Расшифровка сварочной проволоки: Сварочная проволока, ее маркировка и типы
Содержание
Сварочная проволока. Виды и маркировка – ООО «ЦСК»
Основные виды сварочной проволоки:
— Сплошного сечения
Проволока может быть выполнена из стали, меди, алюминия или сплавов данных металлов. Омедненная сварочная проволока применяется для работы с нелегированными и низколегированными сталями, а алюминиевая проволока – с металлами, в составе которых содержится алюминий, магний, марганец и кремний.
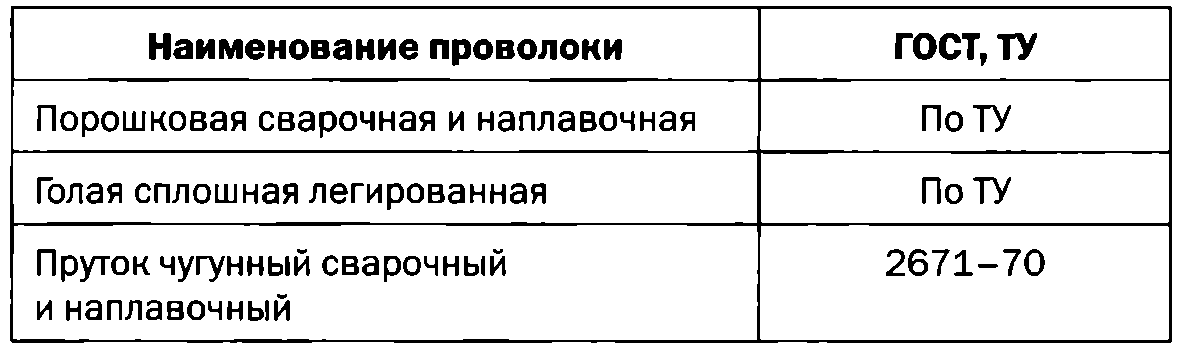
— Порошковая
Порошковая сварочная проволока имеет особую структуру и представляет собой полый цилиндр, заполненный порошковым составом. Его содержание может достигать 40% от общего объема материала. За счет этого улучшается стабилизация горения, обеспечивается защита сварочной ванны от кислорода, легируется шов.
Различают два вида порошковой проволоки: для сварки под флюсом (самозащитная) и для сварки в углекислом газе.
— Активированная
Активированная сварочная проволока имеет в составе добавки, которые находятся внутри прутка. Их содержание составляет примерно 5 – 7% от общего объема материала. Это соли и окислы щелочных металлов, шлакообразующие частицы. Добавки способствуют формированию аккуратного сварного шва, уменьшают разбрызгивание металла. Такой материал применяется при сварке в среде углекислого газа.
Их содержание составляет примерно 5 – 7% от общего объема материала. Это соли и окислы щелочных металлов, шлакообразующие частицы. Добавки способствуют формированию аккуратного сварного шва, уменьшают разбрызгивание металла. Такой материал применяется при сварке в среде углекислого газа.
Маркировка проволоки
Маркировка помогает разобраться в химическом составе и характеристиках проволоки.
В качестве примера разберем популярную сварочную проволоку св08г2с.
Расшифровка св08г2с представлена следующими значениями:
— Сочетание СВ указывает, что данная проволока предназначена для сваркb
— Комбинация цифр 08 обозначает количество углерода (в сотых долях), содержащегося в проволоке. Показатель 0,08 % углерода – данная сварочная проволока низкоуглеродистая
— Литера Г указывает наличие марганца в составе проволоки
— Цифра 2 – это объём марганца (2%) в элементе
— Буква С обозначает наличие кремния. Т.к. после буквы нет никакой цифры, это значит, что в изделии кремния содержится менее 1%, но более 0,5%
Т.к. после буквы нет никакой цифры, это значит, что в изделии кремния содержится менее 1%, но более 0,5%
Можно сделать вывод, что проволока св08г2с является легированной низкоуглеродистой проволокой, в составе которой присутствуют кремний и марганец.
Первые две цифры указывают на содержание углерода в стали в сотых процента.
Цифры, находящиеся после буквы, обозначают количество элемента в химическом составе проволоки.
Если после буквенного элемента отсутствуют, это означает, что данного элемента в составе проволоки менее 1%, но более 0,5%
| Обозначения в маркировке проволоки для сварки: | |
| А – азот N | С – кремний Si |
| Б – ниобий Nb | Т – титан Ti |
| В – вольфрам W | Ф – ванадий V |
| Г – марганец Mn | Х – хром Cr |
| Д – медь Cu | Ц – цирконий Zr |
| М – молибден Mo | Ю – алюминий Al |
| Н – никель Ni | |
А (в конце маркировки) – проволока из стали высокого качества с минимальным содержанием примесей
АА (в конце маркировки) – проволока из стали высшего качества с еще меньшим содержанием примесей
Плюсы:
+ отлично подходит для работы с автоматическими системами
+ подача проволоки со скоростью равной скорости плавления
+ длинные мотки
+ множество моделей
+ минимальный процент шлака
Минусы:
– требуется постоянная защита
– необходимы специальные условия хранения
– неудобство использования в частной сфере
– сложность подбора универсального диаметра
Маркировка и назначение сварочной проволоки св08г2с, расшифровка марок стали, технические характеристики
Часто сварочные работы проводятся с использованием проволоки. Образуя валик на соединительном шве, и заполняя расстояние между соединяемыми предметами, шов получает дополнительную прочность. Такая технология применяется в различных сферах хозяйственной деятельности. Не исключение и сварка в газовой среде (различного состава).
Образуя валик на соединительном шве, и заполняя расстояние между соединяемыми предметами, шов получает дополнительную прочность. Такая технология применяется в различных сферах хозяйственной деятельности. Не исключение и сварка в газовой среде (различного состава).
Технические условия для стальной холоднотянутой проволоки регламентирует ГОСТ 2246–70. Это Межгосударственный стандарт для низкоуглеродистых, легированных, высоколегированных сплавов.
Маркировка
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С. Расшифровка знака «Св-» перед маркой. Указывает — предназначена для сварочной проволоки. Обозначение массовой доли элементов в маркировке сварочной проволоки соответствует общепринятым. Однако, эти изделия могут дополнительно маркироваться в зависимости от следующего:
- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).

- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%).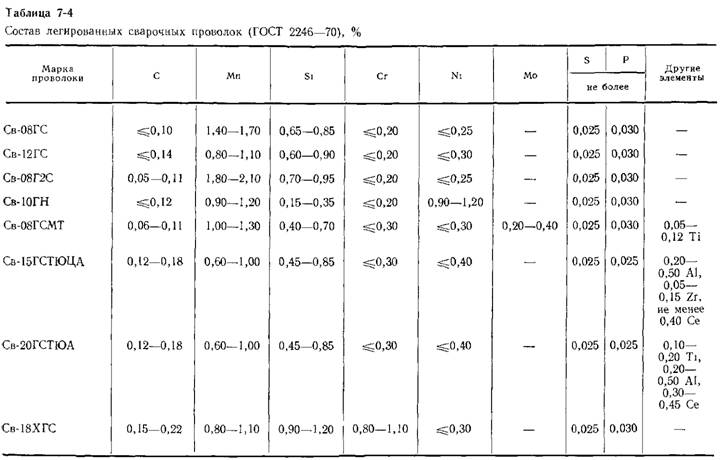 Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Для сварочной проволоки Св-08Г2С технические характеристики при диаметре проволоки 1,4 мм и менее по марганцу отличны от других сталей. Согласно Изменению № 2 к ГОСТ доля марганца (массовая) для этой стали допускается в пределах 1,65—2,1% (при согласии заказчика).
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ.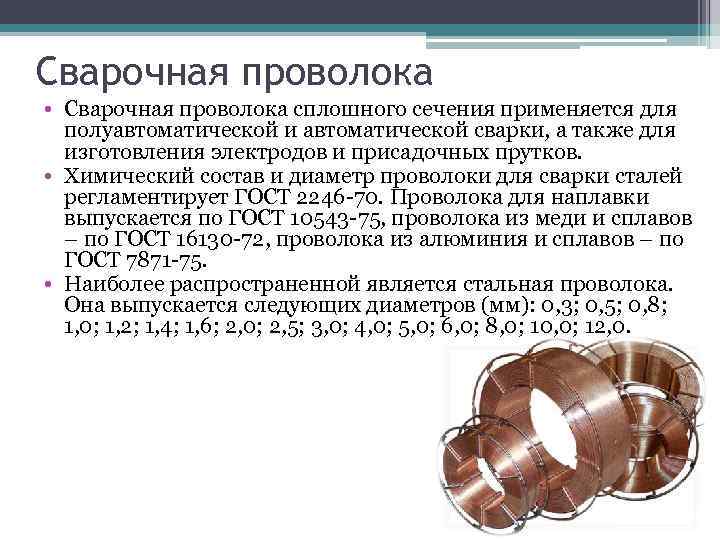 По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
- Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
Поставка и хранение
Служба технической приёмки предприятия-поставщика выступает гарантом соответствия продукции техническим условиям и стандартам, в соответствии с которым оформлен заказ на поставку. Качество контролируется на всех стадиях производства.
Требования к поставке:
- Любая партия поставки изделия (проволоки) имеет поверхность одинакового качества и вида, одинаковый размер сечения, строго определённое назначение и состоит из одной плавки.
- Каждая единица изделий (катушка, кассета, моток) обмеряется и осматривается контролёром.
- Химический состав с необходимой точностью обязан полностью соответствовать стандарту.
- Результаты всех положенных испытаний должны быть полностью удовлетворительными.

- В трёх равноудалённых местах мотки перевязываются мягкой проволокой.
- Допустимо несколько мотков объединять (связывать в бухты). Если при этом масса одной связки не превышает 80 кг и состоит из одной партии металла.
- Каждая единица продукции маркируется биркой из металла. На ней нанесена следующая информация: номер партии изделия, сокращённое обозначение продукции, товарный знак завода — поставщика, клеймо технической приёмки. Так, для Св-08Г2С проволоки сварочной легированной диаметром 4 мм, с покрытой медью поверхностью, запись будет такой: Проволока 4 Св-08Г2С — О ГОСТ 2246–70.
- Отдельная бухта, кассета и моток, считается единицей изделия. Упаковывается в бумагу и (или) полиэтиленовую плёнку. После чего на упакованную продукцию вешают ярлык с информацией.
- На каждую партию товара оформляется сертификат соответствия, где указаны все характеристики по ГОСТ, а также масса нетто (в килограммах).
- Хранят метизы на закрытых складах (в помещениях).

Благодаря строгой системе сертификации и стандартизации стальные метизы широко применяются в обработке ответственных узлов и деталей машиностроения, самолётостроения и других производств.
Сварка— Что означают цифры на стержневых электродах?
Это классификационные коды, наиболее распространенными в США являются системы нумерации Американского общества сварщиков (AWS). Вы можете увидеть такие метки, как AWSE6011 , E6011 или просто 6011 . Все эти значения означают одно и то же, некоторые просто предоставляют дополнительную информацию.
{AWS}E6011
В первой части просто указано, какой стандарт используется. в данном примере это система нумерации Американского общества сварщиков. Это значение может отображаться или не отображаться на расходном материале.
AWS{E}6011
В этом примере E представляет тип расходного материала. E представляет собой электрод, что означает, что электрический ток вызывает осаждение наполнителя. Это значение может отображаться или не отображаться на расходном материале.
E представляет собой электрод, что означает, что электрический ток вызывает осаждение наполнителя. Это значение может отображаться или не отображаться на расходном материале.
Типы расходных материалов
E — Электрод.
R — Стержень.
ER — Электрод или стержень.
EC — Композитный электрод.
B — Пайка.
RB — Электрод, стержень или оба.
RG — Кислород.
В — Вставка.
EW — Вольфрамовый электрод.
F — Флюс.
AWSE{60}11
Первые две (или 3) цифры представляют собой предел прочности при растяжении наполнителя, измеряемый в тысячах фунтов на квадратный дюйм. В этом примере это будет 60 000 фунтов на квадратный дюйм.
AWSE60{1}1
Следующая цифра обозначает позицию, в которой можно использовать расходный материал.
1 — Все позиции (плоская, горизонтальная скругленная, вертикальная вверх, вертикальная вниз, над головой).
2 — Только плоское и горизонтальное скругление.
3 — только плоские (устаревшие).
4 — Плоский, горизонтальный скругленный, вертикальный вниз, накладной.
AWSE601{1}
Последняя цифра указывает на материал покрытия и типы тока, которые можно использовать.
0 — Натрий с высоким содержанием целлюлозы — (DC+)
1 — Калий с высоким содержанием целлюлозы — (AC, DC+, DC-)
2 — Натрий с высоким содержанием титана — (AC, DC-)
3 — Калий с высоким содержанием титана — (AC, DC+, DC-)
4 — Железный порошок, титания — (AC, DC+, DC-)
5 — Низководородный натрий — (DC+)
6 — Низководородный калий — (AC, DC+)
7 — Высокое содержание оксида железа, железо Порошок — (AC, DC+, DC-)
8 — Порошок калия, железа с низким содержанием водорода — (AC, DC+, DC-)
{E}308L-17
E здесь такой же, как и для углеродистой стали, см. выше.
выше.
E{308}L-17
Числовое значение здесь представляет собой присадочный металл, из которого изготовлен расходный материал, и может представлять собой нержавеющую сталь определенного сорта. Обратите внимание, что присадочный материал не обязательно должен соответствовать свариваемому материалу.
E308{L}-17
Этот символ может присутствовать или отсутствовать и указывает на процентное содержание углерода в наполнителе. Если символ присутствует, это может быть либо L для низкоуглеродистой или H для высокоуглеродистой.
E308L-{17}
Цифры после тире обозначают материал покрытия и допустимый тип тока.
15 — Покрытие на основе извести — (DC+)
16 — Титан или рутил — (AC, DC+, DC-)
17 — Силикагель, титан — (AC, DC-, DC+)
Moose Кузница
Сварочные электроды
Стержни для кислородно-ацетиленовой сварки (присадочные)
Использование надлежащего типа присадочного электрода очень важно при проведении кислородно-ацетиленовой сварки. Этот материал не только упрочняет зону сварки, но и придает желаемые свойства готовому сварному шву. Выбрав правильный тип стержня, в сварном шве можно обеспечить либо прочность на растяжение, либо пластичность. Точно так же можно выбрать стержни, которые помогут сохранить желаемую степень коррозионной стойкости. В некоторых случаях подходящий стержень с более низкой температурой плавления устранит возможные трещины от расширения и сжатия.
Этот материал не только упрочняет зону сварки, но и придает желаемые свойства готовому сварному шву. Выбрав правильный тип стержня, в сварном шве можно обеспечить либо прочность на растяжение, либо пластичность. Точно так же можно выбрать стержни, которые помогут сохранить желаемую степень коррозионной стойкости. В некоторых случаях подходящий стержень с более низкой температурой плавления устранит возможные трещины от расширения и сжатия.
Сварочные прутки подразделяются на черные и цветные. Черные стержни включают стержни из углеродистой и легированной стали, а также стержни из чугуна. Стержни из цветных металлов включают в себя прутки для пайки и бронзы, стержни из алюминия и алюминиевых сплавов, стержни из магния и магниевых сплавов, медные стержни и стержни из серебра. Диаметр используемого стержня зависит от толщины соединяемых металлов. Если стержень слишком мал, он не будет достаточно быстро отводить тепло от ванны, что приведет к обгоранию сварного шва. Слишком большой стержень охладит лужу. Как и при выборе наконечника сварочной горелки подходящего размера, опыт поможет сварщику выбрать сварочный пруток подходящего диаметра.
Как и при выборе наконечника сварочной горелки подходящего размера, опыт поможет сварщику выбрать сварочный пруток подходящего диаметра.
Расшифровка номеров электродов для дуговой сварки (от Damon Gentile)
Типичный электрод для дуговой сварки имеет номер детали, например: E6010, или необычный E8018-B1-h5R. Начнем с расшифровки короткого. Если у вас остались цифры, это длинное число, читайте дальше. Это можно довольно легко расшифровать.
E означает «Электрод»
Первые две цифры (или первые 3, если это 5-значное число) являются аббревиатурой прочности сварного шва. Чтобы определить прочность сварного шва, возьмите 2 цифры, в данном случае 60, и умножьте на 1000, чтобы получить прочность сварного шва в PSI. Таким образом, если вы сварили две пластины вместе, при этом шов покрывает один квадратный дюйм (или даже 1/4 «x 4»: это все еще один квадратный дюйм), этот сварной шов может выдержать 60 000 фунтов тягового усилия. Типичные значения 60,70,80,90,100,110.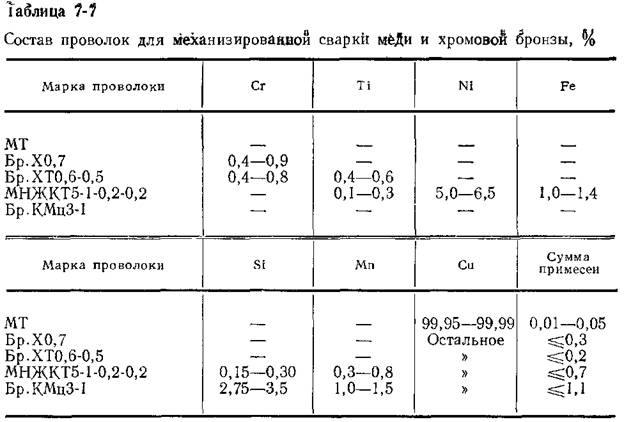
3-я цифра указывает, для какого положения рекомендуется удилище.
| 1 | Плоский, горизонтальный, вертикальный, подвесной |
| 2 | Только плоские и горизонтальные |
| 3 | Плоский, Горизонтальный, Вертикальный вниз, Накладной |
Последняя цифра указывает на сварочный ток и покрытие.
| 1 | DC:ПОД+ | целлюлоза натриевая |
| 2 | AC или DC:ROD+ или DC:ROD- | целлюлоза калий |
| 3 | AC или DC: ROD- | диоксид титана натрия |
| 4 | AC или DC:ROD- или DC:ROD+ | железный порошок титана |
| 5 | DC:ПОД+ | натрий с низким содержанием водорода |
| 6 | Переменный или постоянный ток: ROD+ | калий с низким содержанием водорода |
| 7 | AC или DC:ROD+ или DC:ROD- | железный порошок оксид железа |
| 8 | Переменный или постоянный ток: ROD+ | железный порошок с низким содержанием водорода |
Возможно, вам не нужно сильно беспокоиться о покрытии. Я читал, что стержень + даст более глубокое проникновение, а стержень — даст более быстрое осаждение. Если рядом стоит комбинация букв и цифр, это относится к химическому составу наплавленного металла.
Я читал, что стержень + даст более глубокое проникновение, а стержень — даст более быстрое осаждение. Если рядом стоит комбинация букв и цифр, это относится к химическому составу наплавленного металла.
| А1 | 0,5% Мо | ||||
| В1 | 0,5%Cr | 0,5% Мо | |||
| В2 | 1,25%Cr | 0,5% Мо | |||
| В3 | 2,25%Cr | 1% Мо | |||
| С1 | 2,5%Ni | ||||
| С2 | 3,25%Ni | ||||
| С3 | 1%Ni | 0,15%Cr | 0,35% Мо | ||
| Д1 | 0,25-0,45% Мо | 1,25-2%Mn | |||
| Д2 | 0,25-0,45% Мо | 1,25-2%Mn | |||
| Г* | 0,5%Ni | >0,3%Cr | >0,2% Мо | >0,1%V | |
| * (G нужен только один из перечисленных элементов) | |||||
Следующая часть — H#. Это относится к максимальному количеству водорода, которое будет диффундировать из стержня.
Это относится к максимальному количеству водорода, которое будет диффундировать из стержня.
Буква R в конце означает, что стержень влагостойкий.
Выберите свой электрод
Источник: http://www.millerwelds.com/products/helpmechoose/basics5.html
Если вы планируете сваривать электродом определенного диаметра, вам необходимо знать его рабочий диапазон (в основном электроды меньшего размера пропускают меньший ток, электроды проводят больший ток). В следующей таблице представлены рабочие диапазоны для обычных стержневых, проволочных, аргонодуговых и угольных электродов для строжки. Это поможет вам определить, какие размеры электродов вы можете использовать с конкретной машиной.
| Сила тока для стержневых электродов | |||||
|---|---|---|---|---|---|
| Диаметр и тип стержня | 3 ⁄ 32 » | 1 ⁄ 8 » | 5 ⁄ 32 » | 3 ⁄ 16 » | ¼ дюйма |
| 6010, 6011 | 40-85 | 75-125 | 110-165 | 140-210 | 210-315 |
| 6013 | 40-90 | 80-130 | 105-180 | 150-230 | 250-350 |
| 7018 | 60-100 | 110-165 | 150-220 | 200-275 | 320-400 |
| Сила тока и напряжение для проволочных электродов — Часть 1 | |||||
|---|---|---|---|---|---|
| Диаметр и тип проволоки | 0,030″ | 0,035″ | 0,045″ | 0,052″ | 1 ⁄ 16 » |
| Трубчатые (флюсовые или с металлическим сердечником) | Н/Д | Н/Д | 15–36 В 105–340 А | 15–36 В 105–430 А | 15–40 В 140–480 А |
| Самозащитная порошковая проволока | Н/Д | 14–20 В 50–120 А | 13–20 В 80–220 А | Н/Д | 14–22 В 146–322 А |
| Твердый (MIG) | 17–23 В 50–200 А | 18–25 В 50–225 А | 18–34 В 85–355 А | 21–39 В 150–500 А | 26–40 В 250–610 А |
| Сила тока и напряжение для проволочных электродов — Часть 2 | |||||
|---|---|---|---|---|---|
| Диаметр и тип проволоки | 0,072″ | 5 ⁄ 64 » | 3 ⁄ 32 » | 7 ⁄ 64 » | 1 ⁄ 8 » |
| Трубчатые (флюсовые или с металлическим сердечником) | 22-36В 200-495А | 23–33 В 250–510 А | 24–36 В 355–615 А | Н/Д | 26–32 В 375–640 А |
| Самозащитная порошковая проволока | 16–25 В 130–350 А | 16–35 В 200–545 А | 16–35 В 200–525 А | 22–33 В 310–625 А | 28–38 В 400–600 А |
| Сила тока для сварки TIG | |||||
|---|---|---|---|---|---|
| Тип и диаметр вольфрама | 1 ⁄ 16 » | 3 ⁄ 32 » | 1 ⁄ 8 » | 3 ⁄ 16 » | ¼ дюйма |
| 2% тип | 50-140 | 125-200 | 150-325 | 300-340 | — |
| Чистый тип | 60-90 | 125-160 | 190-240 | 260-320 | 330-450 |
| Сила тока для строжки угольной дугой | |||||
|---|---|---|---|---|---|
| Угольный диаметр | 3 ⁄ 16 » | ¼ дюйма | 5 ⁄ 16 » | ½» | |
| Сила тока | 250 | 300 | 500 | 600 | 750 |
Мама, смотри, что я еще нашла!
- Как выбрать стержни для дуговой сварки — Кевин Карон
- Руководство по сварочным электродам
- Объяснение классификаций AWS — Lincoln Electric 907:50
- Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатые газы
- Факторы для выбора правильного стержневого электрода — MillerWelds
- Руководство по сварке штучными электродами — Lincoln Electric
- Направляющая для сварки электродом
- Направляющая с углеродной дугой Victor Air
Мудрость моего отца: «Мужчине нужно больше, чтобы уйти от боя, чем остаться и сражаться».  |