Работы на токарном станке: Работа на токарном станке или управление токарным станком
Содержание
тонкости самостоятельного вытачивания изделий на станке
Ручная отделка древесных пород всегда будет актуальна, даже в эпоху абсолютной автоматизации всех производственных процессов, ведь уникальную вещь в подавляющем большинстве случаев можно выполнить только вручную.
Азы токарных работ по дереву на станке могут пригодиться не только профессиональному плотнику, но и начинающим дизайнерам, строителям, да и просто желающим изучить это древнее мастерство.
- Описание токарного станка
- Принцип работы
- Отделка заготовки
- Методы работы на токарном станке
- Черновая обработка
- Проверяем размер
- Вытачивание листелей
- Декорирование детали
Работа на токарном станке по дереву, или, как иногда говорят, токарка, в общем-то, не составляет особого труда, но нужно научиться понимать, как бы ощущать обрабатываемое изделие. Именно тогда работа становится подлинным искусством, в котором человек обретает самовыражение, реализует творчество и развивает воображение.
Описание токарного станка
Токарный станок по дереву обладает одной ограничительной функцией: он способен лишь вращать заготовку из дерева. Столяр же способен из обычного куска дерева потихоньку вытачивать законченный предмет, к примеру:
- салатницы,
- коробочки,
- стойки перил,
- ножки для мебели,
- игрушки,
- корпус лампы,
- кубки,
- вазы.
В отличие от иных машин для обрабатывания дерева, использующихся только на тех или иных промежуточных этапах, токарный станок подходит для любых операций: от предварительной обработки до полировки. Необходимый инструмент — это желобчатые (в виде буквы «V» или цилиндрические) и плоские скребки, резцы, стамески всевозможных форм и размеров. Станок вертит заготовку, а рука мастера осуществляет контроль над движением резца. Исходя из того, какой предмет необходимо сделать, выделяют два варианта крепления заготовки.
В первом случае деревянная деталь крепится в горизонтальном положении между средоточиями передней и задней стенок. Второй метод учитывает то, что токарь по дереву крепит установку заготовки только лишь в передней «бабке» при помощи планшайбы или патрона. Если вы новенький в работе на данном станке, будет разумно приступать к работе через первый способ.
Второй метод учитывает то, что токарь по дереву крепит установку заготовки только лишь в передней «бабке» при помощи планшайбы или патрона. Если вы новенький в работе на данном станке, будет разумно приступать к работе через первый способ.
Токарный станок с электронной регулировкой (комплектация):
- выключатель «Пуск-Стоп»,
- станина,
- передн. и задн. бабки,
- переключатель скорости (с вариатором),
- шпиндель,
- поводковый центр,
- подручник (резцедержатель).
- центр задн. бабки,
- набор резцов.
Вариант комплектации:
- желобчатая стамеска,
- резец-майсель (2 мм),
- полукруглый резец,
- отрезной резец,
- скошенная стамеска (косяк),
- полукруглая стамеска — для отделки фасонной поверхности,
- желобчатая стамеска (рейер) — для черновой обработки.
Принцип работы
Все устройство станка укреплено на станине, которая сделана из алюминиевых, чугунных либо профильных балок или двух стальных брусьев. С одной стороны станины токарь по дереву размещает переднюю бабку, а внутри нее расположен электродвигатель (0,5−1,5 лошадиных силы). Он вращает шпиндель, имеющий конус Морзе, по необходимости вставляется поводковый центр (с одним острием и 2-мя, 3-мя или 4-мя ножами), планшайба или патрон. С противоположной стороны станка располагается задняя бабка, а ее центр поджимает заготовку, закрепляя ее в горизонтальном положении.
С одной стороны станины токарь по дереву размещает переднюю бабку, а внутри нее расположен электродвигатель (0,5−1,5 лошадиных силы). Он вращает шпиндель, имеющий конус Морзе, по необходимости вставляется поводковый центр (с одним острием и 2-мя, 3-мя или 4-мя ножами), планшайба или патрон. С противоположной стороны станка располагается задняя бабка, а ее центр поджимает заготовку, закрепляя ее в горизонтальном положении.
Подручник, поворачивающийся в любую сторону, располагается как можно ближе к болванке, направляет резец и поддерживает его.
На станках с ручной регулировкой частота (скорость) движения способна переключаться за счет рычага коробки передач, скорость которой от 450 до 2000 оборотов в минуту. В ней расположены шкивы с подшипниками.
В намного более сложных модификациях станков вместо коробки передач стоит электронный вариатор, дающий возможность мягко регулировать быстроту хода.
Отделка заготовки
Данный метод используется для обработки элементов цилиндрической формы разнообразной длины, зафиксированной между центрами задней и передней бабок.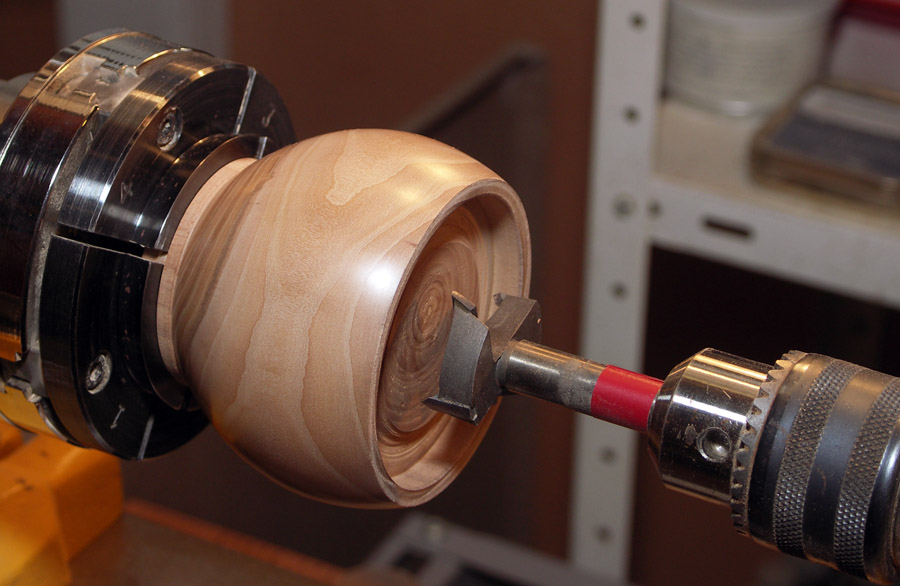 Соответственно, вы имеете возможность изготовить любые детали: от стоек перил и ножек стола до крохотных шахматных фигурок. В особенности у искусных мастеров получается изготовление и обтачивание бильярдных киев.
Соответственно, вы имеете возможность изготовить любые детали: от стоек перил и ножек стола до крохотных шахматных фигурок. В особенности у искусных мастеров получается изготовление и обтачивание бильярдных киев.
Первый этап работы состоит в определении расположения оси заготовки из дерева, чтобы зажать ее между центром задней бабки и поводковым центром.
Второй этап заключается в том, чтобы изготовить заготовку (из обрезки полена или бруска дерева квадратного сечения). Это может производиться в режиме 1000−1500 оборотов в минуту. В этом случае стружка должна сниматься справа налево посредством желобчатой вогнутой широкой стамески для предварительной обработки рейера. Если заготовка длинноватая, то черновая обработка осуществляется в несколько шагов; подручник при этом придвигается к детали по мере ее отделки, не меняя положения по высоте.
При точении деталей бывают инструменты различной формы для обработки фасонной поверхности:
- крючок,
- полукруглый резец,
- плоская стамеска,
- скошенная стамеска (или в народе — косяк),
- желобчатая стамеска и др.

В зависимости от разновидности применяемого инструмента и стадии рабочего процесса необходимо время от времени приближать подручник к заготовке. По окончании процесса, когда деталь будет уже готова, осуществляется финальная отделка:
- полирование,
- тонирование,
- шлифование,
- вощение и проч.
Последние штрихи происходят, когда подручник уже снят.
Методы работы на токарном станке
При помощи углового центроискателя прочертите простым карандашом с обеих сторон заготовки по 2−3 линии, средокрестие которых и станет центром торца.
Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
Поместите заготовку на поводковый центр, приблизьте заднюю бабку к противолежащему торцу и подожмите при ее помощи заготовку так, чтобы поводки оптимально врезались в углубления на торце, а после отстраните центр задней бабки. После этого заготовка сможет держаться самостоятельно.
Еще раз приблизьте центр задней бабки к заготовке для того, чтобы зафиксировать ее по оси центров. Если дерево мягкое, то сверните маховик задней бабки на ¼ оборота, если твердое, будет достаточно половины оборота. Заготовка должна быть зафиксирована таким образом, чтобы можно было без противодействия проворачивать ее рукой.
Приблизьте подручник как можно ближе к заготовке. Вращая ее рукой, удостоверьтесь, что она поворачивается без препятствий, ни за что не задевая. Опорная плоскость подручника при этом должна находиться приблизительно на 5 мм ниже точки вращения.
Черновая обработка
Точение по дереву на токарном станке предполагает черновую обработку. Для чернового обтачивания цилиндра при помощи рейера необходимо установить частоту (или скорость) вращения 1000, максимум 1500 оборотов в минуту. Чем более выверенной должна быть форма цилиндра, тем скорость должна быть установлена больше. Заготовки с незначительным припуском на обработку допускается протачивать с одного хода по всей длине, если припуск больше, то действовать нужно поступательно, двигаясь к шпинделю от задней бабки.
Начинайте работу постепенно, делая упор стержня резца на подручник и удерживая лезвие таким образом, чтобы пятка резца касалась дерева. После этого приподнимите ручку стамески, пока край острия не станет врезаться в дерево, убирая при этом ровненько и хорошо закручивающуюся стружку.
Ведите резец по направлению скручивания стружки так: рука, которая держит ручку, задает движение, а вторая только поддерживает лезвие, не допуская нажатия на него.
При осуществлении черновой обработки квадратного заготовочного материала аккуратно начинайте срезать углы стамеской, не очень налегая на нее. Дождитесь, пока заготовка шлифуется до цилиндрической формы наивысшего диаметра, передвигая по направлению к оси вращения по мере обтачивания припуска подручник.
Исходя из того, какую форму вы желаете сообщить детали, проведите простым карандашом базовые линии разметки вогнутых и выпуклых частей, поворачивая рукой заготовку. Размечайте ее таким образом, чтобы более широкие части детали каждый раз располагались с края передней бабки.
Приступайте к обтачиванию стамеской обоих краев заготовки. В опоре на подручник она должна входить в дерево плавно (без грубых движений), находясь перпендикулярно оси движения.
Проверяем размер
Систематически проводите проверку размера при помощи штангенциркуля. Профессиональные столяры, как правило, придавливают резец к бедру локтем, для того чтобы высвободить руку для замерного инструмента. Когда штангенциркуль начинает содрогаться, убавьте глубину стружки. Обточите таким образом в первую очередь максимальные диаметры, а после переходите к точению остальных деталей:
- плеч,
- шеек,
- торов,
- шаров и проч.
Чтобы выточить полутор, используйте желобчатую стамеску. Она пригодится для фасонной обработки поверхности. Держать ее нужно перпендикулярно оси. Режущую кромку «спускайте» с внешней стороны в глубину заготовки. Ручку станка нужно поднимать и немного поворачивать. Для того чтобы получился целый тор, следует совершить ту же манипуляцию с каждой из сторон.
Свод (шейка) вытачивается тем же резцом, что применялся для тора.
После завершения черновой отделки донышка в центре шейки проточите правую полушейку, только на этот раз проводя инструмент вверх снизу и вправо. Ни в коем случае не переводите резец в один прием с одной стороны шейки на вторую — их необходимо вытачивать по очереди.
Вытачивание листелей
Листели (мелкие ободки, часто оставляемые с каждой из сторон шейки) вытачиваются с применением мейсель-резца. У него не имеется задних углов на боковых гранях стержня, чем он и отличается от стамески, но вместо этого есть тонкая колея для вывода стружек.
Можно использовать в работе прием «галтель»: это мягкий переход от одной поверхности ко второй. По сути, это комбинация шейки и тора. В связи с этим сначала затачивайте шейку, а после этого тор, который примыкает к ней.
Поместите клин между крышкой и коробочкой и, немного стукнув киянкой, затем снимите ее. При помощи сверла, прикрепленного в задней бабке, просверлите в заготовке отверстие, которое впоследствии задаст глубину. Скребок или иной режущий инструмент придерживайте по оси вращения, приподнимая ручку, до тех пор пока не обнаружите наилучший угол резки. Скребком можно манипулировать, перемещая его к краю заготовки от центра или наоборот. Периодически нужно проверять глубину. Когда внутренность будет выточена, выровняйте посадочное отверстие для покрышки мелкозерненой шкуркой, а после этого можно приступать к сражению коробочки при помощи мейсель-резки.
Скребок или иной режущий инструмент придерживайте по оси вращения, приподнимая ручку, до тех пор пока не обнаружите наилучший угол резки. Скребком можно манипулировать, перемещая его к краю заготовки от центра или наоборот. Периодически нужно проверять глубину. Когда внутренность будет выточена, выровняйте посадочное отверстие для покрышки мелкозерненой шкуркой, а после этого можно приступать к сражению коробочки при помощи мейсель-резки.
Декорирование детали
Деталь, зафиксированную с двух сторон, никогда не срезают полностью. Выточите ее с двух краев колеи, сохраняя перемычки небольшого диаметра, и, предварительно остановив станок, отсоедините концы ножовкой.
Для завершения отделки детали уберите резцедержатель и снизу подвергните обработке деталь мелкой шкуркой (зернистость М16-M63). Во время работы шкурку следует поворачивать крест-накрест во избежание круговых царапин.
Для красивого внешнего вида изделия на токарном станке по дереву можно во время вращения натереть ее кусочком воска или парафина, а после отполировать пробковым материалом или плотной тканью.
Правила безопасности на токарном станке
Защитные приспособления для токарного станка, средства индивидуальной защиты оператора и обучение в компании снижают риски. Токарные станки не должны эксплуатироваться без надлежащих приспособлений для обеспечения безопасности. (Примечание: эта статья основана на вебинаре «Мини-вебинар« Основы защиты»: токарные станки и шлифовальные станки», представленном компанией Rockford Systems LLC. Вебинар является частью непрерывной образовательной программы, доступной для участников отрасли бесплатно.)
Менее 50% промышленных машин должным образом защищены. Печальный результат — тысячи зарегистрированных ампутаций, рваных ран, раздробленных травм и ссадин, а также сотни несчастных случаев, каждый год приводящих к смерти. Количество движущихся частей и движений, участвующих в производстве деталей на токарных и шлифовальных станках, а также близость операторов во время настройки и эксплуатации могут создавать особенно опасные ситуации.
Опасности для оператора и других сотрудников в зоне токарного станка возникают из-за самой природы процесса токарной обработки; многочисленные вращающиеся части могут создавать опасные области, затягивающие одежду, волосы или пальцы; стружка и детали могут вылететь во время производства, подвергая опасности зрение и создавая опасность нахождения вокруг машины; и охлаждающая жидкость может разливаться на пол, вызывая опасность скольжения. Чтобы обеспечить безопасную рабочую среду, компании необходимо постоянно соблюдать правила безопасности на токарном станке, касающиеся надлежащей защиты оборудования и средств индивидуальной защиты.
Все сотрудники должны быть осведомлены о требованиях безопасности при работе на металлообрабатывающих станках и проходить регулярные инструктажи предусмотренные правилами, процедуры безопасности должны всегда соблюдаться. Знаки опасности и меры предосторожности, расположенные на станках в нужных местах, могут помочь избежать опасностей.
Оператору станка необходимо знать и соблюдать правила безопасности на токарном станке. Все виды работ, в которых оператор взаимодействует с механизмами требуют повышенной осторожности и четкого соблюдения техники безопасности на токарном станке.
Выполняя следующие требования, оператор токарного станка обезопасит себя и других сотрудников:
- 1) только имея соответствующий допуск к станкам, токарь должен выполнять токарные работы;
- 2) сначала токарь должен убедиться что включение токарного станка никому не навредит и что рабочее место не захламлено заготовками, стружкой, и посторонними деталями;
- 3) надеть и застегнуть все пуговицы на спецодежде, спрятать длинные волосы;
- 4) убедиться что все ручки управления находятся в нейтральном положении, провести проверку токарного станка на возможные неисправности;
- 5) стружку с токарного станка убирать только специальным приспособлением при отключенном двигателе.
 Все необходимые принадлежности приготовить, не класть инструмент на станок;
Все необходимые принадлежности приготовить, не класть инструмент на станок; - 6) токарная обработка подразумевает высокую точность, в связи с этим оператору токарного станка запрещено отвлекаться во время работы;
- 7) оператору запрещается опираться на токарный станок;
- 8) обязательно использовать защитые очки при работе с материалом, так как происходит образование стружки;
- 9) запрещается оставлять без контроля токарный станок в работе даже на короткое время;
- 10) запрещено останавливать станок рукой, а так же производить замеры заготовки, менять инструмент при работающем движке;
- 11) запрещено прикасаться рукой к стружке или обрабатываемой заготовке, так как есть вероятность получения травм и ожогов.
После окончания работы необходимо:
- отключить токарный станок;
- навести порядок на рабочем месте, сложить инструменты в специально отведенное место;
- очистить рабочее место оператора от стружки;
- при наличии неисправностей, сообщить об этом мастеру.

Как выбрать и использовать рабочий упор для вашего токарного станка
Посмотрите это ознакомительное видео о рабочих упорах токарного станка. Технический эксперт Курт Репшер расскажет вам, как правильно выбрать рабочий упор для вашего приложения, плюсы и минусы различных токарных упоров и многое другое! Подпишитесь на наш канал на YouTube и будьте первыми, кто увидит больше крутых обучающих видео, подобных этому!
Зачем использовать рабочий стоп?
Остановка работы позволяет повысить производительность несколькими способами. В частности, рабочая остановка обеспечивает быстрое и точное позиционирование, что экономит время, когда вы удаляете заготовку и повторяете то же приложение на другой. Эта воспроизводимость позволяет быстро настроить и согласовать между каждой частью. Это быстрое и точное позиционирование также приносит пользу, если вы работаете с одной заготовкой, которая требует, чтобы вы время от времени снимали ее, чтобы выполнить измерения или обработать заготовку в другом месте. Рабочая остановка гарантирует, что заготовка будет возвращена в одно и то же положение независимо от того, сколько раз вы снимаете ее со станка для регулировки. Кроме того, рабочий упор предотвращает соскальзывание заготовки в патрон или цангу.
Это быстрое и точное позиционирование также приносит пользу, если вы работаете с одной заготовкой, которая требует, чтобы вы время от времени снимали ее, чтобы выполнить измерения или обработать заготовку в другом месте. Рабочая остановка гарантирует, что заготовка будет возвращена в одно и то же положение независимо от того, сколько раз вы снимаете ее со станка для регулировки. Кроме того, рабочий упор предотвращает соскальзывание заготовки в патрон или цангу.
Какие работы прекращаются, когда?
Существует множество рабочих упоров, каждый из которых предназначен для определенной цели и предназначен для использования с определенными компонентами вашего токарного станка.
Стопоры патрона
Стопоры патрона предназначены для размещения более коротких деталей за пределами кулачков патрона, чтобы обеспечить зазор для торцевания. Центрирующая заглушка используется для удержания устройства по центру внутреннего диаметра патрона. Сильные неодимовые магниты фиксируют упоры патрона на лицевой стороне патрона. Комплект упоров патрона Edge Technology включает в себя (10) наборов параллельных стержней разной высоты для достижения необходимого расстояния, (1) крестовину патрона с неодимовыми магнитами и (6) центрирующие заглушки разных размеров, все из которых обеспечивают универсальный диапазон использования и совместимости. с различными 3-х кулачковыми патронами размером 6 дюймов и более. Упоры патрона OTMT и наборы упоров патрона также доступны в качестве сопоставимого варианта по более умеренной цене.
Комплект упоров патрона Edge Technology включает в себя (10) наборов параллельных стержней разной высоты для достижения необходимого расстояния, (1) крестовину патрона с неодимовыми магнитами и (6) центрирующие заглушки разных размеров, все из которых обеспечивают универсальный диапазон использования и совместимости. с различными 3-х кулачковыми патронами размером 6 дюймов и более. Упоры патрона OTMT и наборы упоров патрона также доступны в качестве сопоставимого варианта по более умеренной цене.
СТОПОР ЦАНГА 5C
Стопор цангового зажима 5C необходим для обработки нескольких деталей небольших токарных станков. Цанговый упор 5C предназначен для обеспечения постоянной установочной поверхности, чтобы гарантировать, что каждая деталь индексируется на одинаковую глубину. Расположение стопорного стержня легко регулируется, и он подходит для любой цанги размера 5C. Нашим наиболее экономичным вариантом является цанговый упор TTC 5C, в то время как набор цанговых упоров 5C от Edge Technology также является популярным вариантом, который включает в себя (6) стопорных стержней из закаленной стали (1/16″, 1/8″, 3/16″, 1/2).![]() 4 дюйма, 3/8 дюйма, 3/4 дюйма, подходит для цанг любого размера.
4 дюйма, 3/8 дюйма, 3/4 дюйма, подходит для цанг любого размера.
Хотите узнать больше об обработке алюминия?
Мы считаем, что правильный инструмент решает все! Загрузите наше руководство по обработке алюминия и убедитесь, что у вас есть информация, необходимая для выбора правильного инструмента для обработки алюминия каждый раз!
По номеру , загрузив руководство по обработке алюминия, вы также найдете информацию о:
- Подложки, покрытия и последующая обработка
- Форма и геометрия пластины
- Устранение неполадок при сбое вставки
- Плюсы и минусы твердосплавного инструмента по сравнению со сменными инструментами
- Углы фрезерования
WC Токарный завод Werks — Home
Свяжитесь со мной: [email protected]
Срочный вариант, если он вам нужен в качестве праздничного подарка в этом году! Я работаю один и делаю все с нуля. С середины 2020 года у меня был гигантский всплеск работы, и с тех пор мое производственное время стало больше, чем обычно. Я меняю свои методы, чтобы стать более эффективными, и каждый день делаю партии одинаковых деталей вместо того, чтобы делать кучу разных предметов каждый день. Это позволяет мне создавать больше элементов в год, но увеличивает время ожидания для некоторых элементов. Качество, конечно же, будет на высоте. Варианты производства на моем веб-сайте в настоящее время занимают немного больше времени, чем обычно. Добавьте около 1 недели времени к любому заданному варианту, пока я не наверстаю упущенное. Я по-прежнему могу выполнять специальные срочные запросы на подарки на день рождения, обручальные кольца и т. д. Просто напишите мне, если у вас есть конкретная дата выполнения.
С середины 2020 года у меня был гигантский всплеск работы, и с тех пор мое производственное время стало больше, чем обычно. Я меняю свои методы, чтобы стать более эффективными, и каждый день делаю партии одинаковых деталей вместо того, чтобы делать кучу разных предметов каждый день. Это позволяет мне создавать больше элементов в год, но увеличивает время ожидания для некоторых элементов. Качество, конечно же, будет на высоте. Варианты производства на моем веб-сайте в настоящее время занимают немного больше времени, чем обычно. Добавьте около 1 недели времени к любому заданному варианту, пока я не наверстаю упущенное. Я по-прежнему могу выполнять специальные срочные запросы на подарки на день рождения, обручальные кольца и т. д. Просто напишите мне, если у вас есть конкретная дата выполнения.
ИНДИВИДУАЛЬНЫЕ ЗАКАЗЫ: Если вы не видите свой автомобиль или конкретный продукт в списке, напишите мне и запросите расценки. Я могу довольно легко сделать заказную работу, так как я делаю эти детали вручную.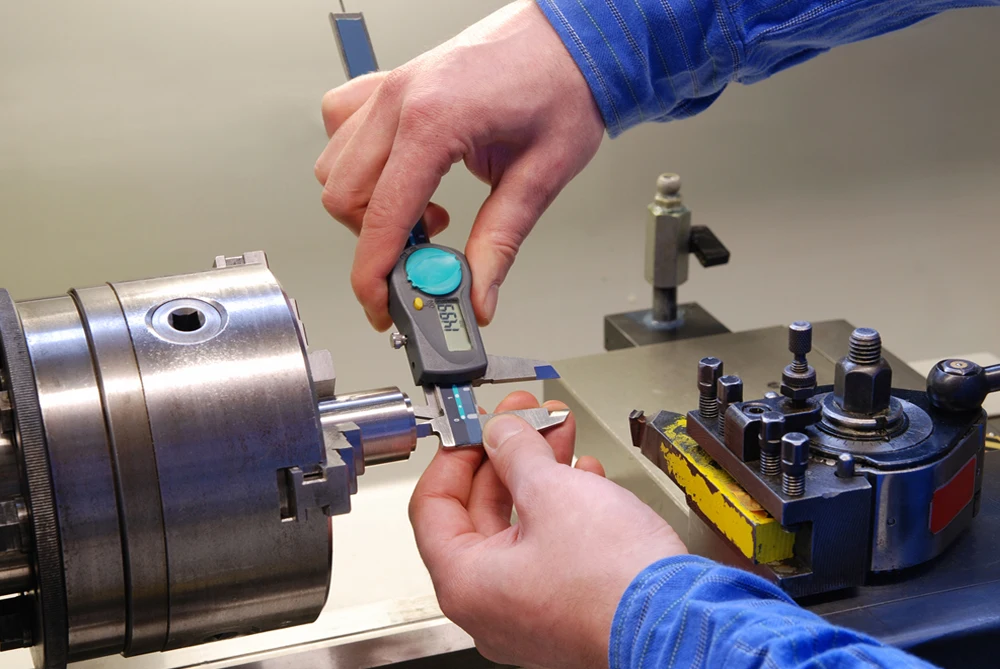
Условия и условия
Продукты и услуги:
— Инженерная инженер инженерный опыт)
— Изготавливаемые вручную автомобильные аксессуары: ручки переключения передач, удлинители переключателей, аксессуары для салона, аксессуары для двигателя
— Изготавливаемые вручную титановые кольца и обручальные кольца
— Авторизованный Kartboy дистрибьютор продукции
— Авторизованный Turn In Concepts дистрибьютор продукции
— Авторизованный Amsoil дистрибьютор продукции
— Работа с прецизионными станками, работа с прототипами, работа с низким/средним производством
— Лазерная гравюрская работа, на различных материалах, включая металлы, дерево, кожа и пластмассы (без ПВХ или акриловых)
История компании:
МОЕ МОЕ ДИСТОР — ХРИСТОПЕР МАТТЕССИЧ. Я основатель и владелец WC Lathe Werks. Я единственный сотрудник.
Я основатель и владелец WC Lathe Werks. Я единственный сотрудник.
Я научился умирающему искусству ручной работы на станках у своего деда Вернера, который с 2006 года стал мастером-инструментальщиком. На протяжении многих лет я сочетал знание работы по металлу со страстью к автомобилям и создал множество уникальных деталей для своего клиенты. С тех пор я проектирую, создаю, тестирую и совершенствую свою линейку продуктов, чтобы охватить множество автомобилей. Мой последний проект — это создание обручального кольца и линейки колец, а также идея волчка (как волчок в начале фильма).
Отличие от продукции WC Lathe Werks можно увидеть в качестве и настройке. В отличие от других производителей аналогичной продукции, я не занимаюсь серийным производством одного предмета или набора предметов. Я также не плачу кому-либо за изготовление этих предметов для продажи (за исключением некоторых сложных изделий из листового металла, вырезаемых лазером). Вместо этого я предлагаю вам широкий спектр предметов, которые вы можете настроить разными способами.
