Расшифровка марок электродов: Как расшифровать названия электродов? — Ответы на вопросы наших клиентов
Содержание
Расшифровка маркировки электродов для сварки
Сваривание различных поверхностей при помощи специального аппарата – комплексное мероприятие, которое предполагает использование специальных элементов, а именно электродов. При этом последние имеют различные классификации, типы и разнообразную специфику применение. Также электроды отличаются специальным маркированием, определяющим технические свойства, покрытие компонентов.
Стоит отметить, что маркировка наносится как на сам элемент, так и на упаковку. Поэтому перед началом сварочных работ необходимо ознакомиться со всей информацией, предоставленной производителем. Так вы проверите совместимость купленного электрода с материалом, который необходимо приварить.
Однако на этом этапе может возникнуть сложность, которая связана с расшифровкой маркирования. Ведь вся информация, как правило, наносится при помощи букв и цифр, которые непонятны для обычного пользователя, но содержат ключевую информацию об электроде.
Поэтому в этой статье будет предоставлена расшифровка маркировки электродов для сварки, а также мы предоставим всю информацию касательно обозначений химического состава обмазки, предназначения элемента.
Назначение электрода и технические характеристики
Давно известный факт, что электроды – основные элементы, которые применяются при осуществлении электродуговой сварки различных металлических оснований. Специально для улучшения качества проведения работ были разработаны различные типы электродов, предназначенных как для универсального, так и для узкоспециализированного применения.
Для максимально качественной сварки должны выполняться следующие требования и условия:
- стабильная электромагнитная дуга (ЭД) – именно она отвечает за образование сварочного шва. Если ЭД будет слабая, тогда соединение не будет качественным;
- плавление стержня и обмазки должно быть максимально равномерным – в противном случае будет создан дисбаланс и дальнейшее проведение сварочных работ будет проблематичным;
- химический состав в образованном сварочном шве должен отвечать всем требованиям;
- примеси и шлак должны удалять максимально просто;
- стрежни электродов должны выделять минимальное количество токсических элементов;
- в процессе соединения электроды не должны нарушать химические, физические и технические параметры.

Если все условия выполняются, тогда сварку можно считать высококачественной. При этом отклонение хотя бы одного параметра свидетельствует о том, что скорее всего вы выбрали не тот электрод или же настройка сварочного аппарата не была правильной.
Как варить
Как варить на инверторном аппарате, как пользоваться оборудованием при сварке. Величину сварочного тока следует подбирать ориентируясь на диаметр стержня и его пространственного положения. Существуют некоторые рекомендации:
- 3 мм.: нижнее положение — 100-140 А, вертикальное — 80-110 А, потолочное — 80-120 А;
- 4 мм.: нижнее — 160-220 А, вертикальное — 140-180 А, потолочное — 140-180;
- 5 мм.: нижнее — 170-260 А, вертикальное — 160-200 А;
- 6 мм.: нижнее — 300-360 А.
Принцип устройства электрода для сварочных аппаратов различных типов
Принципиально нового ничего нет. Электрод все также состоит из стержня, изготовленного посредством использования металла, обмазки и вспомогательных компонентов, например, прутов.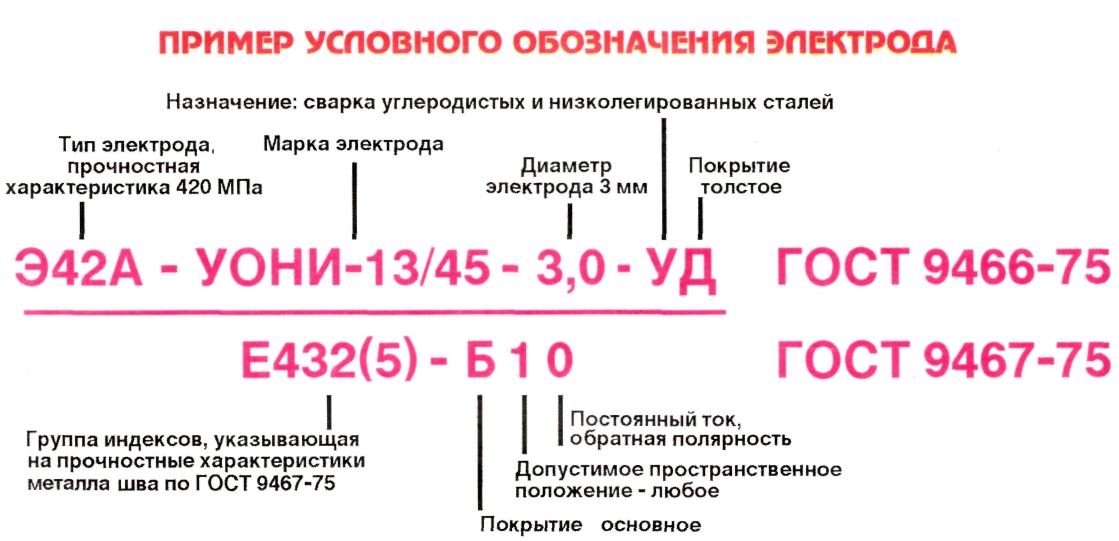 Выбранный металл определяет технические характеристики элемента.
Выбранный металл определяет технические характеристики элемента.
Нередко можно встретить компоненты, которые состоят только из одной проволоки, не имеющей покрытия и они имеют соответствующие название – непокрытые электроды. Одним из основных представителей таких средств стоит отметить вольфрамовые электроды.
Как и много раз говорилось, металлический стержень может покрываться как одним из следующих обмазок, так и иметь сразу несколько покрытий:
- кислая обмазка;
- основной тип покрытия;
- целлюлозная обмазка;
- рутиловое покрытие;
- обработка комбинированным типом;
- узкоспециализированное покрытие.
Стоит отметить, что покрытие также имеет свои типы. Обмазка может быть защищающей и ионизирующей. Первая имеет толстые слои, а вторая – отличается тонкослойной структурой.
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя. Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы. Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Рекомендуем! Сварочные электроды по алюминию
Какое влияние оказывает тип покрытия на работу электрода?
Первое и самое главное – покрытие оказывает воздействие на технологические параметры самого электрода и заготовок, которые можно использовать. В частности, тип обмазки регулирует возможность размещения сварочных швов, эффективность, пористость, устойчивость к образованию деформационных процессов и наличие водорода в шве.
Состав кислотного покрытия представлен 4-х элементной структурой. В обмазку входит марганец, окислы железа и кремний. Наиболее распространенными представителями являются электроды ОЗЧ-2 и СМ-5. И имеет следующую маркировку:
- согласно ГОСТ 9466-75 и ISO, обозначается «А», по старому ГОСТ 9467-60 – Р (руднокислое).
Важный нюанс: Металлические стержни, имеющие кислотное покрытие, в процессе электродуговой сварки не образуют пор. Их можно использовать для работы при подключении как к постоянному, так и к переменному току. Но есть и недостаток – в сварочном шве, а именно на линии рубца, могут образовываться трещины.
В процессе работы такие стержни могут выделять токсические вещества, поэтому рекомендуется использовать специальную маску.
Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Расшифровка электродов с основным покрытием
Наиболее распространенными представителями являются электроды ТМУ-21, ДСК-50. Состав такой обливки представлен карбонатами и фторовыми производными. Химический состав рубца, сформированного при помощи электрода с основным покрытием, аналогичен со сталью.
Вышеупомянутый состав обеспечивает повышенные технические свойства, а именно:
- вязкость шовной линии;
- гибкость шва;
- устойчивость созданного соединения к образованию деформационных частей.
Однако стержни с основным покрытием имеют и ряд недостаток, делающих их менее выгодным приобретением в отличие от других видов. В частности, к отрицательным сторонам следует отнести:
- образование пор при использовании электродов в условиях повышенной влажности;
- возможность работы исключительно аппаратом постоянного тока;
- предварительную подготовку – прокаливание стержней.

Однако несмотря на минусы, элементы наиболее часто применяются для сварки нержавеющей стали.
Особенности применения
Рутиловые электроды марки 3С используют преимущественно для сварки ответственных металлоконструкций, трубопроводов и других деталей из листа, профильной трубы, фасонного проката. Сварка производится в режиме отрывного шва:
- Зажигается дуга у левого края стыка.
- Проводится электрод слева направо.
- Отрывается и переносится налево.
Варить следует очень быстро, чтобы шов не успевал остыть.
Шлака образуется много, он полностью покрывает ванну и шов по всей ширине. Температура плавления обмазки значительно выше, чем у свариваемой стали. Поэтому он всплывает и легко отделяется после остывания даже в многопроходных швах. Темп сварки должен быть высоким, чтобы металл и шлак не успевали застыть.
При работе на постоянном токе с МР электродами предпочтительна обратная полярность.
Особенности использования электродов МР-3 прежде всего в том, что можно сваривать незачищенные кромки деталей. Окалина, пыль и влага не влияют на качество шва. Они испаряются в процессе плавления стали и соединяются со шлаком. Шов получается с высокими техническими характеристиками:
Окалина, пыль и влага не влияют на качество шва. Они испаряются в процессе плавления стали и соединяются со шлаком. Шов получается с высокими техническими характеристиками:
- ударная вязкость – около 8 кгс·м/см²;
- удлинение – 17–19%;
- сопротивление разрыву – до 46 кгс/мм².
Сила тока выбирается по диаметру электрода. Для МР 3 мм достаточно 100–140 А, наибольшие (6 мм) требуют устанавливать ток от 300 А.
Разбрызгивание металла при сварке электродами марки МР малое. Шлак ложится равномерно и легко отбивается.
В процессе сварки электрод марки МР надо держать под углом примерно 45°. Во время плавления диоксида титана образуется много шлака. При прямом положении электрода он попадает в плавильную ванну и остается в шве, образуя шлаковые раковины. Движения дуги должны быть быстрыми, слева направо, от одного края к другому.
Рутиловое покрытие
Наиболее распространенными представителями этого типа электродов являются ЛЭЗ МР-3С, АНО-4, ОЗС-4.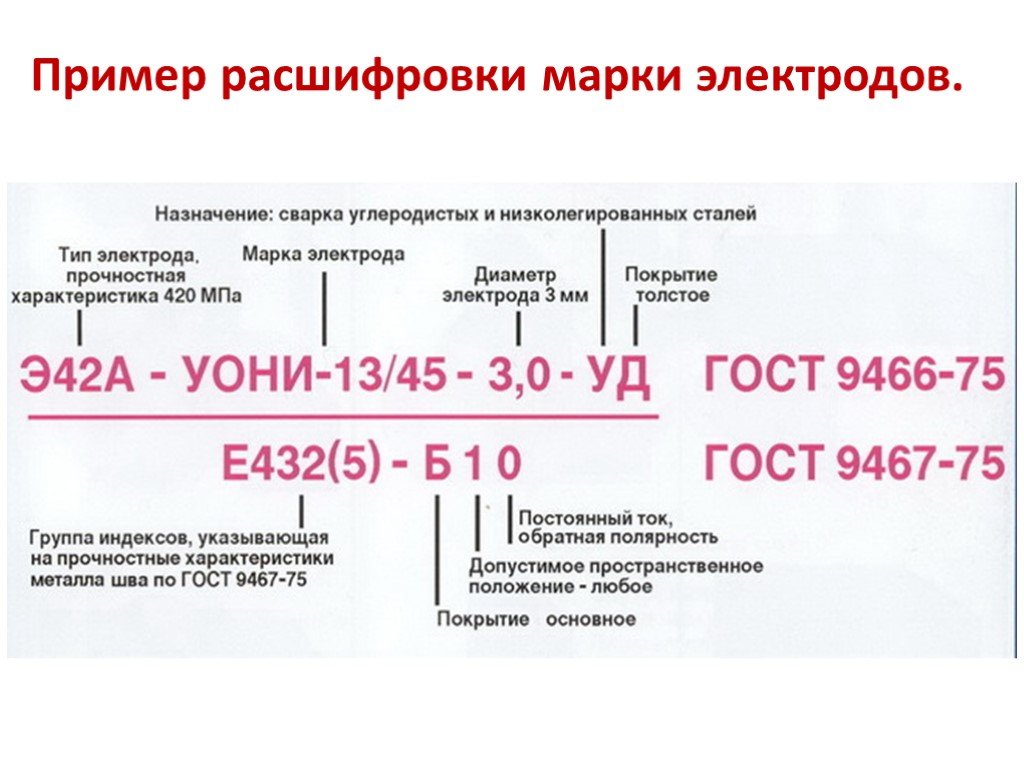 Стоит отметить, что такое покрытие отличается более значительными преимуществами.
Стоит отметить, что такое покрытие отличается более значительными преимуществами.
Использование таких расходников обеспечивается качественный результат даже, если на заготовке имеются различные дефектные образования и коррозийные очаги. Также на качество не влияет уровень влажности. Нередко элементы задействуют для работы со сталью 09ГС и высокоуглеродными материалами.
Есть один недостаток, связанный с содержанием оксида кремния в составе. Из-за этого образованный шов имеет пониженную ударную вязкость, сниженную гибкость. В системе маркировок покрытие обозначается следующим образом:
- согласно ГОСТ 9466-75 и ISO «Р» и R соответственно, по старому ГОСТ 9467-60
Т (рутиловое).
При этом образованный шлак легко удалить. Это в свою очередь дополнительно улучшает качество сварочных работ.
Назначение
В марке электрода, как правило, зашифровано его назначение. Например, изделия типов:
- УОНИ — предназначены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под небольшими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей толщиной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- недорогие электроды ОЗС-12 универсального применения рекомендованы для сваривания углеродистых сталей, отличаются простотой применения;
- рутиловые изделия марки АНО-4 применяют для сварки низколегированных и низкоуглеродных сталей; работают и на постоянном, и на переменном токах; хорошо варят загрязнённый ржавчиной металл, обладают устойчивым горением дуги, легко очищаются от шлака.
Специалисты различают электроды для сварки, прихватки, наплавки и резки. Большим спросом пользуются универсальные изделия, с которые экономится много времени при выполнении разнородных работ.
Расшифровка маркировки электродов для сварки с целлюлозным покрытием
Согласно ГОСТ 9466-75, в состав таких элементов входят до 50% органических добавок. За счет использования такого типа компонентов можно образовывать обратные рубцы и обеспечивать швы от «верха книзу».
Однако есть и отрицательная сторона, связанная с высоким содержанием водорода, что откладывает отрицательный отпечаток на качество сварочного шва. Такие электроды имеют следующую маркировку:
- согласно ГОСТ 9466-75 и ISO «Ц» и С соответственно, по старому ГОСТ 9467-60
О (органическое).
Такие типы сварочных элементов используются гораздо реже из-за высокой стоимости. Однако для узоспециализированных работ электроды с целлюлозным покрытием – то, что нужно.
Касательно изделий со специальным типом покрытия, то стоит отметить, что их применяют сугубо для узкоспециализированных работ – при помощи их соединяют специальные сплавы или целые элементы, имеющие различные сплавы.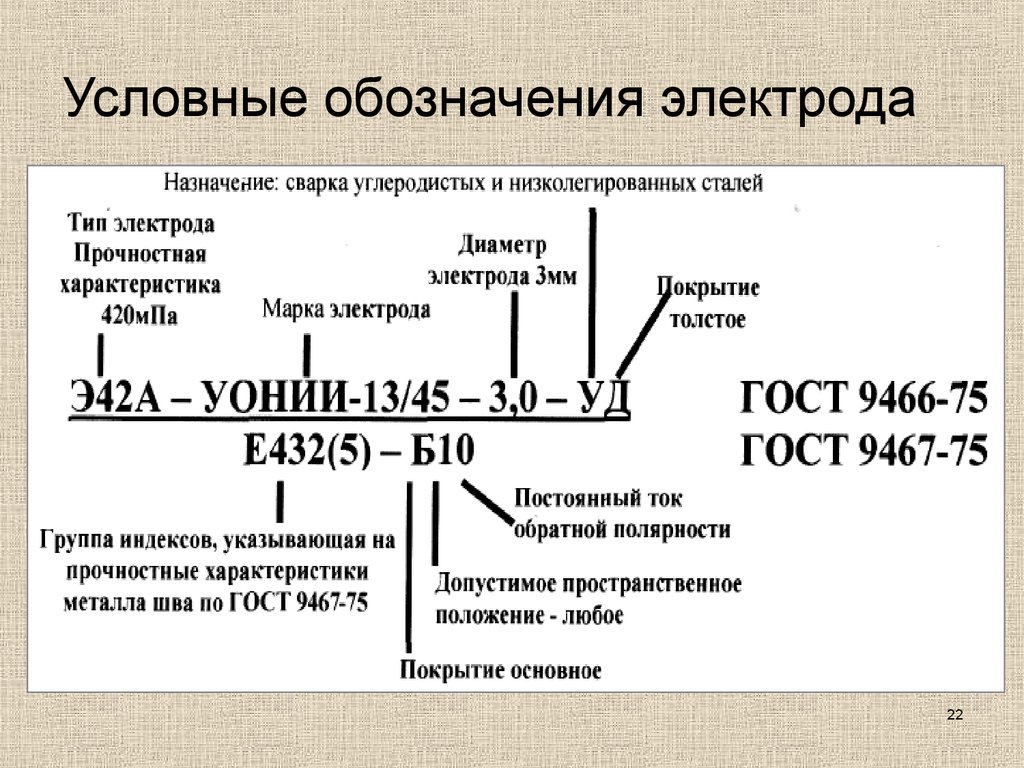
- согласно ГОСТ 9466-75 и ISO «П» и S соответственно.
Расшифровка маркировки электродов для ручной дуговой сварки
Сейчас разберем пример маркирования. Дана маркировка Э50А-УОНИ-13/55-5,0-УД/У514(4)-Б20. Первая буква обозначает специфику использование – говорит о том, что электрод используется посредством электродуговой сварки, 50 – показатель пиковой прочности, измеряемый в кгс/мм2, А – определяет характерные технические свойства, а именно ударную вязкость, пластичный рубец.
При наличии дальнейших цифр, которые идут после Э50А определяет его марку в каталоге производителя. Непосредственно 5,0 – диаметр металлического стержня, который измеряется в мм.
Литера «У» показывает предназначение электрода. В нашем случае элемент разработан для сварного соединения сортов стали, имеющих низкую легированность с прочностью до 60 кгс/см2 включительно.
Для сварки стали с более высокой прочностью применяются расходники, имеющие обозначение «Л». При сварке жароустойчивых элементов задействуют стержни «Т», специально для особых видов стали применяют компоненты «В».
Дальнейшая символика определяет толщину обмазки. Например, буква «Д» в маркировке обозначает толстослойное открытие. Помимо нее могут быть следующие литеры:
- Т-тонкослойные;
- С- средние по толщине;
- Г – самые толстослойные.
Пример расшифровки
Разберем теперь расшифровку сварочных расходников на примере известного всем электрода АНО-21, выпускающихся преимущественно с покрытием серого цвета.
Приведенные группы обозначений указывают на:
- – Тип стержня (согласно классификации, материал относится к группе Э46, используемой для соединения материалов из низколегированных и углеродистых сортов стали).
- – Марка стержня, в этом случае – АНО-21.
- – Сечение стержня, составляющее в рассматриваемом случае – 2,5 мм.
- – Предназначение расходника. Литера У обозначает принадлежность материала для работы с определенными марками стали.
Сергей Астафьев, сварщик, стаж работы 30 лет: «Разобравшись с основными принципами шифрования электродов, назначении всех цифр или литер, маркировка уже не выглядит чем-то сложным и невообразимо непонятным. Выбор нужного расходника для выполнения соединения либо наплавки теперь прост. Только узнав название электрода, можно сразу же представить все его характеристики и сварочные параметры».
Выбор нужного расходника для выполнения соединения либо наплавки теперь прост. Только узнав название электрода, можно сразу же представить все его характеристики и сварочные параметры».
что обозначает, какой бывает, как правильно расшифровывается
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
Содержание статьиПоказать
- Как обозначается вид в маркировке
- Разделение в зависимости от марки
- В зависимости от диаметра
- В зависимости от назначения
- В зависимости от коэффициента толщины покрытия
- Исходя из групп индексов
- В зависимости от того, какое покрытие
- Исходя из размещения в пространстве
- В зависимости, от того какой сварочный ток
- Не стандартные маркировки
- Пример того, как расшифровать маркировку
- Итог
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Разделение в зависимости от марки
Тот ряд букв, что вы встретите дальше не нужно путать с тем, что такое маркировка, ведь это марка электрода. Происхождение марки может быть разной, например установлена по ГОСТу, но также может быть придумана самим производителем электрода.
Такая ситуация с производителем электродов ESAB, которая выпускает марку ок. Как не странно, но для одного стержня может подходить сразу пару тройку производителей.
Это очень широкая тематика про которую стоит говорить отдельно
В зависимости от диаметра
Информация, что пишется далее-это диаметр самого стержня, единица его измерения обычно в миллиметрах. То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
Если металл будет толстым, то вам пригодиться большой диаметр стержня. В приведенном нами примере маркировки -это значение ровняться пяти миллиметрам.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
Но если сталь имеет более высокий предел прочности, то нужно применять электроды на которых маркировка с буквенным знаком Л.
Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.
А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.
В зависимости от коэффициента толщины покрытия
Далее идёт параметр толщины напыления или ещё использует термин обмазки. В приведенном нами примере это буквенный знак Д-он обозначает большое покрытие.
Но ещё можно встретить и другие маркировки на сварочных электродах, такие как м-это тонкое или малое напыление, знак С обозначает средний уровень толщины, а знак Г имеет информацию про очень толстое напыление.
Исходя из групп индексов
Этот параметр в шифровке является одним из самых не понятных и запутанных для новичков. Там цифровые обозначения имеют сразу несколько показателей, так что можно понять частично, а не полностью.
Эти группы индексов всегда пишутся на этикетках электродов для сваривания металлов.
Они самые применяемые на тех электродах, что специализируются на высоколегированной стали, эти параметры должны немного прояснить картину для новичка.
Итак, приступим к разбору того примера что мы вам привели, приладим значение маркировки каждому знаку и все будет понятно.
В нашем примере число пять говорить про то на сколько данный шов будет устойчив в коррозиям. Далее у нас цифирный знак 1-это самая высокая температура, что гарантирует, то что шов будет прочный к высоким температурам.
Число четыре говорит про то, какая рабочая температура для данного шва.
А если то самое число четыре взято в скобки, то это говорит про, то какое количество ферритной фазы в этом соединении. Если каждое значение имеет максимальный показатель, тем больше будет цифра.
Смотрите ниже схема с описанием металлов и соединений для сваривания высоколегированной стали, прочитайте и постарайтесь запомнить что несёт в себе каждый знак.
Написание обозначений для тех электродов что поменяются при наплавке может быть немного другим, часто имеет две части, а обычные состоять из 4-5 цифр, про что мы уже писали.
Но если это электрод для наплавки, то к стандартному количеству обозначений маркировки прибавляется ещё одна группа из трёх знаков, их чаще всего пишут через тире и отделяют от основных чертой.
К примеру Е200/31-2. Число 31 говорит о том какая твердость стали, что нужно направить сверху. А число 2 к примеру говорит о том, что твердость стержня будет необходимо вне зависимости от влияния температуры.
А вот число один говорит про то, что твердость будет необходимой только после влияния градуса.
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Исходя из размещения в пространстве
От этого зависит, то какой именно электрод вам нужно использовать если вы находитесь в том или ином положении.
В своем примере маркировки мы привели стержень, который подойдет для любых работ, но не подходит только для вертикального положения. Такой стержень обозначается цифирным знаком 2.
Конечно существует и цифра 1 – такой стержень является на все сто универсальным. Есть число 3- он вам пригодиться если вы будете работать в вертикальной или горизонтальной плоскости. И число 4- оно применимо для тех соединений углов, что находится снизу.
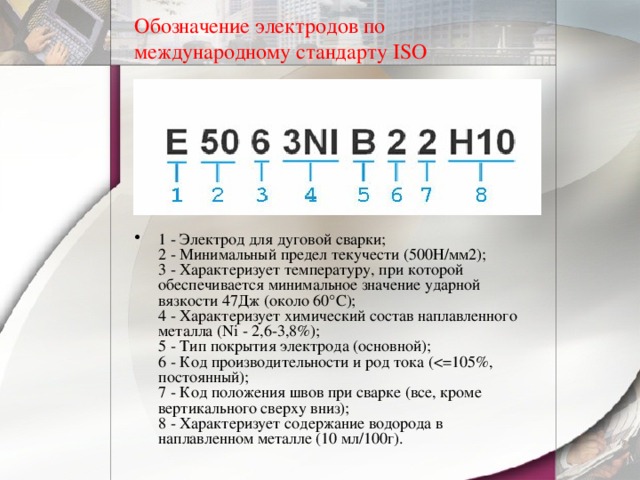
Все эти цифирные знаки маркировки полностью подходят под международные стандарты, так что маркировка будет одинаковой и на заграничных и на отечественных электродах.
В зависимости, от того какой сварочный ток
Это не обязательная маркировка, так что на многих электродах в можете не встретить её, но для правильности примера мы введи её в свой пример.
У нас это цифирный знак 0, он говорит о том, что вы сможете использовать такие электроды, только если ток будет постоянным. При этом полярность должна быть обратной.
Не стандартные маркировки
Вы наверняка обратили свое внимание, что мы нечего не сказали про букву Е, когда речь шла про группы индексов маркировки.
Так вот она говорит о том, что электрод плавиться и имеет покрытие. Это также маркировка, что является международной.
Пример того, как расшифровать маркировку
Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Итог
Вы прочитали нашу статью и уже знаете как работает маркировка. Конечно если вы только начинаете свой путь в этой сфере вам может казаться, что все сложно запутано и вам никогда в этом не разобраться.
Но мы очень старались, чтобы для вас все было предельно ясно.
А когда речь заходить про электроды для сварки дугой то там все ещё проще, об этом говорит только название, так что видите на прилавке и просто кладете в свою корзину.
Пиши свои комментарии и покажите нашу статью всем, кто интересуется этой темой. Спасибо за внимание.
Различия в электродуговой сварке (7018 и 6013)
Сварка стержнем — это абсолютный вид искусства, на освоение которого уходят годы. Как и любой вид искусства, сварка стержнем включает в себя различные методы и оборудование, которые необходимо изучить, прежде чем приступать к какой-либо профессиональной работе. В этой статье основное внимание будет уделено двум наиболее распространенным сварочным электродам, используемым в мире профессиональной сварки, 6013 и 7018. оборудование.
6013 и 7018 Характеристики сварочного электрода
Итак, что означают цифры на электродах? Буквы и цифры на сварочном стержне обозначают характеристики и то, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Первый и второй наборы напечатанных номеров на сварочной палке означают разные характеристики, которые определяют тип применения, используемого электродами.
Как только вы узнаете разницу между этими номерами, заказать то, что вам нужно, не составит труда. Следуйте нашему простому руководству, чтобы наклеить номера сварочных электродов, чтобы сделать это проще.
Первые два номера сварочных палочек
Наиболее распространенные электродные стержни начинаются с 60 или 70. Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Итак, что означают 60 в e6018 и 70 в e7018? 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Таким образом, во многих случаях сварной шов прочнее сплавляемых материалов.
При сварке для простого домашнего проекта вам, скорее всего, понадобится электрод с меньшим номером. Но если вы свариваете металл для крупномасштабного проекта, например, на стройке, вам может потребоваться электрод с более высоким номером.
Последние две цифры
Как только вы узнаете, сколько KSI вам нужно, вы можете посмотреть на второй набор цифр, соответствующий флюсовому покрытию стержня. Более высокие числа означают, что стержень имеет большее покрытие. У стержня 7018 больше покрытия, а у стержня 6013 меньше.
Третье число
Помимо того, что оно является частью шкалы покрытия, третье число также обозначает одно из трех возможных положений электрода. Цифра 1 указывает на всепозиционный электрод, который является наиболее гибким. Цифра 2 означает плоскую или горизонтальную, а 4 означает плоскую, горизонтальную, вертикальную вниз и над головой.
Что означает буква «Е» на моем сварочном электроде?
Если на вашем сварочном электроде есть буква «Е», ее можно игнорировать. «Е» означает «электрод», другое название сварочной палочки. Нет никакой разницы между удилищами с буквой «Е» или без нее. Имеет значение только четырехзначное число.
6013 Сварочные стержни
Сварочные стержни Industrial 6013 используются для переменного и постоянного тока, где максимальная прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Электрод 6013 лучше всего использовать для легкого и среднего проплавления тонких или листовых металлических деталей. Электроды 6013 обычно используются в производстве корпусов грузовиков, металлической мебели, резервуаров для хранения, сельскохозяйственных приспособлений или там, где эстетика имеет решающее значение.
6013 Преимущества сварочной проволоки
Сварочные электроды 6013, изготовленные из низкоуглеродистой стали, обеспечивающей плавное проплавление дуги, отличаются исключительной универсальностью и могут работать во всех положениях на протяжении всей сварочной работы. Дуга, создаваемая сварочным стержнем 6013, обычно легко поддерживать с низкими потерями разбрызгивания. Сварочные стержни 6013 также имеют покрытие с высоким содержанием титана и калия. Это покрытие способствует более глубокому проплавлению, а прочности на растяжение в 60 000 фунтов на квадратный дюйм достаточно для выполнения большинства сварочных работ, выполняемых своими руками.
Преимущества
- Высококачественный сварной шов
- Идеально подходит для начинающих
- Работает во всех положениях
Недостатки
- Не такие прочные, как другие стержни
6013 Применение сварочной проволоки
Сварочные электроды 6013 подходят для работ с легким и средним проплавлением. Кроме того, они отлично подходят для сварки углеродистой стали и могут сваривать под любым углом. Некоторые из наиболее распространенных применений сварочных стержней 6013 включают:
- Листовой металл
- Судоремонт
- Транспортные средства
- Общее машиностроение
7018 Сварочные стержни
Сварочные электроды Premium 7018 предназначены для сварки низко-, средне- и высокоуглеродистых сталей, а также высокопрочных низколегированных сталей. Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные палочки из сплава 7018 легко ударить, они вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
7018 Преимущества сварочной проволоки
Сварочные стержни из углеродистой стали используются для сварки конструкций и общего назначения, требующих дополнительной полировки или высоких температур плавления. Сварочные электроды 7018 можно использовать во всех положениях при использовании источников питания как переменного, так и постоянного тока. Покрытие сварочного электрода 7018 из железа с низким содержанием водорода делает его устойчивым к растрескиванию и защищает сварочный луч от кислорода и влаги, что позволяет ему хорошо работать при отрицательных температурах.
Преимущества
- Высокая стабильность
- Без брызг
- Пониженный уровень шума
- Хорошо работает при отрицательных температурах
Недостатки
- Минимальное проникновение
7018 Применение сварочной проволоки
Стержневые сварочные электроды 7018 отлично подходят для сварки углеродистой стали и идеально подходят для структурных применений и работ в сфере розничной сварки. Общие области применения сварочного стержня 7018 включают:
- Мосты
- Военные суда
- Электростанции
- Рабочая среда с отрицательными температурами
- Трубопроводы
- Стальные конструкции
Сварочные палочки 6013 или 7018 – что выбрать?
Тип сварочного электрода, который вы выберете, будет зависеть от вашего применения и опыта. Многие новички научатся использовать 6013 на своих уроках сварки. Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Во многих случаях 7018 является отраслевым стандартом. В дополнение к более высокому KSI и покрытию, это также вариант с низким содержанием водорода, а это означает, что он с меньшей вероятностью приведет к растрескиванию важных инфраструктурных проектов, таких как строительство мостов. Тем не менее, отсутствие водорода в стержне означает, что вам нужно держать его в печи для стержня, чтобы он не поглощал влагу, которая может ослабить стержень.
Обратитесь в IMS за инструментами и оборудованием для сварки электродов Precision 6013 и 7018 сегодня
Как только вы узнаете, какой тип сварочной палки вам нужен для вашего проекта, посетите сайт Industrial Metal Supply. Мы продаем сварочные палки различных размеров и вариантов, включая сварочные аппараты премиум-класса, инструменты, шлемы и защитные очки, которые идеально подходят для выполнения большинства проектов.
Марки электродов для ручной дуговой наплавки и сварки: их виды, маркировка и ее расшифровка | vseznayko.com.ua
Выбирая электроды для сварки, особое внимание следует уделить маркировке. Дело в том, что там находится самая важная информация о приобретаемых электродах, включая производителя, состав и другие характеристики. Если ориентироваться на эту информацию, то упрощается задача выбора наиболее подходящего материала, который обеспечит качественный результат при работе в определенных условиях с запланированным соединением металлов и сплавов. Для этого перед принятием решения необходимо внимательно изучить обозначения, которые расположены на упаковке.
Сварка электродом
В качестве основного расходного материала для ручной дуговой сварки, с применением которой сегодня чаще всего сваривают металлы, используют электроды. По своему содержанию они выглядят как металлический стержень или изделие, изготовленное из другого материала, которое может иметь покрытие или не иметь его. Один конец стержня должен быть закрыт. Именно с этой стороны он помещается в электродержатель.
При выполнении сварочных работ на участке, образованном концом электрода и обрабатываемой поверхностью, образуется электрическая дуга. Процесс соединения поверхностей с помощью сварочного оборудования происходит при повышенных температурах, при этом вещества, с помощью которых осуществляется оплавление, подвергаются слишком интенсивному взаимодействию по отношению друг к другу.
com/embed/trQOS7MFXqo»>
Преимущества электродов
Электроды являются лучшим расходным материалом для сварки по следующим причинам:
- их использование позволяет создать ровный шов, который не имеет времени и лишен неперевариваемых участков.
- не требует больших усилий. С его поддержкой также нет проблем.
- использование электродов позволяет создать однородное покрытие на основе шлака, которое легко удаляется после сварки.
Зажигание дуги
Основное назначение и состав сварочных электродов
По своей конструкции электрод имеет форму стержня, выполненного из металла или другого материала, благодаря которому ток достигает свариваемого изделия. По этой причине обрабатываемый материал должен обладать высокой электропроводностью. Чаще всего такие конструкции изготавливаются на основе проволоки и сплавов, имеющих разный уровень легирования.
Для придания изделию необходимых характеристик на него наносится специальное покрытие. Благодаря этому электрод прекрасно переносит воздействие газов, в первую очередь, азота и кислорода, а также помогает поддерживать стабильность дуги, бороться с вредными примесями, содержащимися в расплавленном металле. Преимущество покрытия в том, что металл или сплав, используемый для сварки, обогащен необходимыми легирующими элементами.
В целом можно отметить, что для придания электроду необходимых свойств в покрытии должны присутствовать определенные компоненты.
Важную роль играют шлакообразующие вещества, например кредит, мрамор, благодаря которым обеспечивается высокая защита от негативного воздействия азота и кислорода, повреждение которых обусловлено окислительными процессами. Освободить расплавленный металл от кислорода можно с помощью таких веществ, как ферросплавы титана, марганца, алюминия и кремния. Последние представляют собой группу раскисляющих веществ, за счет которых обеспечивается желаемый результат.
Для создания защитной газовой среды используются специальные газообразующие компоненты, наиболее яркими представителями которых являются древесная мука и декстрин. Задача придания шву исключительных характеристик по износостойкости, не подверженности коррозии, решается введением специальных легирующих добавок.
Перечень этих компонентов достаточно велик, поэтому мы перечислим лишь некоторые из них: хром, титан, никель, ванадий и др. Группу стабилизирующих веществ образуют калий, натрий и кальций. Основной эффект заключается в обеспечении ионизации сварочной дуги. Для установления надежного соединения каждого компонента покрытия со стержнем электрода необходимо использовать специальные связующие, в качестве которых чаще всего используют силикатный клей.
Маркировка сварочных электродов и требования к ним
Классификация электродов предполагает их деление на два типа:
- плавающие;
- не плавятся.

К первой группе относятся изделия, изготовленные на основе таких материалов, как сталь, медь, чугун и бронза. Отличительной особенностью является наличие дополнительного покрытия. Особую группу составляют плавленые непокрытые элементы, однако они наиболее распространены в качестве проволоки для сварки конструкций, осуществляемой в среде защитных газов. К категории неплавящихся видов электродов для сварки следует отнести изделия, созданные на основе таких материалов, как вольфрам, торий и лантан.
Еще одним признаком классификации сварочных электродов может быть тип покрытия. Посуда, в маркировке которой присутствует буква А, относится к классу изделий с кислотным покрытием. Такие электроды нежелательны для сварки, осуществляемой для соединения сталей, характеризующихся повышенным содержанием углерода и серы. Если говорить о пространственном положении, то ограничений нет. Исключением здесь является вертикальное размещение, когда электрод поднимается сверху вниз. Чаще всего встречаются дефекты – появление сильных брызг и риск растрескивания шва.
Буква B используется для обозначения базового покрытия. Сварочные электроды с подобной маркировкой не следует использовать для сварки в вертикальном положении. То же касается и тех изделий, которые имеют рутиловое покрытие, что обозначается буквой Н. Если в маркировке присутствует буква С, то это намек на использование целлюлозного покрытия. Такие электроды сохраняют свою работоспособность в любом положении.
Если говорить об их недостатках, то сюда следует отнести образование сильных брызг и риск перегрева, именно поэтому они требуют особого внимания при работе. Последнюю группу электродов образуют изделия с маркировкой АС и РБ. Они представляют собой комбинированный вариант, который используется для соединения трубопроводов и конструкций различного назначения. Работая с ними, имейте в виду, что недопустимо размещать их в потолочном положении.
Ознакомившись с особенностями этих элементов и их конструкцией, можно перейти к требованиям, которым они должны соответствовать. Скажем, любому сварочному электроду важно создать благоприятные условия, при которых дуга будет стабильно гореть, что в свою очередь обеспечит равномерное проплавление металла. Кроме того, создаваемый шов должен соответствовать требованию по своему химическому составу. Последние могут включать в себя различные компоненты, определяемые условиями работы детали и составом аппаратных средств, которые необходимо соединить.
Расшифровка маркировки электродов для сварки
Пришло время ознакомиться с ней подробнее, какую информацию скрывает маркировка электродов для сварки. Он всегда начинается с символов, соответствующих типу, содержащему подсказку о максимальной нагрузке. Скажем, Е46 говорят о том, что для сварных деталей максимальная нагрузка составляет 46 кг/мм2. За ним уже идет марка, сообщается о производителе, а после него дается информация о толщине и назначении:
- наличие в маркировке буквы Б свидетельствует о том, что рассматриваемый электрод пригоден для сварки изделий, изготовленных на основе низколегированных и углеродистых сталей;
- , содержащая букву Л, говорит о том, что данные электроды можно использовать для соединения легированных конструкционных сплавов;
- , если задача заключается в соединении конструкций, выполненных на основе жаропрочных или высоколегированных сталей, электрод, применяемый для сварки, должен иметь маркировку Т и В;
- качественно выполнить наплавку слоя, который должен обладать исключительными свойствами, возможно при условии, что используемый электрод маркируется в виде буквы Н.
маркировка
Толщина, диаметр, ток
Этикетка также дает подсказку о толщине покрытия, для чего даются следующие обозначения:
- М — означает тонкое покрытие;
- С — среднее покрытие;
- D – соответствует толстому покрытию;
- Р – указывает на наличие покрытия максимальной толщины.
Далее в маркировке дается информация о диаметре. Иногда он может не содержать цифровых символов, эта информация может быть предоставлена только в виде значка. В этом случае необходимо сделать вывод, что печатаются требуемые данные. Следующие символы – это индекс и его значение, по которым можно понять характеристики металла. Речь идет о таких свойствах, как относительное удлинение, ударная вязкость и предел прочности при растяжении. Более точную информацию об этих параметрах можно найти в ГОСТ 9.467-75.
В самом конце есть информация о типе покрытия, о котором шла речь выше. По последним двум цифрам понятно, какое пространственное положение предусмотрено для электрода той или иной марки и какое рекомендуемое значение рабочего тока.
Если есть номер 1, Если есть номер. 2 Если есть номер.
Если есть номер 3, Если есть номер, Если есть номер. Если есть номер 4 Если есть номер, Если есть номер, Если есть номер.
Если есть номер, Если есть номер, Если есть номер:
- 1, 4, 7 Если есть номер;
- 2, 5, 8 — распространяется на постоянный ток и другие виды полярности;
- 3, 6, 9 — предсказывает, что ток должен иметь противоположную полярность.
