Расчет сварочного тока: Расчет силы тока при сварке
Содержание
Расчет силы тока при сварке
05.02
2020
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.


Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве.
 Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы. - При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
1,6 | 1. | 25… 50 |
2 | 2… 3 | 40… 80 |
2,5 | 2… 3 | 60… 100 |
3 | 3… 4 | 80… 160 |
4 | 4… 6 | 120… 200 |
5 | 6… 8 | 180… 250 |
5… 6 | 10… 24 | 220… 320 |
6… 8 | 30… 60 | 300… 400 |
 .. 2
.. 2Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм | Пространственное положение | ||
Нижнее | Вертикальное | Потолочное и полупотолочное | |
3 | 100… 130 А | 100… 130 А | 90… 110 А |
4 | 170… 220 А | 160… 180 А | 150… 180 А |
5 | 210… 250 А | 180… 200 А | Сварка не выполняется |
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение
Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
5
(6.5 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.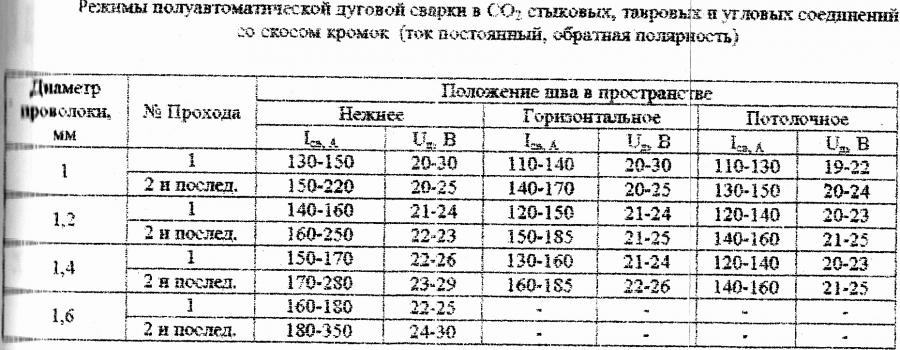
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Показать еще
Расчет величины сварочного тока.
Силу
тока можно найти по формулам:
J
= (40 — 50) dэ при dэ = 4 — 6 мм;
J
= (20 + 6dэ) ⋅
dэ
при
dэ
< 4 и
dэ
> 6 мм,
где
J — сварочный ток, А
dэ
— диаметр электрода, мм.
Длина
дуги при РДС зависит от марки электрода
и устанавливается
сварщиком
в пределах 3-5 мм. Ориентировочно
Lд=0,52(Dэл+2)
, (d,)мм
Напряжение
дуги
Uд
= a + в*Lд
где
а — падение напряжения в приэлектродных
областях:
у
катода до 25, у анода до 5 В;
в
— падение напряжения в дуге, в=(1-5) В/мм.
Можно
принять а = 20 В, в = 3 В/мм.
Расчёт
количества требуемых для сварки
электродов.
Для
определения количества требуемых для
сварки электродов необходимо рассчитать
суммарную массу наплавленного в сварные
швы металла, в различных типах швов
(стыкового. нахлесточного, углового,
таврового) по формуле:
где
Fш
– площадь поперечного сечения
соответствующего вида шва, см2;
Lш
– длина соответствующего вида шва,
см;
γ
– плотность стали, γ
= 7,85
где
— коэффициент усиления шва,
= 1,15
Fр
– площадь поперечного сечения разделки
сварного соединения, см2;
Для
таврового шва Т1
площадь стыка сварного соединения
где
К1 – катет шва.
Для
таврового шва Т3
где
К — катет шва;
g
– усиление шва.-
Для
нахлесточного шва Н1
Для
углового шва У4
Для
стыкового шва
где
S
–толщина свариваемого металла.
Расчет
суммы потерь электродного металла
Количество
расплавленного электродного металла
больше чем наплавленного в сварной шов
металла, так как часть металла теряется
при его разбрызгивании и угаре. Потери
на угар и разбрызгивание выражаются
коэффициентом
.
При ручной дуговой сварке на постоянном
токе
.
Потери
на огарки выражаются коэффициентом
,
при этом длина огарка допускается не
более 5си, тогда
где
Lог
– длина огарка;
Lэл
– длина электрода.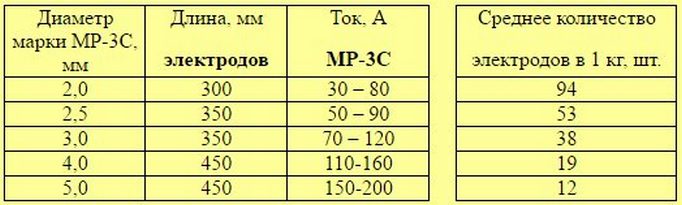
Тогда
сумма потерь электродного металла:
Расчет
массы электродов для выполнения сварного
соединения
Масса
стержня одногоэлектрода
Количество
электродов, требуемых на выполнение
изделия
Расчет
времени сварки
Машинное
время сварки
где
—
коэффициент наплавки;
Вспомогательное
время сварки
Полное
время сварки
Выбор
источника питания ручной дуговой сварки.
Расчет
скорости сварки
При
выборе источника питания необходимо
руководствоваться требованиями
технологического процесса: способом и
режимом дуговой сварки, свойствами
свариваемого металла, условиями сварочных
работ.
После
выбора способа сварки необходимо выбрать
род тока (если, конечно, данный способ
сварки позволяет выполнять сварку, как
на постоянном, так и на переменном токе),
а также требуемую форму ВВАХ источника
питания. Ниже в таблице представлены
данные для выбора рода тока и формы ВВАХ
источника питания в зависимости от
способа дуговой сварки.
Способ | Постоянный | Переменный | |
Падающая | Жесткая | Падающая | |
Сварка ТИГ Сварка ММА МИГ/МАГ Импульсно-дуговая Сварка
|
Да
Да Возможна Специальная Да
|
Нет
Нет Да Специальная Да
|
Да
Да Нет Нет На эксперимента |
Сварочные
источники питания выпускаются для
разных диапазонов сварочного тока.
Следует выбирать источник питания,
номинальный ток которого близок к
требуемому току сварки. Источник питания
со слишком высоким номинальным током
будет использоваться не эффективно. Он
также будет потреблять значительную
энергию при работе на холостом ходу.
Сварочные источники питания также
рассчитываются на разные режимы работы
(непрерывный или повторно-кратковременный).
Повторно-кратковременный
режим оценивается относительной
продолжительностью работы (ПР; иногда
обозначается ПН – Период Нагрузки):
ПР | = | время | · |
время |
Длительность
всего цикла работы (сварки и паузы) для
источников, предназначенных для ручной
дуговой сварки, принята равной 5 мин (в
странах СНГ). Например, если ПР = 20%, то
Например, если ПР = 20%, то
это означает, что после 1 минуты сварки
на номинальном токе необходимо, чтобы
источник остывал не менее чем 4 минуты.
В противном случае он может перегреться
и выйти из строя.
Внимание!
В Европе длительность цикла работы
принята равной 5 мин
Например, если
номинальный ток 300 А при ПР = 40%, а сварка
выполняется на токе 200 А, то реальное
значение ПР будет:
Новое | = | (300)2 | · | = |
(200)2 |
То
есть, данным источником питания можно
выполнять сварку током 200 А практически
непрерывно.
При
выборе источника питания необходимо
учитывать и параметры силовой сети
(одно- или трехфазная), к которой
предполагается подключить источник
питания. На табличке с техническими
данными источника питания обычно
указываются: требования к сети питания,
номинальный ток сварки, напряжение
холостого хода, форма ВВАХ, ПР (ПН) и
другие технические сведения об источнике
питания.
Расчет
скорости сварки
где
—
длина всех сварных швов.
Расход
электроэнергии на выполнение сварочных
работ
где
– напряжение
на дуге
Мощность
холостого хода
Вариант
1
№ | Марка | Размеры | |||
А | В | | |||
1 | 17ГСБ | 50 | 4 | 5 | |
2 | 12ХМ | 70 | 5 | 7 | |
3 | 08 | 80 | 6 | 10 | |
4 | 15Г | 100 | 6 | 12 | |
5 | 15ХМ | 120 | 8 | 15 | |
Вариант
2
№ | Марка | Размеры | ||||
А | В | К | 1 | 2 | ||
6 | 15Г | 1500 | 2000 | 6 | 8 | 15 |
7 | 15Х5 | 1800 | 2500 | 8 | 10 | 20 |
8 | 10ХСНД | 2000 | 2500 | 8 | 12 | 20 |
9 | Ст4 | 2200 | 2800 | 8 | 12 | 20 |
10 | 08 | 2200 | 2500 | 8 | 10 | 20 |
Вариант
3
№ | Марка | Размеры | |||
А | Б | 1 | 2 | ||
11 | 10 | 800 | 300 | 8 | 10 |
12 | 15 | 1000 | 400 | 10 | 12 |
13 | 20 | 1200 | 500 | 10 | 12 |
14 | 25 | 850 | 350 | 8 | 10 |
15 | 15Г | 700 | 250 | 6 | 5 |
Вариант4
№ | Марка | Размеры | |
А | Б | ||
16 | 10 | 800 | 10 |
17 | 20 | 1200 | 10 |
18 | Ст3 | 3000 | 18 |
19 | Ст1 | 6000 | 20 |
20 | Ст3 | 2000 | 15 |
Вариант
5
№ | Марка | Размеры | ||
21 | 20ХГСА | А | Б | К |
22 | 15ХА | 200 | 8 | 6 |
23 | 25 | 300 | 8 | 6 |
24 | 10 | 350 | 9 | 7 |
25 | Ст4 | 400 | 10 | 8 |
26 | Ст2 | 500 | 10 | 8 |
Вариант
6
№ | Марка | Размеры | |
А | Б | ||
27 | Ст1 | 300 | 150 |
28 | 08 | 350 | 170 |
29 | 30 | 400 | 200 |
30 | 35 | 450 | 200 |
31 | 20Г | 250 | 180 |
Вариант
7
№ | Марка | Размеры | ||||
А | Б | В | 1 | 2 | ||
32 | 20Х | 220 | 600 | 150 | 6 | 4 |
33 | 20Г | 250 | 800 | 200 | 6 | 5 |
34 | 15ХМ | 180 | 600 | 300 | 5 | 4 |
35 | Ст3 | 150 | 550 | 200 | 5 | 4 |
36 | Ст4 | 200 | 700 | 250 | 6 | 4 |
ПРАКТИЧЕСКАЯ РАБОТА №1 Расчет сварочного тока
Материал опубликовал
6
#ФГОС #Учебно-дидактические материалы #Задача / упражнение / практикум #Директор/Завуч/начальник #Методист #Учитель-предметник #Среднее профессиональное образование
Нажмите, чтобы скачать публикацию
в формате MS WORD (*. DOC)
DOC)
Размер файла: 23.13 Кбайт
ПРАКТИЧЕСКАЯ РАБОТА №1
Расчет сварочного тока
при выполнении сварочных швов в различных пространственных положениях
Вариант 1
Задание№1 Для сварки двух пластин толщиной 3мм (материал сталь 20) подобрать диаметр электрода и рассчитать силу тока. Сварка выполняется в вертикальном положении. Задание №2 (Ситуационная задача) Вам необходимо сварить тонколистовой металл. Обоснуйте выбор полярности тока. |
Указание к работе
1. Внимательно прочитайте задание
2. Запишите толщину металла из условия задачи
S=
3. Подберите диаметр электрода (воспользуйтесь справочным материалом, смотрите таблицу «Выбор электрода в зависимости от толщины металла»)
Подберите диаметр электрода (воспользуйтесь справочным материалом, смотрите таблицу «Выбор электрода в зависимости от толщины металла»)
d=
4. Подберите коэффициент для расчета силы тока (воспользуйтесь справочным материалом, смотрите таблицу «Зависимость коэффициента (К) от диаметра электрода»)
К=
5. Рассчитайте силу тока при сварке в нижнем положении
Iсв=Kdэл |
6. Рассчитайте сварочный ток в соответствующем пространственном положении
7. По результатам расчета заполните таблицу:
Пространственное положение | Сварочный ток Iсв |
Нижнее положение | |
Вертикальное положение |
8. Решите ситуационную задачу. Ответ представьте в свободной форме.
Решите ситуационную задачу. Ответ представьте в свободной форме.
9. Сравните свое решение с эталоном
10. Оцените свою работу по критериям
ПРАКТИЧЕСКАЯ РАБОТА №1 Расчет сварочного тока при выполнении сварочных швов в различных пространственных положениях Вариант 2
Указание к работе 1. Внимательно прочитайте задание 2. Запишите толщину металла из условия задачи S= 3. Подберите диаметр электрода (воспользуйтесь справочным материалом, смотрите таблицу «Выбор электрода в зависимости от толщины металла») d= 4. Подберите коэффициент для расчета силы тока (воспользуйтесь справочным материалом, смотрите таблицу «Зависимость коэффициента (К) от диаметра электрода») К= 5.
6. Рассчитайте сварочный ток в соответствующем пространственном положении 7. По результатам расчета заполните таблицу:
8. Решите ситуационную задачу. 9. Сравните свое решение с эталоном 10. Оцените свою работу по критериям
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Сварка выполняется в горизонтальном положении.
Сварка выполняется в горизонтальном положении. Ответ представьте в свободной форме.
Ответ представьте в свободной форме.ПРАКТИЧЕСКАЯ РАБОТА №1
Расчет сварочного тока
при выполнении сварочных швов в различных пространственных положениях
Вариант 3
Задание№1 Для сварки двух пластин толщиной 5мм (материал БСт2кп) подобрать диаметр электрода и рассчитать силу тока. Задание №2 (Ситуационная задача) Вы свариваете 2 пластины, шов получается неровный, пористый, брызги на основном металле. Ваши действия для получения качественного сварного шва при дальнейшей сварке. Обоснуйте причины некачественного шва. |
 Сварка выполняется в потолочном положении.
Сварка выполняется в потолочном положении.Указание к работе
1. Внимательно прочитайте задание
2. Запишите толщину металла из условия задачи
S=
3. Подберите диаметр электрода (воспользуйтесь справочным материалом, смотрите таблицу «Выбор электрода в зависимости от толщины металла»)
d=
4. Подберите коэффициент для расчета силы тока (воспользуйтесь справочным материалом, смотрите таблицу «Зависимость коэффициента (К) от диаметра электрода»)
К=
5. Рассчитайте силу тока при сварке в нижнем положении
Рассчитайте силу тока при сварке в нижнем положении
Iсв=Kdэл |
6. Рассчитайте сварочный ток в соответствующем пространственном положении
7. По результатам расчета заполните таблицу:
Пространственное положение | Сварочный ток Iсв |
Нижнее положение | |
Потолочное положение |
8. Решите ситуационную задачу. Ответ представьте в свободной форме.
9. Сравните свое решение с эталоном
10. Оцените свою работу по критериям
№ п/п | Задание | Возможное количество баллов | Набранное количество баллов |
1. | Тест | 1-2 | |
2. | Задание 1 | 1-5 | |
3. | Задание 2 | 1-3 | |
Итого | 1-10 | ||

ПРАКТИЧЕСКАЯ РАБОТА №1
Расчет сварочного тока
при выполнении сварочных швов в различных пространственных положениях
Вариант 4
Задание№1 Для сварки двух пластин толщиной 6мм (материал сталь 20) подобрать диаметр электрода и рассчитать силу тока. Сварка выполняется в вертикальном положении. Задание №2 (Ситуационная задача) При осмотре источника питания вы обнаружили отсутствие заземления. Ваши дальнейшие действия. |

Указание к работе
1. Внимательно прочитайте задание
2. Запишите толщину металла из условия задачи
S=
3. Подберите диаметр электрода (воспользуйтесь справочным материалом, смотрите таблицу «Выбор электрода в зависимости от толщины металла»)
d=
4. Подберите коэффициент для расчета силы тока (воспользуйтесь справочным материалом, смотрите таблицу «Зависимость коэффициента (К) от диаметра электрода»)
К=
5. Рассчитайте силу тока при сварке в нижнем положении
Iсв=Kdэл |
6. Рассчитайте сварочный ток в соответствующем пространственном положении
Рассчитайте сварочный ток в соответствующем пространственном положении
7. По результатам расчета заполните таблицу:
Пространственное положение | Сварочный ток Iсв |
Нижнее положение | |
Вертикальное положение |
8. Решите ситуационную задачу. Ответ представьте в свободной форме.
9. Сравните свое решение с эталоном
10. Оцените свою работу по критериям
№ п/п | Задание | Возможное количество баллов | Набранное количество баллов |
1. | Тест | 1-2 | |
2. | Задание 1 | 1-5 | |
3. | Задание 2 | 1-3 | |
Итого | 1-10 | ||

Опубликовано
Чтобы написать комментарий необходимо авторизоваться.
Калькулятор теплопотребления
- ДОМ
- О
- ИНСТРУМЕНТЫ/КАЛКУЛЯТОРЫ
- ЗНАНИЯ ПО СВАРКЕ
- КОНТАКТЫ
КАЛЬКУЛЯТОРЫ ТЕПЛОПОДАЧИ
Здесь представлен быстрый калькулятор с использованием параметров сварки. См. ниже расчеты, стоящие за ним, и загружаемый лист Excel. (Таблица Excel не отображала столбцы должным образом после последнего обновления — вы можете загрузить ее снова, если у вас возникли трудности.)
См. ниже расчеты, стоящие за ним, и загружаемый лист Excel. (Таблица Excel не отображала столбцы должным образом после последнего обновления — вы можете загрузить ее снова, если у вас возникли трудности.)
(Введите параметры сварки, а затем нажмите «Рассчитать HI».)
| Ток (ампер): | |
| Напряжение (вольт): | |
| Скорость перемещения (мм/мин или дюйм/мин): | |
| Тепловой КПД (1 для ASME или см. ниже EN ISO 1011-1): | |
| Подводимая теплота (кДж/мм или кДж/дюйм): | |
Количество энергии, подводимой к сварному шву в процессе дуговой сварки, «подвод тепла» является критическим параметром, который необходимо контролировать для обеспечения стабильного качества сварки. Существует несколько способов расчета энергии, вкладываемой в сварку. Наиболее распространенный подход к расчету тепла для сварки без контроля формы волны заключается в использовании сварочного тока, напряжения и скорости перемещения. Американская система для этого приведена в ASME IX и различных стандартах AWS, а европейская система приведена в EN ISO 1011-1 и PD ISO/TR 1849.1.
Наиболее распространенный подход к расчету тепла для сварки без контроля формы волны заключается в использовании сварочного тока, напряжения и скорости перемещения. Американская система для этого приведена в ASME IX и различных стандартах AWS, а европейская система приведена в EN ISO 1011-1 и PD ISO/TR 1849.1.
В обоих расчетах энергия, вложенная в сварной шов, называется «погонной энергией», но европейская система расчета погонной энергии отличается от американской дополнительным параметром «термическая эффективность/эффективность процесса/эффективность дуги». Обратите внимание, что в более раннем стандарте BS 5135 подводимое тепло называлось «энергией дуги» и не обязательно включало эффективность процесса. Вы также можете услышать, что тепловложение ASME IX называется энергией дуги в европейской системе. Убедитесь, что все стороны согласны с определением (и расчетом!)
Два расчета:
| RU Тепловложение = | Напряжение дуги * Ток дуги * Тепловой КПД |
| Скорость движения |
| Тепловая мощность ASME/AWS = | Напряжение дуги * Ток дуги |
| Скорость движения |
Подводимая теплота обычно указывается в кДж/мм, поэтому необходимо преобразовать значения в стандартные единицы, а именно: ток (ампер), напряжение (вольт), скорость перемещения (мм/с) и тепловой КПД (без единиц). Эти единицы дают значение подводимой теплоты в единицах Дж/мм, поэтому деление значения на 1000 даст его в единицах кДж/мм.
Эти единицы дают значение подводимой теплоты в единицах Дж/мм, поэтому деление значения на 1000 даст его в единицах кДж/мм.
Другими возможными аспектами расчета являются использование скорости перемещения в мм/мин, что требует умножения результата на 60 (уже включено в калькулятор выше) или дюймов/мин, что снова требует 60-кратного коэффициента умножения и дает результат тепловложения. кДж/дюйм.
Значения теплового КПД для различных процессов приведены в таблице ниже:
| Сварочный процесс | Тепловая эффективность |
| Вольфрамовый инертный газ (TIG)/газовая вольфрамовая дуга (GTAW) | 0,6 |
| Плазменная дуга (PAW) | 0,6 |
| Металлический инертный/активный газ (MIG/MAG)/газовая металлическая дуга (GMAW) | 0,8 |
| Порошковая сердцевина (FCAW)/металлическая сердцевина (MCAW) | 0,8 |
| Ручная металлическая дуга (MMA)/экранированная металлическая дуга (SMAW) | 0,8 |
| Затопленная дуга (SAW) | 1,0 |
Этот метод подходит для расчета подводимого тепла при простой сварке постоянным током, включая MIG с переносом погружения и ручную дуговую сварку металлическим электродом. Он также может подходить для сварки переменным током, когда сварочный ток в обоих направлениях уравновешен. Однако при сварке с «управлением формой волны», в которой используются быстро меняющиеся мощности, фазовые сдвиги и синергетические изменения, может случиться так, что приведенные выше расчеты неправильно отражают подводимое тепло. Сварка с контролируемой формой волны включает все процессы импульсной сварки, включая синергетическую.
Он также может подходить для сварки переменным током, когда сварочный ток в обоих направлениях уравновешен. Однако при сварке с «управлением формой волны», в которой используются быстро меняющиеся мощности, фазовые сдвиги и синергетические изменения, может случиться так, что приведенные выше расчеты неправильно отражают подводимое тепло. Сварка с контролируемой формой волны включает все процессы импульсной сварки, включая синергетическую.
Один из методов, который используется в этих случаях, заключается в вычислении средних или взвешенных по времени значений для различных параметров, например. для импульсной сварки можно использовать:
| Средний ток = | Пиковый ток * Пиковое время + Фоновый ток * Фоновое время |
| Пиковое время + Фоновое время |
но это грубый метод. Альтернативой является использование метода регистрации «мгновенной мощности» или «мгновенной энергии» сварочной дуги. Это выполняется с помощью устройства измерения с высокой частотой дискретизации, которое может быть частью источника сварочного тока или внешним оборудованием. Частота дискретизации должна быть в 10 раз больше частоты сигнала. Затем выполняются расчеты по подводимой теплоте, которые приведены ниже. Эти уравнения присутствуют в ASME IX и PD ISO/TR 1849.1.
Альтернативой является использование метода регистрации «мгновенной мощности» или «мгновенной энергии» сварочной дуги. Это выполняется с помощью устройства измерения с высокой частотой дискретизации, которое может быть частью источника сварочного тока или внешним оборудованием. Частота дискретизации должна быть в 10 раз больше частоты сигнала. Затем выполняются расчеты по подводимой теплоте, которые приведены ниже. Эти уравнения присутствуют в ASME IX и PD ISO/TR 1849.1.
Уравнение мгновенной энергии:
| Потребление тепла = | Энергия |
| Длина сварного шва |
Где энергия выражается в джоулях, поэтому длина шарика в миллиметрах или дюймах снова дает тепловложение в Дж/мм или Дж/дюйм.
И уравнение мгновенной мощности:
| Потребление тепла = | Мощность * Время дуги |
| Длина сварного шва |
Здесь мощность указана в джоулях/секунду или ваттах, а длина буртика в миллиметрах или дюймах дает тепловложение в джоулях/мм или джоулях/дюйм. Снова необходим коэффициент 1/1000 (но не показан) для преобразования в кДж/мм или кДж/дюйм.
Снова необходим коэффициент 1/1000 (но не показан) для преобразования в кДж/мм или кДж/дюйм.
Последним вариантом контроля подводимого тепла является измерение объема наплавленного металла либо путем измерения размера валика (ширина * толщина), либо путем контроля длины выхода на единицу длины электрода.
Ниже приведена таблица Excel, в которой можно рассчитать тепловложение с использованием этих методов. Поставляются две версии. У одного 20 проходов, у другого 50.
Калькулятор тепловложения
Калькулятор тепловложения (больше строк)
Обратите внимание, что эта страница основана на простых расчетах для одного набора параметров сварки. Здесь учитывается погонная энергия при многопроходном сварном шве:
Расчет тепловложения при многопроходном сварном шве
(Нашли эту страницу полезной? Если да, рассмотрите возможность совершения любых запланированных покупок по этим ссылкам на Amazon UK или Amazon US для бесплатной поддержки Collie Welding для себя. )
)
Пожалуйста, включите JavaScript для просмотра комментариев Disqus .
Расчет погонной энергии при сварке MIG/MAG
Цифровизация сварки
Подвод тепла, Подсветка, MAG, Импульсный MAG, Стандартизация сварки, X8 MIG Welder
Этот пост также доступен на: SuomiDeutschpolski
В новом стандарте испытаний процедур сварки EN-ISO 15614-1:2017 содержатся рекомендации по измерению и расчету подводимого тепла. Что конкретно это означает для сварки MIG/MAG? И как мастерские могут провести эти расчеты на практике?
Требования, установленные стандартами
Раздел 8.4.7 стандарта EN-ISO 15614-1:2017, озаглавленный «Тепловая подвод (энергия дуги)», устанавливает следующее для новой процедуры испытаний сварки:
«Пользователи могут использовать тепловложение или энергию дуги (Дж/мм). Энергия дуги должна рассчитываться в соответствии с ISO/TR 18491. Коэффициент k в соответствии с ISO/TR 17671-1 должен учитываться при расчете подводимого тепла. Расчет (либо тепловложения, либо энергии дуги) должен быть задокументирован».
Коэффициент k в соответствии с ISO/TR 17671-1 должен учитываться при расчете подводимого тепла. Расчет (либо тепловложения, либо энергии дуги) должен быть задокументирован».
«Энергия дуги и тепловложение указывают на тепло, возникающее в результате сварочной дуги. В прошлом они рассматривались как альтернативные условия для одной и той же величины, но теперь они рассчитываются по другим формулам. Пользователи могут использовать тепловложение или энергию дуги при контроле сварных швов, которые должны рассчитываться в соответствии с ISO/TR 1849.1».
Новый стандарт испытаний процедуры сварки ссылается на технические отчеты для ISO/TR 18491 и 17671-1, в которых указано, что напряжение дуги должно измеряться как можно ближе к дуге. Таким образом можно исключить потери напряжения, вызванные сварочными кабелями. В таблице 1 представлены рекомендуемые точки измерения для различных процессов сварки.
Таблица 1. Точки измерения напряжения для различных процессов сварки в соответствии с рекомендациями ISO/TR 18491
Формулы для расчета энергии дуги
В соответствии с отчетом ISO/TR 18491 для расчета энергии дуги используются формулы A, B и C. Используемые термины представлены в таблице 2.
Используемые термины представлены в таблице 2.
Таблица 2. Термины, используемые для расчета энергии дуги в соответствии с рекомендациями ISO/TR 18491
Как применяются формулы?
Формулы A, B и C подходят для методов сварки без контроля формы волны. Только формулы B и C могут использоваться для расчетов, относящихся к методам сварки с контролируемой формой волны. Мгновенная энергия или мощность должны измеряться с помощью внешнего счетчика, если сварочный аппарат не отображает их. В обоих случаях частота дискретизации должна быть не менее чем в 10 раз больше частоты сигнала.
ISO/TR 18491 определяет сварку с контролируемой формой волны следующим образом:
«Изменение формы волны напряжения и/или тока в процессе сварки для управления такими характеристиками, как форма капли, проникновение, смачивание, форма валика или режим(ы) переноса. ”
Формула расчета тепловложения
В стандарте ISO/TR 17671-1 представлена тепловая эффективность различных сварочных процессов и формула для расчета тепловложения: ТР 17671-1
Чтобы определить тепловложение, мы должны сначала рассчитать энергию дуги и умножить ее на тепловой КПД. Ниже мы приводим пример расчета энергии дуги (E) и тепловложения (Q) при сварке MIG/MAG. Такие расчеты, в которых используются средние значения тока и напряжения, применимы только для сварки без контроля формы волны:
Ниже мы приводим пример расчета энергии дуги (E) и тепловложения (Q) при сварке MIG/MAG. Такие расчеты, в которых используются средние значения тока и напряжения, применимы только для сварки без контроля формы волны:
Потери напряжения в сварочных кабелях
Напряжение дуги должно измеряться как можно ближе к дуге, чтобы исключить потери напряжения вызванные сварочными кабелями. На практике, какие факторы влияют на потери напряжения?
Таблица 4. Потери напряжения в заземляющих и промежуточных кабелях длиной более 10 метров Таблица 5. Потери напряжения в сварочной горелке MIG/MAG длиной 4,5 м
Пример:
- 30 м, 70 мм 2 соединительный кабель
- 30 м, 70 мм 2 кабель заземления
- 420 А, 4,5-метровая сварочная горелка с жидкостным охлаждением
Параметры сварки от источника питания 500 А и 39 В (19,5 кВт). Потери напряжения составляют 9,55 В, а потери мощности – 4,8 кВт. Это показывает, что потери напряжения максимальны при использовании длинных и тонких сварочных кабелей и высоких сварочных токов.
Это показывает, что потери напряжения максимальны при использовании длинных и тонких сварочных кабелей и высоких сварочных токов.
Практические сварочные испытания
Давайте еще раз вернемся к методу расчета тепловложения, представленному в ISO/TR 18491. Метод A, в котором используются средние значения сварочного тока (I) и напряжения дуги (U), подходит для сварка. Напротив, методы B и C измеряют мгновенную энергию (IE) или мощность (IP), которые необходимы для расчетов сварки с контролируемой формой волны. Эти методы можно использовать также для процессов сварки без контроля формы волны.
Определение сварки с контролируемой формой волны не является четким, и это может привести к различным интерпретациям. По этой причине мы провели практические сварочные испытания для измерения эффективной и расчетной мощности (в этих расчетах использовались средние значения тока и напряжения).
Сварочные испытания проводились с использованием сварочного аппарата X8 MIG Welder от Kemppi, сплошной проволоки ER70S-6 Ø 1,2 мм и газовой смеси Ar + 18% CO 2 . Сварку осуществляли в виде стандартной и импульсной МАГ-сварки в различных диапазонах мощностей.
Сварку осуществляли в виде стандартной и импульсной МАГ-сварки в различных диапазонах мощностей.
В таблице 6 представлены результаты испытаний сварки MAG, которые показывают значение ошибки 12,8 % при наименьшем измеренном значении (59 A). С увеличением мощности погрешность уменьшается и уже не существенна при токах более 200 А.
Таблица 6. Результаты испытаний сварки MAG
В таблице 7 представлены результаты испытаний импульсной сварки MAG, которые показывают, что ошибка присутствует во всем диапазоне мощностей. Относительная ошибка максимальна при малой мощности.
Таблица 7. Результаты испытаний импульсной сварки МАГ Визуальное сравнение результатов испытаний сварки МАГ и импульсной сварки МАГ
Как новые аппараты МИГ/МАГ упрощают расчет тепловложения
Расчет тепловложения не должен быть трудным; Новейший сварочный аппарат Kemppi для сварки MIG/MAG упрощает такие расчеты. X8 MIG Welder измеряет напряжение дуги непосредственно на контактном наконечнике, чтобы исключить потери напряжения. Он рассчитывает мгновенную мощность в соответствии со стандартами и имеет частоту дискретизации до 20 000 Гц. Устройство также может определять скорость сварки, когда сварщик указывает длину сварного шва по завершении сварки. После этого машина автоматически отображает эффективную подводимую теплоту.
Он рассчитывает мгновенную мощность в соответствии со стандартами и имеет частоту дискретизации до 20 000 Гц. Устройство также может определять скорость сварки, когда сварщик указывает длину сварного шва по завершении сварки. После этого машина автоматически отображает эффективную подводимую теплоту.
Эта функция упрощает выполнение таких работ, как заполнение протоколов аттестации сварочных процедур, поскольку необходимая информация о параметрах сварки, скорости сварки и подводимой теплоте автоматически генерируется 9Блок 0257 X8 Control Pad после сварки.
После сварки сварщик видит фактические параметры сварки, скорость сварки и тепловложение на дисплее X8 Control Pad.
Итак, что здесь важного? С точки зрения расчета тепловложения измерения напряжения следует проводить как можно ближе к дуге из-за потерь напряжения, вызванных сварочными кабелями. По крайней мере, при импульсной сварке MAG в расчетах следует использовать эффективную мощность, поскольку во всем диапазоне мощностей возникает некоторый уровень погрешности.
Однако расчеты с помощью ручки и бумаги остались в прошлом, поскольку новейшие аппараты MIG/MAG немного облегчают жизнь инженерам-сварщикам, предлагая точный автоматический расчет тепловложения.
Значение и расчет подводимого тепла и энергии дуги
Что такое тепловложение (HI): При дуговой сварке энергия передается от сварочного электрода к основному металлу с помощью электрической дуги. Когда сварщик зажигает дугу, сварочный электрод и основной металл расплавляются и образуется сварочная ванна. Эта сварочная ванна возникает из-за энергии, подаваемой через источник питания. Энергия, подводимая к сварному шву на единицу длины, называется энергией дуги. Когда энергия дуги умножается на эффективность процесса, это называется подводом тепла. Подвод тепла важен, когда необходимо провести сравнение между различными процессами. Но когда сравнение между процессами не проводится и требуется только контроль за параметрами сварки, энергия дуги обычно рассматривается как подвод тепла. В кодах ASME энергия дуги упоминается как тепловложение, поскольку она относится к контролю параметров сварки, а не к сравнению различных сварочных процессов.
В кодах ASME энергия дуги упоминается как тепловложение, поскольку она относится к контролю параметров сварки, а не к сравнению различных сварочных процессов.
Важность подводимой теплоты: Многие справочные и строительные нормы и правила касаются контроля подводимой теплоты во время квалификационных испытаний, а также в процессе производства. Как правило, контроль тепловложения требуется там, где требуются свойства ударопрочности или коррозионной стойкости. Раздел IX ASME также включает тепловложение в дополнительные переменные, что означает, что когда требуется испытание на удар, вы должны контролировать параметры, связанные с тепловложением, когда удар указан для сварного шва.
Важной характеристикой подвода тепла является то, что она определяет скорость охлаждения сварных швов и, следовательно, влияет на микроструктуру сварного шва. Это похоже на предварительный нагрев, когда погонная энергия увеличивается, скорость охлаждения сварного шва уменьшается. Более низкая скорость охлаждения приводит к более крупному размеру зерна в сварном шве и ЗТВ и влияет на механические свойства (особенно ударную вязкость) сварного шва. Более крупный размер зерна сварного шва и зоны термического влияния приводит к меньшему количеству частиц. границ зерен обладает меньшей ударной вязкостью, поэтому необходимо контролировать тепловложение, когда должны быть соблюдены ударные свойства сварного шва и ЗТВ.
Более низкая скорость охлаждения приводит к более крупному размеру зерна в сварном шве и ЗТВ и влияет на механические свойства (особенно ударную вязкость) сварного шва. Более крупный размер зерна сварного шва и зоны термического влияния приводит к меньшему количеству частиц. границ зерен обладает меньшей ударной вязкостью, поэтому необходимо контролировать тепловложение, когда должны быть соблюдены ударные свойства сварного шва и ЗТВ.
Расчет подводимого тепла: Энергия дуги и подводимое тепло являются мерой того, сколько энергии подводится к заготовке на единицу длины. Для расчета подводимого тепла мы должны сначала рассчитать энергию дуги, а затем умножить энергию дуги на тепловой КПД процесса, для которого необходимо рассчитать подводимое тепло. к заготовке, т.е.
AE = VI*60/T.S
Где
В — используемое напряжение в вольтах
I — используемый ток в амперах
T. S — скорость перемещения сварочного электрода, расстояние в минуту (мм/ мин.)
S — скорость перемещения сварочного электрода, расстояние в минуту (мм/ мин.)
Единицы измерения Энергия дуги Дж/мм.
Подвод тепла (H.I): Подвод тепла — это фактическая энергия, поступающая в заготовку, которая рассчитывается путем умножения теплового КПД процесса на энергию дуги.
Подводимая теплота (H.I.) = ɳ*AE
Где
AE – энергия дуги в Дж/мм
ɳ – тепловой КПД процесса, который не имеет единиц измерения и не имеет размеров.
Thermal efficiency for the different arc welding process are tabulated below
| Welding Process | Thermal Efficiency |
| Gas Tungsten Arc Welding (GTAW) | 0.6 |
| Экранированная металлическая дуговая сварка (SMAW) | 0,8 |
| Сварка для ядревой дуги. | 1,0 |
| Сварка металлической яростной дуги | 0,8 |
| Плазменная дуговая сварка (PAW) | 1,0 |
Термический коэффициент.
- Тепловложение определяется мгновенной энергией/мощностью: Определенный выше метод полезен для сварки постоянным током, где параметры сварки не могут быть легко усреднены, но при сварке с контролируемой формой волны тепловложение не может быть рассчитано по вышеуказанной формуле из-за быстро меняющиеся результаты, фазовые сдвиги и синергетические изменения. Во время сварки с контролируемой формой волны ток и напряжение, а также значения, наблюдаемые на приборах, больше не являются действительными для определения подводимой теплоты и должны быть заменены мгновенной энергией (джоули) или мощностью (джоули в секунду или ватты) для правильного расчета подводимой теплоты. Например, используются источники питания с регулируемой формой волны сварки GMAW-P. Такой сварной источник питания обычно показывает мгновенную энергию или мощность, если это не показано источником питания, внешнее оборудование может использоваться для измерения мгновенной энергии или мощности.
 Источники сварочного тока или внешнее оборудование показывают мгновенную энергию как кумулятивную меру мгновенной энергии, т. е. сумму измерений мгновенной энергии, выполненных в течение периода времени, например, от момента включения до отключения. Единицами измерения могут быть джоули (Дж) или любой другой эквивалент. Если машины не выдают мгновенную энергию, то можно использовать приведенную ниже формулу в зависимости от общей мощности/энергии, выдаваемой источником сварочного тока или внешним оборудованием
Источники сварочного тока или внешнее оборудование показывают мгновенную энергию как кумулятивную меру мгновенной энергии, т. е. сумму измерений мгновенной энергии, выполненных в течение периода времени, например, от момента включения до отключения. Единицами измерения могут быть джоули (Дж) или любой другой эквивалент. Если машины не выдают мгновенную энергию, то можно использовать приведенную ниже формулу в зависимости от общей мощности/энергии, выдаваемой источником сварочного тока или внешним оборудованием
(i) Подводимая энергия для мгновенной энергии измеряется в джоулях (Дж)
= энергия (Дж)/длина сварного шва (мм)
(ii) Подводимая энергия для мгновенной мощности измеряется в джоулях (Дж )
= [Мощность (Дж) * Время дуги (с)] / Длина сварного шва (мм)
2. Объем наплавленного металла: В соответствии с разделом IX ASME вместо подводимого тепла можно рассчитать объем наплавленный металл на единицу длины шва для каждого процесса.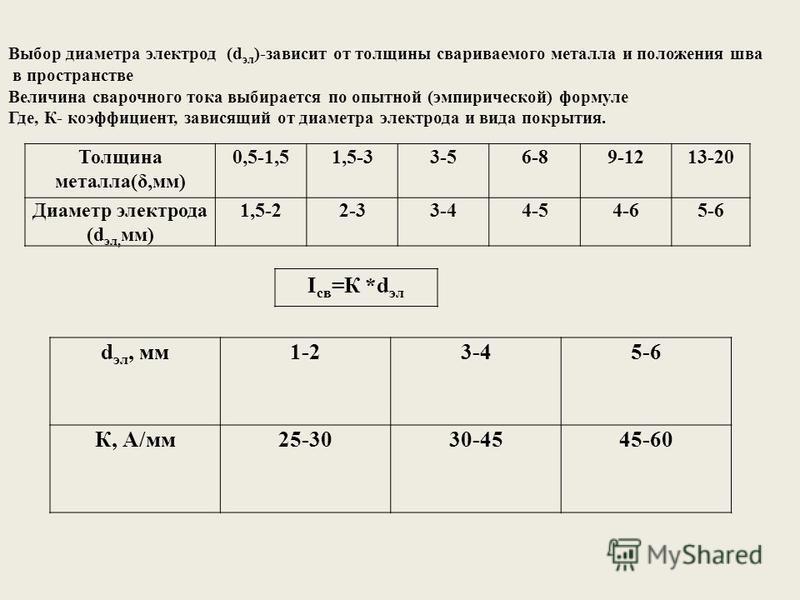 Объем наплавленного металла можно измерить следующими методами
Объем наплавленного металла можно измерить следующими методами
(i) Путем измерения размера валика, т. е. ширины * Толщина валика сварного шва
(ii) Измерения длины сварного шва на единицу электрода
Примеры расчета тепловложения:
Пример 1: Вы используете сварочный аппарат с обычным источником питания и процесс дуговой сварки в среде защитного газа. Параметры, используемые для отображения сварки на машине: ток 125А и напряжение 13В. 250 мм длины свариваются за 4 минуты. Какая будет тепловая нагрузка?
Длина сварного шва Для примера 1
Сначала необходимо рассчитать скорость перемещения перед расчетом тепловложения по приведенной ниже формуле
Скорость перемещения (TS) = длина сварного шва/время, затраченное на сварку = 250 мм/4 минуты = 62,5 мм/мин
Подводимая теплота (H.I.) = (V*I*60)/T.S. = (13*125*60)/62,5 = 1560 Дж/мм
Пример 2: Вы используете специальную форму волны на источнике питания с процессом GTAW.
