 | Хонингование с внутренним диаметром до 8 микрофинишных поверхностей |
| Внутренняя обойма | Сменная направляющая подшипника | Нефть и газ | M50 Vim-Var IAW AMS 6491 | 8 Micro Finish на гоночном профиле |
| Форсунка, дозирующая | Форсунка для дозирования лекарств | Производство лекарств | 17-4 PH Cond H900 | Проволока EDM со сквозным отверстием 2 мм длиной более 8 дюймов |
| Седло электромагнитного клапана | Гидравлическое седло поршня | Горнодобывающая промышленность | 431 Нержавеющая сталь по BS970 | Седло шарикового уплотнения для профиля 0,078 дюйма |
| Микронаконечник | Крышка прибора | Медицинский | Нержавеющая сталь AISI 316 | Микропровод EDM |
| Седло клапана | Регулятор расхода воздуха | Аэрокосмическая отрасль | Нержавеющая сталь 347 | Диаметры, удерживаемые в пределах 0,0005 дюйма Концентричность |
| Изолятор, проводимость | Изолятор элемента | Медицинские исследования | Kel-F PCTFE Пластик | Поворотные конические профили внутреннего диаметра |
| Переходник для колючей трубки | Выравнивание волоконной оптики | Микроскоп в сборе | 17-4 ф.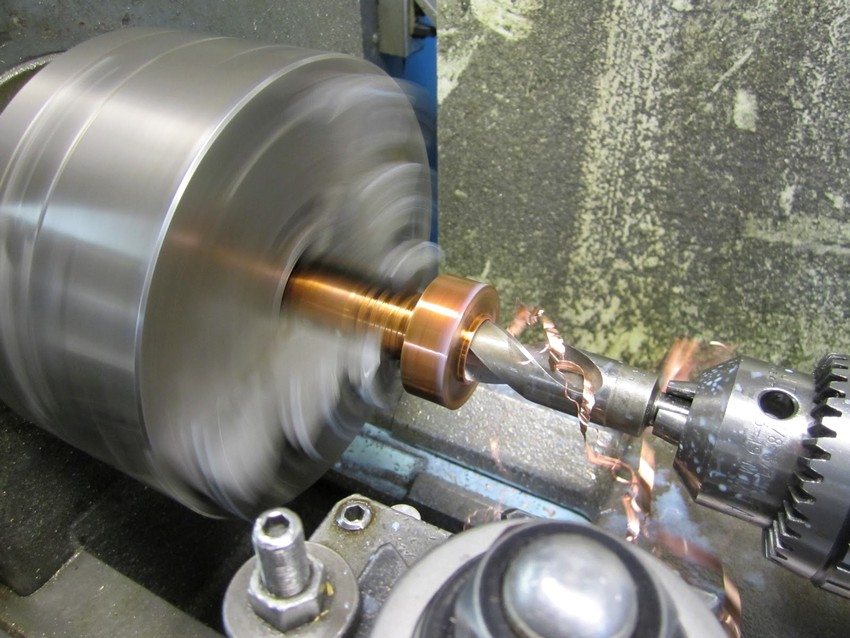 провод H900 провод H900 | Сверление отверстий 0,025 дюйма |
| Ячейка для линз | Порт просмотра потока | Газовая промышленность | 6061-T6 Алюминий | Поворот 2.075-32 ID Резьба |
| Крышка DM | Спутниковый компонент | Космические исследования | 6061-T651 Алюминий | Фланцевая крышка для точения, фрезерования и сверления |
| Заглушка пилота | Поток жидкости | Производство двигателей | 1117 CRS | Фрезерование радиальных портов |
| Корпус сопла | Производство печатных плат | Электроника | Нержавеющая сталь AISI 316 | Проволока для электроэрозионной обработки с конусом 3 градуса и микрошлифовкой 8 |
| Контрольная гонка | Компонент внутреннего привода | Нефть и газ | M50 Vim-Var IAW AMS 6491 | Шлифовка наружного диаметра шарико-винтовой передачи и протяжка внутреннего шлица |
| Зеркало в сборе | Газовый счетчик | Энергия | Медь OFHC | High Polish 4 Micro Finish |
| Поворотный шар | Военный самолет | Оборона | Нержавеющая сталь 316 | Приварка твердосплавного шарика к штоку из нержавеющей стали |
| Цилиндр в сборе | Проточный канал для ракеты-носителя | Спутниковый компонент | А286 Сплав | Глубокое сверление прерывистых поверхностей |
| Корпус Octopole | Ориентация луча | Исследования и разработки | Нержавеющая сталь AISI 304 | Выравнивание сборки 5 микрон или менее |
| Двухшнековый ротор | Смешивание | Пищевая промышленность | AISI 316/316L | Запрограммированная одновременная 5-осевая фрезерно-токарная обработка |
Если у вас есть сложные компоненты с жесткими допусками и высокими требованиями к точности, у Owens есть оборудование, знания и опыт для точного соответствия вашим требованиям, даже если это означает превышение возможностей нашей отрасли. Наш руководитель отдела токарных станков с ЧПУ работает с нами более 35 лет.
Наш руководитель отдела токарных станков с ЧПУ работает с нами более 35 лет.
Свяжитесь с нашими специалистами по токарной и токарной обработке с ЧПУ сегодня, чтобы узнать больше о нашем оборудовании и возможностях.
Оставить отзыв
Кто такой оператор токарного станка?
Когда дело доходит до оператора токарного станка, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 17,95 доллара в час? Это 37 328 долларов в год! Ожидается, что в период с 2018 по 2028 год карьера вырастет на 8% и создаст 83 800 рабочих мест в США9.0003
Чем занимается оператор токарного станка
Многие операторы токарных станков обладают определенными навыками для выполнения своих обязанностей. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны компьютерные навыки, ловкость и физическая сила.
Как стать оператором токарного станка
Если вы заинтересованы в том, чтобы стать оператором токарного станка, первое, на что следует обратить внимание, — это уровень образования, который вам необходим. Мы определили, что 13,8% операторов токарных станков имеют степень бакалавра. Что касается уровня высшего образования, то мы обнаружили, что 1,4% операторов токарных станков имеют степень магистра. Несмотря на то, что некоторые операторы токарных станков имеют высшее образование, им можно стать только со степенью средней школы или GED.
Мы определили, что 13,8% операторов токарных станков имеют степень бакалавра. Что касается уровня высшего образования, то мы обнаружили, что 1,4% операторов токарных станков имеют степень магистра. Несмотря на то, что некоторые операторы токарных станков имеют высшее образование, им можно стать только со степенью средней школы или GED.
Узнайте больше о том, как стать оператором токарного станка
Лучшие вакансии оператора токарного станка рядом с вами
Карьерный рост оператора токарного станка
По мере продвижения по карьерной лестнице вы можете начать брать на себя больше обязанностей или заметить, что вы взяли на себя на руководящую роль. Используя нашу карту карьеры, оператор токарного станка может определить свои карьерные цели посредством карьерного роста. Например, они могут начать с такой роли, как оператор числового программного управления, перейти к такой должности, как программист с числовым программным управлением, а затем, в конечном итоге, стать руководителем производства.
Оператор Machine Complort Complore Machinistramer Machine Computer Complore Machinistramercomer Rogrammer -Progrommering
.
Директор завода
11 лет
MachinisteRemansUperintendent
Менеджер по управлению качеством
7 лет
Machinistmancumpring Ingervicureproduction Supervisor
Supervisor контроля качества
Покажите больше
Top Careers до Lathe Machine Operator
Machine Rocyator Machine Royator.
Оператор ЧПУ (85 068 рабочих мест)
18,4 %
Машинист (15 448 рабочих мест)
Лучшие карьеры после оператора токарного станка
Machine Operator(96,834 Jobs)
17.1 %
Computer Numerical Controller Machinist(32,345 Jobs)
14.4 %
Numerical Control Operator(85,068 Jobs)
13.4 %
Recent Job Searches
Baptist Health South Florida Jobs
Location
Connor Group Jobs
Location
Pacific Office Automation Jobs
Location
Reladyne Jobs
Местоположение
Pinnacle Financial Jobs
Место
РЕГОС -БЕЛУТ.
 Верхние 10 процентов зарабатывают более 48 000 долларов в год, а нижние 10 процентов — менее 28 000 долларов в год.
Верхние 10 процентов зарабатывают более 48 000 долларов в год, а нижние 10 процентов — менее 28 000 долларов в год.Средняя заработная плата оператора токарного станка
37 328 долларов США Ежегодно
17,9 долларов США5 в час
28 000 долл. США
10 %
37 000 долл. США
Медиана
48 000 долл. США
90 %
Сколько я стою?
Lathe Machine Operator Education
Lathe Machine Operator Majors
Business
15.8 %
Computer Science
11.6 %
Electrical Engineering
Lathe Machine Operator Degrees
High School Diploma
48.3 %
Associate
15,2 %
Бакалавры
13,8 %
Раздел «Навыки» в вашем резюме может быть почти таким же важным, как и раздел «Опыт», поэтому вы хотите, чтобы он был точным описанием того, что вы можете сделать. К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать.
 Из всех резюме, которые мы просмотрели, 20,4% операторов токарных станков указали в своем резюме станки с ЧПУ, но также важны такие социальные навыки, как навыки работы с компьютером и ловкость.
Из всех резюме, которые мы просмотрели, 20,4% операторов токарных станков указали в своем резюме станки с ЧПУ, но также важны такие социальные навыки, как навыки работы с компьютером и ловкость.- ЧПУ, 20,4%
- Ручные инструменты, 16,5%
- Машины, 10,1%
- Okuma, 8,0%
- Fanuc, 6,3%
- Другие навыки, 38,7%
59
6.ship от 100029, 38,7%
59
6.ship от 100029. Шаблоны резюме оператора
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора токарного станка, а также дает экспертные советы. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора токарного станка на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Демографические данные операторов токарных станков
Гендерное распределение операторов токарных станков
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что: люди.
- Наиболее распространенной расой/этнической принадлежностью среди операторов токарных станков являются белые, что составляет 70,1% всех операторов токарных станков.
- Наиболее распространенным иностранным языком среди операторов токарных станков является испанский (70,0%).
Онлайн-курсы для операторов токарных станков, которые могут вам понравиться
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Введение в числовое программное управление
Компьютерное числовое управление (ЧПУ) Обработка — это процесс, посредством которого компьютеры контролируют машинные процессы в производстве. Типы управляемых машин включают токарные, фрезерные, фрезерные и шлифовальные станки – все они используются для производства изделий из металла и пластика. В этом курсе вы узнаете все тонкости обработки с ЧПУ; получение необходимых знаний для разработки и управления проектом на станке с ЧПУ.
