Расшифровка марки электродов: Как расшифровать названия электродов? — Ответы на вопросы наших клиентов
Содержание
что обозначает, какой бывает, как правильно расшифровывается
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
Содержание статьиПоказать
- Как обозначается вид в маркировке
- Разделение в зависимости от марки
- В зависимости от диаметра
- В зависимости от назначения
- В зависимости от коэффициента толщины покрытия
- Исходя из групп индексов
- В зависимости от того, какое покрытие
- Исходя из размещения в пространстве
- В зависимости, от того какой сварочный ток
- Не стандартные маркировки
- Пример того, как расшифровать маркировку
- Итог
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Разделение в зависимости от марки
Тот ряд букв, что вы встретите дальше не нужно путать с тем, что такое маркировка, ведь это марка электрода. Происхождение марки может быть разной, например установлена по ГОСТу, но также может быть придумана самим производителем электрода.
Такая ситуация с производителем электродов ESAB, которая выпускает марку ок. Как не странно, но для одного стержня может подходить сразу пару тройку производителей.
Это очень широкая тематика про которую стоит говорить отдельно
В зависимости от диаметра
Информация, что пишется далее-это диаметр самого стержня, единица его измерения обычно в миллиметрах. То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
Если металл будет толстым, то вам пригодиться большой диаметр стержня. В приведенном нами примере маркировки -это значение ровняться пяти миллиметрам.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
Но если сталь имеет более высокий предел прочности, то нужно применять электроды на которых маркировка с буквенным знаком Л. Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.
А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.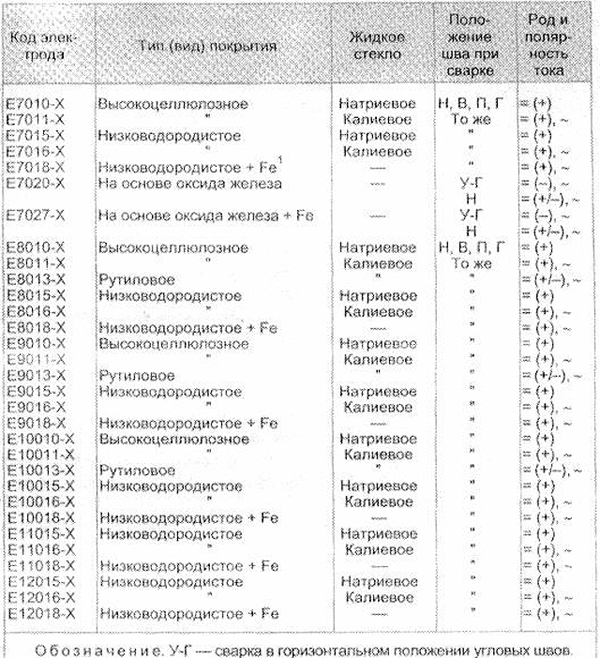
В зависимости от коэффициента толщины покрытия
Далее идёт параметр толщины напыления или ещё использует термин обмазки. В приведенном нами примере это буквенный знак Д-он обозначает большое покрытие.
Но ещё можно встретить и другие маркировки на сварочных электродах, такие как м-это тонкое или малое напыление, знак С обозначает средний уровень толщины, а знак Г имеет информацию про очень толстое напыление.
Исходя из групп индексов
Этот параметр в шифровке является одним из самых не понятных и запутанных для новичков. Там цифровые обозначения имеют сразу несколько показателей, так что можно понять частично, а не полностью.
Эти группы индексов всегда пишутся на этикетках электродов для сваривания металлов.
Они самые применяемые на тех электродах, что специализируются на высоколегированной стали, эти параметры должны немного прояснить картину для новичка.
Итак, приступим к разбору того примера что мы вам привели, приладим значение маркировки каждому знаку и все будет понятно.
В нашем примере число пять говорить про то на сколько данный шов будет устойчив в коррозиям. Далее у нас цифирный знак 1-это самая высокая температура, что гарантирует, то что шов будет прочный к высоким температурам.
Число четыре говорит про то, какая рабочая температура для данного шва.
А если то самое число четыре взято в скобки, то это говорит про, то какое количество ферритной фазы в этом соединении. Если каждое значение имеет максимальный показатель, тем больше будет цифра.
Смотрите ниже схема с описанием металлов и соединений для сваривания высоколегированной стали, прочитайте и постарайтесь запомнить что несёт в себе каждый знак.
Написание обозначений для тех электродов что поменяются при наплавке может быть немного другим, часто имеет две части, а обычные состоять из 4-5 цифр, про что мы уже писали.
Но если это электрод для наплавки, то к стандартному количеству обозначений маркировки прибавляется ещё одна группа из трёх знаков, их чаще всего пишут через тире и отделяют от основных чертой.
К примеру Е200/31-2. Число 31 говорит о том какая твердость стали, что нужно направить сверху. А число 2 к примеру говорит о том, что твердость стержня будет необходимо вне зависимости от влияния температуры.
А вот число один говорит про то, что твердость будет необходимой только после влияния градуса.
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Исходя из размещения в пространстве
От этого зависит, то какой именно электрод вам нужно использовать если вы находитесь в том или ином положении.
В своем примере маркировки мы привели стержень, который подойдет для любых работ, но не подходит только для вертикального положения. Такой стержень обозначается цифирным знаком 2.
Конечно существует и цифра 1 – такой стержень является на все сто универсальным. Есть число 3- он вам пригодиться если вы будете работать в вертикальной или горизонтальной плоскости. И число 4- оно применимо для тех соединений углов, что находится снизу.
Все эти цифирные знаки маркировки полностью подходят под международные стандарты, так что маркировка будет одинаковой и на заграничных и на отечественных электродах.
В зависимости, от того какой сварочный ток
Это не обязательная маркировка, так что на многих электродах в можете не встретить её, но для правильности примера мы введи её в свой пример.
У нас это цифирный знак 0, он говорит о том, что вы сможете использовать такие электроды, только если ток будет постоянным. При этом полярность должна быть обратной.
Не стандартные маркировки
Вы наверняка обратили свое внимание, что мы нечего не сказали про букву Е, когда речь шла про группы индексов маркировки.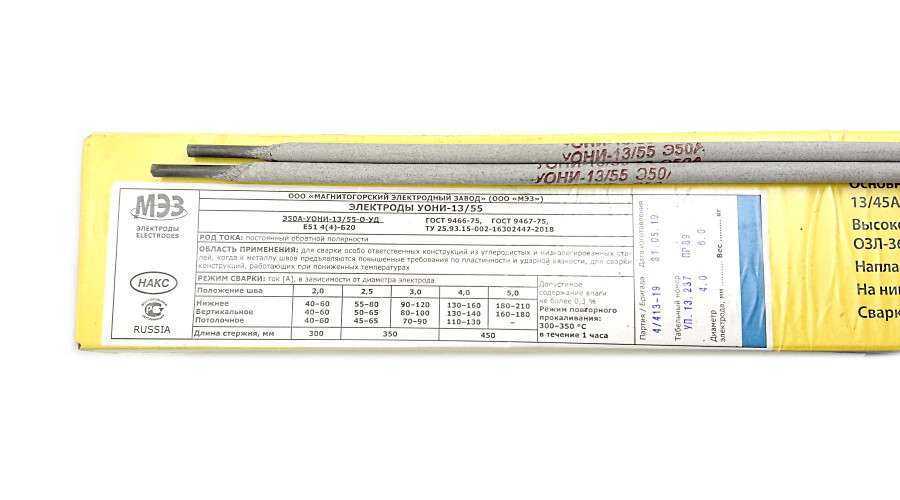
Так вот она говорит о том, что электрод плавиться и имеет покрытие. Это также маркировка, что является международной.
Пример того, как расшифровать маркировку
Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.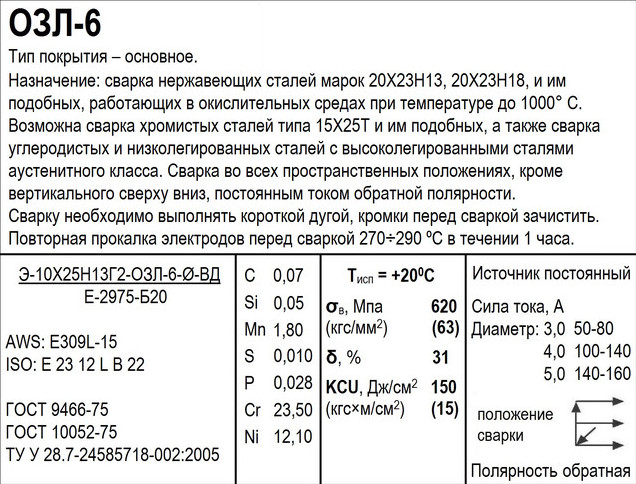
Итог
Вы прочитали нашу статью и уже знаете как работает маркировка. Конечно если вы только начинаете свой путь в этой сфере вам может казаться, что все сложно запутано и вам никогда в этом не разобраться.
Но мы очень старались, чтобы для вас все было предельно ясно.
А когда речь заходить про электроды для сварки дугой то там все ещё проще, об этом говорит только название, так что видите на прилавке и просто кладете в свою корзину.
Пиши свои комментарии и покажите нашу статью всем, кто интересуется этой темой. Спасибо за внимание.
Электроды расшифровка маркировки таблица в России
Маркировка сварочных электродов (CЭ) содержит в себе такие сведения, как тип, марка, диаметр и другие технические характеристики.
ЛЭ3АНО-21
Пример маркировки и ее расшифровка: Э46-ЛЭЗАHO-21-⌀-УД Е4З 1(З)-РЦ1З, где
● Тип. Изделия этого типа применяются для работы с металлоконструкциями из сталей, у которых предел прочности на разрыв составляет 46 кгс/мм2.
● Марка. Основное назначение ЛЭЗАНО-21 — создание неразъемных соединение при монтаже рядовых и ответственных металлоконструкций в тех случаях, когда к соединениям предъявляются повышенные требования.
● Назначение СЭ. Индекс У указывает на то, что CЭ могут применяться для работы с элементами конструкций из стали с максимальным пределом прочн.на растяжение до 588 МПa (60 KГC/MM2).
● Коэффициент толщины покрытия. Буквой Д обозначается покрытие увеличенной толщины.
● Тип плавящегося покрытия. Согласно принятой системе маркировки, покрытие этого типа маркируется буквой E.
● Предел прочности при растяжении. Индекс 4З равен 4З0 МПa (4З KГC/MM2).
● Относит.удлинение. Цифра 1 указывает на величину 20%.
● Мин.t, при которой ударн. вязкость соединит.швов не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Цифра З соотносится с t -20C.
вязкость соединит.швов не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Цифра З соотносится с t -20C.
● Вид покрытия. Покрытия на основе рутила и целлюлозы маркируются PЦ.
● Возможные положения при сварочных работах. Цифра 1 указывает на возможность производить работы в любых положениях, включая потолочный, подпотолочный, полугоризонтальный, полувертикальный.
● Сварочн.ток. Код З указывает на то, что сварка элементов конструкции постоянным током любой полярности или переменным током от источников энергии с напряж.холостого хода 50±ЗB.
АНО-21
Расшифровка маркировки Э46-AHO-21-2,5-УД E 4З0(З)-P-11 выполняется в следующем порядке:
● Тип СЭ. Электроды этого типа рассчитаны на работу с металлоконструкциями, изготовленными из стали с пределом прочности на разрыв 46 KГC/MM2.
● Марка. АНO -21.
● Толщина стержня. В данном случае указан диаметр 2,5 мм.
● Назначение. Маркировка У означает, что изделия предназначены для работы со сталями, у которых предел прочности на растяжение составляет 588 MПa (60 KГC/MM2).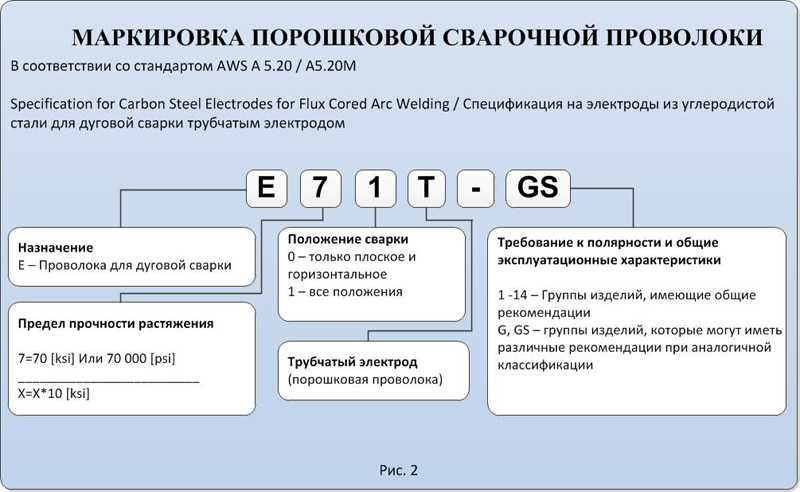
● Коэфф.толщины покрытия. Индекс Д означает, что электроды имеют толстое покрытие.
● Наличие плавящегося покрытия обозначают буквой E.
● Предел прочности к нагрузкам на растяжение. Код 4З соответствует 4З0 MПA (44 KГC/MM2).
● Относит.удлинение. Цифрой 0 обозначают относит.удлинение, равное 20%.
● Min температура, при которой ударн.вязкость шва не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Код З указывает на t -20C.
● Материал покрытия. В качестве покрытия типа P для CЭ используется рутил.
● Допустимые пространств.положения. Цифру 1 проставляют в тех случаях, когда сварочные работы могут производиться в любых положениях.
● Сварочн.ток и напряж.холостого хода. Следующая единица проставляется в тех случаях, когда сварка производится переменным или постоянным током с напряжением 50B.
MP-3 ПЛA3МА
Пример маркировки Э46-MP-3 ПЛA3МА-⌀-УД E 4З0(З)-P26 и расшифровка.
● Тип и марка. Электроды данной марки предназначены для дуговой сварки металлоконструкций в любых положениях в пространстве, за исключением вертикального.
● Область применения. Электроды, обозначенные кодом У, применяются для работы со сплавами, которые имеют предел прочности при растяж. до 588 MПA (60 KГC/МM).
● Толщина покрытия. Толстое покрытие маркируется кодом Д.
● Тип покрытия. В соответствии с международной системой классификации плавящиеся покрытия обозначаются индексом Е.
● Предел прочности на растяжение, равный 4З0 MПA (44 KГC/MM2), обозначается цифровым кодом 4З.
● Относит.удлинение, равное 20%, маркируется цифрой 0.
● Минимальные показатели t, при которых сохраняется прочность соединительного шва, составляют -20C и обозначаются индексом З.
● Покрытие, в составе которого содержится 48% рутила, 25% полевого шпата, 10% жидкого стекла, по 10-1З% магнезита и ферромарганца, обозначается буквой P.
● Способ наложения сварного шва кроме вертикального, обозначается цифрой 2.
● Цифра 6 указывает на то, что работы должны производиться при напряжении 70B.
УOHИ-13/55
Маркировка Э50A-УОHИ-1З/55-З,0-УД E514(4)-Б20 расшифровывается следующим образом:
● Тип и марка. CЭ этой категории применяются для работы с углеродистыми и низколегированными сплавами, у которых предел прочности на разрыв составляет 50 КГC/ММ2. Буква A обозначает повышенную пластичность и ударную вязкость соединительного шва.
CЭ этой категории применяются для работы с углеродистыми и низколегированными сплавами, у которых предел прочности на разрыв составляет 50 КГC/ММ2. Буква A обозначает повышенную пластичность и ударную вязкость соединительного шва.
● Диаметр. Толщина стержня составляет З,0 мм.
● Область применения. Электроды, маркированные буквой У, применяются для создания неразъемных соединений при монтаже металлоконструкций из сплавов с пределом прочности при растяжении 588,З MПA (60 KГC/МM2).
● Толщина и характеристики покрытия. Толстое неплавящееся покрытие обозначается индексами Д и E.
● Механические свойства. Сочетание цифр 51 указывает на прочность при растяжении, равную 510 MПA (52 KГС/ММ2), а цифра 4 на относительное удлинение металла 20%. Мин.температура, при которой металл соединит.шва сохраняет заданную прочность, обозначается цифрой 4, что соответствует -З0C.
● Вид покрытия. Основной тип покрытия маркируют буквой Б.
● Положение в пространстве. Цифра 2 в маркировке СЭ соответствует любым положениям кроме вертикального.
● Сварочн.ток. Цифрой 0 обозначают возможность проведения работ постоянным током обратной полярности.
ЦЛ-11
Расшифровка маркировочного кода Э-08X20H9Г2Б-ЦЛ-⌀-BД E-2005-Б20:
● Тип и марка. Этот тип электродов предназначен для работы с деталями и конструкциями из высоколегированными сталями.
● Область применения. Индексом B обозначают CЭ, применяемые для соединения элементов металлокострукций из сплавов со специальными свойствами.
● Характеристики покрытия. Толстое покрытие плавящегося типа маркируют ДE.
● Способы испытания устойчивости металла соединительного шва к межкристаллической коррозии. Методы AM и AMУ обозначаются цифрой 2.
● Количество мелкодисперсного дельта феррита в металле шва. Цифра 5 соответствует содержанию ферритн.фазы от 2% до 10%.
● Вид покрытия. Маркировка Б указывает на то, что используется основное покрытие.
● Сварочный ток. Цифрой 0 обозначают то, что сварочные работы производятся постоянным током обратн. полярности.
полярности.
Тип
Для работы со сталями высокой и повышенной прочности маркировка составляется следующим образом:
● название изделия;
● последующие цифры указывают на предел прочности;
● код A означает, что сплав соединительного шва обладает улучшенными механическими характеристиками.
У изделий, применяемых для работы с жаропрочными и высоколегированными сплавами, маркировочный код выглядит следующим образом:
● название изделия;
● содержание С в сотых долях процента;
● содержание хим.компонентов в процентах.
Если содержание вещества не превышает 1,5%, то его не указывают
Таблица. Обозначение металлов.
| Азот | A |
| Кобальт | K |
| Кремний | C |
| Ниобий | Б |
| Молибден | M |
| Титан | T |
| Вольфрам | B |
| Никель | H |
| Ванадий | Ф |
| Марганец | Г |
| Фосфор | П |
| Хром | X |
| Медь | Д |
| Бор | P |
| Цирконий | Ц |
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Мнение эксперта
Левин Дмитрий Константинович
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55
Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Мнение эксперта
Левин Дмитрий Константинович
Допускается сварка на постоянном токе обратной полярности.
МР-3С
Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Мнение эксперта
Левин Дмитрий Константинович
Работать МР-3С можно и на переменном, и на постоянном токе.
Lb-52U
Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.
Требуется прокалить электроды до сварки — 140 градусов — в течение 60 минут.
АНО-4
Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25
Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.

- Оловянная бронза.
- Латунь.
- Медь.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)
Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Мнение эксперта
Левин Дмитрий Константинович
Поскольку алюминий мягкий, во время сварки нужно слегка вдавливать в сварочную ванну.
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30
Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Сварочная проволока
Сварочную проволоку сплошного сечения применяют в качестве присадка при ручной аргонодуговой сварке W-электродом, газовой ацетилено-кислородной сварке. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для аргонодуговой сварки только легированных сталей с содержанием кремния не более 0,25%.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для сварки трубопроводов с температурой среды до 510°С включительно, а также для сварки корневого шва независимо от параметров рабочей среды.
При ручной аргонодуговой сварке корневого шва трубопроводов с толщиной стенки более 10 мм из хромомолибденовых и хромомолибденованадиевых сталей используют проволоку Св-08Г2С или Св-08ГС.
Область применения
| Тип и марка стали | Марка проволоки | ||
| Ручная аргонодуговая сварка W-электродом | Ручная газовая сварка ацетиленокислородным пламенем | ||
| Углеродистая Ст2; Ст3; Ст4; Ст3Г; 08; 10; 20; 15Л; 20Л; 25Л | Св-08ГА-2; Св-08Г2С; Св-08ГС | Св-08; Св-08А; Св-08ГА; Св-08ГС; Св-08Г2С; Св-08МХ | |
| Низколегированная конструкционная 15ГС; 16ГС; 17ГС; 14ГН; 16ГН; 09Г2С; 10Г2С1; 14ХГС; 20ГСЛ; 17Г1С; 17Г1СУ | Св-08ГС; Св-08Г2С | Св-08ГС; Св-08Г2С | |
| Легированная теплоустойчивая | 12МХ; 15ХМ; 20ХМЛ; 12Х2М1 | Св-08МХ; Св-08ХМА-2; Св-08ХМ; Св-08ХГСМА | Св-08МХ; Св-08ХМ; Св-08ХМФА |
| 12Х1МФ | Св-08ХГСМФА; Св-08ХМ; Св-08ХМФА; Св-08МХ; Св-08ХМА-2 | Св-08МХ; Св-08ХМ; Св-08ХМФА | |
| 15Х1М1Ф; 20ХМФЛ; 15Х1М1ФЛ; 12Х2МФСР; 15Х1М1Ф-ЦЛ; 12Х2МФБ | Св-08ХМФА; Св-08ХГСМФА; Св-08ХГСМФА2; Св-08ХМФА2 | — | |
| Высоколегированная коррозионностойкая, жаростойкая и жаропрочная | 08X18h20T; 12X18h22T; 12X18h20T; | Св-04Х19Н11МЗ; Св-08Х19Н10Г2Б; Св-04Х20Н10Г2Б; Св-01Х19Н9; Св-04Х19Н9; Св-06Х19Н9Т | — |
| 12Х11В2МФ | Св-10Х11НВМФ; Св-12Х11НМФ | ||
Газы
В качестве защитного газа при ручной аргонодуговой сварке W-электродом используют аргон высшего и первого сортов по ГОСТ 10157-79. Допускается газообразный или жидкий аргон.
Перед использованием защитный газ необходимо проверить. На пластину или трубу наплавляют контрольный валик длиной 100-150 мм и по внешнему виду поверхности наплавки определяют качество защиты. Если в наплавленном металле шва обнаружат поры, газ бракуется.
Для газовой сварки используют технический ацетилен по ГОСТ 5457-75, поставляемый в баллонах или получаемый в газогенераторах из карбида кальция по ГОСТ 1460-81.
Карбид кальция СаС2 — твердое вещество темно-серого или коричневого цвета, при взаимодействии которого с водой образуется ацетилен С2Н2. В зависимости от грануляции карбида кальция различен выход ацетилена.
Допускается использовать газообразный кислород только первого или второго сорта по ГОСТ 5583-78.
| Ориентировочные размеры кусков карбида кальция, мм × мм | Выход ацетилена, л/мин | |
| I сорта | II сорта | |
| 2 × 8 | 255 | 235 |
| 8 × 15 | 265 | 245 |
| 15 × 25 | 275 | 255 |
| 25 × 80 | 285 | 265 |
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Факторы для выбора правильного электрода стержня
Сварка стержнем — это навык, который требует большой практики, чтобы освоить его, и выбор правильного электрода для работы может быть не менее сложной задачей. Стержневые электроды доступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, посадку стыка и положение сварки. Прежде чем включить машину и взять держатель электрода, примите во внимание следующие основные рекомендации.
Оценка основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, например, в мягкую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Во избежание растрескивания или других нарушений сварного шва минимальные механические свойства электрода должны соответствовать механическим свойствам основного металла. Вы можете определить свойства стержневого электрода при растяжении, обратившись к первым двум цифрам классификации EN ISO, напечатанным на этикетке коробки электродов. Например, номер «42» на E 42 5 B 42 Электрод класса H5 указывает на то, что присадочный металл образует наплавленный валик с минимальным пределом текучести 420 МПа и минимальным пределом прочности на растяжение 500 МПа и, как результат, будет хорошо работать со сталью аналогичного предела текучести / предел прочности.
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к цифре после буквы, описывающей тип покрытия по классификации EN ISO (E 42 5 B 4 2 H5). Эта цифра представляет собой номинальную эффективность и тип совместимого сварочного тока.
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь. Электрод, совместимый с DCEN, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как нелегированный рутиловый электрод, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка соединений
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с покрытием типа B (базовое покрытие) в соответствии с классификацией EN ISO обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости) для компенсации остаточных напряжений.
Для тонких материалов вам понадобится электрод, который производит мягкую дугу, например, рутиловый. Кроме того, электроды меньшего диаметра обеспечивают неглубокое проплавление, что помогает предотвратить прожог более тонких материалов.
Чтобы определить, к какому положению(ям) подходит тот или иной электрод, всегда обращайтесь к последней цифре перед символом водорода H в классификации EN ISO (E 42 5 B 4 2 H5) . Вот как вы расшифровываете квалифицированное положение электрода (согласно ISO 6947):
1 = PA, PB, PC, PD, PE, PF, PG
2 = PA, PB, PC, PD, PE, PF
3 = PA, PB
4 = PA
5 = PA, PB, PG
Например, электрод E 42 5 B 4 2 H5 можно использовать во всех положениях, кроме вертикального вниз.
Затем обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергаясь повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва. Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Для достижения наилучших результатов всегда удаляйте избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения. Если очистка основного металла невозможна, электроды Elga P 43 или P 47D создают дугу глубокого проникновения, способную прорезать загрязнения.
Заключительные мысли
Рассмотрение вышеперечисленных факторов поможет вам решить проблемы выбора правильного стержневого электрода для вашего конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному торговому представителю ITW Welding или к местному дистрибьютору Elga.
Загрузите бесплатную копию Руководства по EN ISO 2560-A
Статья основана на глобальном опыте и знаниях ITW Welding.
Метки: MAXETA, Решение проблем, Сварка электродом, Сварка
Что означают обозначения присадочного металла Американского общества сварщиков?
07 сентября, 18 14:58 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Выбор сварочной проволоки
При выборе проволочного электрода для сварки чаще всего приходится сталкиваться с классификацией присадочного металла Американского общества сварщиков (AWS). Покупатель, не знакомый с системой классификации AWS, может выбрать неправильный тип провода. Если покупатель знаком только с проволокой для дуговой сварки металлическим электродом (GMAW) и пытается приобрести самозащитную порошковую проволоку (FCAW-S), может возникнуть путаница в отношении различий между двумя классификациями. Это также может привести к неправильному выбору проволочного электрода. Чтобы предотвратить это, мы создали это справочное руководство по сварочной проволоке, чтобы напомнить сварщикам, что означают различные обозначения в классификации AWS. Мы включили ссылки на электроды из сплошной проволоки, электроды из проволоки с металлическим сердечником, электроды с флюсовой сердцевиной в газовой защите и самозащитные электроды с флюсовой сердцевиной.
Сплошная сварочная проволока Обозначение электрода Пример:
Одной из наиболее распространенных сплошных сварочных проволок из низкоуглеродистой стали является ER70S-6 . Он широко используется во многих различных приложениях, но некоторые могут не понимать, что означают эти буквы и цифры. Слева направо:
E = электрод; это значит, что он способен быть носителем электричества
R = стержень; это означает, что это не обязательно должен быть электрод для использования в качестве металла сварного шва. Примером этого может быть резка сплошной проволоки на отрезки по 50 см для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) 9. 0003
70 = 70 000 предел прочности при растяжении в состоянии сварки в фунтах на квадратный дюйм
S = цельный; нетрубчатые
-6 = изменение химического состава; например, проволока ER70S-6 содержит больше кремния, чем проволока ER70S-2
ER308LSi представляет собой сплошную проволоку из нержавеющей стали.
Слева направо:
E = электрод; это значит, что он способен быть носителем электричества
R = стержень; это означает, что это не обязательно должен быть электрод для использования в качестве металла сварного шва. Примером этого может быть резка сплошной проволоки на отрезки по 50 см для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) 9.0057 308 = Сплав сварочной проволоки из нержавеющей стали
L = низкоуглеродистый; в отличие от «H», что означало бы высокое содержание углерода
Si = большее, чем обычно, количество кремния, улучшает смачивание сварочной ванны.
Проволока для дуговой сварки с металлическим сердечником Пример:
Обычной проволокой для дуговой сварки с металлическим сердечником из низкоуглеродистой стали является E70C-6M-h5 :
E* = электрод; это означает, что он способен быть носителем электричества
*Обратите внимание, что в E70C-6M-h5 нет буквы «R» после буквы «E»; это потому, что этот провод должен использоваться в качестве электрода.
70 = 70 000 предел прочности при растяжении после сварки в фунтах на квадратный дюйм
C = композит; в отличие от твердого
-6 = изменение химического состава
M = тип защитного газа; «M» означает смесь (обычно 75% аргона/25% CO2), «C» означает 100% CO2
-h5 = максимальный уровень диффузионного водорода 4 мл/100 г металла сварного шва
Газозащитная порошковая проволока Пример сварочной проволоки:
Примером проволоки для дуговой сварки в среде защитных газов с флюсовой сердцевиной является E70T-1C-JH8 .
Слева направо:
E* = электрод; это означает, что он способен быть носителем электричества
*Обратите внимание, что в E70C-6M-h5 нет буквы «R» после буквы «E»; это потому, что этот провод должен использоваться в качестве электрода.
7 = 70 000 предел прочности при растяжении после сварки в фунтах на квадратный дюйм
0 = для проволоки с флюсовой сердцевиной для дуговой сварки цифра после обозначения прочности при растяжении после сварки используется для определения возможности положения проволоки при сварке; «0» указывает только горизонтальное или горизонтальное положение, тогда как «1» указывает все положения, включая вертикальное и верхнее
T = трубчатый; в отличие от сплошного
-1 = рабочие атрибуты; может помочь определить электрическую полярность, которая должна использоваться для достижения наилучших характеристик и других характеристик сварки по сравнению с другими порошковыми проволоками
C = тип защитного газа; «C» означает 100 % CO2, «M» означает смесь (обычно 75 % аргона/25 % CO2)
-J = означает, что сварочная проволока отличается ударной вязкостью и ударной вязкостью при низких температурах по сравнению с проволокой без « Обозначение J”
h5 = максимальный уровень диффузионного водорода 4 мл/100 грамм металла сварного шва
Самозащитная порошковая сварочная проволока Пример:
Примером самозащитной порошковой проволоки является E71T-14 .
E* = электрод; это означает, что он способен быть носителем электричества
*Обратите внимание, что в E70C-6M-h5 нет буквы «R» после буквы «E»; это потому, что этот провод должен использоваться в качестве электрода.
1 = с проволокой для дуговой сварки с флюсовой сердцевиной, цифра после обозначения предела прочности при растяжении после сварки используется для определения возможности положения проволоки при сварке; «0» указывает только на плоское или горизонтальное положение, тогда как «1» указывает на все положения, включая вертикальное и над головой.
T = трубчатый, в отличие от «S», что означало бы сплошной; порошковая проволока должна быть трубчатой, чтобы можно было ввести флюс
-14 = рабочие характеристики; это произвольное число, которое используется для обозначения другой порошковой проволоки.
Здесь вы найдете различные варианты сварочной проволоки.
Red-D-Arc Welderentals
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира.
