Раскрой листов нержавеющих: Лист из нержавеющей стали
Содержание
Лист из нержавеющей стали
Подписаться на рассылку
| РУСЕВРОСТАЛЬ поставляет нержавеющий лист и рулонную сталь известных мировых заводов производителей. При необходимости оказываем услуги по металлообработке:
Марки стали:
По виду поверхности готовы предложить:Нержавеющий лист матовый Нержавеющий лист шлифованный\зеркальный Нержавеющий лист текстурированный (DECO) Рифленый нержавеющий лист Перфорированный нержавеющий лист Сфера применения
Стандартный раскрой нержавеющего листа*
* стандартный раскрой листа из наличия со склада.
Таблица поставляемого раскроя и вида поверхности листа
Если у Вас возникли вопросы, свяжитесь с нами удобным для Вас способом | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Предлагаем купить из наличия со склада нержавеющий лист различных марок стали, раскроя, видов поверхности и толщин. Широкий сортамент горячекатаного и холоднокатаного нержавеющего листового проката, отгрузка листа оптом и в розницу, доставка продукции по Москве и всем регионам России делает компанию РУСЕВРОСТАЛЬ универсальным поставщиком как для крупных производственных компаний так и для частных клиентов!
Предлагаем купить из наличия со склада нержавеющий лист различных марок стали, раскроя, видов поверхности и толщин. Широкий сортамент горячекатаного и холоднокатаного нержавеющего листового проката, отгрузка листа оптом и в розницу, доставка продукции по Москве и всем регионам России делает компанию РУСЕВРОСТАЛЬ универсальным поставщиком как для крупных производственных компаний так и для частных клиентов!






 Возможно незначительное отклонение фактического веса от веса, указанного в таблице.
Возможно незначительное отклонение фактического веса от веса, указанного в таблице.Лист нержавеющий AISI
Компания предлагает со склада в Москве и Нижнем Новгороде полный ассортимент нержавеющих листов отечественного производства, изготовленных из сталей 12(08)Х18Н10Т, 12Х17, 12Х13, 20Х13, 40Х13, 14Х17Н2. 08Х18Н9, 20Х23Н18, 03Х18Н14М3, 08Х17Н13М2Т, 08Х17Т. Предлагаем листы различных типоразмеров толщиной от 0,5 до 80 мм и различных раскроев. Листы, изготовленные из редких и специфических марок сталей, а также нестандартного раскроя поставляется под заказ.
Стандартный раскрой листа — 1000 х 2000 мм. 1250 х 2500 мм. 1500 х 3000 мм.
Компания предлагает со склада в Нижнем Новгороде и Москве полный ассортимент нержавеющих листов импортного производства, изготовленных из сталей AISI 304, AISI304L, AISI 321, AISI 430, AISI 420, AISI316Ti, AISI 316 L, AISI 310 S, AISI 410 S, AISI 430Ti. Предлагаем листы различных типоразмеров толщиной от 0,5 до 30 мм и различных раскроев. Листы, изготовленные из редких и специфических марок сталей, а также нестандартного раскроя поставляются под заказ.
Предлагаем листы различных типоразмеров толщиной от 0,5 до 30 мм и различных раскроев. Листы, изготовленные из редких и специфических марок сталей, а также нестандартного раскроя поставляются под заказ.
Стандартный раскрой листа — 1000 х 2000 мм, 1250 х 2500 мм, 1500 х 3000 мм, 1500х6000 мм..
Импортные листы, изготовленные из стали стандарта AISI имеют несколько видов поверхностей:
2В — матовая поверхность
ВА — зеркальная поверхность
4N — шлифованная поверхность.
1D – горячекатанная поверхность.
| Наименование товара | Вес ед. |
| Лист нержавеющий | |
| Лист нержавеющий AISI 304 (08Х18Н10) | |
| 10,0х1,0х6000 мм зерк | кг |
| 10,0х1,5х6000 мм | кг |
| 10,0х1,5х6000 мм зерк | кг |
| 12,0х1,0х6000 мм | кг |
| 12,0х1,0х6000 мм | кг |
| 12,0х1,5х6000 мм | кг |
| 12,0х1,5х6000 мм | кг |
| 12,0х2,0х6000 мм | кг |
| 14,0х1,5х6000 мм зерк | кг |
| 14,0х1,5х6000 мм шлиф | кг |
| 14,0х2,0х6000 мм шлиф | кг |
| 15,0х1,5х6000 мм | кг |
| 15,0х1,5х6000 мм зерк | кг |
| 15,0х1,5х6000 мм шлиф | кг |
| 16,0х1,0х6000 мм | кг |
| 16,0х1,5х6000 мм | кг |
| 16,0х1,5х6000 мм | кг |
16,0х1,5х6000 мм. зерк зерк | кг |
| 16,0х1,5х6000 мм. Зерк | кг |
| 16,0х2,0х6000 мм | кг |
| 18,0х1,0х6000 мм | кг |
| 18,0х1,5х6000 мм | кг |
| 18,0х1,5х6000 мм | кг |
| 18,0х1,5х6000 мм зерк | кг |
| 18,0х1,5х6000 мм шлиф | кг |
| 18,0х2,0х6000 мм | кг |
| 18,0х2,0х6000 мм | кг |
| 18,0х2,0х6000 мм шлиф | кг |
| 20,0х1,0х6000 мм | кг |
| 20,0х1,5х6000 мм | кг |
| 20,0х1,5х6000 мм | кг |
| 20,0х1,5х6000 мм зерк. | кг |
| 20,0х1,5х6000 мм шлиф | кг |
| 20,0х2,0х6000 мм | кг |
| 20,0х2,0х6000 мм зерк. | кг |
| 20,0х2,0х6000 мм шлиф | кг |
| 21,3х1,6 (1,5)х6000 мм | кг |
| 21,3х2,0х6000 мм | кг |
| 21,3х2,0х6000 мм | кг |
| 21,3х3,0х6000 мм | кг |
| 22,0х1,5х6000 мм | кг |
| 22,0х1,5х6000 мм | кг |
22,0х1,5х6000 мм зерк. | кг |
| 22,0х2,0х6000 мм | кг |
| 25,0х1,5х6000 мм | кг |
| 25,0х1,5х6000 мм | кг |
| 25,0х1,5х6000 мм зерк. | кг |
| 25,0х1,5х6000 мм шлиф | кг |
| 25,0х2,0х6000 мм | кг |
| 25,0х2,0х6000 мм | кг |
| 25,0х2,0х6000 мм зерк. | кг |
| 25,0х2,0х6000 мм шлиф | кг |
| 25,0х2,5х6000 мм | кг |
| 25,0х2,5х6000 мм | кг |
| 26,9х2,0х6000 мм | кг |
| 26,9х2,0х6000 мм | кг |
| 26,9х2,0х6000 мм зерк | кг |
| 26,9х2,0х6000 мм зерк | кг |
| 26,9х3,0х6000 мм | кг |
| 26,9х3,0х6000 мм Россия | кг |
| 28,0х1,5х6000 мм | кг |
| 28,0х1,5х6000 мм зерк | кг |
| 28,0х1,5х6000 мм шлиф | кг |
30,0х1,5х6000 мм зерк. | кг |
| 30,0х1,5х6000 мм шлиф. | кг |
| 30,0х2,0х6000 мм | кг |
| 30,0х2,0х6000 мм зерк. | кг |
| 30,0х2,0х6000 мм шлиф. | кг |
| 32,0х1,5х6000 мм | кг |
| 32,0х1,5х6000 мм | кг |
| 32,0х1,5х6000 мм зерк. | кг |
| 32,0х1,5х6000 мм зерк | кг |
| 32,0х1,5х6000 мм шлиф. | кг |
| 32,0х2,0х6000мм | кг |
| 32,0х2,0х6000 мм | кг |
| 32,0х2,0х6000 мм зерк. | кг |
| 32,0х2,0х6000 мм зерк. | кг |
| 32,0х2,5х6000 мм | кг |
| 33,0х1,5х6000 мм | кг |
| 33,0х1,5х6000 мм зерк | кг |
| 33,0х1,5х6000 мм зерк | кг |
| 33,7х1,5х6000 мм | кг |
| 33,7х1,6х6000 мм | кг |
| 33,7х2,0х6000 мм | кг |
| 33,7х2,0х6000 мм шлиф | кг |
| 33,7х3,0х6000 мм | кг |
| 33,7х3,0х6000 мм | кг |
| 35,0х1,5х6000 мм | кг |
| 35,0х1,5х6000 мм | кг |
| 35,0х1,5х6000 мм зерк | кг |
| 38,0х1,5х6000 мм | кг |
38,0х1,5х6000 мм зерк. | кг |
| 38,0х1,5х6000 мм шлиф | кг |
| 38,0х2,0х6000 мм | кг |
| 38,0х2,0х6000 мм зерк. | кг |
| 38,0х2,0х6000 мм зерк. | кг |
| 38,0х3,0х6000 мм | кг |
| 38,0х3,0х6000 мм | кг |
| 40,0х1,5х6000 мм | кг |
| 40,0х1,5х6000 мм | кг |
| 40,0х1,5х6000 мм зерк | кг |
| 40,0х1,5х6000 мм шлиф | кг |
| 40,0х2,0х6000 мм | кг |
| 40,0х2,0х6000 мм зерк | кг |
| 40,0х2,0х6000 мм шлиф | кг |
| 42,4х1,5х6000 мм | кг |
| 42,4х1,5х6000 мм зерк | кг |
| 42,4х1,5х6000 мм зерк | кг |
| 42,4х2,0х6000 мм | кг |
| 42,4х2,0х6000 мм | кг |
| 42,4х2,0х6000 мм зерк | кг |
| 42,4х2,6(2,5)х6000 | кг |
| 42,4х3,0х6000 мм | кг |
| 42,4х3,0х6000 мм | кг |
| 45,0х2,0х6000 мм | кг |
| 45,0х3,0х6000 мм | кг |
| 48,3х1,5х6000 мм | кг |
| 48,3х2,0х6000 мм | кг |
| 48,3х2,0х6000 мм | кг |
48,3х2,0х6000 мм зерк. | кг |
| 48,3х2,6х6000 мм | кг |
| 48,3х3,0х6000 мм | кг |
| 48,3х3,0х6000 мм | кг |
| 50,8х1,5х6000 мм | кг |
| 50,8х1,5х6000 мм | кг |
| 50,8х1,5х6000 мм. зерк | кг |
| 50,8х1,5х6000 мм шлиф | кг |
| 50,8х2,0х6000 мм | кг |
| 50,8х2,0х6000 мм | кг |
| 50,8х2,0х6000 мм зерк. | кг |
| 50,8х2,0х6000 мм зерк. | кг |
| 50,8х3,0х6000 мм | кг |
| 50,8х3,0х6000 мм | кг |
| 52,0х1,5х6000 мм | кг |
| 53,0х1,5х6000 мм | кг |
| 54,0х2,0х6000 мм | кг |
| 57,0х1,5х6000 мм | кг |
| 57,0х1,5х6000 мм зерк. | кг |
| 57,0х1,5х6000 мм шлиф. | кг |
| 57,0х1,5х6000 мм шлиф. | кг |
| 57,0х2,0х6000 мм | кг |
| 57,0х3,0х6000 мм | кг |
| 57,0х3,0х6000 мм | кг |
| 60,3х1,5х6000 мм зерк | кг |
| 60,3х2,0х6000 мм | кг |
| 60,3х2,0х6000 мм | кг |
| 60,3х2,6х6000 мм | кг |
| 60,3х2,6х6000 мм | кг |
| 60,3х3,0х6000 мм | кг |
| 60,3х3,0х6000 мм | кг |
63,5х1,5х6000 мм. | кг |
| 63,5х1,5х6000 мм. шлиф. | кг |
| 63,5х2,0х6000 мм | кг |
| 70,0х1,5х6000мм | кг |
| 70,0х2,0х6000 мм | кг |
| 70,0х2,0х6000 мм | кг |
| 70,0х2,0х6000 мм зерк | кг |
| 70,0х2,0х6000 мм зерк | кг |
| 76,1х1,5х6000 мм зерк | кг |
| 76,1х1,5х6000 мм | кг |
| 76,1х2,0х6000 мм | кг |
| 76,1х2,0х6000 мм зерк | кг |
| 76,1х2,0х6000 мм шлиф | кг |
| 76,1х3,0х6000 мм | кг |
| 76,1х3,0х6000 мм | кг |
| 76,1х4,0х6000 мм | кг |
| 80,0х2,0х6000 мм | кг |
| 83,0х1,5х6000 мм | кг |
| 84,0х2,0х6000 мм | кг |
| 88,9х1,5х6000 мм зерк | кг |
| 88,9х1,6(1,5)х6000 мм | кг |
| 88,9х2,0х6000 мм | кг |
| 88,9х2,0х6000 мм | кг |
| 88,9х2,0х6000 мм шлиф | кг |
| 88,9х3,0х6000 мм | кг |
| 88,9х4,0х6000 мм | кг |
| 101,6х1,5х6000 мм | кг |
| 101,6х2,0х6000 мм | кг |
| 101,6х2,0х6000 мм зерк | кг |
| 101,6х3,0х6000 мм | кг |
| 104,0х2,0х6000 мм | кг |
| 108,0х2,0х6000 мм | кг |
| 108,0х3,0х6000 мм | кг |
| 108,0х4,0х6000 мм | кг |
| 114,3х2,0х6000 мм | кг |
| 114,3х3,0х6000 мм | кг |
| 114,3х4,0х6000 мм | кг |
| 129,0х2,0х6000 мм | кг |
| 129,0х3,0х6000 мм | кг |
| 139,7х2,0х6000 мм | кг |
| 139,7х3,0х6000 мм | кг |
| 139,7х4,0х6000 мм | кг |
| 154,0х2,0х6000 мм | кг |
| 159,0х2,0х6000 мм | кг |
| 159,0х3,0х6000 мм | кг |
| 159,0х4,0х6000 мм | кг |
| 168,3х2,0х6000 мм | кг |
| 168,3х3,0х6000 мм | кг |
| 204,0х2,0х6000 мм | кг |
| 219,1х2,0х6000 мм | кг |
| 219,1х3,0х6000 мм | кг |
| 219,1х4,0х6000 мм | кг |
| 254,0х2,0х6000 мм | кг |
| 273,0х2,0х6000мм | кг |
| 273,0х3,0х6000 мм | кг |
| 273,0х4,0х6000 мм | кг |
| 304,0х2,0х6000 мм | кг |
| 323,9х3,0х6000 мм | кг |
| 323,9х4,0х6000 мм | кг |
| 355,6х3,0х6000 мм | кг |
| 406,4/408,0х4,0х6000мм | кг |
| Лист нержавеющий AISI 304 зеркальный и шлифованный | |
0,5х1000х2000 мм зерк. | 8,1 |
| 0,5х1250х2500 мм зерк | 12,5 |
| 0,5х1250х2500 мм шлиф. | 12,5 |
| 0,8х1000х2000 мм зерк. | 12,8 |
| 0,8х1000х2000 мм зерк. бум | 12,8 |
| 0,8х1250х2500 мм зерк. | 20 |
| 0,8х1000х2000 мм шлиф. | 12,8 |
| 0,8х1250х2500 мм шлиф. | 20 |
| 0,8х1500х3000 мм шлиф. | 28,8 |
| 1,0х1000х2000 мм зерк. | 16 |
| 1,0х1000х2000 мм зерк. в бум. | 16 |
| 1,0х1000х2000 мм шлиф. | 16 |
| 1,0х1250х2500 мм зерк. (геометр.наруш.) | 25 |
| 1,0х1250х2500 мм шлиф | 25 |
| 1,0х1500х3000 мм шлиф. | 36 |
| 1,25х1250х2500 мм зерк. (разводы) | 31,3 |
| 1,5х1000х2000 мм зерк. | 24 |
| 1,5х1000х2000 мм шлиф. | 24 |
1,5х1250х2500 мм зерк.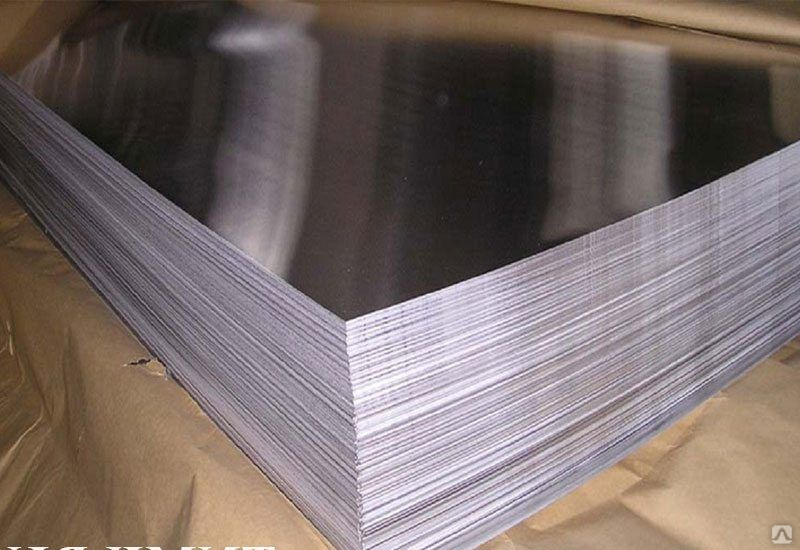 | 37,5 |
| 1,5х1250х2500 мм шлиф. | 37,7 |
| 1,5х1500х3000 мм шлиф. | 54 |
| 2,0х1000х2000 мм зерк. | 32 |
| 2,0х1000х2000 мм шлиф. | 32 |
| 2,0х1250х2500 мм шлиф. | 50 |
| 3,0х1250х2500 мм шлиф. | 75 |
| 3,0х1500х3000 мм шлиф. | 108 |
| Лист нержавеющий AISI 316TI (10Х17Н13М2Т) | |
| 0,5х1000х2000 мм хк | 8 |
| 0,8х1000х2000 мм хк | 13 |
| 1,0х1250х2500 мм хк | 25 |
| 1,5х1250х2500 мм хк | 37,5 |
| 2,0х1500х3000 мм хк | 72 |
| 3,0х1000х2000 мм хк | 48 |
| 3,0х1250х2500 мм хк | 77 |
| 3,0х1000х2000 мм гк | 48 |
| 3,0х1250х2500 мм гк | 75 |
| 4,0х1000х2000 мм гк | 66 |
| 4,0х1250х2500 мм гк | 100 |
| 4,0х1500х3000 мм гк | 144 |
| 4,0х1500х6000 мм гк | 296,5 |
| 4,0х1500х6000 мм 1Е | 288 |
| 5,0х1000х2000 мм гк | 80 |
| 6,0х1000х2000 мм гк | 98 |
| 6,0х1500х3000 мм гк | 216 |
| 6,0х1500х6000 мм гк | 432 |
| 8,0х1000х2000 мм гк | 130 |
| 8,0х1250х2500 мм гк | 200 |
| 8,0х1500х3000 мм гк | 292,3 |
| 8,0х1500х6000 мм гк | 576 |
| 10,0х1000х2000 мм гк | 160 |
| 10,0х1500х3000 мм гк | 360 |
| 10,0х1500х6000 мм гк | 721 |
| 12,0х1000х2000 мм гк | 192 |
| 12,0х1500х6000 мм гк | 860 |
| 16,0х1500х6000 мм гк | 1180 |
| 20,0х1500х6000 мм гк | 1460 |
| 25,0х1500х6000 мм гк | 1846 |
| 30,0х1500х6000 мм гк | 2160 |
| Лист нержавеющий AISI 316L (03Х17Н14М2) | |
| 0,6х1000х2000 мм хк | 9,6 |
| 0,8х1250х2500 мм хк | 20 |
| 0,8х1500х3000 мм хк | 28,8 |
| 1,0х1000х2000 мм хк | 16 |
| 1,0х1250х2500 мм хк | 25 |
| 1,5х1000х2000 мм хк | 24 |
| 1,5х1250х2500 мм хк | 37,5 |
| 1,5х1500х3000 мм хк | 54 |
| 1,5х2000х4000 мм хк | 96 |
| 2,5х1000х2000 мм хк | 40,3 |
| 3,0х1500х3000 мм хк | 108 |
| 3,0х1830х3660 мм хк | 160,7 |
| 4,0х1500х3000 мм хк | 146 |
| 6,0х1000х2000мм хк | 96 |
| Лист нержавеющий AISI 321 (12Х18Н10Т) | |
| 0,5х1000х2000 мм хк | 8 |
| 0,8х1000х2000 мм хк (ржавые разводы) | 13 |
| 1,5х1000х2000 мм хк | 24 |
| 1,5х1250х2500 мм хк | 37,5 |
| 1,5х1500х3000 мм хк | 54 |
| 2,0х1000х2000 мм хк | 32 |
| 2,0х1250х2500 мм хк | 50 |
| 2,0х1500х3000 мм хк | 72 |
| 3,0х1000х2000 мм хк | 48 |
| 3,0х1250х2500 мм хк | 75 |
| 3,0х1500х3000 мм хк | 108 |
| 3,0х1500х6000 мм хк | 216 |
| 3,0х1000х2000 мм гк | 48 |
| 3,0х1250х2500 мм гк | 75 |
| 3,0х1500х3000 мм гк | 108 |
| 4,0х1000х2000 мм гк | 64 |
| 4,0х1500х3000 мм гк | 144 |
| 4,0х1500х6000 мм гк | 288 |
| 5,0х1000х2000 мм гк | 80 |
| 5,0х1500х6000 мм гк | 360 |
| 6,0х1000х2000 мм гк | 96 |
| 6,0х1500х6000 мм гк | 432 |
| 8,0х1000х2000 мм гк | 128 |
| 8,0х1500х6000 мм гк | 576 |
| 10,0х1000х2000 мм гк | 166 |
| 10,0х1250х2500 мм гк | 263 |
| 10,0х1500х6000 мм гк | 724 |
| 12,0х1000х2000 мм гк | 200 |
| 12,0х1250х2500 мм гк | 316 |
| 12,0х1500х6000 мм гк | 870 |
| 16,0х1250х2500 мм гк | 408 |
| 16,0х1500х6000 мм гк | 1150 |
| 20,0х1250х2500 мм гк | 515 |
| 20,0х1500х6000 мм гк | 1468 |
| 25,0х1500х6000 мм гк | 1822 |
| 30,0х1250х2500 мм гк | 780 |
| 30,0х1500х6000 мм гк | 2200 |
| 40,0х1250х2500 мм гк | 1043 |
| 40,0х1500х6000 мм гк | 2928 |
| 50,0х1500х6000 мм гк | 3596 |
| Лист нержавеющий AISI 430 (12Х17) | |
| 0,5х1000х2000 мм хк | 8 |
| 0,5х1250х2500 мм хк | 12,5 |
| 0,8х1000х2000 мм хк | 12,8 |
| 0,8х1250х2500 мм хк | 20 |
| 1,0х1000х2000 мм хк | 16 |
| 1,0х1250х2500 мм хк | 25 |
| 1,2х1000х2000 мм хк | 19,2 |
| 1,2х1250х2500 мм хк | 30 |
| 1,5х1000х2000 мм хк | 24 |
| 1,5х1250х2500 мм хк | 37,5 |
| 1,8х1000х2000 мм хк | 28,8 |
| 2,0х1000х2000 мм хк | 32 |
| 2,0х1250х2500 мм хк | 50 |
| 2,5х1000х2000 мм хк | 40 |
| 2,5х1250х2500 мм хк | 62,5 |
| 3,0х1000х2000 мм хк | 48 |
| 3,0х1250х2500 мм хк | 75 |
| 4,0х1250х2500 мм гк | 100 |
| 5,0х1000х2000 мм гк | 81 |
| 5,0х1250х2500 мм гк | 125 |
| 6,0х1000х2000 мм гк | 98,3 |
| 6,0х1250х2500 мм гк | 150 |
| Лист нержавеющий AISI 430 зеркальный и шлифованный | |
0,4х1000х2000 мм зерк. | 6,4 |
| 0,5х1000х2000 мм зерк. | 8 |
| 0,5х1250х2500 мм зерк. | 12,5 |
| 0,8х1000х2000 мм зерк. | 12,8 |
| 0,8х1250х2500 мм зерк. | 20 |
| 0,8х1000х2000 мм шлиф. | 12,8 |
| 0,8х1250х2500 мм шлиф. | 20 |
| 1,0х1000х2000 мм зерк. | 16 |
| 1,0х1250х2500 мм зерк. | 25 |
| 1,0х1000х2000 мм шлиф. | 16 |
| 1,2х1250х2500 мм зерк. | 30 |
| 1,5х1000х2000 мм зерк. | 24 |
| 1,5х1250х2500 мм зерк. | 37,5 |
| 1,5х1250х2500 мм шлиф. | 37,5 |
| 1,5х1500х3000 мм шлиф. | 54 |
| 2,0х1250х2500 мм зерк. | 50 |
| 2,0х1000х2000 мм шлиф | 32 |
| 2,0х1250х2500 мм шлиф | 50 |
| 3,0х1250х2500 мм шлиф. | 75 |
| Лист нержавеющий AISI 310S (20Х23Н18) | |
| 1,0х1000х2000 мм хк | 16,5 |
| 1,5х1000х2000 мм хк | 24 |
| 2,0х1000х2000 мм хк | 32 |
| 3,0х1000х2000 мм гк | 49 |
| 3,0х1500х6000 мм хк | 216 |
| 4,0х1500х6000 мм гк | 292,6 |
| 5,0х1500х6000 мм гк | 360 |
| 6,0х1500х6000 мм гк | 425 |
| 8,0х1500х6000 мм гк | 576 |
| 10,0х1500х6000 мм гк | 744 |
| 12,0х1500х6000 мм гк | 864 |
| 16,0х1500х6000 мм гк | 1166 |
| 20,0х1500х6000 мм гк | 1440 |
| 25,0х1500х6000 мм гк | 1800 |
| 30,0х1500х6000 мм гк | 2160 |
| Лист нержавеющий AISI 430 (08Х17) | |
| 0,4х1000х2000 мм хк | 6,4 |
| 0,5х1000х2000 мм хк | 8 |
| 0,5х1250х2500 мм хк | 12,5 |
| 0,6х1250х2500 мм хк | 15 |
| 0,7х1250х2500 мм хк | 17,5 |
| 0,8х1000х2000 мм хк | 12,2 |
| 0,8х1250х2500 мм хк | 20 |
| 0,8х1250х2500 мм хк в пл | 20 |
| 0,8х1500х3000 мм хк в пл | 28,8 |
| 1,0х1000х2000 мм хк | 16 |
| 1,0х1250х2500 мм хк | 25 |
| 1,0х1250х2500 мм хк в пл | 25 |
| 1,2х1000х2000 мм хк | 19,2 |
| 1,5х1000х2000 мм хк | 24 |
| 1,5х1250х2500 мм хк | 37,5 |
1,5х1250х2500 мм хк в пл.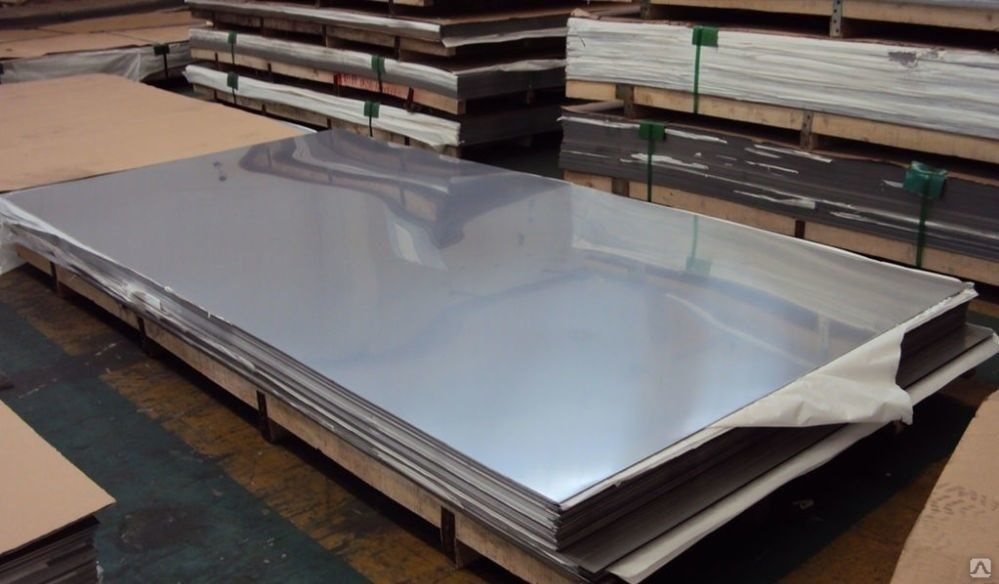 | 37,5 |
| 2,0х1000х2000 мм хк | 32 |
| 2,0х1000х2000 мм хк в пл. | 32 |
| 2,0х1250х2500 мм хк в пл. | 50 |
| 2,0х1250х2500 мм хк | 50 |
| 2,0х1500х3000 мм хк в пл. | 72 |
| 2,5х1000х2000 мм хк | 40 |
| 2,5х1250х2500 мм хк | 62,5 |
| 3,0х1000х2000 мм хк | 48 |
| 3,0х1250х2500 мм хк | 75 |
| 3,0х1000х2000 мм гк | 48 |
| 3,0х1250х2500 мм гк | 75 |
| 3,0х1500х3000 мм гк | 105 |
| 4,0х1000х2000 мм гк | 64 |
| 4,0х1250х2500 мм гк | 100 |
| 4,0х1500х3000 мм гк | 139 |
| 5,0х1000х2000 мм гк | 81 |
| 5,0х1250х2500 мм гк | 125 |
| 5,0х1500х3000 мм гк | 175,5 |
| 6,0х1000х2000 мм гк | 96 |
| 6,0х1250х2500 мм гк | 150 |
| 8,0х1000х2000 мм гк | 132 |
| 8,0х1250х2500 мм гк | 198 |
| 8,0х1500х3000 мм гк | 288 |
| 10,0х1000х2000 мм гк | 162 |
| 10,0х1500х3000 мм гк | 360 |
Любая партия нержавеющего листа.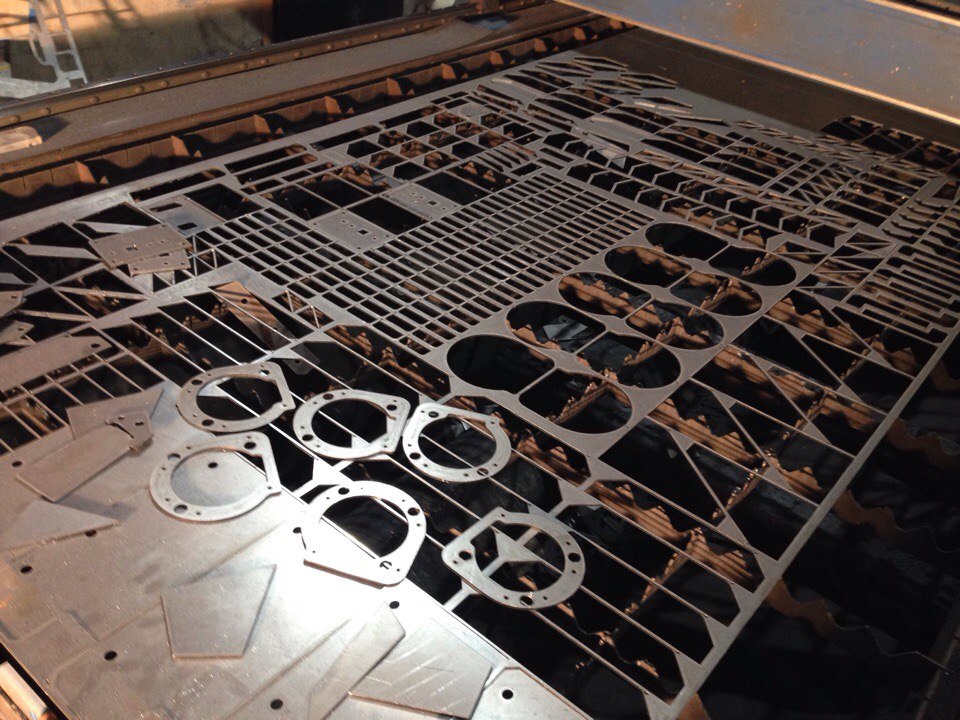
Лист пищевой нержавеющий
Категории
Отправьте свой Запрос
- Главная /
- Каталог металлопроката /
- Нержавеющий металлопрокат /
- Лист нержавеющий /
- Лист пищевой нержавеющий
| Листы нержавеющие пищевые AISI 321 | ||
| Наименование | Раскрой листа, мм | Марка стали |
| Лист нержавеющий х/к 0,6 мм | 1000х2000 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 0,8 мм | 1000х2000 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 1,0 мм | 1000х2000; 1250х2500 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 1,2 мм | 1000х2000 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 1,5 мм | 1000х2000; 1250х2500 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 1,6 мм | 1000х2000 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 2,0 мм | 1000х2000; 1250х2500 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 2,5 мм | 1000х2000 | (08)12Х18Н10Т |
| Лист нержавеющий х/к 3,0 мм | 1000х2000; 1000х3000; 1000х4000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 3,0 мм | 1000х2000; 1000х3000; 1000х4000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 4,0 мм | 1000х2000; 1000х3000; 1000х4000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 6,0 мм | 1000х4000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 8,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 10,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 12,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 14,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 15,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 16,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 18,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 20,0 мм | 1500х4000; 1500х5000; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 22,0 мм | 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 25,0 мм | 1500х4000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 40,0 мм | 1525х6290 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 50,0 мм | 1565х6120 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 60,0 мм | 1500х4500; 1500х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 60,0 мм | 1600х4500; 1600х6000 | (08)12Х18Н10Т |
| Лист нержавеющий г/к 80,0 мм | 1565х4065 | (08)12Х18Н10Т |
Специалисты компании ГЮР-Сталь бесплатно проконсультируют Вас по сортаменту и подберут нужный вид металлопроката, который будет соответствовать требованиям вашего проекта.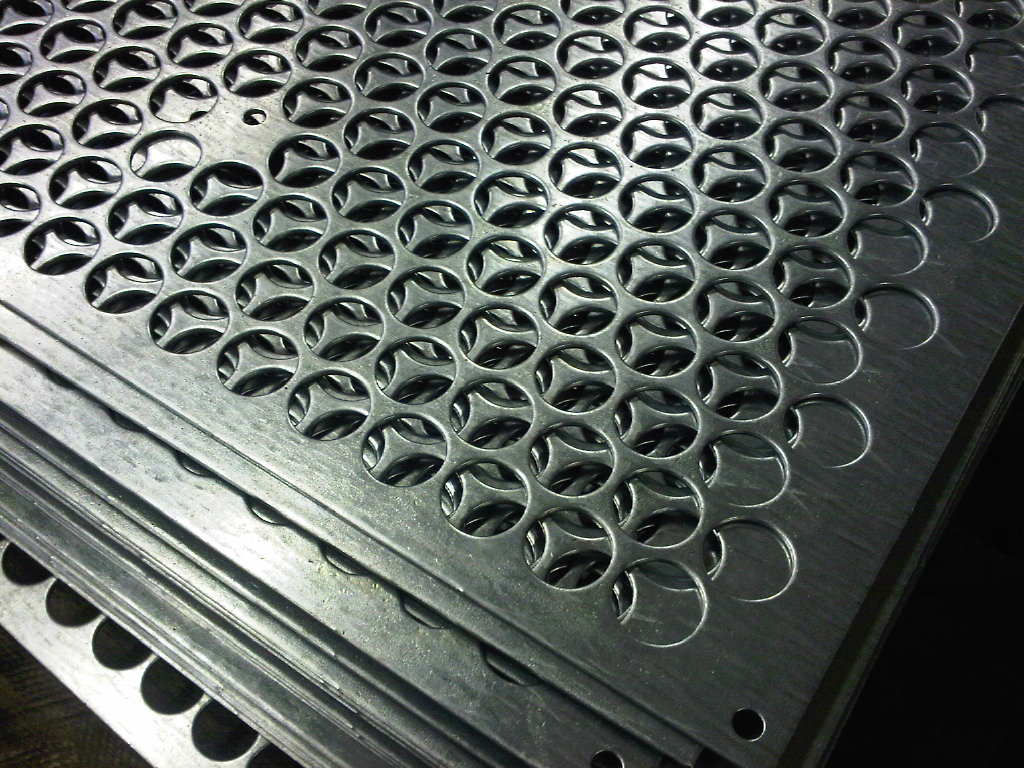
Стоимость и наличие доставки уточняйте у специалистов ГЮР-Сталь по тел: 8-499-258-08-21 или оставьте Заявку прямо сейчас.
Ваше имя
Ваш E-mail
Ваш запрос
Прикрепить файл
Нержавеющий лист AISI для отделки и облицовки с зеркальной, рифленой и декоративной поверхностью
Отделка или облицовка поверхностей нержавеющей сталью таких как стена или колонна приобретает все большую популярность в строительной отрасли. Поверхность приобретает антивандальную прочность, простота монтажа ускоряет сдачу объектов и не требует специальной квалификации для рабочих.
Нержавеющие листы для отделки стен бывают нескольких видов:
- Гладкий нержавеющий лист
- Рифленый нержавеющий лист
- Декоративный нержавеющий лист
Вид листа определяется от места или от проекта, где будет монтироваться продукция, и во многом определяется характеристиками, такими как прочность, коррозийная стойкость, внешний вид, геометрические размеры.
Гладкий зеркальный нержавеющий лист AISI
Данная продукция поставляется в рулонах и в листах, в зависимости от толщины продукции, при этом поверхность листа может быть зеркальной, шлифованной или матовой. Нержавеющий зеркальный лист AISI очевидно имеет самую большую популярность среди применения для отделки стен. Это объясняет презентабельный внешний вид, отличная стойкость к коррозии, приемлемый диапазон цен, в зависимости от применения. Такой лист изготавливается толщиной от 0,4 мм до 3 мм, различных марок нержавеющей стали, при этом раскрой листа (его геометрический размеры) могут быть 1х2 м, 1,25*2,5 м. Стоимость зеркального листа зависит марки нержавеющей стали, например нержавеющий зеркальный лист 0,5 мм AISI 430 или AISI 201 будет гораздо дешевле такого же листа, но с маркой AISI 304, при этом 304 марка гораздо устойчивее к коррозии при использовании на открытом воздухе со сменой температуры. Более дешевые марки рекомендуем использовать в теплых помещениях это продлит их срок службы. Очень часто зеркальный нержавеющий лист используют для отделки колонн, стен в магазинах, гипермаркетах, то есть в помещениях с высокой проходимостью, в том числе для отделки стен лифта.
Очень часто зеркальный нержавеющий лист используют для отделки колонн, стен в магазинах, гипермаркетах, то есть в помещениях с высокой проходимостью, в том числе для отделки стен лифта.
Мы предлагаем зеркальный лист различной обработки:
- Матовый нержавеющий лист AISI – маркировка 2B — лист из нержавейки матовое зеркало является нейтральной продукцией, другими словами его можно применять везде при отделке помещений, стен или других поверхностей. Он может быть как самостоятельным элементом сооружения, так и какой-то его частью;
- Зеркальный нержавеющий лист — маркировка BA
- Нержавеющий лист суперзеркало – маркировка 8N
Подводя итог использования нержавеющего листа с зеркальной поверхностью для отделки поверхностей, отметим преимущества:
- Цена. Диапазон цен позволяет выбрать оптимальный вариант без нагрузки на бюджет;
- Простота монтажа;
- Долговечность;
- Простота ухода;
- 100 % СУПЕР — Внешний вид
К недостаткам зеркальной нержавейки можно отнести то, что в процессе эксплуатации на поверхности могут появляться вмятины от механического воздействия, царапины, потертости.
Нержавеющий шлифованный лист AISI
Как и зеркальный, находит такое же применение, то есть шлифованная нержавейка считается элементом декора, и служит в облицовочных целях: зданий, строений, пищевого оборудования, стеллажей, лифтов и многих других сооружений, где важен внешний вид. Нержавейка со шлифованным покрытием придает готовому изделию эстетичный внешний вид. Отличает его вид поверхности, остальные же характеристики совпадают с зеркальным, но имеет свои особенности в применении. Применяются шлифованные листы из нержавейки в различных сферах:
- При реализации дизайн-проектов как в интерьерах, так и в ландшафтном дизайне
- Производство оборудования, специализированной мебели для промышленности, сегмента HoReCa и бытового назначения
Рифленый нержавеющий лист AISI
Рифленая нержавейка представляет собой лист с выступающими насечками, которые расположены перпендикулярно друг другу. Такое рифление называется ЧЕЧЕВИЦА. Рифленый лист чечевица изготавливается толщиной от 0,8 мм до 3 мм, раскроем 1х2 м и 1,25х2,5 м
| Лист нержавеющий рифленый ЧЕЧЕВИЦА |
Такие листы могут изготавливаться матовой, зеркальной или шлифованной поверхностью и обладают отличными противоскользящими свойствами, а также повсеместно применяются в облицовке стен, пола в производственных помещениях, общественном транспорте, отделке поверхности стеновых панелей.
Рифленая нержавека AISI 304 зеркальная в отделке стены помещения цеха
Декоративный нержавеющий лист
Декоративные листы из нержавейки изготавливаются толщиной от 0,4 мм до 1,5 мм, имеют раскрой 1,25*2,5 м, бывают матовые, зеркальные и шлифованные. На поверхности декорированного листа нанесены рисунки различной текстуры:
| кожа – маркировка DECO 8 | лен — маркировка DECO 9 | изморозь — маркировка DECO 1 |
Также бывает рисунок с узором или листы определенного цвета (черный, золото, бронза).
Широко применяются в различных сферах:
- Облицовка входных групп помещений
- Отделка лифтов
- Отделка стен
Кроме того, что это декоративный элемент конструкции, несущий эстетический вид в интерьере, декоративная нержавейка это и защитное покрытие.
Где купить нержавеющий лист для отделки и облицовки? Компания Сталь—Инвест – профессиональный партнер в поставках нержавеющей стали. Мы предлагаем исключительную по качеству продукцию и по приемлемой цене. Наши специалисты подберут вам нужную продукцию, ориентируясь на вашу задачу из ассортимента товаров раздела нержавеющего проката.
Мы предлагаем исключительную по качеству продукцию и по приемлемой цене. Наши специалисты подберут вам нужную продукцию, ориентируясь на вашу задачу из ассортимента товаров раздела нержавеющего проката.
Лист нержавеющий
Лист нержавеющий рифленый
Лист нержавеющий декоративный
Листы нержавеющие 0,5-70 мм – шлифованные и зеркальные, г/к и х/к
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
|
 0
0
 0
0
 0
0
 0
0
 0
0
 0
0
|
|
|
| ||||||
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
| |
Плазменная, лазерная, гидроабразивная резка металла, нержавеющего листа
Резка нержавеющего листа
Рубка нержавеющего листа
Гибка нержавеющего листа
Отмотка рулонной нержавеющей стали
Виды качественной резки нержавеющего листа в METAL БЮРО
Для резки нержавеющего листа METAL БЮРО использует следующие способы:
- термическую резку
- кислородную или газокислородную
- плазменно-дуговую, кислородно-плазменную, воздушно-плазменную, плазменную резка с использованием воды
- лазерную резку
- гидроабразивную резку
- резку рулонной и листовой стали ножницами на агрегатах продольной и поперечной резки, ЛППР (линиях поперечной и продольной резки)
Особенности плазменной резки нержавеющей листовой стали
Данный способ резки может применяться для разрезания нержавеющих листов любой толщины, он основан на применении проплавления стали в месте реза за счет тепла, генерируемого сжатой плазменной дугой.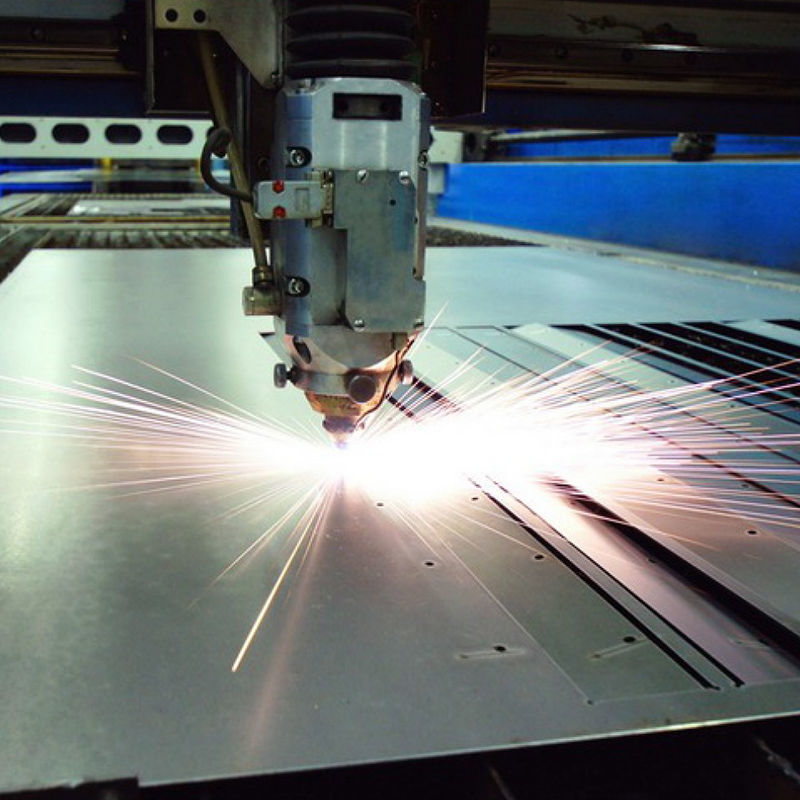 Современный способ плазменной резки проводится с использованием воды для устранения вредных выделений, снижения шума, защиты от яркого излучения дуги для получения деталей высокого качества с хорошо оформленными кромками:
Современный способ плазменной резки проводится с использованием воды для устранения вредных выделений, снижения шума, защиты от яркого излучения дуги для получения деталей высокого качества с хорошо оформленными кромками:
- резка листового проката осуществляется при погруженном или полупогруженном металле в водяную ванну
- используется вода в качестве плазмообразующей среды
- водоэлектрическая резка стали с водяной стабилизацией дуги в плазматроне (без подачи газа в плазмотрон) является высокопроизводительной с наилучшим качеством реза, при которой происходит диссоциация воды в дуге с получением кислорода и водорода в атомарном виде, резка может применяться в том числе для высоколегированного листового проката большой толщины
Лазерная резка и раскрой нержавеющего листового металлопроката
Эта резка выполняется на автоматизированных станках узкоспециализированного (предназначенных для резки только тонких или только толстых нержавеющих листов), универсального типа (предназначенных для резки листового проката любой толщины и стали, начиная от долей миллиметра), обработки нержавеющего листа большой длины (до 12 — 16 м), раскроя негабаритных деталей.
Энергия лазерного луча плавит металл в зоне резки, вызывая его возгорание и испарение или выдувание газовой струей. Система встроенных датчиков контролирует положение листа на рабочем столе, выбирает программу резки, точность раскроя обеспечивает направленное охлаждение зоны резки, благодаря которому не требуется дополнительная обработка кромки контуров, что особенно важно при раскрое листов большой толщины (кромки получаются прямоугольными, с хорошими показателями по шероховатости).
На универсальных станках лазерной резки METAL БЮРО производит контурную резку малых отверстий, в ускоренном режиме осуществлять смену режущих головок. Высокопроизводительные станки, работают в автоматическом режиме, позволяют экономить время на позиционирование и обработку при раскрое небольших одинаковых элементов на плоскости нержавеющего листа, контуров с малыми углами, узких резов с минимальным распространением термического влияния.
Гидроабразивная резка металлических нержавеющих листов
Данный способ, основанный на движении абразивных частиц в струе жидкости, подаваемых через сопло установки гидроабразивной резки, широко применяется для массовой вырезки из листового проката деталей однотипной формы: фланцев, книц — деталей, используемых для соединения элементов корпуса судна, фундаментных листов, лент, полос и т. п. Кроме того, гидроабразивная резка может использоваться для пакетной резки тонколистового нержавеющего металла. Для получения качественных результатов METAL БЮРО профессионально и правильно выбирает место начала резки, так, при вырезке в листвой стали внутренних контуров необходимо сначала просверлить отверстия на некотором расстоянии от контура деталей и начинать резку с них.
п. Кроме того, гидроабразивная резка может использоваться для пакетной резки тонколистового нержавеющего металла. Для получения качественных результатов METAL БЮРО профессионально и правильно выбирает место начала резки, так, при вырезке в листвой стали внутренних контуров необходимо сначала просверлить отверстия на некотором расстоянии от контура деталей и начинать резку с них.
Достоинства резки с применением гидроабразива заключаются в том, что поверхность листового проката в период проведения технологического процесса не коробится, не подвергается термическому упрочнению, которое могло бы повлечь за собой изменение прочностных свойств и структуры стали, т.к. температура металла в зоне реза составляет 60 — 90˚С, на готовых изделиях отсутствуют прижоги, оплавления и пригорание кромок, готовые однотипные детали являются идентичными по форме и точности исполнения, процесс резки – экологичен, пожаро- и взрывобезопасен, при резке отсутствуют вредные газовыделения.
Резка или раскрой листа производится на рабочем столе станка. Высокопроизводительные станки гидроабразивной резки с ЧПУ, оснащены автоматизированной системой подачи абразива, системами оборотного водоснабжения, нивелирования воды, удаления абразива, пневматической дрелью для предварительного просверливания трудных для пробивания материалов, встроенным воздушным кондиционером, охладителем.
Высокопроизводительные станки гидроабразивной резки с ЧПУ, оснащены автоматизированной системой подачи абразива, системами оборотного водоснабжения, нивелирования воды, удаления абразива, пневматической дрелью для предварительного просверливания трудных для пробивания материалов, встроенным воздушным кондиционером, охладителем.
Поперечная резка рулонной нержавеющей стали и продольный роспуск
Современные автоматизированные линии, которые использует METAL БЮРО, включают участки продольного роспуска и поперечной резки или комбинированные участки продольно-поперечной резки рулонной стали на штрипсы, полосы, листы, многовалковые правильные машины для устранения поверхностных дефектов стали после прокатки. Технология резки происходит по различным схемам: с применением жесткого набора ножей или с использованием передвижных ножевых блоков. Линии ППР оснащены специальными устройствами для автоматической укладки готовых нержавеющих листов без повреждения их поверхности.
5 надежных методов, которые может использовать каждый
Нержавеющая сталь является одним из наиболее широко используемых материалов в мире благодаря своей прочности, долговечности и коррозионной стойкости. Учитывая, насколько он прочный и долговечный, легко почувствовать себя немного ошеломленным, если вам нужно научиться резать нержавеющую сталь.
К счастью, есть несколько различных методов, которые могут помочь вам быстро справиться с работой, и мы рассмотрим каждый из них ниже.
Содержание
- Что вам понадобится
- Шаг I: Подготовка рабочего места
- Шаг II: Измерение для резки
- Шаг III: Резка стали
- Использование ножниц по металлу
- Использование ножниц
- Использование ножниц
- Использование a
- Использование угловой шлифовальной машины
- Использование плазменного резака
- Шаг IV. Очистите кромку
- Final Word
Что вам понадобится все между ними.
 Чаще всего толщину металла обозначают калибр . В зависимости от толщины стали, с которой вы работаете, вам понадобится один из следующих трех инструментов:
Чаще всего толщину металла обозначают калибр . В зависимости от толщины стали, с которой вы работаете, вам понадобится один из следующих трех инструментов:
- Ножницы по металлу (для тонких листов)
- Электроножницы (для более толстых листов)
- Циркулярная пила с лезвием для резки металла или отрезным кругом
- Угловая шлифовальная машина с отрезным кругом по металлу (для более толстых листов или труб)
- Плазменный резак (для очень толстых листов, прутков или сплошных труб)
Также необходимо следующее, независимо от того, какой метод вы выберете для резки стали:
- Goggles (полная лицевая экрана еще лучше)
- Рабочие перчатки
- Workbench
- Metal File
- Рейкта
- Маркер
Шаг I: Подготовка
927 из Whate Whate Washpace
. вы будете резать металл, вам нужно подготовить рабочее место.
 Для этого проекта потребуется хороший прочный верстак или пилы.
Для этого проекта потребуется хороший прочный верстак или пилы.
Если вы собираетесь использовать пилу, шлифовальную машину или плазменный резак, лучше всего работать на улице. В противном случае убедитесь, что вы удалили все легковоспламеняющиеся предметы из области, так как при резке будут лететь искры.
Шаг II: Измерение для разреза
Используйте рулетку, чтобы точно измерить площадь, которую нужно отрезать. Используйте маркер, чтобы отметить, где вам нужно вырезать. Если вы собираетесь резать по прямой линии, используйте линейку или угольник, чтобы получить идеально прямую линию.
Шаг III: Резка стали
После того, как вы настроили рабочее место, измерили и разметили рез, пришло время выбрать инструмент для работы.
Если вы разрезаете тонкие листы нержавеющей стали, лучше всего подойдут ножницы по металлу. Для более толстых листов потребуются электроножницы, циркулярная пила или угловая шлифовальная машина. Вы также можете использовать циркулярную пилу для труб из нержавеющей стали. Для действительно сверхпрочной стали лучшим вариантом будет плазменный резак.
Для действительно сверхпрочной стали лучшим вариантом будет плазменный резак.
Использование ножниц по металлу
Если вы работаете с тонкой сталью, пара ножниц по металлу быстро справится с работой. Используйте ножницы по металлу, как ножницы, и медленно прокладывайте себе путь через материал, стараясь не порезаться о край, который вы создали.
Использование механических ножниц
Электроножницы работают так же, как ножницы по металлу, за исключением того, что у них есть двигатель. Эти ножницы вырежут тонкую полоску металла из середины разреза. Чтобы разрезать нержавеющую сталь механическими ножницами, поместите сталь в челюсти механических ножниц, нажмите на спусковой крючок и медленно продвигайтесь по материалу, пока не закончите рез.
Использование циркулярной пилы
Циркулярная пила может пригодиться для резки кусков стали, слишком толстых для ножниц по металлу или механических ножниц. Самое важное, что нужно помнить, это то, что вам понадобится подходящее лезвие для резки металла.
Прежде чем приступить к резке, убедитесь, что вы принимаете надлежащие меры предосторожности. Независимо от того, используете ли вы для резки пилу, шлифовальную машину или плазменный резак, вам необходимо надеть защитные очки (или полнолицевой щиток) и прочные перчатки. Ношение одежды с длинными рукавами и брюк также поможет предотвратить попадание металлических осколков.
Когда вы будете готовы, включите пилу и дайте ей развить полные обороты, прежде чем начинать резку. Затем опустите пилу на поверхность и дайте пиле медленно пройти через материал, пока вы не закончите рез.
Использование угловой шлифовальной машины
При работе с угловой шлифовальной машиной действуют те же принципы, что и при работе с циркулярной пилой.
Всегда носите защитное снаряжение. Позвольте инструменту достичь полных оборотов в минуту, прежде чем начать резку, и медленно продвигайтесь по металлу.
Использование плазменного резака
Плазменный резак — полезный инструмент для резки любого металла, включая нержавеющий. Для более тонкого материала плазменный резак может оказаться излишним. Но для толстых кусков нержавеющей стали это лучший вариант.
Для более тонкого материала плазменный резак может оказаться излишним. Но для толстых кусков нержавеющей стали это лучший вариант.
Во-первых, вам нужно подготовить плазменный резак. Подключите плазменный резак к воздушному компрессору и включите воздух. Далее установите ток для плазменной резки. Чем толще металл, тем выше будет ток. Для листа 18-20 калибра установите ток около 25. Прикрепите зажим заземления к краю вашего материала.
Теперь можно приступать к резке. Включите машину и поднесите ручку горелки к рабочей поверхности. Нажмите на спусковой крючок, и вы готовы начать резку. Двигайтесь медленно и обдуманно и делайте все возможное, чтобы держать руку твердой, когда проводите линию.
Когда вы закончите, выключите плазменный резак, затем отсоедините зажимы воздуха и земли и сверните шланги.
Шаг IV. Очистите кромку
После того, как вы закончите резку, у вас останется довольно неприятный край вдоль любой из сторон, которые вы обрезали. Чтобы по-настоящему закончить работу, используйте напильник или инструмент для снятия заусенцев, чтобы удалить шероховатый край с вашего материала.
Final Word
Научиться резать нержавеющую сталь проще, чем кажется на первый взгляд. В зависимости от материала, который вы используете, вы сможете разрезать его с помощью ножниц по металлу, механических ножниц, циркулярной пилы, угловой шлифовальной машины или плазменной горелки.
Независимо от того, какой метод вы используете, обязательно работайте медленно и безопасно, чтобы завершить свой проект.
Как шаг за шагом резать нержавеющую сталь (Полное руководство)
Нержавеющая сталь является одним из наиболее часто используемых материалов в мире из-за ее широкого спектра характеристик, таких как прочность, устойчивость к коррозии и долговечность. Таким образом, учитывая его прочность и долговечность, можно простить переутомление, когда дело доходит до резки нержавеющей стали. К счастью, существует множество способов резки нержавеющей стали, и в этой статье рассматриваются некоторые из лучших методов. Итак, если вы хотите научиться резать нержавеющую сталь, вы попали по адресу.
Содержание
- 1 Инструменты, необходимые для резки нержавеющей стали
- 2 Пошаговая инструкция по резке нержавеющей стали
- 2.1 Шаг 1. Подготовьте рабочее место
- 2.2 Шаг 2. Измерьте объем резки
- 2.3: Резка нержавеющей стали
- 2.4 Использование ножниц по металлу для резки нержавеющей стали
- 2.5 Использование механических ножниц для резки нержавеющей стали
- 2.6 Использование циркулярной пилы для резки нержавеющей стали
- 2.7 Использование угловой шлифовальной машины для резки нержавеющей стали
- 2.8 Использование плазменного резака для вырезания из нержавеющей стали
- 2,9 Шаг 4: Очистите края вашего металла
- 3 Итог
ТЕРИЧЕСКИ Нержавеющая сталь бывает самых разных форм и размеров. В большинстве случаев калибр нержавеющей стали определяет ее толщину. Инструменты, необходимые для резки нержавеющей стали в зависимости от толщины стали. Кроме того, для обеспечения безопасности и улучшения процесса резки вам потребуется следующее. Вот некоторые необходимые инструменты.
Вот некоторые необходимые инструменты.
Как резать нержавеющую сталь шаг за шагом
Шаг 1: Подготовьте рабочее место
Первое, что вы должны сделать, это подготовиться к работе. Неважно, как вы хотите резать нержавеющую сталь. Для этого шага вам понадобятся прочные козлы или плоская поверхность, например верстак.
Неважно, как вы хотите резать нержавеющую сталь. Для этого шага вам понадобятся прочные козлы или плоская поверхность, например верстак.
Если вы хотите использовать шлифовальную машину, пилу или плазменный резак для резки нержавеющей стали, вам нужно свободное пространство, или вы можете работать на улице. Если вы работаете в помещении, убедитесь, что в помещении нет ничего легковоспламеняющегося.
Шаг 2. Измерьте разрез
Используйте рулетку, чтобы точно измерить области, которые вы хотите вырезать. После этого используйте маркер, чтобы отметить области, которые вы хотите вырезать. Этот шаг помогает сделать резку точной и аккуратной.
Шаг 3: Вырежьте нержавеющую сталь
После того, как ваше рабочее место будет готово, а вы измерили и отметили участки нержавеющей стали, которые хотите вырезать, следующим шагом будет решить, какие инструмент, который вы хотите использовать. Вы можете обратиться к выше, чтобы увидеть, какое устройство подходит для определенного размера (толщины) нержавеющей стали. Давайте посмотрим, как каждый из этих инструментов можно использовать для резки нержавеющей стали.
Вы можете обратиться к выше, чтобы увидеть, какое устройство подходит для определенного размера (толщины) нержавеющей стали. Давайте посмотрим, как каждый из этих инструментов можно использовать для резки нержавеющей стали.
Использование ножниц по металлу для резки нержавеющей стали
Если вы хотите отрезать тонкий кусок нержавеющей стали, особенно листов, лучше всего использовать ножницы по металлу. Поместите ножницы по металлу на края листа так же, как вы используете ножницы, и медленно прорежьте отметку, которую вы сделали с помощью маркера. Этот метод наиболее эффективен, если вы хотите сделать прямой срез.
Использование механических ножниц для резки нержавеющей стали
Пара механических ножниц работает так же, как ножницы по металлу. Отличие только в том, что у механических ножниц есть двигатель. Этот инструмент отрезает тонкую полоску по мере разрезания (как видно на изображении выше).
Возьмите сталь между губками механических ножниц и медленно проведите ею по отметке, которую вы создали, нажимая на спусковой крючок.
Использование циркулярной пилы для резки нержавеющей стали
Циркулярная пила является важным режущим инструментом, который можно использовать для резки толстой стали и других материалов, слишком толстых как для ножниц по металлу, так и для механических ножниц. Вам нужно только правильное лезвие, и ваша работа будет легкой. Меры предосторожности также являются важным аспектом при использовании циркулярной пилы. В этом случае вам понадобится полнолицевой щиток или защитные очки и прочные рабочие перчатки. Кроме того, вы можете защитить себя от металлических осколков, надев одежду с длинными рукавами и брюки.
После этого включите циркулярную пилу и дайте ей достичь максимального числа оборотов. Затем опустите пилу так, чтобы полотно двигалось по поверхности нержавеющей стали, следуя сделанным вами отметкам.
Использование угловой шлифовальной машины для резки нержавеющей стали
Угловая шлифовальная машина работает так же, как циркулярная пила. Итак, вам нужно следовать тем же процессам.
Разрешить кофемолке достичь максимального числа оборотов после включения. Медленно перемещайте лезвие вдоль отметки, которую вы сделали на нержавеющей стали.
Использование плазменного резака для резки нержавеющей стали
Плазменный резак — это передовой режущий инструмент, с помощью которого можно без труда резать любой металл. Устройство может быть не столь эффективным на более тонких стальных листах, как на толстых кусках нержавеющей стали.
Первое, что вам нужно сделать, это подготовить плазменный резак к работе. Этот процесс включает в себя подключение плазменного резака к воздушному компрессору и подачу воздуха. Следующим шагом является правильное определение текущей настройки. Более толстые металлы требуют более высокого тока плазменной резки. Например, для куска нержавеющей стали с калибром от 18 до 20 потребуется ток около 25 единиц. После установки тока зажмите край нержавеющей стали.
Следующим шагом является правильное определение текущей настройки. Более толстые металлы требуют более высокого тока плазменной резки. Например, для куска нержавеющей стали с калибром от 18 до 20 потребуется ток около 25 единиц. После установки тока зажмите край нержавеющей стали.
Теперь, когда все готово, можно включить машину и поднести ручку горелки ближе к металлу. Нажмите на спусковой крючок и обведите маркером линию, которую вы сделали, чтобы сделать разрез. Не забывайте делать это медленно для точности.
После этого выключите плазменный резак, а затем отсоедините воздушный компрессор.
Шаг 4: Очистите края металла
Вы должны понимать, что почти все эти инструменты оставляют шероховатости после резки. Вам нужно использовать напильник по металлу, чтобы придать металлу чистовую отделку по краям разреза.
Суть
Научиться резать нержавеющую сталь шаг за шагом не так сложно, как может показаться большинству людей. Вам нужен только правильный инструмент для работы, и это зависит от толщины вашей нержавеющей стали. Независимо от техники и устройства, которое вы используете для резки нержавеющей стали, важно ставить безопасность на первое место, работая медленно и имея защитное снаряжение, такое как пара перчаток и защитные очки.
Вам нужен только правильный инструмент для работы, и это зависит от толщины вашей нержавеющей стали. Независимо от техники и устройства, которое вы используете для резки нержавеющей стали, важно ставить безопасность на первое место, работая медленно и имея защитное снаряжение, такое как пара перчаток и защитные очки.
Ссылки по теме:
Как удалить царапины с нержавеющей стали
Как сверлить нержавеющую сталь шаг за шагом
Как полировать нержавеющую сталь? (Полное руководство)
Rocheindustry специализируется на высококачественном быстром прототипировании, быстром мелкосерийном и крупносерийном производстве. Услуги быстрого прототипа, которые мы предоставляем, включают в себя профессиональное проектирование, обработку с ЧПУ, включая фрезерную и токарную обработку с ЧПУ, изготовление листового металла или прототипирование листового металла, литье под давлением, штамповку металла, вакуумное литье, 3D-печать, SLA, изготовление прототипов экструзией пластика и алюминия, быструю оснастку, Быстрое литье под давлением, отделочные услуги по обработке поверхности и другие услуги по быстрому прототипированию в Китае, пожалуйста, свяжитесь с нами сейчас.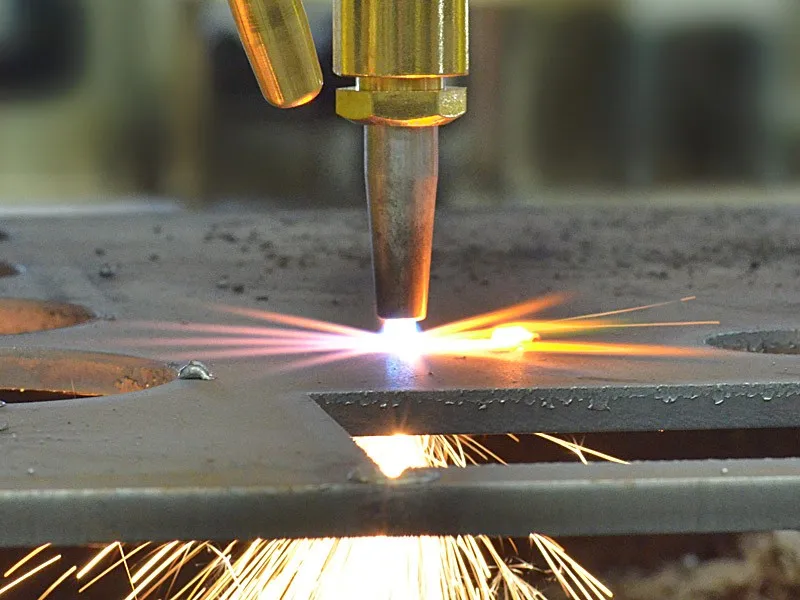
Резка листов из нержавеющей стали: сравнение методов
Существуют различные методы для резки листов из нержавеющей стали и . Технические аспекты должны быть оценены, чтобы выбрать один: качество резки, допуски и скорость производства являются критическими факторами производительности.
Лазерная резка – высокая точность и производительность
Высокоэнергетический, сфокусированный в инфракрасном диапазоне луч лазерной резки обеспечивает ширину пропила менее одного миллиметра, сводя к минимуму потери материала. Мы ценим лазерную резку за ее точность и превосходное качество поверхности реза. Термическая природа лазерной технологии ограничивает ее возможности листами из нержавеющей стали толщиной до 25 миллиметров (в некоторых случаях даже до 30 или 35 миллиметров). Кроме того, при лазерной резке на границе реза образуется зона термического влияния (ЗТВ). Термическое напряжение может возникать при работе с очень сложными профилями при более низких скоростях резания, особенно при обработке тонких заготовок. Технологии газовой поддержки минимизировали это ограничение и помогают поддерживать чистая поверхность качество. Несмотря на то, что длина резки ограничена, доступны значительные размеры площади резки. Поскольку это относительно недорогой подход , а также высокоэффективный, производители обычно предпочитают лазер для резки более тонких листов из нержавеющей стали.
Термическое напряжение может возникать при работе с очень сложными профилями при более низких скоростях резания, особенно при обработке тонких заготовок. Технологии газовой поддержки минимизировали это ограничение и помогают поддерживать чистая поверхность качество. Несмотря на то, что длина резки ограничена, доступны значительные размеры площади резки. Поскольку это относительно недорогой подход , а также высокоэффективный, производители обычно предпочитают лазер для резки более тонких листов из нержавеющей стали.
Гидроабразивная резка – точность при больших толщинах
Гидроабразивная резка водой, которая режет материал острым режущим песком под чрезвычайно высоким давлением (от 4000 до 6000 бар). Обычно пропил имеет ширину примерно один миллиметр. Обычно используемая для резки более толстых листов толщиной 40 миллиметров и выше, динамическая резка устраняет любой конус, который обычно появляется при лазерной или плазменной резке больших толщин. В то время как Waterjet более дорогой метод , он имеет значение, когда качество и жесткие производственные допуски имеют решающее значение, но толщина листа выходит за пределы ограничений лазера.
В то время как Waterjet более дорогой метод , он имеет значение, когда качество и жесткие производственные допуски имеют решающее значение, но толщина листа выходит за пределы ограничений лазера.
Производительность лазерной резки и гидроабразивной подготовки
Гидроабразивная и лазерная резка являются высокопроизводительными методами; однако лазер примерно в четыре раза производительнее . Тем не менее, в отличие от лазера, скорость гидроабразивной резки можно регулировать в зависимости от качества кромки, чтобы соответствовать требованиям производительности. Водомет это нетермический процесс, устраняет ЗТВ и необходимость вторичной обработки для сложных профилей. Тем не менее, это важный фактор в некоторых отраслях, таких как аэрокосмическая промышленность . Подобно лазерной резке, гидроабразивная резка имеет небольшие потери материала, а длинные станины для резки (более двенадцати метров) доступны очень редко.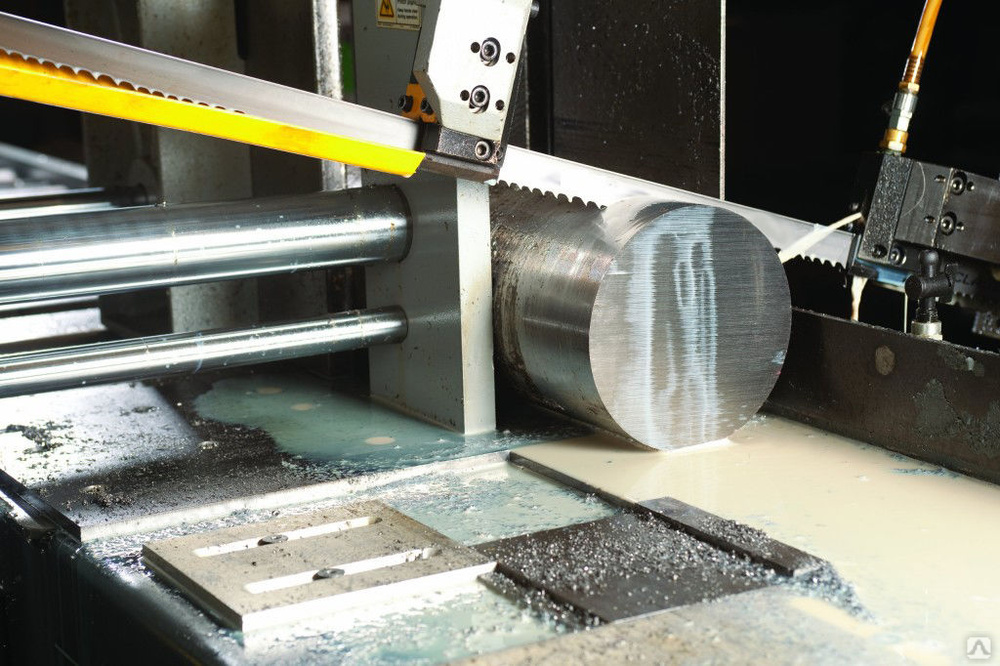
Плазма — материал большой толщины
Плазма, известная нам как четвертое состояние вещества, по существу представляет собой перегретый электропроводный газ. Инертный газ, такой как водород, аргон или просто воздух из цеха, направляется под очень высоким давлением через тонкое сопло вместе с электрической дугой для формирования плазменной струи. Этот метод достигает экстремальных температур при контакте с проводящими металлами. Они быстро режут и одновременно вытесняют испаряемый материал напором струи. Плазма предлагает меньшее качество поверхности реза и более широкие допуски. Тем не менее, более старая технология плазмы остается незаменимой для резки стальных листов большой толщины, где приемлема меньшая точность. Он также имеет преимущества хорошего уровня производительности, более низкой стоимости и неограниченной длины резки.
Скошенный профиль резки, который можно получить с помощью плазмы, хорошо подходит для обычных сварочных работ . Для плазменной резки существует множество установок с длинными станинами для резки, которые отвечают большинству требований.
Для плазменной резки существует множество установок с длинными станинами для резки, которые отвечают большинству требований.
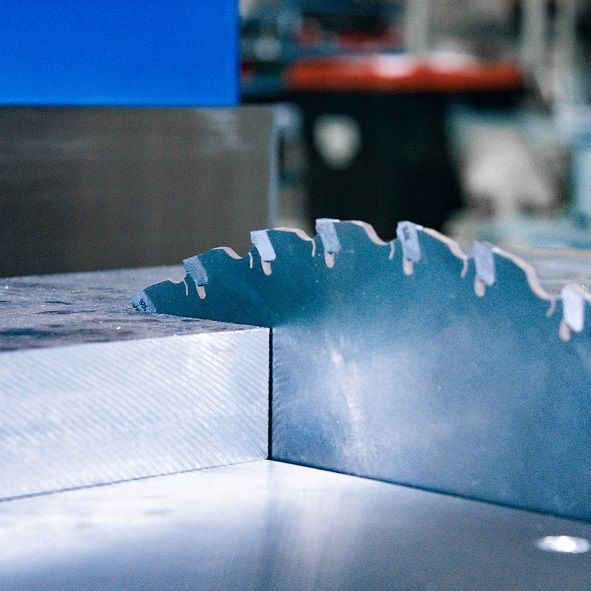
Распиловка – низкая стоимость, но с более широкими допусками
Наконец, распиловка – это традиционный метод, возможности и точность которого усовершенствовались по мере развития технологии машин. Некоторые производители используют ленточнопильные станки с регулируемой скоростью для резки листов различной толщины. Гидравлические двигатели и технологии ЧПУ добавляют контроль и превосходную повторяемость к мощным возможностям пиления.
Дисковые абразивные пилы также доступны для мокрой или сухой резки листовой стали. Для толщиной до 650 миллиметров пилы представляют собой недорогой метод. Они также имеют то преимущество, что вводят минимальное количество тепла в материал, чтобы избежать деформации. Резка пилой уместна, когда ограничения большой длины листа и более широких допусков не имеют значения.
Резка листов нержавеющей стали для изготовления профилей с помощью лазерной сварки
Для вырезания полос из листов нержавеющей стали необходима соответствующая технология. Тем более, что потом они будут соединяться лазером в профили. В случае, если металлическая полоса представляет собой стенку профиля, важны не только допуски по ширине и постоянство по длине. Также необходимо исполнение кромок . Диагональный или рифленый край недопустим. Мы должны обработать эту стенку так, чтобы она была такой же плоской, как и фланец.
Стрижка – реальная альтернатива?
Существует еще одна технология резки листов меньшей толщины, называемая резкой . Не только из-за ограничений по длине, но и из-за возникающего заусенца срезанные полосы неприменимы для лазерной сварки профилей. Другим аспектом, который исключает эту технологию для надлежащего предварительного материала, является деформационное упрочнение на режущей кромке.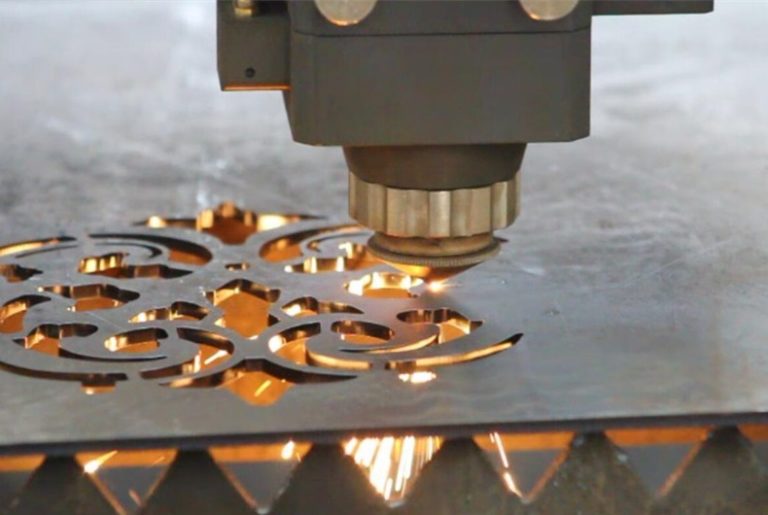 Это не подходит для идеальной лазерной сварки.
Это не подходит для идеальной лазерной сварки.
Когда эти полосы используются в качестве фланцев профилей, резка может рассматриваться как альтернатива резке листов из нержавеющей стали. Это также связано с тем, что повторная обработка не требуется.
Как вырезать отверстие в листе из нержавеющей стали
8 сентября 2022 г. 13 сентября 2022 г. / By Graham
Вырезать отверстия в металлических листах довольно просто. Более того, есть несколько способов сделать это.
Но когда дело доходит до вырезания отверстия в листе нержавеющей стали, начинается настоящая игра.
Нержавеющая сталь является одним из самых твердых материалов на земле. И по этой причине у вас нет нескольких способов прорезать в нем дырку.
Как вырезать отверстие в листе нержавеющей стали? – Ответ на этот вопрос довольно сложен.
Даже с правильными инструментами вы не можете гарантировать получение желаемых отверстий. Более того, небольшие промахи могут привести к поломке сверла или, что еще хуже, к травме.
Поэтому очень важно знать методы вырезания отверстий в листе нержавеющей стали.
И мы здесь именно с этим. Здесь вы узнаете о правильных инструментах и методах выполнения этой задачи.
Итак, давайте обойдемся без всего остального и начнем с деталей-
Выбор инструмента:
Выбрать подходящий инструмент для этой работы довольно просто.
Вы должны ответить на один простой вопрос: что тверже нержавеющей стали?
Как мы упоминали ранее, лишь немногие материалы тверже нержавеющей стали.
Но есть одна загвоздка-
Вы не можете получить резак из всех этих материалов. Итак, мы разобрали некоторые материалы, которые эффективны для вырезания отверстия в стальных листах.
Карбид и карбид вольфрама — лучшие материалы для этой работы.
Это подводит нас к выбору инструмента. Итак, вы должны приобрести наборы перфораторов для нержавеющей стали или сверла с твердосплавными насадками.
Это еще не все-
Вы также можете использовать плазменный резак для вырезания отверстий в нержавеющей стали.
Здесь мы дадим руководство по использованию всех трех инструментов. Итак, давайте двигаться дальше-
Наборы дыроколов для резки:
Вы получите наборы дыроколов, сделанные специально для резки нержавеющей стали. Если у вас его нет, то приобретите его.
Теперь давайте пройдемся по шагам использования набора пробойников для резки нержавеющей стали-
- Шаг 1: Отметьте центр и диаметр.
- Шаг 2: Возьмите кернер и используйте его. Это поможет вам в предстоящем процессе фрилинга.
- Шаг 3: Поместите сверло в центр и просверлите около четверти дюйма.
- Шаг 4: Поместите одну половину пуансона с одной стороны, а другую половину с противоположной стороны.
- Шаг 5: Используйте гаечный ключ, чтобы повернуть гнездо. В какой-то момент вы получите хорошую дыру в соответствии с вашими требованиями.
Этот процесс также имеет некоторые недостатки. Вам понадобится некоторое время, если вы хотите использовать этот метод. Кроме того, отверстие иногда вырезается не ровно. Таким образом, он нуждается в дальнейшем заусенцев позже.
Вам понадобится некоторое время, если вы хотите использовать этот метод. Кроме того, отверстие иногда вырезается не ровно. Таким образом, он нуждается в дальнейшем заусенцев позже.
Преимущество использования наборов дыроколов заключается в том, что вы также можете создавать квадратные отверстия. Все зависит от штампа. Если матрица прямоугольная, то вы получите прямоугольный вырез.
Мы нашли отличный дырокол:
- EvZ Tools 2-в-1 Дырокол для глаз
- Capri Tools CP21050 21050 Набор дыроколов для металла
- ABN Power Punch Heavy Duty Metalwood 9 Набор 900 Ручной дырокол для глубокого дерева 900 East Перфоратор
Использование кольцевой пилы (резака) на сверлильном станке является одним из лучших способов выполнения этой работы.
Возможно, вы уже выбрали свой резак. Но если нет, то опять же, мы говорим вам. Приобретите фрезу из карбида или карбида вольфрама.
Теперь, когда все готово, давайте приступим к процессу-
- Сначала отметьте центр отверстия.

- Закрепите стальной лист зажимами. Вы даже можете положить под него опорную доску, чтобы избежать разрывов.
- Используйте кернер в центре отверстия, чтобы создать углубления в этой области.
- Нанесите в центр смазку для резки. Сталь затвердевает при нагревании. Итак, вы должны держать эту смазку рядом. Вы также можете использовать гель для стрижки.
- Уменьшите обороты и включите боковую рукоятку, потому что будет большой крутящий момент.
- Еще раз проверьте, все ли установлено, и начинайте сверлить.
- Время от времени делайте паузу. Кроме того, смазывайте сверла во время паузы. Это будет поддерживать низкую температуру стального листа.
- Держи все в порядке и скоро у тебя будет идеальная дырка.
Этот метод потребует гораздо меньше усилий и может даже закончиться довольно быстро.
Однако не ждите, что закончите в течение минуты или около того. Это лист из нержавеющей стали, который вы режете.
Использование плазменного резака
С помощью этого метода вы сможете резать быстрее. Плазменные резаки используют плазму для резки. И самое приятное то, что плазма может прорезать почти все.
Плазменные резаки используют плазму для резки. И самое приятное то, что плазма может прорезать почти все.
Чтобы вырезать отверстие с помощью плазменного резака, вам понадобится направляющая для плазменной резки или направляющая для плазменной резки. Некоторые люди используют для этой цели трафареты для плазменной резки.
Однако будьте осторожны при его использовании. Не вдыхайте дым, образующийся при плазменной резке стали.
Плазменный резак Кажется очень дорогим инструментом, но вы можете проверить наш лучший выбор-
- Hobart 500566 Плазменный резак Airforce 40i, 240 В
- Плазменный резак Lotos LTP5000D
Bottom Line
Мы верим, что теперь вы сможете прорезать себе волосы, не выдергивая стальной лист. Всегда соблюдайте меры безопасности при вырезании отверстий в стальных листах.
Удачи с разрезом.
Узнайте больше о кольцевых пилах и о том, как их эффективно использовать, из наших полных руководств.
Связанный артикул:
- Как вырезать круглое отверстие в листовом металле
Делитесь любовью
Плазменная резка нержавеющей стали — наконечник American Torch
Поскольку системы плазменной резки широко используются в производстве и ремонте, они, естественно, стали популярным инструментом для резки различных материалов. Хотя системы плазменной резки способны резать любой электропроводящий материал, существуют определенные соображения, которые необходимо учитывать при попытке резать нержавеющую сталь. Начнем с практичности плазменной резки нержавеющей стали.
Может ли плазменный резак резать нержавеющую сталь?
Плазменная резка — отличное решение для резки нержавеющей стали. Это относительно быстрый процесс и, как правило, более доступный метод. Существует множество плазменных систем, из которых можно выбрать оптимальные результаты в зависимости от ваших потребностей.
Теперь, когда вы выбрали плазменный резак для резки нержавеющей стали, давайте решим, какой газ использовать при резке.
Какой газ следует использовать при резке нержавеющей стали?
Одним из основных факторов, определяющих качество резки и чистоту кромки листа из нержавеющей стали, вырезанного плазмой, является тип используемого газа. В идеале для достижения наилучших результатов следует использовать систему плазменной резки с двумя газами высокой четкости, однако подойдет и система с одним газом.
Одиночная газовая резка
- Воздух: Сжатый воздух можно использовать для резки нержавеющей стали толщиной до 25 мм (2 дюйма), в зависимости от номинальной силы тока вашей режущей системы. Однако большое количество азота, присутствующего в воздухе, приводит к почернению кромки реза. Кислород также может увеличить зону термического влияния (ЗТВ) и ухудшить качество кромок.
- Кислород (O2): Кислород можно использовать для резки нержавеющей стали, но это далеко не идеальный вариант, поскольку он приведет к ухудшению качества кромки и увеличению зоны термического влияния (ЗТВ).

- Азот (N2): Азот обеспечивает повышенную скорость резки и более гладкую поверхность резки, но может увеличить закругление и угловатость верхней кромки.
Двойная газовая резка (рекомендуется)
- азот (N2) – вода обрезанная кромка соломенного цвета. Однако это требует использования водяного стола.
- Водород/азот (F5) – Азот (N2): Эта комбинация обеспечивает превосходную угловатость, но ограничивается резкой материала толщиной примерно до 3/8 дюйма.
- Водород/аргон (h45) – Азот (N2): Это сочетание газов обеспечивает прямоугольную режущую кромку с различным цветом на более толстых материалах, но h45 доступен не на всех рынках, и на тонком листе может образоваться чрезмерное количество окалины.
Другие факторы, которые необходимо учитывать при резке нержавеющей стали
Теперь, когда вы выбрали газ, необходимо учитывать множество других факторов, чтобы максимально повысить качество, эффективность и безопасность резки при плазменной резке нержавеющей стали.
Зона термического влияния (ЗТВ)
Зона термического влияния вызывает беспокойство при резке различных материалов, но особую озабоченность вызывает при резке нержавеющей стали, так как для большинства марок нержавеющей стали характерны резкие изменения температуры, которые остаются после материал остыл. Это может потребовать вторичного травления или пассивации, чтобы удалить обесцвечивание, оставшееся после нагревания материала.
Максимальное качество кромки
Качество кромки при плазменной резке листа из нержавеющей стали будет варьироваться и в значительной степени зависит от трех факторов:
- Состояние стола: Состояние станины, портала, направляющих, подшипников и т. д. Компоненты вашего плазменного стола могут существенно повлиять на качество кромки. Регулярное техническое обслуживание стола обеспечит наилучшее качество резки.
- Режущие/защитные газы: Различные газы или комбинации газов будут давать разные режущие кромки на пластинах из нержавеющей стали разной толщины.

- Толщина материала: По мере увеличения толщины листа любые нежелательные эффекты режущей кромки будут усиливаться, и может потребоваться замена защитного газа.
Прорезка отверстий под болты
По сравнению с прорезкой отверстий в низкоуглеродистой стали в современных высокопроизводительных плазменных системах, где часто можно вставить болты, равные или превышающие диаметр толщины листа, прорезание отверстий с высокой точностью является более сложной задачей. пластины из нержавеющей стали из-за характеристик дуги и накопления окалины. Операторам может быть проще или необходимо просверлить отверстия под болты на пластине из нержавеющей стали или выполнить вторичные процессы, чтобы выровнять или очистить отверстия, вырезанные с помощью плазменного резака.
Можно ли плазменной резкой покрыть лист нержавеющей стали с полиэтиленовым покрытием?
Листы с полиэтиленовым покрытием обычно используются в производстве общественного питания и медицинского оборудования для защиты поверхности материала.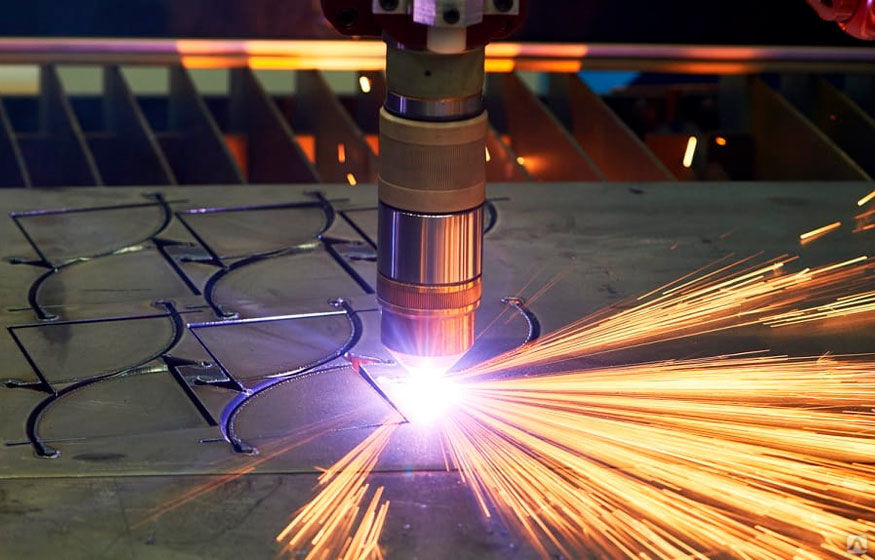 Резка листа нержавеющей стали с полиэтиленовым покрытием возможна с помощью плазмы, однако сила тока должна быть низкой , а в качестве защитного газа следует использовать азот .
Резка листа нержавеющей стали с полиэтиленовым покрытием возможна с помощью плазмы, однако сила тока должна быть низкой , а в качестве защитного газа следует использовать азот .
Как свести к минимуму образование окалины при резке нержавеющей стали
Операторы, привыкшие к резке низкоуглеродистой стали, знакомы с удалением по крайней мере некоторого количества окалины, но могут быть неприятно удивлены, обнаружив, что окалин значительно труднее удалить при резке листа из нержавеющей стали. Изменение конфигурации планок стола может решить эту проблему, если позволяет точкам прокола попасть между планками.
Если вы свариваете нержавеющую сталь , необходимо учитывать несколько дополнительных моментов.
Как предотвратить загрязнение пластин из нержавеющей стали
Необходимо соблюдать осторожность, чтобы не загрязнить пластины из нержавеющей стали углеродистой сталью во время удаления окалины, шлифовки, чистки щеткой или других процессов.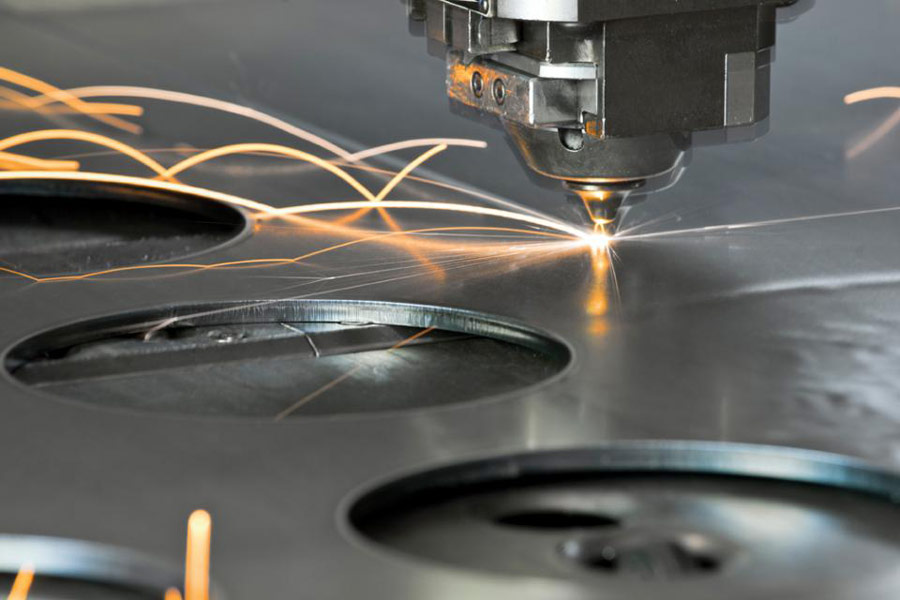 Это может вызвать очаги ржавчины, появление пятен и другие нежелательные эффекты.
Это может вызвать очаги ржавчины, появление пятен и другие нежелательные эффекты.
Производство высококачественных деталей с помощью плазменной резки нержавеющей стали
Если учесть особые требования к плазменной резке нержавеющей стали, процесс может работать очень хорошо и производить детали очень высокого качества. Если у вас есть вопросы о плазменной резке нержавеющей стали, обратитесь к местному поставщику оборудования для сварки или производителю стола. Если вы заинтересованы в плазменной резке, вы можете узнать больше о наших продуктах для плазменной резки, которые помогут вам улучшить качество резки и повысить эффективность.
Как резать нержавеющую сталь – искры и дуги
Нержавеющая сталь широко используется во всем мире благодаря ее коррозионной стойкости, долговечности и прочности. Поскольку он прочный и прочный, вы можете чувствовать себя подавленным, когда дело доходит до резки нержавеющей стали. Хорошая новость заключается в том, что существует множество методов, которые могут помочь вам в выполнении этой работы. Здесь мы рассмотрим каждый из них.
Здесь мы рассмотрим каждый из них.
Что вам нужно?
Существуют различные типы нержавеющей стали, включая трубы, стержни, листы и т. д. Толщина металла обычно известна по его толщине. Инструменты, которые вам понадобятся, скорее всего, будут зависеть от толщины стали.
Для тонких листов можно использовать ножницы по металлу, а для более толстых листов можно использовать механические ножницы. Для резки более толстых труб или листов более подходящей будет угловая шлифовальная машина с металлическим отрезным кругом. Однако для очень толстых стержней, листов или сплошных труб можно использовать плазменную резку. Циркулярная пила с лезвием для резки металла или отрезным кругом также полезна для резки нержавеющей стали.
Независимо от того, какую технику вы используете для резки стали, вам также понадобится верстак, рабочие перчатки, защитные очки, маркер, рулетка и напильник по металлу.
Пошаговое руководство по резке нержавеющей стали
Шаг первый: подготовка рабочего места
Важно подготовить рабочее место, независимо от того, какой метод резки вы хотите использовать. Убедитесь, что у вас есть крепкий верстак, который вы можете использовать для этого проекта. Вы также можете использовать козлы.
Убедитесь, что у вас есть крепкий верстак, который вы можете использовать для этого проекта. Вы также можете использовать козлы.
Если вы будете использовать плазменный резак, шлифовальную машину или пилу, то идеально работать на улице. Обязательно избавьтесь от всего легковоспламеняющегося вокруг этой области, так как во время резки могут летать искры.
Шаг второй: Измерьте площадь
Если вы хотите точно измерить площадь, которую хотите отрезать, используйте рулетку. Это можно сделать с помощью маркера; просто отметьте точку, где вам нужно отрезать. Используя угольник или линейку, вы можете получить идеально прямую линию при резке металла.
Шаг третий: резка нержавеющей стали
После того, как вы подготовили свое рабочее место, измерили и отметили область, которую необходимо вырезать, следующее, что нужно сделать, это выбрать лучший инструмент для работы.
Если вы режете только тонкие листы нержавеющей стали, то лучшим инструментом будут ножницы по металлу. С другой стороны, если вы хотите разрезать более толстые листы, вам следует использовать мощные инструменты, такие как угловая шлифовальная машина, циркулярная пила или механические ножницы. Вы также можете использовать циркулярную пилу для резки нержавеющих труб. Однако для сверхпрочной стали лучшим вариантом будет плазменная резка.
С другой стороны, если вы хотите разрезать более толстые листы, вам следует использовать мощные инструменты, такие как угловая шлифовальная машина, циркулярная пила или механические ножницы. Вы также можете использовать циркулярную пилу для резки нержавеющих труб. Однако для сверхпрочной стали лучшим вариантом будет плазменная резка.
Ножницы по металлу
Если вы работаете с тонкими листами нержавеющей стали, то эту работу можно быстро выполнить с помощью пары ножниц по металлу. Использование ножниц по металлу похоже на использование ножниц. Аккуратно работайте с материалом и избегайте порезов о край.
Электроножницы
Электроножницы работают так же, как ножницы по металлу, с той лишь разницей, что они оснащены двигателем. Он вырежет тонкую полоску металла из центра разреза. Чтобы использовать механические ножницы для резки нержавеющей стали, вы должны поместить сталь в челюсти механических ножниц. Затем нажмите на спусковой крючок и осторожно пройдитесь по материалу, пока не закончите разрез.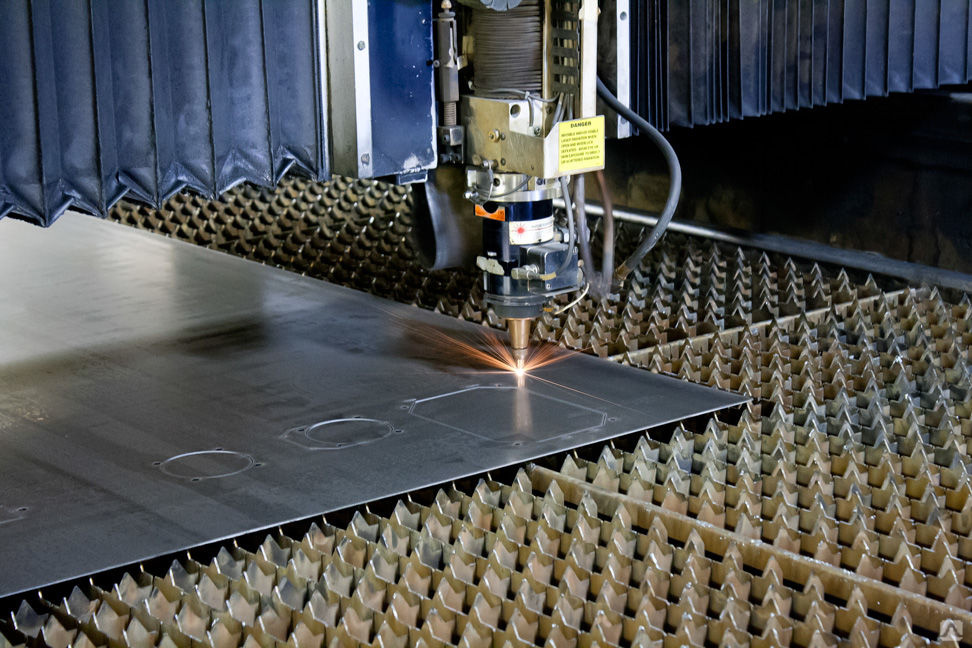
Циркулярная пила
Циркулярная пила очень полезна, если вы режете нержавеющую сталь, слишком толстую для механических ножниц или ножниц по металлу. При использовании циркулярной пилы имейте в виду, что вам понадобится подходящее полотно для резки металла.
Прежде чем приступить к резке, убедитесь, что вы принимаете надлежащие меры предосторожности. Всегда надевайте прочные перчатки и защитные очки или защитную маску, закрывающую лицо. Также рекомендуется носить одежду с длинными рукавами и брюки, чтобы защитить себя от металлических осколков.
Когда вы закончите подготовку, включите пилу и дайте ей разогнаться до максимальных оборотов, прежде чем начинать резку. Опустите циркулярную пилу на поверхность металла и дайте ей осторожно пройти через материал, пока вы не закончите рез.
Угловая шлифовальная машина
Угловая шлифовальная машина работает так же, как циркулярная пила. При работе с этим инструментом убедитесь, что вы всегда носите защитное снаряжение. Дайте инструменту достичь полного числа оборотов, прежде чем начать резать и медленно продвигаться по металлу.
Дайте инструменту достичь полного числа оборотов, прежде чем начать резать и медленно продвигаться по металлу.
Плазменный резак
Плазменный резак — очень ценный инструмент, с помощью которого можно быстро выполнить работу с любым металлом, включая нержавеющую сталь. Этот инструмент является лучшим вариантом для резки толстой нержавеющей стали, однако он может быть немного излишним для более тонкого металла.
Первое, что вам нужно сделать, это настроить плазменный резак. Присоедините плазменный резак к воздушному компрессору и включите его. Установите соответствующий ток, необходимый для вашего плазменного резака. При резке более толстого металла необходимо установить более высокий ток. Ток должен быть около 25, для листов калибра 18-20. Поместите зажим заземления на край вашего металла.
Теперь можно приступать к резке. Начните с включения машины и поднесите ручку горелки к рабочей поверхности. Просто нажмите на спусковой крючок, и вы можете начать резать. Работайте осторожно и обдуманно и изо всех сил держите руки неподвижно, когда проводите линию.
Работайте осторожно и обдуманно и изо всех сил держите руки неподвижно, когда проводите линию.
Когда закончите, выключите плазменный резак. Кроме того, не забудьте снять воздушный и заземляющий зажимы и убрать шланги на хранение.
Дремель
Дремель — это вращающийся инструмент, способный резать различные типы материалов с помощью отрезных кругов. Дремель с отрезным кругом из смолы достаточно прочен, чтобы резать высокоуглеродистую сталь. Дремель работает так же, как и угловая шлифовальная машина, поскольку оба они имеют одинаковый процесс резки.
Отрезная пила
Отрезная пила — это небольшой инструмент, подходящий для резки тонких заготовок из нержавеющей стали. Пневматическая отрезная пила предпочтительнее из-за ее дополнительной мощности за счет давления воздуха. Важно выбрать лезвие, которое подходит для этого процесса. При работе с этим устройством необходимо надевать защитную маску, так как мелкие куски стали могут разлетаться.
Прежде всего, вы должны отметить область, которую вы собираетесь резать, затем постепенно опускать лезвие в материал. Начинайте резать сталь постепенно, не останавливаясь. Используйте небольшой полировальный круг для очистки шлифовального станка и полировки кромок.
Лобзик
Лобзик — это небольшое устройство, способное делать сложные пропилы, в том числе кривые. Электролобзиком с твердосплавным лезвием можно резать даже стальные листы толщиной до 5/64 дюйма. Это позволяет делать длинные и прямые пропилы. Это более эффективно, когда вам нужны внутренние вырезы и крутые изгибы.
При работе электролобзиком необходимо наличие стартового отверстия. При сверлении отверстия можно использовать как коронку по металлу, так и обычную дрель. Положите лист на рабочую поверхность и отметьте место для вырезания. Вставьте линейку в лист из нержавеющей стали. Прикладывайте постоянное, но умеренное давление к пиле, достаточное для того, чтобы полотно выполняло свою работу. Тем не менее, вам следует избегать приложения силы к пиле, чтобы предотвратить перегрев металла и притупление кромки. Обязательно очистите обрезанный край, чтобы удалить заусенцы. Это можно сделать с помощью наждачной бумаги с зернистостью 80 или металлического напильника вместе со шлифовальным блоком.
Тем не менее, вам следует избегать приложения силы к пиле, чтобы предотвратить перегрев металла и притупление кромки. Обязательно очистите обрезанный край, чтобы удалить заусенцы. Это можно сделать с помощью наждачной бумаги с зернистостью 80 или металлического напильника вместе со шлифовальным блоком.
Ленточная пила
Ленточная пила, способная резать нержавеющую сталь, обычно используется для резки труб. Как правило, вам придется опустить лезвие, чтобы оно могло резать сталь горизонтально. Край вашей нержавеющей стали будет иметь тот же результат, что и лезвие лобзика. Однако, если вы хотите получить ровный срез, вам следует установить более низкую скорость.
Ножовка по металлу
Ножовка с мелким зубом предназначена для резки кабеля и металла из нержавеющей стали. При работе с ножовкой у вас должны быть тиски и кусок дерева размером примерно 3x3x6 дюймов.
Первое, что нужно сделать, это просверлить отверстие примерно на 8/34 дюйма примерно в одном дюйме от конца. Затем закрепите деревянный брусок и убедитесь, что есть достаточно места для протягивания кабеля. После этого сделайте надрез под углом 90 градусов с помощью ножовки с твердосплавным стержнем. Отверстие в деревянном блоке обеспечит надежную фиксацию кабелей, чтобы они не могли двигаться. Кроме того, разрезы помогут ножовке завершить процесс.
Затем закрепите деревянный брусок и убедитесь, что есть достаточно места для протягивания кабеля. После этого сделайте надрез под углом 90 градусов с помощью ножовки с твердосплавным стержнем. Отверстие в деревянном блоке обеспечит надежную фиксацию кабелей, чтобы они не могли двигаться. Кроме того, разрезы помогут ножовке завершить процесс.
Шаг четвертый: зачистите край металла
После того, как вы закончите резать металл, кромка будет выглядеть немного неприятно. Чтобы завершить работу, вы должны избавиться от грубой кромки металла с помощью напильника или инструмента для удаления заусенцев.
Заключение
Уметь резать нержавеющую сталь не так сложно, как кажется на первый взгляд. Инструменты, которые вы будете использовать, во многом зависят от материала, который вы будете резать. Вы можете использовать угловую шлифовальную машину, циркулярную пилу, механические ножницы, ножницы по металлу или плазменный резак. Независимо от того, какой метод вы выбрали, очень важно работать аккуратно и безопасно при завершении вашего проекта.
