Расшифровка сварочной проволоки: Сварочная проволока, ее маркировка и типы
Содержание
Маркировка и расшифровка сварочной проволоки для полуавтомата
Сварочная проволока относится к основным расходным материалам, которые используются при сварке, когда защитной среды выступают газы. Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки. Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.
Сварочная проволока
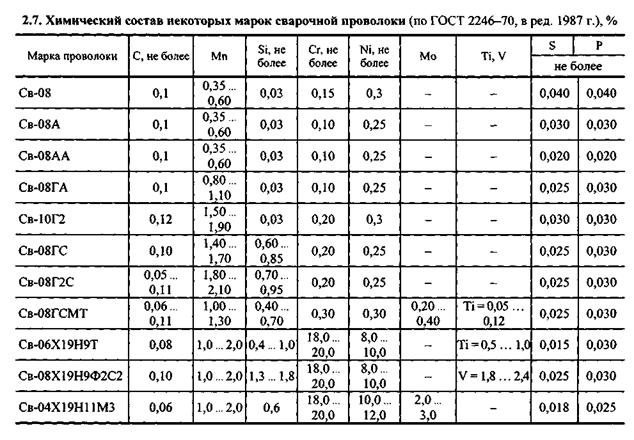
Маркировка сварочной проволоки создается для того, чтобы при выборе можно было понять, с чем именно придется столкнуться. Даже небольшие вкрапления дополнительного металла могут повлиять на свойства присадочного материала. В основном отображается химический состав, как самая важная характеристика. Также может отображаться диаметр, процентное содержание того или иного элемента и прочие вещи, в зависимости от конкретной ситуации. В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
Маркировка сварочной проволоки
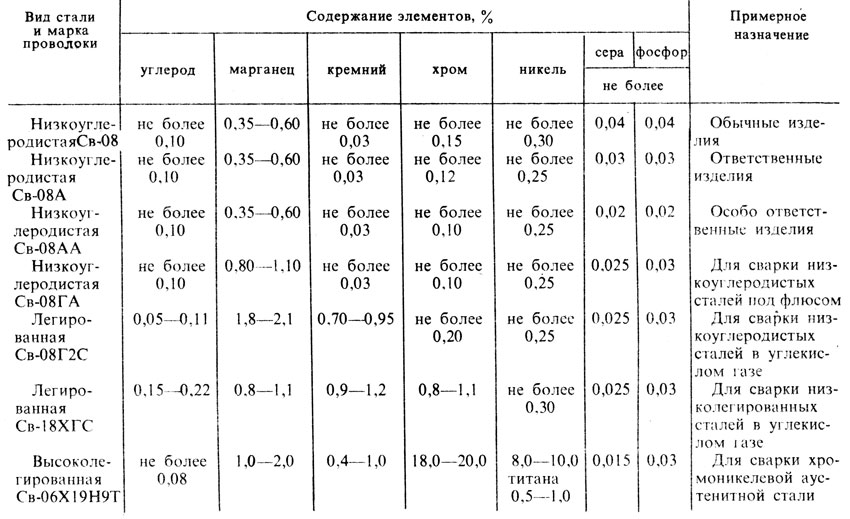
В технических характеристиках и руководствах по выбору режимов зачастую указывают определенную марку, так как их выпускают на протяжении многих лет в одних и тех же вариантах. Это проверенные временем соотношения, которые поддерживают все современные производители. Есть уже распространенные марки сварочной проволоки для полуавтомата, автоматической сварки, а также ручной. Все они одинаково успешно применяются как в производственной, так и в частной сфере. Каждый мастер, который задействован в этой сфере, должен разбираться с особенностями обозначения в различных марках, чтобы точно выбирать требуемый материал для работы. Это поможет отличить проволоку широкого спектра применения от узкоспециализированной и так далее. Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Расшифровка сварочной проволоки
Для более понятного обозначения, стоит привести несколько примеров, как проводится расшифровка марки сварочной проволоки. К примеру, сварочная проволока 04Х19Н9. Это присадочный материал для сварки, который содержит 0,04% углерода и может содержать до 0,04% примесей серы и фосфора в своем составе. Помимо этого в нем содержится 19% хрома и 9% никеля. Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Маркировка сварочной проволоки 04Х19Н9
Также стоит рассмотреть более подробно, как происходит расшифровка сварочной проволоки СВ 06Х19Н10М3Г:
- СВ – используется для сварки;
- 06 – содержание углерода в ней составляет 0,06%;
- Х19 – содержание хрома 19%;
- Н10 – содержание никеля 10%;
- М3 – содержание молибдена 3%;
- Г – содержание марганца 1%, так как не стоит ни какой цифры.

Расшифровка порошковой проволоки может иметь некоторые отличия, за счет особенностей ее конструкции. Здесь также лучше рассмотреть на примере ПП-АН3 3,0 ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 – марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 Мпа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.
Маркировка сварочной проволоки| ООО ГАЗКОМ
Сварочная проволока чаще всего поставляется на производственные объекты в мотках или катушках. Иногда сварочная проволока может быть упакована в специальные емкости. Этот способ применяется для тех видов сварочной проволоки, которые необходимо защищать от воздействия воздуха и прямых солнечных лучей.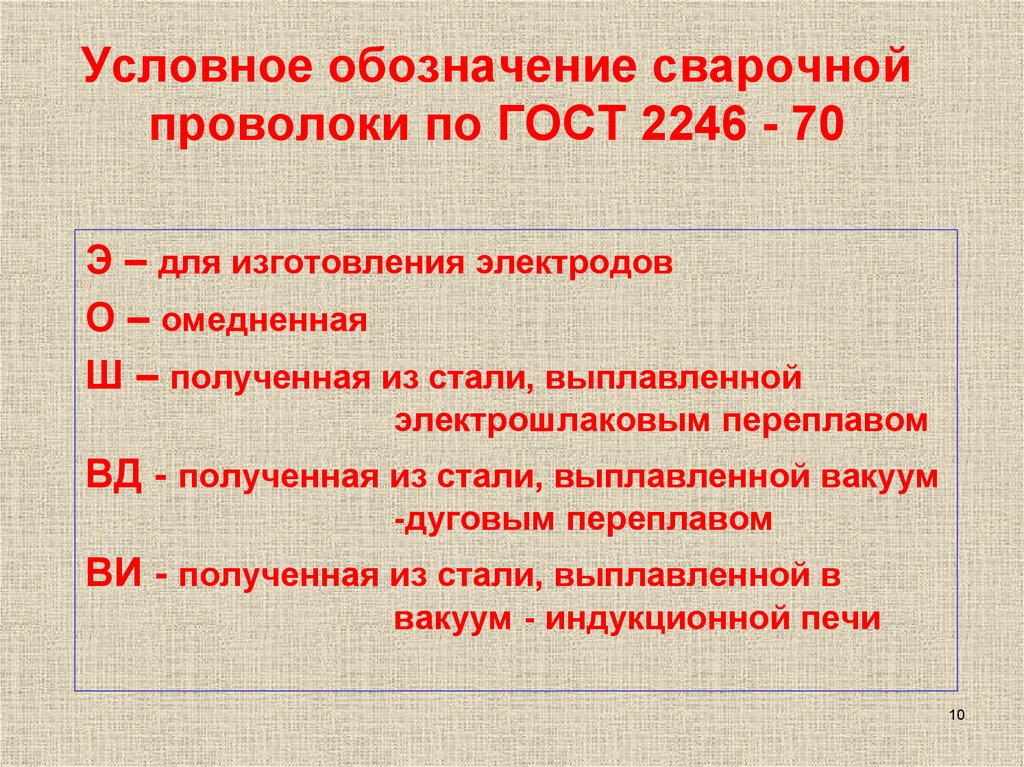
Для того, чтобы произвести правильный выбор сварочной проволоки, которая необходима вам для определенных сварочных процессов, необходимо знать порядок маркировки, которая наносится на упаковки с проволокой.
В настоящее время по стандарту ГОСТа принят следующий порядок маркирования сварочной проволоки. Маркировка наносится в виде буквенно-цифровой полосы. Каждая буква или цифра обозначает определенный параметр. Первая цифра в этой надписи всегда обозначает диаметр сечения сварочной проволоки. Далее следует указание на производственное назначение данного вида проволоки. Здесь могут встречаться аббревиатуры СВ(обозначает – сварочная проволока) и НП(наплавочный вид проволоки). Далее следует указание на процентное содержание углерода. Например, цифры 0,9 означают, что данный вид проволоки содержит массовую долю углерода в 0,9 процента от общей массы изделия. Следующие четыре показателя – это указание на содержание в составе сварочной проволоки легирующих химических элементов. В частности, они имеют следующие сокращенные наименования: хром обозначается буквой Х, никель – буквой Н, молибден – буквой М, ванадий – буквой Ф, буква Д обозначает медь, Г – марганец, Т- титан. Если после буквенного обозначения легирующего элемента не стоит никакая цифра, то это означает, что его процентное содержание в сварочной проволоке не превышает один процент. Если этот показатель выше, то следом за буквой легирующего элемента ставится цифровой выражение процентного содержания данного элемента.
Если после буквенного обозначения легирующего элемента не стоит никакая цифра, то это означает, что его процентное содержание в сварочной проволоке не превышает один процент. Если этот показатель выше, то следом за буквой легирующего элемента ставится цифровой выражение процентного содержания данного элемента.
Следом за этими обозначениями идут показатели, которые регламентируют уровень повышенных требований к чистоте проволоки. Эти показатели бывают двух видов: А и АА. Чаще всего эти требования предъявляются к содержанию в составе проволоки серы и фосфора. Эти элементы относятся к категории вредных примесей.
Далее идёт обозначение способа производства сварочной проволоки. Если стоит аббревиатура ВД, то это означает, что сварочная проволока произведена в вакуумно-дуговой печи. Буквы ВИ обозначают такой способ производства, как выплавку в индукционной печи, а Ш обозначает, что проволока была получена с помощью электрошлакового переплава.
Следующее обозначение в этом буквенно-цифровом ряду ставится только в тех случаях, когда проволока предназначается для изготовления электродов. В этом случае после обозначения способа выплавки проволоки следует буква Э. Если такой буквы нет, то проволока не предназначена для производства сварочных электродов.
В этом случае после обозначения способа выплавки проволоки следует буква Э. Если такой буквы нет, то проволока не предназначена для производства сварочных электродов.
Далее идет обозначение, указывающее на то, что сварочная проволока относится к омедненным видам. Если это так, то ставится буква О. Это обозначает, что в упаковке находится проволока с омедненной поверхностью.
Последние цифры всегда указывают на номер ГОСТа, по которому изготовлен данный вид проволоки.
Зная все эти обозначения выбрать подходящую сварочную проволоку для производства работ не сложно. Очень часто данная маркировка указывается в технических условиях изготовления той или иной детали при помощи сварочных операций.
Что означают обозначения присадочного металла Американского общества сварщиков?
07 сентября, 18 14:58 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Выбор сварочной проволоки
Классификация сварочной проволоки поначалу может показаться сложной, но на самом деле она довольно проста. Американское общество сварщиков (AWS) классифицирует присадочные металлы для процессов дуговой сварки, и каждый присадочный металл имеет свою классификацию. Однако некоторые присадочные металлы имеют общее классификационное название для более чем одного процесса сварки, в то время как другие классифицируются в соответствии с процессом сварки. Например, некоторые проволоки для сварки TIG имеют ту же классификацию, что и катушки для проволоки MIG, в то время как проволоки с флюсовым сердечником или проволоки с металлическим сердечником имеют уникальные обозначения.
Американское общество сварщиков (AWS) классифицирует присадочные металлы для процессов дуговой сварки, и каждый присадочный металл имеет свою классификацию. Однако некоторые присадочные металлы имеют общее классификационное название для более чем одного процесса сварки, в то время как другие классифицируются в соответствии с процессом сварки. Например, некоторые проволоки для сварки TIG имеют ту же классификацию, что и катушки для проволоки MIG, в то время как проволоки с флюсовым сердечником или проволоки с металлическим сердечником имеют уникальные обозначения.
Спецификации присадочного металла AWS по материалу и процессу сварки
Существует множество спецификаций AWS присадочного металла, но в приведенном ниже списке представлены наиболее часто применяемые присадочные металлы и их спецификации AWS:
- A5.18 Спецификация электродов из углеродистой стали для дуговая сварка в среде защитных газов
- A5.20 Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой
- A5.
 9 Спецификация для сварочных электродов и стержней из нержавеющей стали без покрытия
9 Спецификация для сварочных электродов и стержней из нержавеющей стали без покрытия - A5.22 Спецификация для порошковых и металлических сварочных электродов из нержавеющей стали
AWS также имеет спецификации для алюминия, низколегированной стали, чугуна, никелевых сплавов, меди и других материалов. Однако чаще всего для сварки сталей и нержавеющих сталей применяют сплошные, металлопорошковые и порошковые проволоки. Таким образом, это руководство ниже будет сосредоточено на этих двух материалах и различных проводах с газовой защитой и самозащитой.
Как читать спецификации наполнительной проволоки AWS
Спецификации присадочной проволоки Американского общества сварщиков соответствуют единому образцу обозначений присадочного металла. Хотя буквенно-цифровые обозначения AWS поначалу могут показаться пугающими, их относительно легко прочитать, как только вы освоите систему AWS.
Скоро мы рассмотрим каждое обозначение на примерах. Но давайте быстро пройдемся по основным буквенно-цифровым маркерам, которые вы можете найти на сплошной, порошковой и металлической проволоке.
- Первая буква (буквы) может быть «E» для обозначения электрода, «R» для обозначения сварочного электрода или «EC» для обозначения электрода с металлическим сердечником.
- Сплошные электроды из углеродистой стали указывают прочность на растяжение с шагом 1000 после первой буквы. Обычно это «70», как 70 000 фунтов на квадратный дюйм. Однако электроды из нержавеющей стали обозначают состав металла шва после первой буквы. Например, присадочный металл из аустенитной нержавеющей стали «308».
- имеют букву «S», которая указывает на то, что присадочный металл является твердым, а буква «C» указывает на композит. Далее следует одна из следующих цифр: 2, 3, 4, 6, 7 или буквы «G» или «GS», которые обозначают химический состав. «GS» означает, что присадочный металл предназначен только для однопроходных сварных швов.
- Буква «Т» указывает на то, что проволока представляет собой сварочный электрод с флюсовой сердцевиной. Число после этой буквы обозначает рекомендуемое положение сварки: «0» означает плоское и горизонтальное положение, а «1» — положение электрода во всех положениях.

- также может иметь в своем названии буквы «L, H и LR». Буква «L» указывает на более низкое содержание углерода, буква «H» указывает на более высокое содержание углерода, а буквы «LR» указывают на низкое остаточное содержание.
Электроды из углеродистой стали
Проволока из нержавеющей стали
Сплошная сварочная проволока Электрод Обозначение Пример:
Если вы когда-либо брали в руки горелку MIG, велика вероятность, что вы использовали сплошную сварочную проволоку ER70S-6. Эта проволока широко применяется для ремонтных работ и соединения тонколистового металла, особенно при сварке слабозагрязненных основных материалов. Добавленный кремний обеспечивает лучшую текучесть ванны и более высокую стойкость к загрязнению сварного шва. Итак, давайте посмотрим, как читать его спецификацию слева направо:
- E = электрод – может быть носителем электричества.
- R = стержень – это не обязательно должен быть электрод для использования в качестве металла сварного шва. Примером может служить резка сплошной проволоки на отрезки по 50 см для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW).

- 70 = 70 000 прочности на растяжение после сварки в фунтах на квадратный дюйм.
- S = сплошной, а не трубчатый.
- -6 = изменение химического состава; например, провод ER70S-6 содержит больше кремния, чем ER70S-2.
Сплошная сварочная проволока из нержавеющей стали Обозначение Пример:
Если вы свариваете нержавеющую сталь, вы знаете о сварочной проволоке ER308LSi. Этот присадочный металл часто используется из-за его характеристик плавной дуги благодаря более высокому содержанию кремния. ER308LSi — отличный выбор для приложений, где качество отделки и эстетика имеют первостепенное значение. Но давайте посмотрим, как читать его характеристики слева направо:
- E = электрод — он проводит электричество.
- R = стержень – это не обязательно должен быть электрод для использования в качестве металла сварного шва. Примером может служить резка сплошной проволоки на отрезки по 50 см для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW).

- 308 = Сплав сварочной проволоки из нержавеющей стали.
- L = низкоуглеродистый, в отличие от «H», который был бы высокоуглеродистым.
- Si = большее, чем обычно, количество кремния улучшает смачивание сварочной ванны.
Проволока для дуговой сварки с металлическим сердечником Пример:
Обычной проволокой для дуговой сварки с металлическим сердечником из низкоуглеродистой стали является E70C-6M-h5, предназначенная для высокоскоростных применений с минимальным разбрызгиванием, обеспечивающая превосходную дугу для автоматической и ручной сварки. . Его характеристики слева направо:
- E* = электрод – проводит электричество.
- *Обратите внимание, что после буквы E в E70C-6M-h5 нет буквы R; это потому, что этот провод должен использоваться в качестве электрода.
- 70 = 70 000 прочности на растяжение после сварки в фунтах на квадратный дюйм.
- C = составной, а не сплошной.
- -6 = изменение химического состава.
- M = тип защитного газа; «M» означает смесь (обычно 75 % аргона/25 % CO2), а «C» означает 100 % CO2.
- -h5 = максимальный уровень диффузионного водорода 4 мл/100 грамм металла сварного шва.
Порошковая сварочная проволока в среде защитных газов Пример:
Проволока E70T-1C-JH8 обычно используется для изготовления тяжелых конструкций и судостроения и является хорошим примером проволоки для дуговой сварки в среде защитных газов. Он обеспечивает исключительную производительность дуги и внешний вид валика при высокой скорости наплавки. Эта проволока производит мало дыма и работает со 100% защитным газом CO2, что снижает эксплуатационные расходы и улучшает проплавление сварного шва. Итак, давайте посмотрим, как читать его характеристики слева направо:
- E* = электрод; это означает, что он способен быть носителем электричества.
- *Обратите внимание, что после буквы «E» в E70T-1C-JH8 нет буквы «R»; это потому, что этот провод должен использоваться в качестве электрода.
- 7 = 70 000 прочности на растяжение после сварки в фунтах на квадратный дюйм.
- 0 = При использовании проволоки для дуговой сварки с флюсовой сердцевиной цифра после обозначения прочности на растяжение после сварки используется для определения возможности положения проволоки при сварке; «0» указывает только на плоское или горизонтальное положение, тогда как «1» указывает на все положения, включая вертикальное и над головой.
- T = трубчатый, а не сплошной.
- -1 = рабочие атрибуты; может помочь определить электрическую полярность, которая должна использоваться для достижения наилучших характеристик и других характеристик сварки по сравнению с другими порошковыми проволоками
- C = тип защитного газа; «C» означает 100 % CO2, «M» означает смесь (обычно 75 % аргона/25 % CO2).
- -J = указывает на то, что сварочная проволока отличается ударной вязкостью и ударной вязкостью при низких температурах по сравнению с проволокой без обозначения «J».
- H8 = максимальный уровень диффузионного водорода 8 мл/100 грамм металла сварного шва.
Самозащитная порошковая сварочная проволока Пример:
Типичным примером самозащитной порошковой проволоки является E71T-14. Благодаря мягкой, стабильной дуге и высокой скорости перемещения сварочный аппарат E71T-14 используется во многих автоматизированных и ручных сварочных работах. Если читать ее спецификацию слева направо, то она аналогична приведенной выше порошковой проволоке в защитных газах, но в ней нет обозначения защитного газа.
- E* = электрод – это означает, что он может быть носителем электричества.
- *Обратите внимание, что в E71T-14 после буквы «E» нет буквы «R»; это потому, что этот провод должен использоваться в качестве электрода.
- 7 = 70 000 прочности на растяжение после сварки в фунтах на квадратный дюйм.
- 1 = цифра после обозначения предела прочности на растяжение после сварки определяет допустимое положение проволоки при сварке; «0» указывает только на плоское или горизонтальное положение, а «1» указывает на все положения, включая вертикальное и над головой.

- T = трубчатый, в отличие от «S», что означает сплошной; порошковая проволока должна быть трубчатой, так как флюс осаждается в ее сердечнике.
- -14 = рабочие характеристики; это произвольное число, используемое для обозначения других порошковых проволок.
Получите оборудование от Red-D-Arc
Здесь вы найдете любую сварочную проволоку, включая проволоку для нержавеющей стали, бронзы и алюминиевых сплавов. Для вашего спокойствия у нас есть проволока от Lincoln Electric, Hobart, ESAB и других известных производителей — чистая, однородная и защищенная от окисления проволока обеспечивает гораздо лучшие результаты сварки, чем проволока других производителей с сомнительным качеством изготовления.
Инвестирование в сварочное оборудование является важной инвестицией для любого сварщика, будь вы профессиональным сварщиком или энтузиастом. С Red-D-Arc вы можете быть уверены, что получаете высококачественное оборудование от ведущих производителей.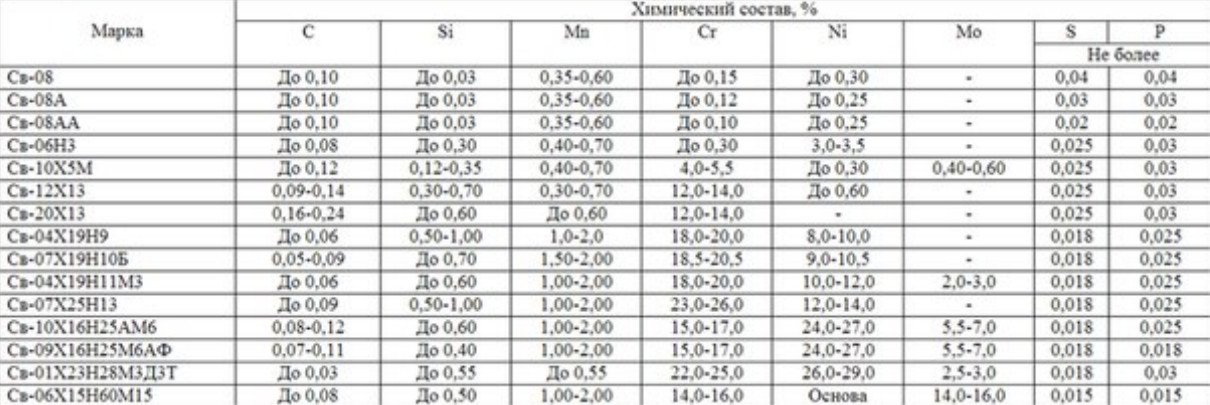 Если вам нужны сварочные аппараты, проволока или другие аксессуары, у Red-D-Arc есть из чего выбрать. Свяжитесь с нами сегодня, чтобы узнать больше.
Если вам нужны сварочные аппараты, проволока или другие аксессуары, у Red-D-Arc есть из чего выбрать. Свяжитесь с нами сегодня, чтобы узнать больше.
Здесь вы найдете различные варианты сварочной проволоки.
Red-D-Arc Welderentals
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.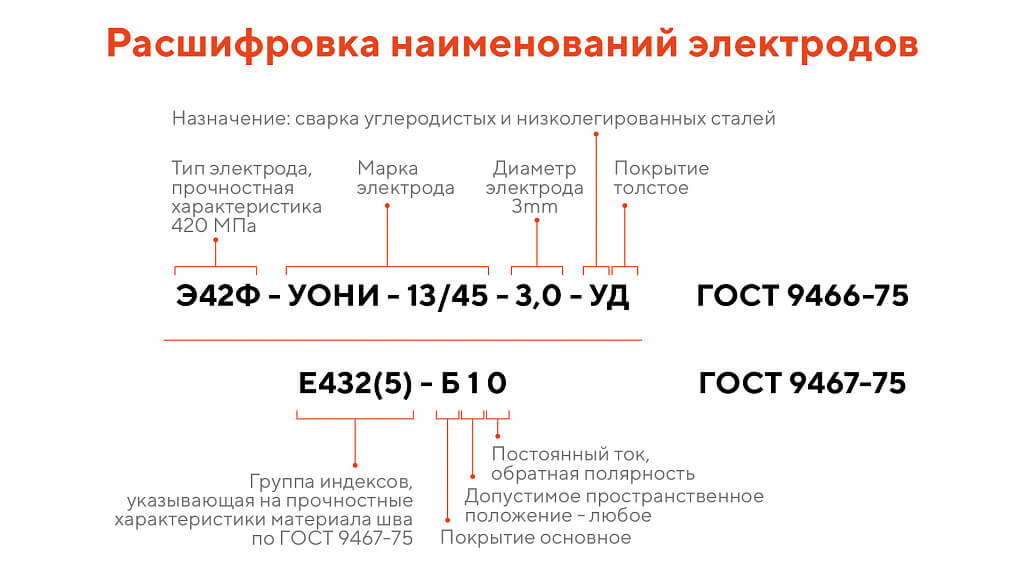
Руководство по сварочным электродам 6010, 6011, 6013 и 7018
При выборе сварочного электрода необходимо учитывать различные параметры; сварочный пруток должен соответствовать механическим свойствам и химическому составу основного металла, при выборе также учитываются геометрия соединения, положение сварки, стоимость и условия эксплуатации. Несмотря на то, что существуют тысячи электродов для дуговой сварки в среде защитного газа (SMAW), наиболее распространенными являются электроды E6010, E6011, E6012, E6013, E7018 и E7024.
Объяснение классификации сварочных электродов
Стандарты AWS классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки защищенным металлом следующим образом:
90 003
Классификация основана на префиксе «Е». и четыре или пять цифр; каждая цифра обозначения электрода используется для обозначения определенного свойства электрода. Ниже приводится расшифровка цифр и то, что означает каждая цифра для наших общих электродов ( E6010, E6011, E6012, E6013, E7018 и E7024):
Ниже приводится расшифровка цифр и то, что означает каждая цифра для наших общих электродов ( E6010, E6011, E6012, E6013, E7018 и E7024):
E – Электрод
Первые две или три цифры указывают Прочность на растяжение X 1000 фунтов на квадратный дюйм
- E60xx – Прочность на растяжение 60 000 фунтов на кв. дюйм
- E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
Следующая цифра относится к позициям сварки
- Exx1x Плоский, горизонтальный, вертикальный (вверху), над головой.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, верхний, вертикальный (вниз).
Последняя цифра относится к удобству использования электрода (электродное покрытие, ток и проникновение)
- EXXX0 — Целлюлоза, натрия — DC+ (глубокое проникновение)
- Exxx1 – Целлюлоза, калий – AC/DC+ (глубокое проникновение)
- Exxx2 – Рутил, натрий – AC/DC- (среднее проникновение)
- Exxx3 – Рутил, калий – AC/DC+/DC- (светопроницаемость)
- Exxx4 – Рутил, железный порошок – AC/DC+/DC- (среднее проникновение)
- Exxx5 – Низкое содержание водорода, натрий – DC+ (среднее проникновение)
- Exxx6 – Низководородный, калиевый – AC/DC+ (среднее проникновение)
- Exxx7 – Железный порошок, оксид железа – AC/DC- (среднее проникновение)
- Exxx8 – Низководородный, железный порошок – AC/DC+ (среднее проникновение) 9 0016
- Exxx9 – Оксид железа, рутил, калий – AC/DC+/DC- (среднее проникновение)
.
E 6010 Сварочный электрод
E 6010 сварочный стержень образует расплавленный металл, который быстро затвердевает; поэтому электрод относится к категории Электрод быстрой заморозки . Поскольку выполненные сварные швы имеют тенденцию быстро затвердевать, электрод требует квалифицированного сварщика для получения качественного сварного шва.
Поскольку выполненные сварные швы имеют тенденцию быстро затвердевать, электрод требует квалифицированного сварщика для получения качественного сварного шва.
Электрод E 6010 – электрод общего назначения, эффективно выполняет сварку во всех положениях в вертикальном и потолочном положениях; однако скорость осаждения электродов невысока. Электродная дуга легко контролируется и обеспечивает плоский сварочный валик с образованием легкого шлака.
E 6010 используется с постоянным током , преимущества электрода E 6010 в том, что он производит сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
E 6011 Сварочный электрод
Электрод E 6011 также относится к категории быстрозамерзающих электродов . Электрод Е 6011 – электрод общего назначения, выполняет сварку во всех положениях и эффективно в положениях вертикально вверх и над головой; он используется в основном для сварки листового металла и применения с низким содержанием кремния. Электродная дуга легко контролируется и образует плоский сварочный валик с образованием легкого шлака.
Электродная дуга легко контролируется и образует плоский сварочный валик с образованием легкого шлака.
E 6011 может использоваться как с переменным, так и с постоянным током . Электрод производит сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и нечистых поверхностях.
Наши рекомендуемые электроды:
Forney 31610 E6010 Сварочный стержень, 1/8 дюйма, 10 фунтов
Распродажа
Hobart 770460 6011 Палка, 1/8–10 фунтов
Е 6012 Сварка Электрод
E 6012 сварочный пруток обеспечивает быстрое замораживание и быстрое заполнение; таким образом, электрод классифицируется как заполняющий-замораживающий электрод .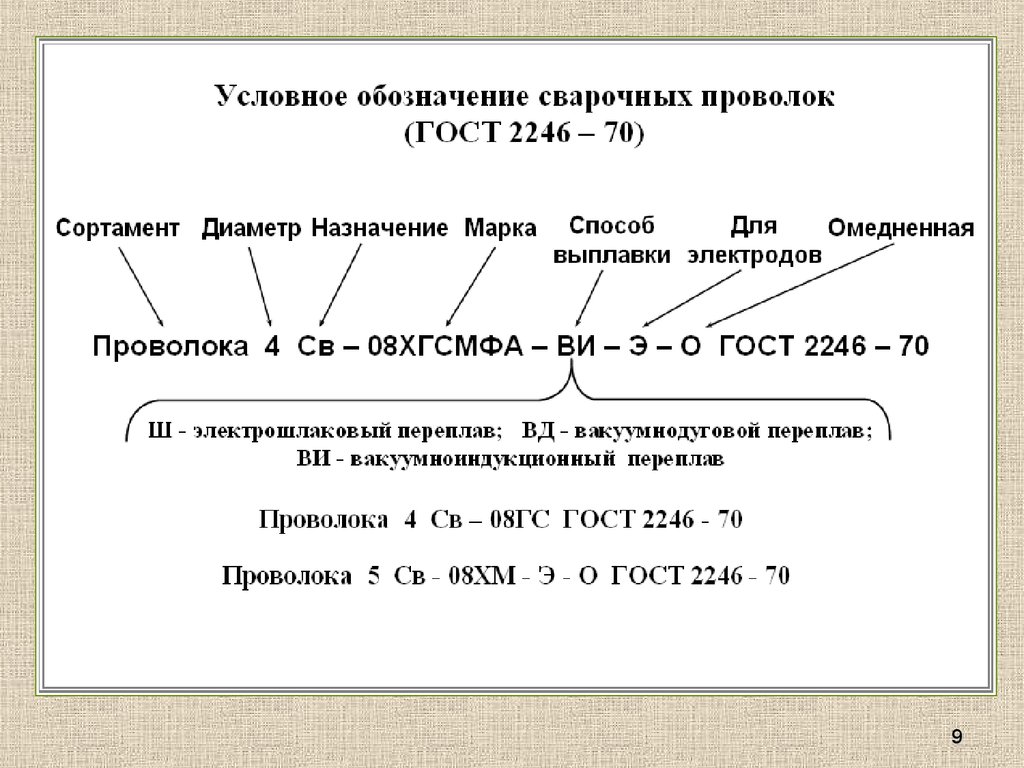 Электрод
Электрод
E 6012 — электрод общего назначения, который выполняет сварку во всех положениях со средней скоростью наплавки и средним проплавлением. Электрод обеспечивает более сильную дугу, чем электрод E 6013.
Электрод E6012 используется для сварки листового металла и других слаботочных применений .
E 6013 Сварочный Электрод
E 6013 электрод как E 6012 классифицируется как наполнительно-замораживающий электрод . Электрод точно такой же как Е 6012; тем не менее, он проще в использовании, и обеспечивает лучший внешний вид сварных швов с минимальным разбрызгиванием .
E 7018 Сварка Электрод
E 7018 представляет собой электрод с низким содержанием водорода ; электрод используется с металлом, склонным к растрескиванию и толстыми сечениями . Электрод обеспечивает сварку с превосходной ударной вязкостью и высокой пластичностью, а также снижает риск растрескивания из-за водородного охрупчивания при сварке толстых профилей.
Электрод обеспечивает сварку с превосходной ударной вязкостью и высокой пластичностью, а также снижает риск растрескивания из-за водородного охрупчивания при сварке толстых профилей.
E 7018 обеспечивает превосходное качество сварных швов со сталью, требующей прочности 70 000 фунтов на квадратный дюйм и выше; электрод можно использовать со среднеуглеродистой, высокоуглеродистой и низколегированной сталью.
Одним из важных моментов, которые следует учитывать при использовании E 7018, является процедура хранения и сушки; электрод должен оставаться в среде с низкой влажностью, чтобы свести к минимуму влажность покрытия электрода, снизить уровень водорода и избежать водородного растрескивания.
Наши рекомендуемые электроды:
Распродажа
Forney 30305 E6013 Сварочный стержень, 3/32 дюйма, 5 фунтов
Распродажа
Forney 30705 E7018 Сварочный стержень, 3/32 дюйма, 5 фунтов
E 7024 Сварка Электрод
90 163
E 7024 сварочный пруток быстро наплавляет металл; поэтому электрод относится к категории Электрод быстрого заполнения . Электрод используется для скоростной сварки на плоской или горизонтальной поверхности . Провар электродной дуги E 7024 неглубокий; наплавленный валик слегка выпуклый и гладкий с обильным шлакообразованием. Электрод содержит железный порошок, который увеличивает скорость наплавки.
Электрод используется для скоростной сварки на плоской или горизонтальной поверхности . Провар электродной дуги E 7024 неглубокий; наплавленный валик слегка выпуклый и гладкий с обильным шлакообразованием. Электрод содержит железный порошок, который увеличивает скорость наплавки.
Электроды E 6010 по сравнению с 6011 Электроды
Электроды E 6010 и E 6011 являются электродами общего назначения, используемыми для вертикальных и потолочных электродов. сварка; оба электрода обеспечивают сварку с глубоким проплавлением и могут использоваться на окрашенных, оцинкованных и грязных поверхностях.
Единственная разница в том, что стержень E 6010 используется с постоянным током, а стержень E 6011 может использоваться как с переменным, так и с постоянным током.
E 6011 и 6013 Электрод s
E 601 0 можно использовать на окрашенных, оцинкованных и грязных поверхностях, а электрод E 6013 используется на чистом или новом листовом металле. Таким образом, E 6010 в основном используется при техническом обслуживании и ремонте, а E 6013 – при новом строительстве и производстве.
Таким образом, E 6010 в основном используется при техническом обслуживании и ремонте, а E 6013 – при новом строительстве и производстве.
E 6013 — обычный электрод, используемый для сварки листового металла; E 6010 и E 6011 заменяют E 6013, когда электрод недоступен или когда сварщик предпочитает более быстрое затвердевание .
Электрод E 6010 и 7018 s
Оба электрода имеют разную прочность на растяжение; E 6010 имеет значение прочности на разрыв 60 000 фунтов на квадратный дюйм, а E 7018 — 70 000 фунтов на квадратный дюйм.
Электрод E 6010 можно использовать на окрашенных, оцинкованных и грязных поверхностях, а E 7018 можно использовать на чистом или новом листовом металле .
E6010 используется для сварки с глубоким проплавлением, а E 7018 используется для сварки металлов, склонных к растрескиванию, с получением качественных сварных швов с превосходной ударной вязкостью и высокой пластичностью.
Обычно оба электрода используются вместе в различных промышленных применениях (сварка трубопроводов, резервуаров для хранения и т. д.). E 6010 используется для сварки корневого шва шва для надлежащего провара, а E 7018 используется для горячего прохода, заполнения и наплавки.
Читайте также: Лучшие сварочные электроды 2023 года – обзоры и руководство по покупке
Как выбрать сварочный электрод?
Сила превыше всего; при выборе подходящего электрода механические свойства и химический состав электрода должны соответствовать основному металлу.
Конструкция и положение соединения имеют важное значение при выборе электрода. Доступность источника питания — еще один фактор, который следует учитывать; некоторые электроды могут использоваться с переменным или постоянным током, в то время как другие могут использоваться как с переменным, так и с постоянным током.
