Расход электродов на 1 метр шва: WordPress › Ошибка
Содержание
Расчет норм расхода сварочных материалов
Промышленность \
Производство сварных конструкций
Страницы работы
10
страниц
(Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ РАСЧЕТ НОРМ РАСХОДА
СВАРОЧНЫХ МАТЕРИАЛОВ
ВВЕДЕНИЕ
Расчет потребного количества
сварочных материалов (электродов, сварочных проволок, флюсов, защитных и
горючих газов) для изготовления сварных конструкций, необходим для
своевременного их приобретения и определения себестоимости изделий.
Методические указания
содержат основные понятия о нормах расхода сварочных материалов и горючих
газов, электроэнергии, методы их расчета на ручную, полуавтоматическую и
автоматическую сварки в среде защитных газов и под флюсом сварных конструкций
из малоуглеродистых, низколегированных, высокопрочных, нержавеющих и
маломагнитных сталей, а также из алюминиевых и титановых сплавов.
1.
ОБЩЕЕ ПОЛОЖЕНИЕ ПО НОРМИРОВАНИЮ
МАТЕРИАЛОВ
Нормой расхода сварочных
материалов при электродуговой сварке конструкций называется количество покрытых
и вольфрамовых электродов, электродной и присадочной проволок, флюсов и
защитных газов, необходимое для выполнения всех сварочных работ при
изготовлении изделия с учетом технологических потерь и отходов этих материалов.
Она учитывает расход
сварочных материалов непосредственно на сварку, на производственно всех видов
прихваточных работ и на производство правки конструкций и алюминиевых и
титановых сплавов после сварки методом наложения «холостых валиков».
Нсв.мат.= Нсварки +
Нприхватки + Нправки.
Технические расчетные нормы
расхода материалов для сварки металлов при изготовлении сварной конструкции
устанавливается исходя из длины швов и нормативов расхода материалов на один
метр шва данного типоразмера.
Нормативов размера сварочных
материалов называется количество электродов, электродной проволоки, флюса и
защитных газов, необходимое для выполнения одного метра шва данного типоразмера,
установленного соответствующими государственными стандартами на конструктивные
элементы сварных швов для данной марки материала.
Норматив расхода материалов
учитывает массу наплавленного металла и неизбежные потери материалов при
сварке, которые регламентируются соответствующими поправочными коэффициентами.
Величина технологических
потерь сварочных материалов зависит от способа сварки, длины шва, режимов
сварки, сложности конструкции и включает в себя потери на угар и
разбрызгивание, остаток в бухте и кассете, отходы в виде огарков и т.д.
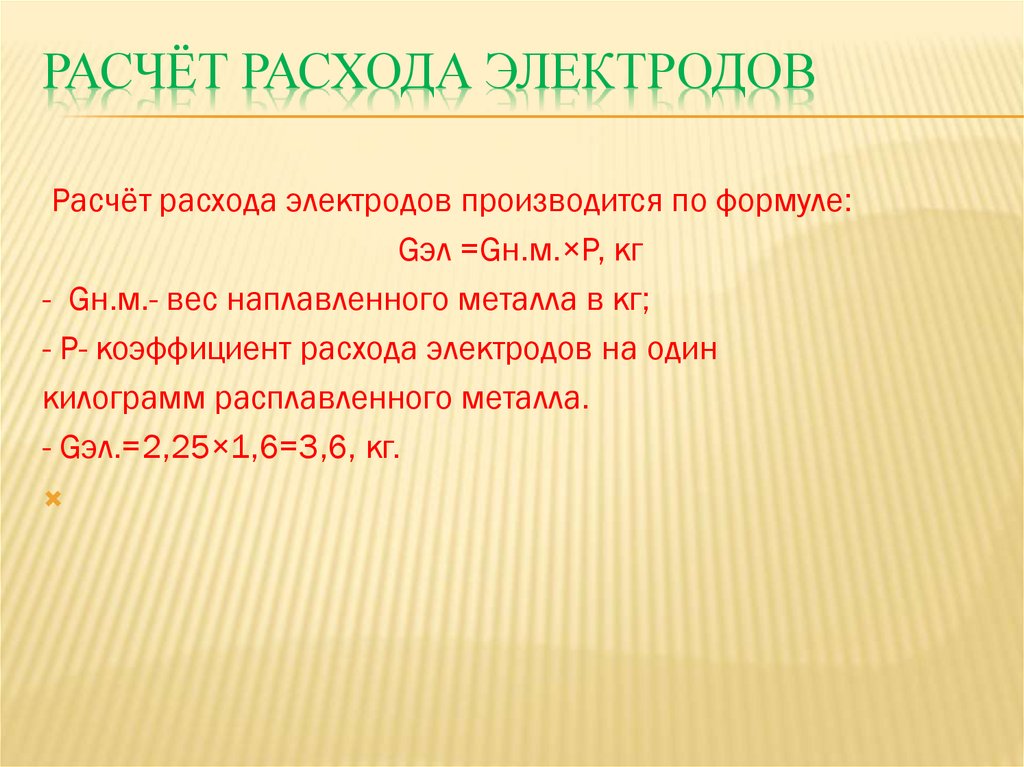
Нормативы расхода сварочных
материалов определяются по формуле
N =
G · K , (1)
где N – норматив расхода сварочных
материалов на один метр шва, г;
G – масса наплавленного
металла шва длиной 1 м, г;
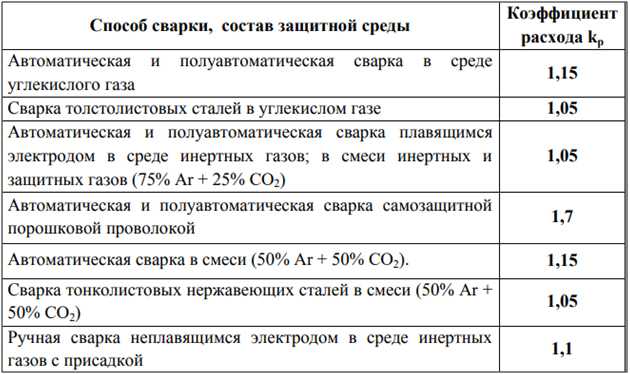
K – коэффициент перехода от
массы наплавленного металла к расходу сварочных материалов.
Масса наплавленного металла на 1 м шва определяется по
формуле
G
= F · γ ·L ,
где F – площадь поперечного сечения
шва, мм2;
γ – удельная масса, г/ см3;
L – длина шва, равная 1м.
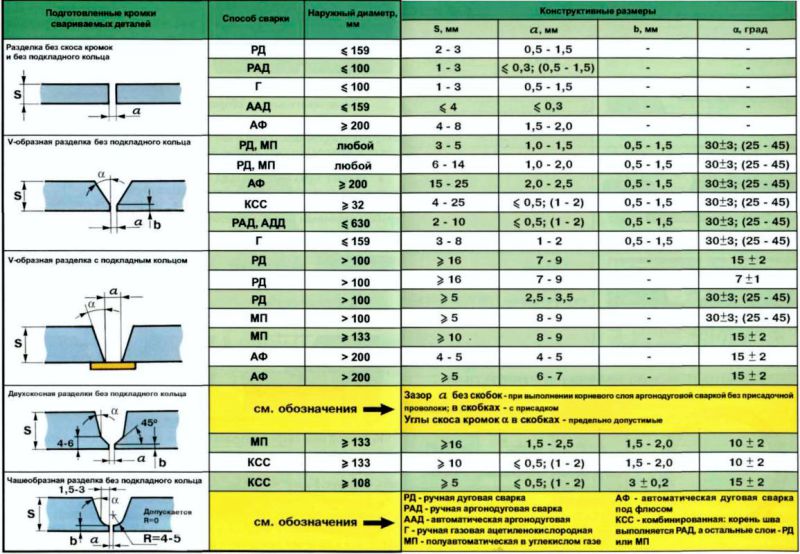
Площадь поперечного сечения сварного шва рассчитывается
для каждого расхода типа сварного соединения по формулам, приведенным в
приложении.
При расчете нормативов
расхода материалов при сварке в полувертикальном, вертикальном и потолочном
положениях норматив расхода, установлений для нижнего положения сварочного шва,
следует умножить на поправочный коэффициент, учитывающий пространственное
положение шва, согласно табл.1.
Таблица 1
Величины поправочного
коэффициента
Положение шва в пространстве | Нижнее | Полувертикальное | Вертикальное или горизонтальное | Потолочное |
Поправочный коэффициент | 1,00 | 1,05 | 1,10 | 1,20 |
В случае применения воздушно-
дуговой строжки корня шва нормативы сварочных материалов, рассчитанные для данного
соединения без строжки, следует увеличивать на поправочные коэффициенты,
указанные в табл. 2.
2.
Расход угольных электродов
для воздушно- дуговой строжки составляет 6 штук на 1 т. конструкций.
Таблица 2
Величины поправочных
коэффициентов при подготовке корня шва
Тип металла | Форма поперечного сечения | Способ разделки корня шва | Поправочные коэффициенты |
Сталь | С воздушно дуговой С подрубкой С воздушно дуговой С подрубкой | 1,18+1,20 1,18 1,05 1,05 | |
Алюминиевые и титановые сплавы | С подрубкой | 1,1-1,15 |
При расчете нормативов
расхода материалов на сварку двухсторонних шахматных, цепных и односторонних
прерывистых швов норматив расхода, определенный для непрерывных швов, следует
умножить на понижающий коэффициент, равный отношению длины проверяемой части
шва к его общей длине.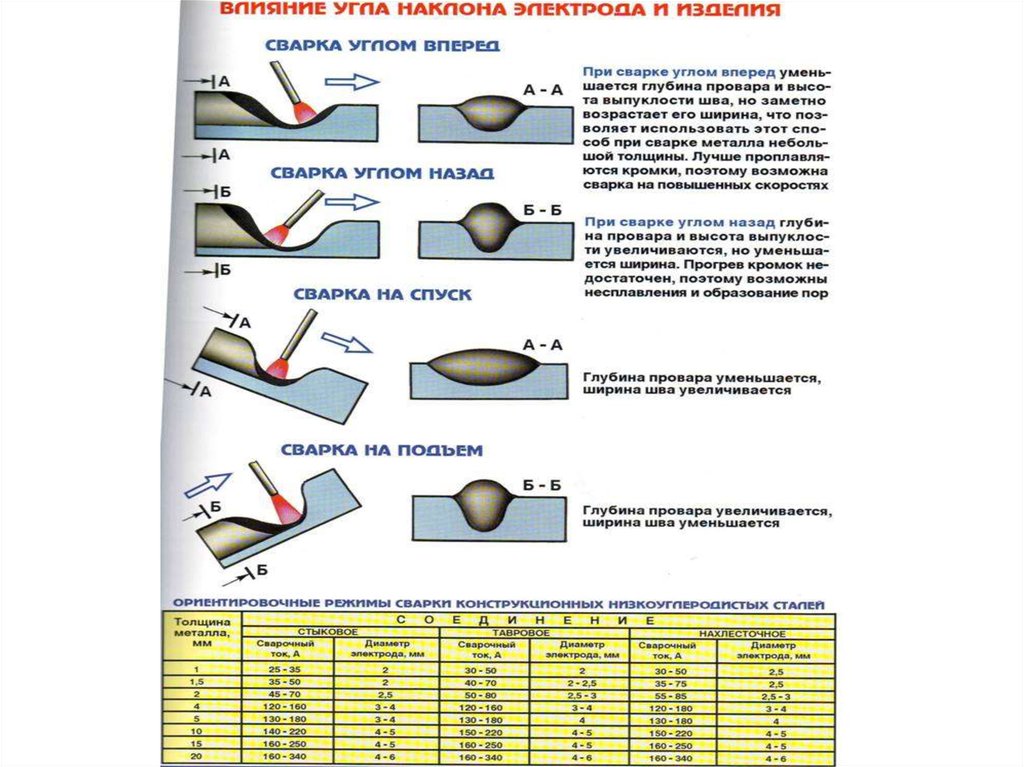
Норма расхода сварочных
материалов на все виды прихваточных работ, а также прихватку временных
креплений и технологических планок составляет:
— при сварке стальных конструкций
с толщиной металла до 12 мм – 15%; с толщиной металла свыше 12мм – 12%;
— при сварке конструкций из
алюминиевых и титановых сплавов не более 20% от нормы расхода на сварку.
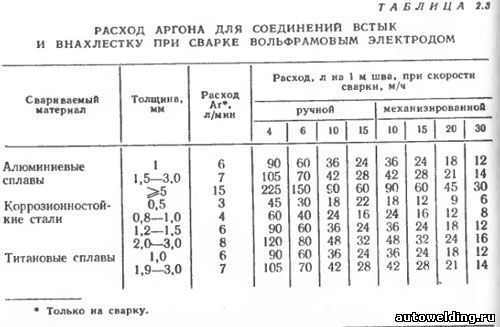
Норма расхода аргона и
вольфрамовых электродов на правку конструкций методом наложения «холостых
валиков» определяется в процентах от их расхода на сварку в зависимости от
сложности конструкции и толщины свариваемого металла и составляет:
— при сварке конструкций из
алюминиевых сплавов толщиной до 8 мм – не более 30%;
— при толщине свыше 8 мм – не
более 25%;
— при сварке конструкций из
титановых сплавов – не более 35-40%.
2.РАЧЕТ НОРМ РАСХОДА СВАРОЧНЫХ МАТЕРИАЛОВ ПРИ
ЭЛЕКТРОДУГОВОЙ СВАРКЕ
2.1 РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
Норматив расхода электродов
при ручной электродуговой сварке учитывает массу наплавленного металла,
неизбежные потери металла электрода в процессе сварки (угар, разбрызгивание) и
на огарки, а также массу электродного покрытия.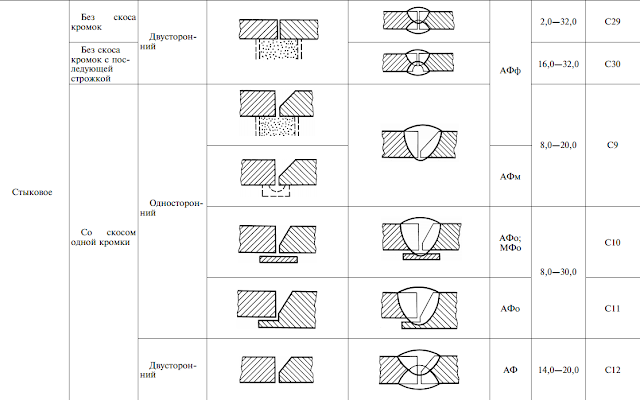
Норматив расхода годовых
электродов на 1 м шва определяется по формуле (1).
Коэффициент перехода от массы
наплавленного металла к расходу электродов Кэ является общим коэффициентом
расхода электродов, учитывающих потери металла в процессе сварки, и равен
произведению трех величин.
Кэ = Кур · Ког · К
покр,
где Кур – коэффициент,
учитывающий потери электродов на угар и разбрызгивание;
Ког — коэффициент,
учитывающий потери электродов в виде огарков;
К покр — коэффициент,
учитывающий массу покрытия.
Похожие материалы
Информация о работе
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им.
 Даля 166
Даля 166 - ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им.
 Дегтярева 174
Дегтярева 174 - КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им.
 Макарова 543
Макарова 543 - НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им.
 Герцена 123
Герцена 123 - РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им.
 Гагарина 114
Гагарина 114 - СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им.
 Каразина 305
Каразина 305 - ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
ДСТУ 3159-95. Ресурсосбережение. Нормирование расхода сварочных материалов. Общие требования, методы определения нормативов при ручной и механизированой электросварке (62363)
Сварка порошковой проволокой
Расчет норматива расхода порошковой проволоки производится по формуле (2).
Для укрупненных расчетов Кл порошковой проволоки для сварки в защитных газах равен 1,21, самозащитной — 1,29.
Сварка активированной проволокой
Норматив расхода активированной сварочной проволоки определяется по формуле (2).

Точечная дуговая сварка
Норматив расхода сварочной проволоки и флюса устанавливается в килограммах на 1000 электрозаклепок.
Нормативы расходов сварочной проволоки и флюса в килограммах устанавливаются, исходя из массы наплавленного металла, 12в килограммах на 1000 электрозаклепок по формуле (2). Масса наплавленного металла рассчитывается по формуле
М-р-У„м-10′6 , (16)
где Унм — объем наплавленного металла на одну электрозаклепку, мм3.
Ручная сварка покрытыми электродами
Для определения нормы расхода электродов на сварную конструкцию (изделие) используется выражение
Н.„р — 2 > (17)
у-1
где Н/ — норматив расхода электрода на один метр /-го типа шва при данной толщине, кг;
Lj— длина /-го типа шва, м;
т — количество типов швов, j — 1, 2, 3». ..,m.
..,m.
Норматив расхода электродов на сварное соединение определяется по формуле (2).
Расход покрытых электродов на прихватку определяется с учетом площади поперечного сечения шва и суммарной длины прихваток. Общий расход электродов на прихватку определяется по формуле
НПр — Af-Кв -Дф, (18)
где £пр — длина всех прихваток, м.
Электрошлаковая сварка
При электрошлаковой сварке нормируются электродные и присадочные материалы (проволока, пластины, ленты, порошки, крупка и др.) и флюс. При некоторых типах сварных соединений расходуется также металл на остающуюся подкладку.
Норматив расхода электродных и присадочных материалов определяется по формуле (2), где К* при сварке проволочным электродом (ШЭ) равен 1,04, плавящимся мундштуком (ШМ) — 2,08, пластинами (ШП) — 1,15.
Норматив расхода флюса определяется по формуле (2), где величина Къ при сварке деталей толщиной до 200 мм равен 0,10, свыше 200 мм — 0,06.
4.3.4 Норматив расхода металла на остающуюся подкладку для сварных соединений С2, УЗ, ТЗ (приложение Б) при способах сварки ШМ и ШГ1 равен 19 кг/м. Масса остающейся подкладки при сварке ШЭ приведена в таблице 5.
Таблица 5
Толщина металла, мм | Масса Остающейся подкладки, кг, при типе шва | ||
С2 | УЗ | ТЗ | |
О 16 до включ. | 19 | 19 | 19 |
Св. 30 * 80 » | 19 | 19 | 38 |
• 80 » 450 * | 38 | 38 | 38 |
4.9 Контактная сварка
При контактной сварке нормируется расход электродов, изготовляемых из медных сплавов для точечной, шовной и стыковой сварки.
При контактной стыковой сварке на оплавление и осадку нормируется также расход конструкционного материала, из которого изготовляется деталь или изделие.
Норматив расхода электрода Не# при точечной сварке рассчитывается на одну тысячу сварных точек, при шовной — на одну тысячу метров сварных швов, при стыковой — на одну тысячу сварных стыков и определяется по формуле
Нея- (19)
G#
где ту — масса электрода г-го типоразмера из /-го материала, кг;
G# — эксплуатационная стойкость электрода і-го типоразмера из /-го материала до полного износа соответственно на одну тысячу сварных точек, одну тысячу метров швов, одну тысячу стыков.
Эксплуатационная стойкость электрода зависит от многих трудноучитываемых факторов и устанавливается на основе опытностатистических данных.
Нормативы расхода электродов не учитывают потери материала при их изготовлении, величина которых по отношению к массе электрода составляет до 30 % при токарной обработке и до 10 % — при холодной высадке.
Норматив расхода конструкционного материала при контактной стыковой сварке Нк определяется по формуле
Нк “ (Допл + А&с)’Л*р * (20)
где Допл— припуск на оплавление, см;
Дос — припуск на осадку, см;
/*1 — площадь поперечного сечения свариваемого изделия в месте сварки, см2.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Ориентировочные критерии оценки
прогрессивности технологических процессов сварки
по уровню технологических отходов
Таблица А. 1
1
В процентах
Категория технологического процесса | Технологические отходы |
Безотходный Малоотходный Рядовой | До 1,5 включ. Св. 1,5 до 10,0 » » 10,0 |
ПРИЛОЖЕНИЕ Б
(рекомендуемое) *
Основные типы сварных соединений,
выполняемых дуговыми способами сварки
Таблиця Б.1 — Основные типы сварных соединений механизированной и ручной сваркиУсловное обозначение соединения
| |
подготовленных кромок свариваемых деталей | шва сварного соединения |
Формула для расчета площади поперечного сечения наплавленного металла шва
С1
С2
ИЪ
СЗ
С4
C5
77ZZZZ
Ъ
F-Sb +
+O,75(eg + ei£1)
F-M + 0,75ef
F- Sb + 40,75<ef+едр
F — Sb + 0. еі«і)
еі«і)
F- Sb + 0,5(5-
-c)2tga+ ■Ю,75(ек+е&
)Условное обозначение соединения
Конструктивные элементы ‘
подготовленных кромок свариваемых деталей
шва сварного соединения
Формула для расчета площади поперечного сечения наплавленного металла шва
С12
С13
F — Sb* 0,5(5- -c/tga+ +O,75(cr*ei<i>
F-SM,nSR*+ + Я(5-с- — Л)+0.5х x(S-c-fl)2tga+
Условное обозначение соединения
| |
подготовленных кромок свариваемых деталей | шва сварного соединения |
Формула для расчета площади поперечного сечения наплавленного металла шва
F — SM. 5X x[(h-c)2tga+
5X x[(h-c)2tga+
+(S-A)(A-c)x xtga+0,75x xfaftyft)
C15
F — Sb + , +0,25(S-c)2tio+ +1,5eg
/?-5Ж,57Л2+ +(S-c-2R)R+ , 40,25(5-с-2Л)2х xtga+ l,5eg
Условное обозначение соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Формула для расчета площади поперечного сечения наплавленного металла шва
C21
C22
F — Sb +($- -c)2tgo+ •K),75(eg+*i£i)
F — Sb +(<$- -c)2tga+ •H),75eg
F — Sb +(S- -c)2tga+ ■Ю,75(є£+ЄіГі)
F — Sb +2(S- -c)q+ +(S-c)2tga+ ■H>,75(e,frh?igl)
Условное обозначение соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Формула для расчета площади поперечного сечения наплавленного металла шва
С23
С24
С25
С38
С26
С27
F- St* +1,57Я2+(5- -С-Ю2Я+ +(S-c-^)2tga+ 40,75
-ftrtga +Л-
-crtg^+ +2(Л-с)(5-Л)и^+ -K),75(ey<-eig1)
F-Sb 40,5(5-
-c)2tga+ +l,5eg
F- St* 4-3,14Я24(5-
-С-2ЛЇ2Я+ 40,5 (5-c- -2tf)2iga+ +1,5eg
F — St*lh2gc* +G,SlS-c- -2h)2ig^+2h(S- -c-2h>i&£+ +1 t5eg
Условное обозначение соединения Конструктивные элементы *
| шва сварного соединения |
свариваемых деталей |
Формула для расчета площади поперечного сечения наплавленного металла шва
С31
F- +0. 785/Г+ +(5-С-Я)Л+ 40,5(S-c-
785/Г+ +(5-С-Я)Л+ 40,5(S-c-
’Ю,75(сг+«і/і)
С32
F- St* 4О.5Л +OJ(S-A- -crtgp4- +($-A-c’fttga+
C33
F-№ +(S-c)2tfcr+ *O,75(er+tifi>
Условное обозначение соединении
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Формула для расчета площади поперечного сечения наплавленного металла шва
С35
С36
С37
F-Sb+ +1Л71Г+ +(5-с-Я)2Я+ +(S-<xff)2t#r+ +О,75е£
+1,57Л2+ +(5-с-Я)2Я+ +(5-с-Л)21«а+ +0,75«
Л — 5M2tga+ +(5-c-A)2tfi8+- +2(5-с-Л) х xAtga+ +0. ifi>
ifi>
F-(S-tob* 1 +<?1 W2 o +(S-A-ci>2ttf+ +2(S-A-q) x xcxtga+O,75e<
F — Sb + , + 0,3925/*+ +ЯМЛЛ+ +0,75(cf+eifi)
* Формула для расчета площади поперечного сечения основного шва.
Условное обозначение соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
Скачать бесплатно
Быстрый калькулятор | Сварочный калькулятор
Напечатать эту страницу
Рассчитать расход металла проволоки
для процесса сварки
Самый быстрый способ оценить лучший выбор для вашего процесса сварки
Шаг 1: Выберите процесс:
Порошковая проволока FCWШаг 2: Выберите подготовку сварного шва:
(Нажмите на ближайший к вашему проекту)
Задница
Одиночный V-образный приклад
Двойной V-образный приклад
Филе
Шаг 3: Выберите подготовку сварного шва (все переменные обязательны для продолжения расчета)
Th — Толщина листа (мм)
Плотность стали
-7.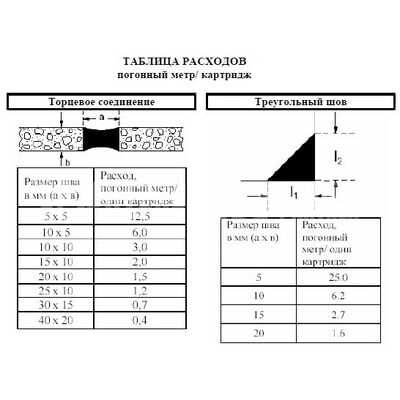 81 Углеродистая сталь7.9 Нержавеющая стальДлина шва (м)
81 Углеродистая сталь7.9 Нержавеющая стальДлина шва (м)
G — корневой зазор (мм)
-012345678910
c — Крышка (мм)
-012345р — Пенетрация (мм)
-012345o — Нахлест (мм)
-012345678910
Вес шва (кг)
Объем (см3)
Идти дальше
Air Liquide Welding предлагает пойти дальше со сравнительным расчетом, который поможет вам выбрать наилучшее соотношение цены и качества для вашего выбора сварочного процесса. Пожалуйста, войдите в систему — Регистрация бесплатна, нажмите здесь, чтобы зарегистрироваться
Очистить форму
Сравнительный расчет
(включая расходные материалы и работу)
Шаг 3: Выберите подготовку сварного шва (все переменные обязательны для продолжения расчета)
Th — Толщина листа (мм)
Плотность стали
-7. 81 Углеродистая сталь7.90 Нержавеющая стальДлина шва (м)
81 Углеродистая сталь7.90 Нержавеющая стальДлина шва (м)
d1 — Глубина канавки (мм)
G — корневой зазор (мм)
-012345678910c1 — Крышка (мм)
-012345c2 — Крышка (мм)
-012345
о — Перехлест (мм)
-012345678910r — Глубина притупления (мм)
-0.51.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.59.09.5α1 — Alpha1 (°)
α2 — Альфа2 (°)
α3 — Альфа3 (°)
α4 — Альфа4 (°)
Вес шва (кг)
Объем (см3)
Идти дальше
Air Liquide Welding предлагает пойти дальше со сравнительным расчетом, который поможет вам выбрать наилучшее соотношение цены и качества для вашего выбора сварочного процесса. Пожалуйста, войдите в систему — регистрация бесплатна, нажмите здесь, чтобы зарегистрироваться
Очистить форму
Сравнительный расчет
(включая расходные материалы и работу)
Шаг 3: Выберите подготовку сварного шва (все переменные обязательны для продолжения расчета)
Плотность стали
-7. 81 Углеродистая сталь7.9 Нержавеющая стальДлина шва (м)
81 Углеродистая сталь7.9 Нержавеющая стальДлина шва (м)
а — Толщина горловины (мм)
c — Крышка (мм)
-012345
Вес шва (кг)
Объем (см3)
Идти дальше
Air Liquide Welding предлагает пойти дальше со сравнительным расчетом, который поможет вам выбрать наилучшее соотношение цены и качества для вашего выбора сварочного процесса. Пожалуйста, войдите в систему — Регистрация бесплатна, нажмите здесь, чтобы зарегистрироваться
Очистить форму
Сравнительный расчет
(включая расходные материалы и работу)
Влияние вторичного покрытия на свариваемость, рабочие характеристики соединения и срок службы электрода при контактной шовной сварке оцинкованной стали со свободными включениями
Влияние вторичного покрытия на свариваемость, характеристики соединения и срок службы электрода при контактной шовной сварке оцинкованной стали со свободными включениями
- Колей, Сумяджит
- Ахтар, Мэриленд Тахсин
- Кумар, Нитин
- Кунду, Амрита
- Шоме, Махадев
;
;
;
;
Аннотация
Тонкое покрытие на основе органосилана поверх гальванически отожженного (GA) покрытия, известное как вторичное покрытие, обеспечивает дополнительную защиту от коррозии и поэтому используется для изготовления автомобильных топливных баков. В настоящем исследовании была проведена оценка свариваемости контактным швом стали GA толщиной 0,8 мм со вторичным покрытием, не содержащей промежуточных узлов, и проведено сравнение с обычными листами GA такой же толщины, химического состава и механических свойств. Установлено, что слой вторичного покрытия на основе органосилана толщиной 1-3 мкм увеличивает электрическое контактное сопротивление до 50 %. Следовательно, погонная энергия увеличивается на 34% при сварке стали с вторичным покрытием по сравнению с обычной сталью GA. Это более высокое тепловложение обеспечивает подходящее образование самородков в широком диапазоне параметров, а именно. более широкий лепесток свариваемости. В этой статье также рассматриваются результаты испытаний на срок службы сварочных электродов. Установлено, что электроды выдерживают до 30 м непрерывной сварки стали с вторичным покрытием без ухудшения качества сварного шва по прочности соединения. Однако для обычных листов GA те же электроды прокладывают до 20 м длины сварки до правки.
В настоящем исследовании была проведена оценка свариваемости контактным швом стали GA толщиной 0,8 мм со вторичным покрытием, не содержащей промежуточных узлов, и проведено сравнение с обычными листами GA такой же толщины, химического состава и механических свойств. Установлено, что слой вторичного покрытия на основе органосилана толщиной 1-3 мкм увеличивает электрическое контактное сопротивление до 50 %. Следовательно, погонная энергия увеличивается на 34% при сварке стали с вторичным покрытием по сравнению с обычной сталью GA. Это более высокое тепловложение обеспечивает подходящее образование самородков в широком диапазоне параметров, а именно. более широкий лепесток свариваемости. В этой статье также рассматриваются результаты испытаний на срок службы сварочных электродов. Установлено, что электроды выдерживают до 30 м непрерывной сварки стали с вторичным покрытием без ухудшения качества сварного шва по прочности соединения. Однако для обычных листов GA те же электроды прокладывают до 20 м длины сварки до правки.