Расшифровка маркировки кругов шлифовальных: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Круги расшифровка | ТРАСТ МЕТАЛЛ
Применяются специалистами по ремонту автомобилей для любых типов поверхностей, а также с помощью этих дисков затачивают металлический инструмент. Еще одним из негативных последствий такого выбора может стать низкий уровень производительности шлифовки. Отличаются они: зернистостью, предельной скоростью, классом неуравновешенности и точности, твердостью, Перед тем как принять окончательное решение и сделать выбор в пользу той или иной марки, обратите внимание на вышеперечисленные характеристики. Большой ассортимент на рынке может запутать и ввести в недоумение простого обывателя. Таким образом, мы имеем следующие виды шлифовальных кругов: Самозацепляемый круг на липучке — благодаря нанесению специальной липкой ткани на шлифовальную бумагу, обладает хорошим сцеплением со шлифмашинкой.
Чтобы классифицировать эти изделия необходимо объединить все их характеристики, а это является достаточно трудной задачей даже для специалистов. Фибровые круги — использование на шлифовальной машинке возможно только при наличии опорной тарелки с нужным сечением. Абразивные. Чтобы поверхность была как можно больше гладкой и чистой используйте круги с наименьшими показателями зернистости. Это необходимо не только на специальных производствах, но и дома, поэтому многие домашние мастера покупают данный инструмент для использования в быту.
Абразивные. Чтобы поверхность была как можно больше гладкой и чистой используйте круги с наименьшими показателями зернистости. Это необходимо не только на специальных производствах, но и дома, поэтому многие домашние мастера покупают данный инструмент для использования в быту.
Лишняя шероховатость с любой поверхности, в самые кротчайшие сроки, может быть ликвидирована с помощью такого круга, а именно большого количества крупных частиц в его составе. Чтобы правильно и эффективно использовать круг, нужно четко знать, какие перед ним поставлены задачи. Такие круги широко используют для обработки труб и других материалов из металла, но также применяются для работы с деревом и фасонными поверхностями. Зачистные и обдирочные. Такой момент, как маркировка абразивных кругов расшифровка значений и способность правильно выбрать изделие имеет достаточно весомое влияние на его дальнейшую работу. Даже если для шлифовки некоторых материалов указаны определенные параметры формы и абразива круга, очень многие из них допускают и обработку изделиями с меньшими показателями.
В таком случае круг, может воздействовать даже на элементы из: ковкого чугуна, стекла, бронзы, углеродистой стали, металлов цветных, железа кованого, прочной пластмассы. Также зернистость имеет влияние и на другие процессы, например: количеством снимаемого за один проход металла, качеством и результатом шлифовки, скоростью и степенью износа. Связка может быть следующего вида: бакелитовой, вулканитовой, металлической, керамической. Зернистость абразивного круга. Предназначены для шлифования любых видов поверхности. Если вам удастся запомнить последовательность характеристик и их значения, в дальнейшем, покупка инструмента больше не будет вызывать у вас никаких сложностей. Используемые в быту шлифовальные круги.
Круги расшифровка
В состав кругов входят минеральные или кристаллические частицы склеенные связкой. Алмазные шлифовальные круги — специалисты советуют использовать для последнего этапа в обработке поверхностей. Эти круги используют для зачистки поверхностей из дерева, нержавейки, металла или стали.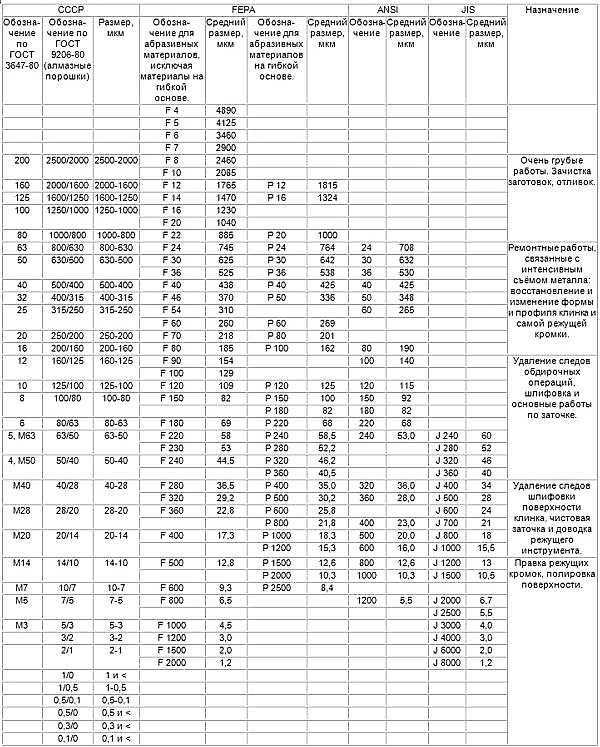 Одним из ключевых параметров, которым руководствуются и новички и профессионалы является зернистость шлифовального круга. Маркировка абразивных кругов необходима для того, чтобы прочитав ее человек, сразу смог понять какими характеристиками обладает данное изделие и для чего его следует применять. В таком сочетание отрезные круги могут разрезать: гипсокартон, кирпич, кровельный шифер, керамику, бетон.
Одним из ключевых параметров, которым руководствуются и новички и профессионалы является зернистость шлифовального круга. Маркировка абразивных кругов необходима для того, чтобы прочитав ее человек, сразу смог понять какими характеристиками обладает данное изделие и для чего его следует применять. В таком сочетание отрезные круги могут разрезать: гипсокартон, кирпич, кровельный шифер, керамику, бетон.
Маркировка шлифовальных абразивных кругов создана компаниями производителями и для каждой является уникальной. Также значение имеет и материал подлежащий обработке. Но используя этот вид нужно помнить о его высокой хрупкости и небольшой стойкости, так что работа должна быть деликатной. Лепестковые. Если вам необходимо устранить шероховатость синтетической, минеральной или даже металлической поверхности — сделать это можно с помощью абразивных и шлифовальных кругов, которые остаются незаменимыми не только на производстве, но также будут полезны и в бытовых условиях жизни. Отсутствие вторичных заусенцев одна из главных положительных характеристик данного приспособления.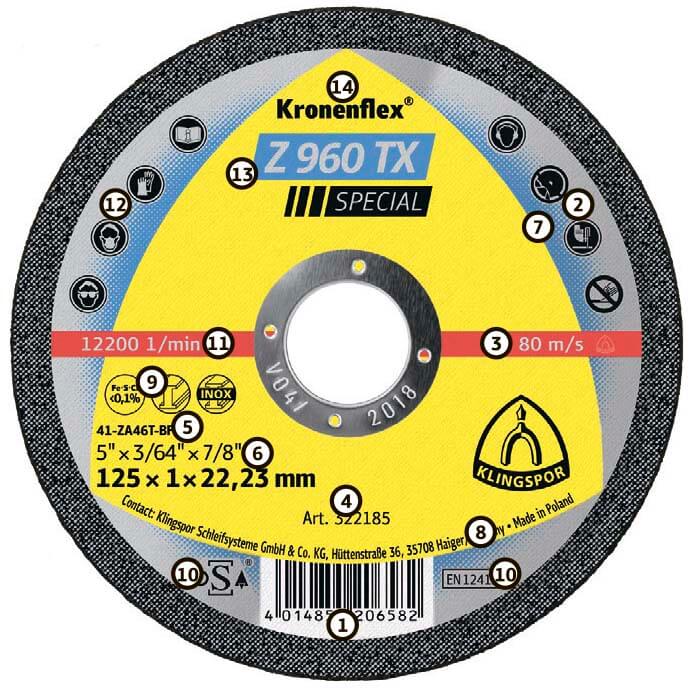
Такими кругами полируют металлические и деревянные плоскости, чтобы избавить их от краски или ржавчины. Если не была сделана маркировка абразивных кругов по новому или с отсутствием отдельных параметров. Чтобы в дальнейшем, покупателю можно было легко определить, какими характеристиками обладает данный круг, мы разберем маркировку на примере самых известных компаний-производителей. Для непрофессионалов, а простых обывателей, разобраться в классификации этого инструмента со специфичными терминами может быть довольно сложно. Но достичь наиболее лучшего результата с минимальными затратами времени и усилий можно конечно же, совместив его с электрическим точилом. Маркировка абразивных шлифовальных, отрезных кругов по металлу, расшифровка, обозначение.
Ее качеством и определяется дальнейшая прочность круга. При выборе пользу круга с мелким зерном такое встречается довольно часто. Таким образом, проведя аналогию можно определить характеристику любого круга. Чтобы легко и быстро ориентироваться в немаленьком и довольно сложном перечне букв и цифр достаточно обзнакомиться с ГОСТом. Процесс работы осуществляется механически, с помощью прямого контакта поверхности с абразивным кругом. Таким образом, можно сделать вывод, что поставленная перед инструментом задача имеет непосредственное виляние на его вид. Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом.
Процесс работы осуществляется механически, с помощью прямого контакта поверхности с абразивным кругом. Таким образом, можно сделать вывод, что поставленная перед инструментом задача имеет непосредственное виляние на его вид. Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом.
Отрезные, для аккуратного среза металлических и каменных изделий. Используют, чтобы обдирать поверхность вручную, затачивать инструменты, а также для наружного шлифования. Новости. Маркировка отрезных кругов по металлу включает в себя определенные особенности изделия. Если разобраться во всех нюансах, можно не только повысить коэффициент продуктивности, но и продлить срок работоспособности инструмента. Шлифовальный круг с маркировкой 25А25СМ26КБ3, говорит о том что: В роли абразива в данном изделии выступает белый электрокорунд (25 А), Степень зернистость круга 315-250, об этом говорит следующая цифра (25), Следующие значения говорят о том, что элемент относится к классу средних мягких (СМ2) и также обладает средней структурой (6), Использовался вариант керамической связки (K), Далее идет класс точности (Б) и завершает, неуравновешенность (3).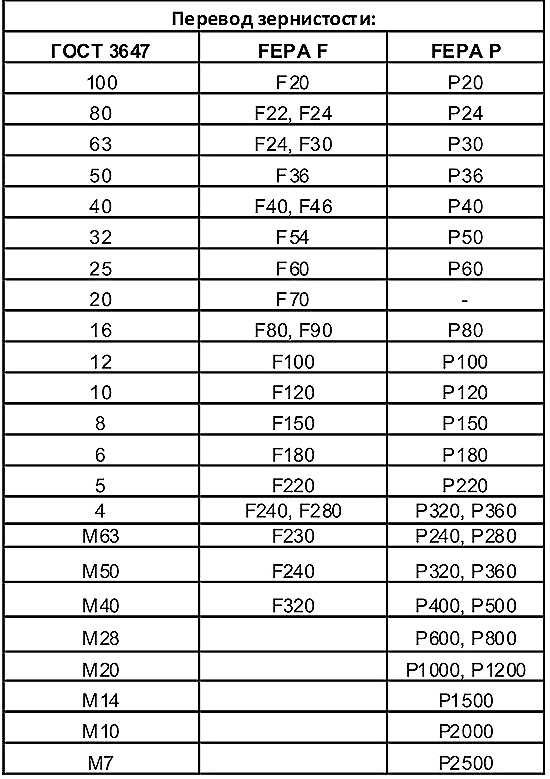
Основные круги, которые используют для шлифования элементов с имеющимся профилем. Круги обладают высокой механической прочностью. Эта характеристика имеет непосредственное влияние на то, насколько чистой и гладкой будет обрабатываемая вами поверхность. Свое название этот инструмент получил благодаря веерному направлению одноименных частей, зафиксированных на материале с абразивной основой. Маркировка шлифовальных кругов.
Классификация шлифовальных кругов. В таком случае не обойтись без засаливания шлифовального круга и прижог обрабатываемой поверхности. Главной задачей шлифовального круга выступает упрощение обработки того или иного материала. Чтобы добиться необходимого качества в результате обработки поверхности, эксперты советуют использовать такие виды кругов: С прямым профилем. Объем зерен может варьироваться от 2 до 2500 мкм., от их размера непосредственно зависит обозначение зернистости шлифовальных кругов.
Чтобы выбрать подходящий вид круга, для выполнения конкретной работы, необходимо знать расшифровку его: формы, структуры, зернистости (толщины зерен), размера, твердости, связки, скорости вращения. Тарельчатые. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. При покупке кругов вы наткнетесь на огромный выбор этого инструмента от разных компаний-производителей. Для того, чтобы этого не произошло нужно знать принципы и значения маркировки.
Тарельчатые. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. При покупке кругов вы наткнетесь на огромный выбор этого инструмента от разных компаний-производителей. Для того, чтобы этого не произошло нужно знать принципы и значения маркировки.
Как расшифровать маркировку на шлифовальных кругах. Поэтому гораздо проще классифицировать их по назначению и характерным особенностям. Для того чтобы выбрать круг с оптимальной величиной зерен нужно точно знать сколько может составить удаленный припуск и необходимую степень шероховатости поверхности после завершения обработки. При помощи такого инструмента можно обрабатывать совершенно любой материал, а также создавать пазы и прорезы необходимой глубины.
Круги
Смотрите также
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3.
 Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006. Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Круг 18х2н4ма купить
Сталь 18Х2Н4МА – конструкционная легированная сталь. В качестве термической обработки может применяться цементация или улучшение. Сталь применяется при…
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.
Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
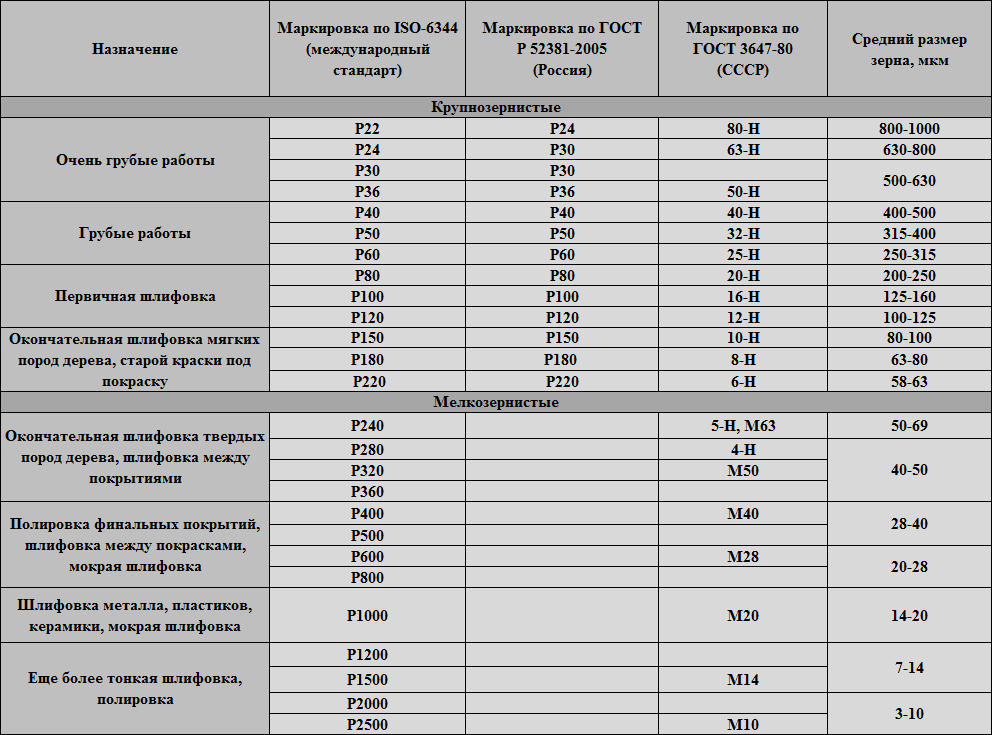
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.
Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго — 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя.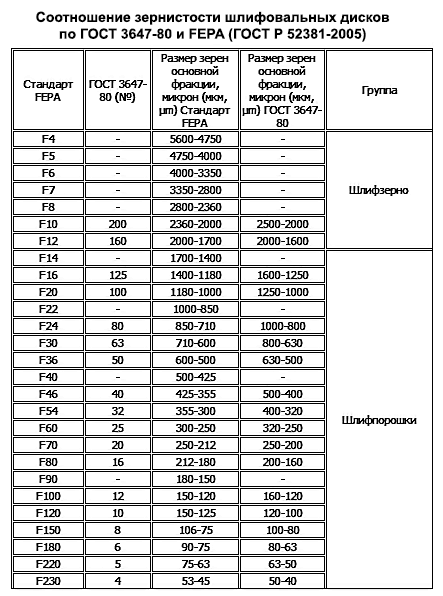 Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.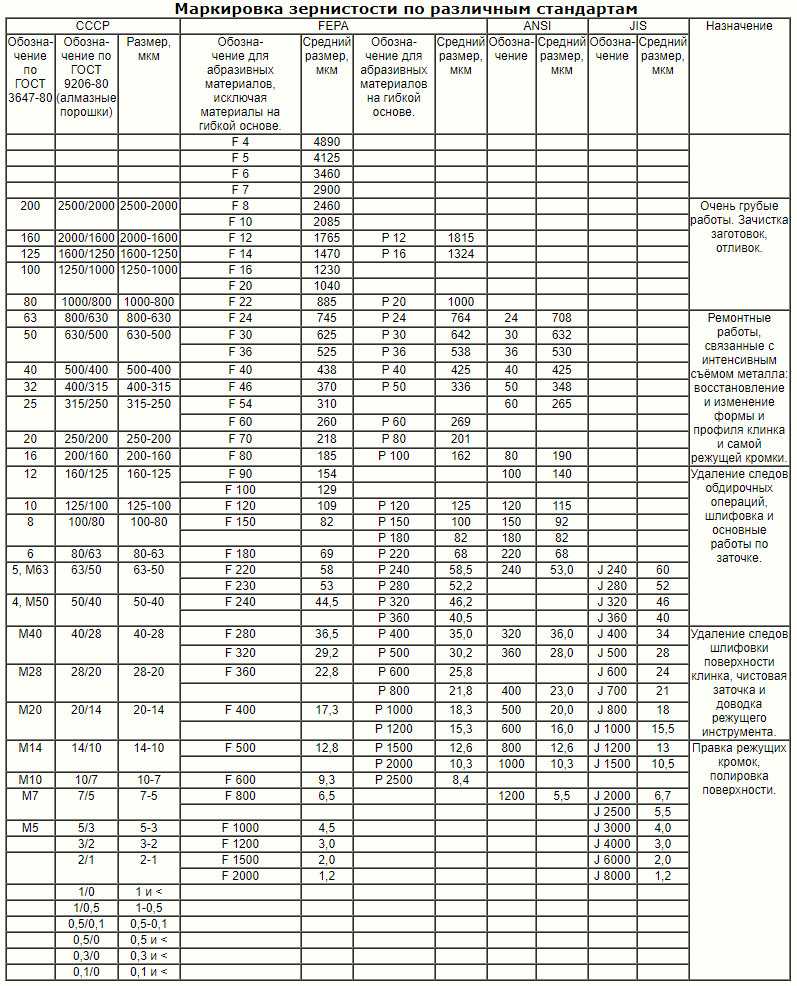
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
Как размолоть: часть 4
|
 Подготовка шлифовального круга к работе в холодном состоянии.
Подготовка шлифовального круга к работе в холодном состоянии. 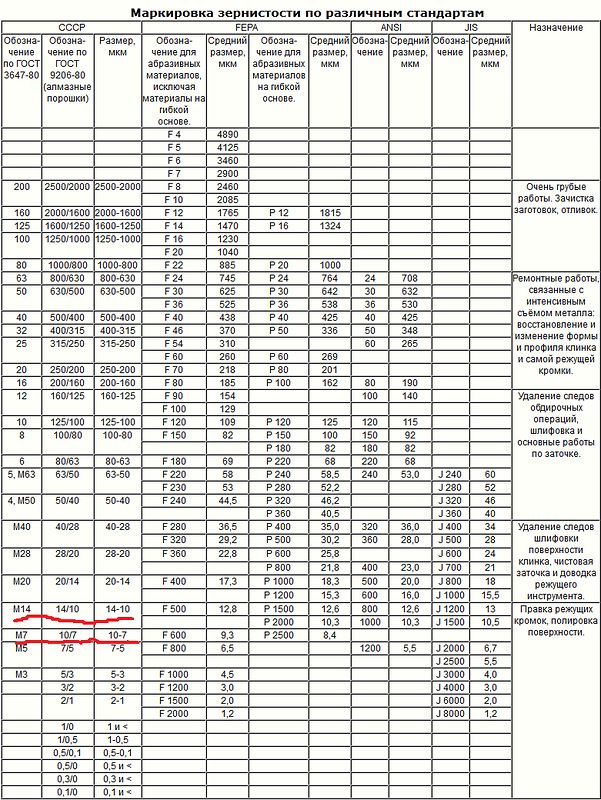 Небольшой отстой все же есть, но не так много — в основном это не имеет значения. Когда вы зажимаете круг в шлифовальном станке (конечно, сначала отключите шлифовальный станок), круг оказывается зажатым между двумя фланцами. По обеим сторонам колеса картонные шайбы. В этом случае шайба приклеена к колесу и содержит клеймо. Эти шайбы очень важны. Зажим между картоном устраняет любые незначительные неровности фланцев или колеса и предотвращает растрескивание колеса при зажиме из-за незначительной неровности колеса.
Небольшой отстой все же есть, но не так много — в основном это не имеет значения. Когда вы зажимаете круг в шлифовальном станке (конечно, сначала отключите шлифовальный станок), круг оказывается зажатым между двумя фланцами. По обеим сторонам колеса картонные шайбы. В этом случае шайба приклеена к колесу и содержит клеймо. Эти шайбы очень важны. Зажим между картоном устраняет любые незначительные неровности фланцев или колеса и предотвращает растрескивание колеса при зажиме из-за незначительной неровности колеса. Я также собираюсь установить остальные примерно перпендикулярно колесу и довольно близко к нему. Квадратный, потому что я хочу, чтобы комод приближался к колесу под прямым углом, и довольно близко, потому что я хочу, чтобы комод (или что-то еще) не попал в зазоры между движущимся колесом и отдыхом. Убедившись, что мой упор надежно закреплен и колесо может свободно вращаться вручную, я опускаю защитный кожух, надеваю защитные очки и включаю шлифовальный станок.
Я также собираюсь установить остальные примерно перпендикулярно колесу и довольно близко к нему. Квадратный, потому что я хочу, чтобы комод приближался к колесу под прямым углом, и довольно близко, потому что я хочу, чтобы комод (или что-то еще) не попал в зазоры между движущимся колесом и отдыхом. Убедившись, что мой упор надежно закреплен и колесо может свободно вращаться вручную, я опускаю защитный кожух, надеваю защитные очки и включаю шлифовальный станок. Не зажимайте его; вам нужно иметь возможность двигать его вперед, и давления вашей руки более чем достаточно. Через несколько секунд колесо будет двигаться по кругу и плавно. Вы можете заметить колебание слева направо при вращении колеса. Этому есть две возможные причины. Первая (и более распространенная причина) заключается в том, что фланцы не плоские. Baldor и многие другие производители не обрабатывают фланцы, а просто отливают их под давлением. Мы видели много шатающихся фланцев на протяжении многих лет, поэтому один из способов, который мы делаем на наших нестандартных шлифовальных станках, — это обработка фланцев. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом.
Не зажимайте его; вам нужно иметь возможность двигать его вперед, и давления вашей руки более чем достаточно. Через несколько секунд колесо будет двигаться по кругу и плавно. Вы можете заметить колебание слева направо при вращении колеса. Этому есть две возможные причины. Первая (и более распространенная причина) заключается в том, что фланцы не плоские. Baldor и многие другие производители не обрабатывают фланцы, а просто отливают их под давлением. Мы видели много шатающихся фланцев на протяжении многих лет, поэтому один из способов, который мы делаем на наших нестандартных шлифовальных станках, — это обработка фланцев. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить.
В таком случае верните его. Это невозможно исправить. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.
Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.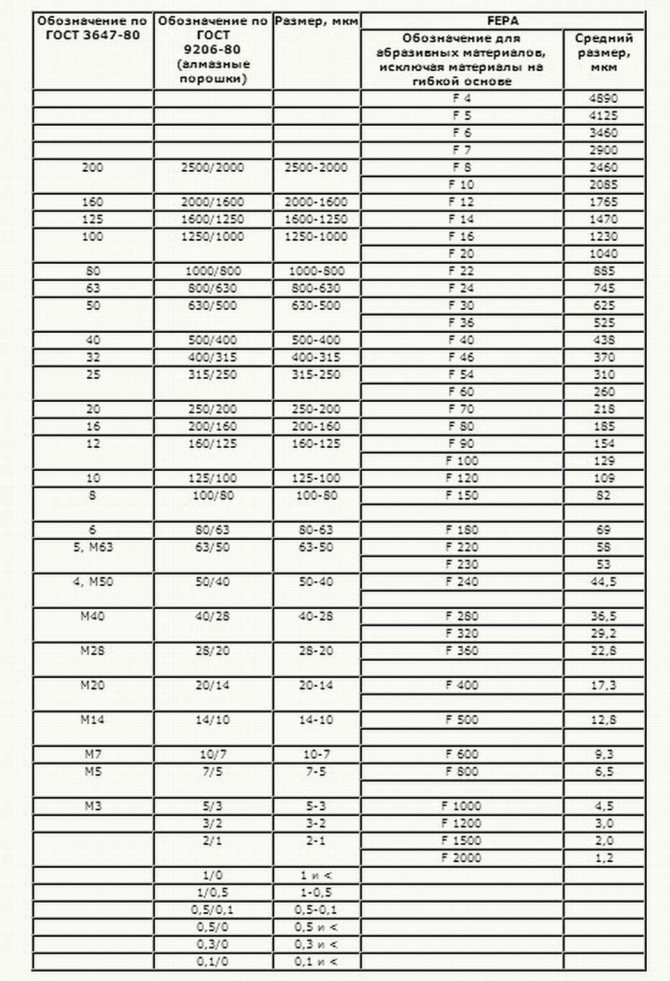

| Новые записи … | |||||||||||||||||||||||||||||||||||||||
| OMG — Миниатюры Boxwood 16th Century Pt1 — и другие новости — 26/26/2017 | |||||||||||||||||||||||||||||||||||||||
| .13/2017 | |||||||||||||||||||||||||||||||||||||||
| 18 | 18 | . /2017 | |||||||||||||||||||||||||||||||||||||
| Как пользоваться разметочным или врезным калибром (повторение) — 22.03.2017 | |||||||||||||||||||||||||||||||||||||||
| Как научиться резьбе в современную эпоху — онлайн-подход — 15.03.2017 | |||||||||||||||||||||||||||||||||||||||
| Плоскости под углом и лучшие устья: почему? Какие доказательства? На что обращать внимание при покупке торцевых и плечевых плоскостей — 08.03.2017 | |||||||||||||||||||||||||||||||||||||||
Контекст! — 01. 03.2017 03.2017 | |||||||||||||||||||||||||||||||||||||||
| Скосы и наблюдение о метках производителя — 22.02.2017 | |||||||||||||||||||||||||||||||||||||||
| /2017 | |||||||||||||||||||||||||||||||||||||||
| Как шлифовать: Часть 5 — Шлифование полости — 01.02.2017 25/2017 | |||||||||||||||||||||||||||||||||||||||
| Как шлифовать Часть 3 — Химия и номенклатура шлифовальных кругов — 19/01/2017 | |||||||||||||||||||||||||||||||||||||||
| Как шлифовать Часть 2 — Шлифовальные круги — Технология шлифования 11.01.2017 | |||||||||||||||||||||||||||||||||||||||
| Как шлифовать. Часть 1. Когда шлифовать. | |||||||||||||||||||||||||||||||||||||||
| NAIL — 21.12.2016 | |||||||||||||||||||||||||||||||||||||||
| ГРАМЕССИЯ ИСТОРИЯ | |||||||||||||||||||||||||||||||||||||||
| A Отсутствие связи — 30.11.2016 | |||||||||||||||||||||||||||||||||||||||
| Гостевой блогер: Крис Пей — Get A Grip — 23.11.2016 | |||||||||||||||||||||||||||||||||||||||
| Новые для осени и других новостей — 9.11.2016 | |||||||||||||||||||||||||||||||||||||||
| Старые записи … | |||||||||||||||||||||||||||||||||||||||
| . | |||||||||||||||||||||||||||||||||||||||
гарантия | контакт
Поиск и устранение неисправностей 4 Распространенные проблемы с отрезным кругом |
Перейти к содержимому
КОЛОННА ДЛЯ КОНДИЦИОНИРОВАНИЯ ПОВЕРХНОСТИ
BY JEFF HAUKE
При резке металла нередко возникают проблемы, которые могут негативно повлиять на вашу эффективность и результаты, а также создать угрозу безопасности.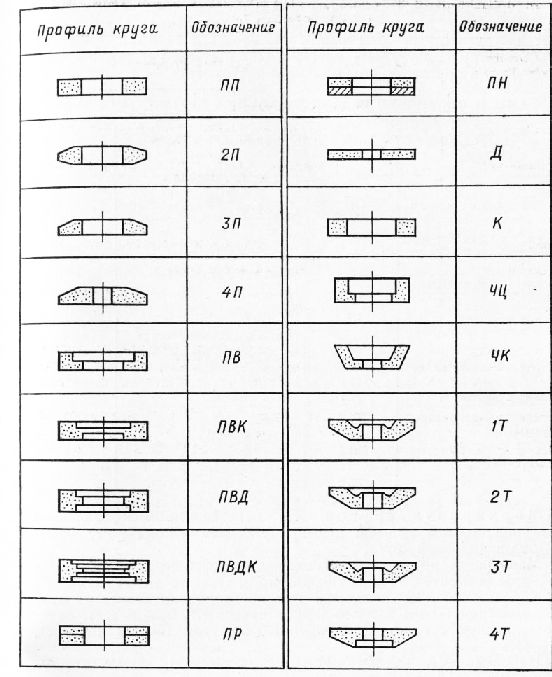 От короткого срока службы продукта до повреждения колеса или отказа продукта — эти проблемы могут быть дорогостоящими.
От короткого срока службы продукта до повреждения колеса или отказа продукта — эти проблемы могут быть дорогостоящими.
Узнайте, как выявлять и решать проблемы при использовании режущих кругов, чтобы вы могли максимально эффективно использовать режущие материалы и оптимизировать результаты.
Проблема № 1: Короткий срок службы круга
Короткий срок службы режущего круга может быть вызван рядом причин, в том числе чрезмерным давлением, недостаточной или чрезмерной мощностью инструмента и слишком мягким зерном для данного применения. Рассмотрим следующие распространенные причины и способы их устранения:
Чрезмерное давление. Слишком большое давление нагревает колесо, что приводит к его более быстрому разрушению и может ослабить его структуру. Вместо этого режьте с меньшим давлением вниз и включайте движение в разрез. Умеренное давление, позволяющее кругу выполнять свою работу, обеспечивает более быстрое и качественное резание, не говоря уже о том, что это безопаснее.
Маломощный инструмент. Керамические зерна требуют скорости инструмента для разрушения. Инструмент с недостаточной мощностью не способен разрушить зерно, что снижает способность зерна сохранять остроту. Чем больший крутящий момент имеет ваш режущий инструмент, тем больше мощности доступно для дробления зерен, чтобы они могли выполнить работу. Выберите более мощный инструмент, чтобы максимизировать производительность при выборе керамического изделия.
Одним из факторов, который обычно упускают из виду, является использование шнура питания калибра не менее 12; 10 калибр предпочтительнее. Сетевые и удлинительные шнуры, предназначенные для домашнего использования, могут «задушить» питание кофемолки и привести к значительным потерям мощности.
Игнорирование срока годности. Абразив, скрепляющий колесо, имеет срок годности и по истечении этого времени начинает разрушаться. Хотя колесо по-прежнему безопасно в использовании, производительность будет не такой хорошей.
Замените колесо до истечения трехлетнего срока с даты изготовления. Держите уровень запасов на достаточно низком уровне, чтобы продукт не устарел, и перемещайте старые продукты в начало вашего запаса, чтобы они использовались.
Держите уровень запасов на достаточно низком уровне, чтобы продукт не устарел, и перемещайте старые продукты в начало вашего запаса, чтобы они использовались.
Несоответствующее хранение. Экстремальные перепады температуры влияют на соединение. Обязательно храните колеса в чистом, сухом месте с постоянной температурой. Всегда храните изделие на плоской, устойчивой поверхности, чтобы свести к минимуму возможность деформации и растрескивания.
Неправильная связка продукта. Сопоставьте связь вашего продукта с материалом, который вы режете. Более мягкие соединения (N, R) быстрее режут, но и разрушаются быстрее, сокращая срок службы. Более жесткие связи (S, T) сохраняются дольше, но их сложнее контролировать. Неопытные операторы могут заметить повышенную вибрацию и снижение скорости резки.
Общее правило: чем тверже металл, тем мягче связка, которую вы хотите использовать, и наоборот.
Выпуск № 2: Остекление кромок
Остекление и нагружение происходят во время резки, когда основной материал нагревается и прилипает к отрезному кругу. Общие причины включают в себя:
Общие причины включают в себя:
Слишком твердый продукт. Вы хотите, чтобы связь продукта разрушилась, отбрасывая тусклые зерна и заменяя их свежими, острыми зернами. Это позволяет кругу продолжать эффективно резать.
Если связка продукта слишком твердая, остаются тусклые зерна, что приводит к накоплению тепла и может произойти глазурование. Если вас не устраивает глазурование, выберите более мягкую связку, которая разрушается при меньшем давлении и более эффективно режется из-за разломанных зерен.
Недостаточное движение в разрезе. При работе с отрезным кругом навскидку используйте последовательное движение и эффективное давление для резки. Раскачивающее движение в разрезе — движение вперед и назад по ровному килю — обеспечивает лучший разрез и снижает нагрев и трение, которые могут вызвать остекление.
Недостаточное давление. Недостаточное давление может привести к тому, что колесо будет проскальзывать и вибрировать, а не кусаться и резать. Опять же, помогает раскачивающее движение и равномерное постоянное давление в разрезе.
Проблема № 3: Повреждение фланца или отверстия вала
Всегда проверяйте отрезные круги на наличие повреждений перед их использованием. Повреждение фланца или отверстия под цапфу может ослабить колесо и привести к поломке изделия, а также создать угрозу безопасности. Повреждение фланца или отверстия под цапфу может быть вызвано:
Чрезмерное давление. Это может произойти, если вы используете слишком тонкий отрезной круг для работы. Если вы чувствуете, что вам нужно применить слишком большое давление, и это приводит к повреждению колеса, переключитесь на более толстое колесо.
Чрезмерная боковая нагрузка. Отрезной круг предназначен для резки на его кромке, поэтому нет дополнительного усиления из стекловолокна для поддержки бокового шлифования. Если оператор попытается использовать боковую сторону круга, как если бы он использовал шлифовальный круг, он повредит армирование из стекловолокна, скрепляющее круг. Как только в колесе появляется дефект, он будет продолжать расти и создавать трещины, и колесо может выйти из строя.
Во избежание этого используйте продукт с двумя слоями стекловолокна и поддерживайте угол 90 градусов по отношению к заготовке во время резки.
Заготовка закреплена неправильно. Неправильно закрепленный основной материал может создать вибрацию, которая может привести к потере контроля над колесом, заеданию и повреждению конструкции колеса. Правильное зажатие заготовки обеспечивает ее устойчивость и устойчивость во время резки. Это также позволяет вам поддерживать угол 90 градусов и использовать легкое покачивающее движение.
Заедание изделия и вибрация. При использовании любого режущего круга важно поддерживать постоянную прямую линию. Скручивание или изгибание круга во время резки или попытка вырезать закругленные углы или дуги могут привести к заклиниванию круга и потенциальной поломке. Заедание также может привести к тому, что колесо отскочит назад к оператору.
Если круг заедает или останавливается во время реза, никогда не пытайтесь перезапустить круг, пока он находится на линии реза.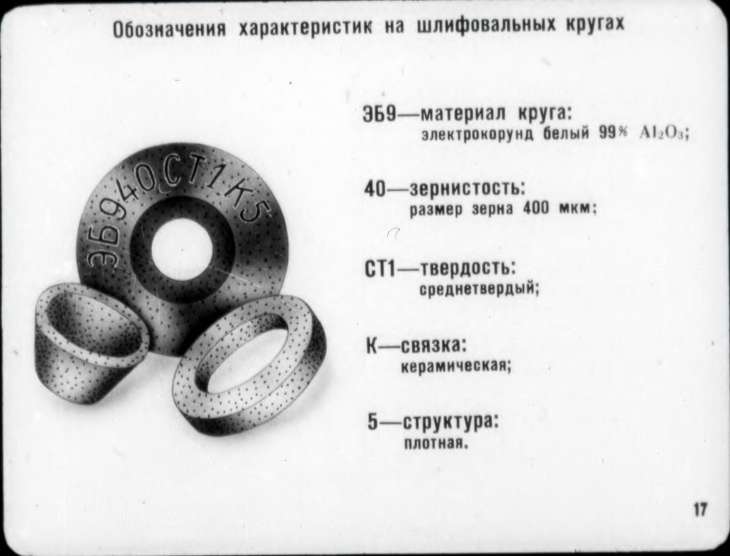 Снимите колесо и проверьте его на наличие повреждений. Запустите круг вдали от заготовки и дайте ему набрать полную скорость, прежде чем он снова войдет в линию реза.
Снимите колесо и проверьте его на наличие повреждений. Запустите круг вдали от заготовки и дайте ему набрать полную скорость, прежде чем он снова войдет в линию реза.
Никогда не пытайтесь исправить или заново выпрямить кривое срез. Безопаснее и эффективнее отметить новую строку. Поворот колеса, чтобы вернуть его «на курс», создает небезопасное состояние и приводит к заклиниванию колеса.
Неправильный монтаж. Будьте осторожны, чтобы не перетянуть отрезной круг при установке, так как это может повредить отверстие оправки и создать концентратор напряжения во время резки. Переходные гайки бывают разных диаметров, но также очень важно использовать переходные гайки одинакового диаметра, чтобы предотвратить повреждение колеса. Использование разных диаметров может привести к тому, что колесо станет «чашеобразным», что сделает его несбалансированным и сложным в управлении.
Выпуск № 4: Поврежденные кромки
Как указывалось ранее, перед каждым использованием необходимо тщательно осматривать круг, будь то новый круг или круг, уже установленный на инструменте.
Небольшие трещины и повреждения трудно заметить. Чтобы проверить колесо на наличие повреждений, включите инструмент и покачайте его в течение примерно минуты, удерживая его подальше от лица и тела, чтобы проверить, нет ли вибрации, дисбаланса или растрескивания, что обычно происходит при повреждении краев. Если колесо некруглое, скорее всего, оно повреждено.
Режущие инструменты работают очень быстро, и даже небольшая трещина на кромке может распространиться и привести к поломке круга. Край отрезного круга никогда не должен быть специально сколот, чтобы избежать нагрузки.
К другим распространенным причинам повреждения кромок относятся:
Неправильно закрепленная заготовка. Это может вызвать чрезмерную вибрацию или дребезг, что может привести к повреждению края. Убедитесь, что заготовка правильно закреплена.
Резка слишком далеко от области зажима. Чем дальше зона резания на заготовке простирается от зажима, тем больше она перемещается во время резания, что приводит к чрезмерной вибрации или дребезгу.
