Расшифровка электродов для сварки таблица: Маркировка сварочных электродов и их расшифровка
Содержание
Выбор режима ручной дуговой сварки
0
На сумму:
0 р.
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.2 Напряжение дуги (длина сварочной дуги)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.3 Скорость сварки
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
|
|
|---|---|

Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Спасибо за подписку!
Цветовая маркировка вольфрамовых электродов, сварка TIG — EWM AG
| Маркировка | Вес оксида в % | Оксид | Цвет | В ассортименте |
| WP | — | — | зеленый |
да
|
| WT 4 | 0,35-0,55 | Th | голубой | нет |
| WT 10 | 0,80-1,20 | Th | желтый | нет |
| WT 20 | 1,70-2,20 | Th | красный | нет |
| WT 30 | 2,80-3,20 | Th | сиреневый | нет |
| WT 40 | 3,80-4,20 | Th | оранжевый | нет |
| WZ 3 | 0,15-0,50 | Zr | коричневый | нет |
| WZ 8 | 0,70-0,90 | Zr | белый | нет |
| WL 10 | 0,90-1,20 | La | черный | по запросу |
| WL 15 | 1,40-1,60 | La | золотой |
да
|
| WL 20 | 1,80-2,20 | La | темно-синий |
да
|
| WC 20 | 1,80-2,20 | Ce | серый |
да
|
| WR 2* | Смешанные оксиды | Редкоземельные элементы | бирюзовый |
да
|
| E3® | Смешанные оксиды | Редкоземельные элементы | сиреневый |
да
|
* WR 2 на данный момент еще не стандартизировано
Th: торий; Zr: цирконий; La: оксид лантана; Ce: оксид церия
WP-электроды:
- Чистые вольфрамовые электроды
- Сварка алюминиевых сплавов переменным током
- Не подходит для сварки постоянным током
WT-электроды:
- Со слабым радиоактивным излучением по причине добавки тория
- По причине повышенной опасности для здоровья следует отказаться от применения
- Улучшенные характеристики зажигания и более высокая предельно допустимая сила тока в отношении WP-электродов
WZ-электроды:
- Благодаря добавке циркония уменьшение опасности загрязнения плавления
- Вольфрамовые электроды для сварки алюминиевых сплавов переменным током
- Подходит только для сварки постоянным током
WL-электроды:
- Повышенная способность зажигать дугу, благодаря оксиду лантана
- Подходит для сварки постоянным и переменным током
- Может использоваться для нелегированных и высоколегированных сталей, алюминиевых, титановых, никелевых, медных и магниевых сплавов, а также для микроплазменной сварки
- Оптимальный вариант для использования в слаботочной зоне
- Хорошие результаты использования для WT-электродов
WC-электроды:
- Благодаря оксиду церия, очень хорошие свойства зажигания и повторного зажигания
- Подходит для сварки постоянным и переменным током
- Может использоваться для нелегированных и высоколегированных сталей, алюминиевых, титановых, никелевых, медных и магниевых сплавов в нижнем и среднем диапазоне тока
- Хорошие результаты использования для WT-электродов
WS-электроды:
- Различный, нестандартный состав
- Подходит для сварки постоянным и переменным током
- Может использоваться для нелегированных и высоколегированных сталей, алюминиевых, титановых, никелевых, медных и магниевых сплавов в нижнем и среднем диапазоне тока
- Длительный срок службы и высокая нагрузочная способность
Как собрать сварочный стол — Baker’s Gas & Welding Supplies, Inc.

Делиться:
Ed Cyzewski
Если вы ищете проект для легкой сварки , вы можете подумать о создании собственного сварочного стола . Сварочный стол должен быть способен поглощать тепло и не воспламеняться и не деформироваться во время работы. Сварочные столы должны быть изготовлены из стали и должны оставаться устойчивыми даже при большой нагрузке. Проектирование и изготовление собственного сварочного стола позволит вам спроектируйте деталь, которая идеально подойдет для вашего рабочего места и будет дешевле , чем покупка готовой модели.
Основные инструменты , необходимые для сборки сварочного стола , не представляют собой ничего особенного, и, вероятно, у вас уже есть большинство инструментов в вашем магазине. Вам понадобятся куски металла, которые вы собираетесь использовать для верхней резки, или вы можете вырезать их самостоятельно, используя либо кислородно-ацетиленовую горелку, либо плазменный резак. После того, как вы определились с размерами своего сварочного стола, вам также понадобятся ленточная пила, шлифовальная машина, зажим, молоток, угольник, уровень и, конечно же, ваш сварочный аппарат. Подумайте о том, чтобы взять несколько магнитов или зажимов для этого проекта, и мы находим их полезными практически для любого проекта!
После того, как вы определились с размерами своего сварочного стола, вам также понадобятся ленточная пила, шлифовальная машина, зажим, молоток, угольник, уровень и, конечно же, ваш сварочный аппарат. Подумайте о том, чтобы взять несколько магнитов или зажимов для этого проекта, и мы находим их полезными практически для любого проекта!
Прежде чем резать или сваривать какие-либо металлические детали, сначала необходимо определить размер сварочного стола , который вы будете строить. Сколько места вам нужно для работы вокруг сварочного стола и тип сварочных работ, для которых вы будете его использовать; выяснение всего этого до того, как вы начнете, значительно облегчит весь процесс сборки. Ваш сварочный стол должен состоять из верхней части толщиной не менее 3/8 дюйма, изготовленной из углеродистой стали, а ножки должны быть сделаны из уголка, U-образного профиля, трубы квадратного сечения или трубы. При сборке сварочного стола важно помнить, что весь используемый металл должен быть одного типа, чтобы обеспечить прочность и однородность сварочного стола.
После того, как вы определили размер своего сварочного стола, следующим шагом будет разрезание верхней части . Вы должны разметить разрезы на металлической пластине и оставить 1/8 дюйма по длине и ширине разрезов, чтобы обеспечить чистовую шлифовку. Прежде чем делать какие-либо разрезы, вы должны удалить все легковоспламеняющиеся материалы с рабочей зоны. Поднимите кусок металла, который вы разрезаете, для верхней части и отрежьте его с помощью кислородно-ацетиленовой горелки или плазменного резака. После того, как разрезы будут сделаны, вам нужно будет удалить весь шлак с помощью молотка. Для этого можно ударить молотком по обрезанным концам столешницы, и присутствующий шлак легко отломится. После того, как весь шлак будет удален, вам нужно будет отшлифовать края, чтобы сгладить любые шероховатости на краях реза.
Следующим шагом будет определить, сколько опорных ножек потребуется вашему сварочному столу . Это можно определить по толщине столешницы и общему размеру стола. Если вы использовали столешницу размером 3/8 дюйма, расстояние между опорными ножками не должно превышать шести футов. На этом этапе вам также необходимо будет определить удобную рабочую высоту сварочного стола. Помните, что отрезанная длина ножек будет равна конечной высоте за вычетом толщины столешницы. Теперь вам нужно будет отрезать необходимое количество ножек и убедиться, что оба конца ножек квадратные. Разметьте расположение ножек на столешнице, и после того, как вы разместили все ножки на своих местах, вы можете начать приваривать их к столешнице.
Если вы использовали столешницу размером 3/8 дюйма, расстояние между опорными ножками не должно превышать шести футов. На этом этапе вам также необходимо будет определить удобную рабочую высоту сварочного стола. Помните, что отрезанная длина ножек будет равна конечной высоте за вычетом толщины столешницы. Теперь вам нужно будет отрезать необходимое количество ножек и убедиться, что оба конца ножек квадратные. Разметьте расположение ножек на столешнице, и после того, как вы разместили все ножки на своих местах, вы можете начать приваривать их к столешнице.
Возможно, вам понадобятся опорные элементы, которые соединяют ножки в какой-то точке под столом и будут действовать как распорки, чтобы ножки оставались прямыми. Эти куски металла можно приварить к каждой из ножек стола для дополнительной прочности и поддержки. Вы можете добавить полку под стол , которая будет служить опорой для ножек стола и стеллажа одновременно. Полка, приваренная под столом, может предоставить вам столь необходимое место для хранения ваших сварочных инструментов и оборудования во время работы.
Количество принадлежностей, которые можно добавить к сварочному столу, не ограничено. Некоторые из этих аксессуаров, которые вы, возможно, захотите добавить к своему сварочному столу, представляют собой куски металла, которые можно использовать для заземления сварочного аппарата на столе. Размещение нескольких кусков металла вдоль рабочего стола также позволит вам перемещать сварочный аппарат по рабочему столу и по-прежнему иметь возможность должным образом заземлить его. Использование сварочного стола в качестве основания при сварке заготовок поверх стола может быть сопряжено с некоторыми опасностями. Эта статья на веб-сайте полна полезной информации, если вы решите пойти по этому пути.
Источник изображения: «Сварочный стол» с форума по сварке TractorByNet.com
Другие ресурсы:
- Как собрать металлический сварочный стол (linclonelectric.com)
- Сварочный стол — идеи для сварочных столов — сборка или покупка (weldingtipsandtricks.
 com)
com)
Если вы больше визуальный ученик или просто не любите читать, вот видео на YouTube с подробным описанием процесса. На YouTube размещено множество руководств и типов таблиц, так что посмотрите сами.
Не забудьте вернуться, чтобы узнать о других идеях для проектов. Также оставьте комментарий и сообщите нам, как получился ваш проект стола!
Поданный в:
легкий сварочный проект,
как построить сварочный стол,
Учить,
металлические детали,
металлическая пластина,
Проекты,
ножки стола,
стол,
сварка,
сварочный стол,
рабочий стол
Делиться:
Предыдущая статья
Обзор нового Miller Multimatic 235
старого хобарт-Welder-диаграмма-Google Suce
. 0003
0003
weldtalk.hobartwelders.com › сварочные изделия › 8…
21.09.2004 · Нужна электрическая схема и любая информация. на моем очень старом Hobart Tig Welder!! Я не знаю, сколько ему лет. Может быть, лет 1950-х.
Расшифровка серийного номера Hobart RC-300 и схема подключения
Схема подключения Hobart G-213 — доски объявлений Weld Talk
Схема подключения Hobart M-250 — доски объявлений Weld Talk
Помогите подключить этот старый сварочный аппарат!! — Доски объявлений Weld Talk
Weitere Ergebnisse von weldtalk.hobartwelders.com
Инструкции и запчасти | HobartWelders
www.hobartwelders.com › support › manuals-and-p…
Найдите запасные части и получите максимальную отдачу от своих продуктов, загрузив специальное руководство пользователя для вашего устройства. Из мер предосторожности, эксплуатации/настройки …
Помогите со схемой подключения сварочного аппарата Hobart G225-K? — Смокстак
www. smokstak.com › … › Сварочный цех
smokstak.com › … › Сварочный цех
19.04.2006 · Я взял сварочно-генераторный блок Hobart G225-k, и к нему нужно провести некоторые работы по электромонтажу. Трансформатор (ы) перегрелся и …
схема подключения hobart mc300 для преобразования с 440 на 220
старый сварочный генератор hobart с wisconson VF4D помогите?
Weitere Ergebnisse von www.smokstak.com
Ähnliche Fragen
Сварочные аппараты Hobart производятся компанией Miller?
Какой двигатель у сварочного аппарата Hobart?
Кто производит сварочный аппарат Hobart? 918711-vintage-ho… передний. Не уверен, что электрическая схема может сделать для вас, если вы не хотите …
Помогите подключить этот старый Хобарт!!! — Вчерашние тракторы
www.yesterdaystractors.com › cgi-bin › viewit
12.06.2009 · Я заказал руководство для G-3010, но схема подключения другая и вместо 4 проводов к переключателю местного/дистанционного управления, показывает шесть.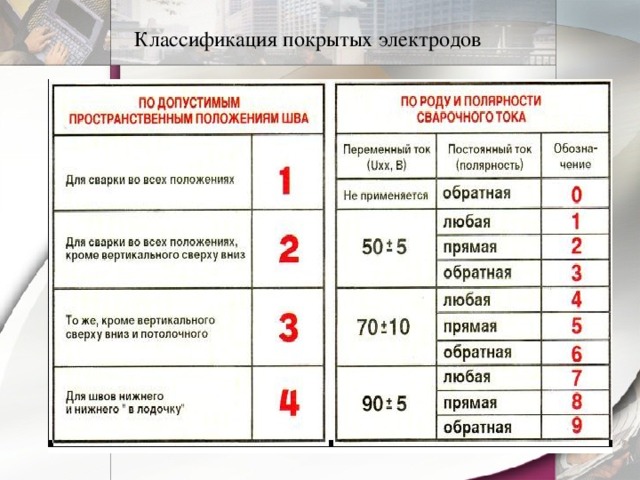
Hobart Welder No Power
Помощь в определении этого сварщика Hobart
Weitere Ergebnisse von www.yesterdaystractors.com
БЕСПЛАТНЫЕ ПРОДУКТЫ HOBART WELDIN Продукты 1 — 50 из 66 · Hobart Welding Products Welder 125 EZ. Спецификация сварочного аппарата для сварки порошковой проволокой Hobart Welders. Страниц: 2. См. Цены …
Сварочный аппарат Hobart t-225 нужна электрическая схема — Сварочные инструменты
www.fixya.com › Форум › Сварочные инструменты
Позвоните в Lincoln Electric (производитель) по телефону 216-481-8100 и попросите их прислать вам электронное письмо. Пожалуйста, оцените мой ответ, Карл. Опубликовано 03 декабря …
[PDF] Hobart 145 Welder/Generator — Руководство по эксплуатации — Rentalex
www.rentalex.com › wp-content › uploads › 2017/04 › Hobart145_O…
Touching live электрические детали могут стать причиной смертельного поражения электрическим током или серьезных ожогов.
