Расточной резец для глухих отверстий: Резцы расточные для глухих отверстий ГОСТ 18883-73
Содержание
Резцы Расточные для глухих отверстий ГОСТ 18883-73 инструмент Саратов, Энгельс
Резцы Расточные для глухих отверстий ГОСТ 18883-73 инструмент Саратов, Энгельс
- Главная
- Металлорежущий инструмент
- Резцы
- Резцы Расточные для глухих отверстий ГОСТ 18883-73
- Резец расточной глух ВК8 12х12х100х20 тип 1 2141-0201
ед.
- Резец расточной глух ВК8 12х12х130
ед.
- Резец расточной глух ВК8 12х12х140
ед.
- Резец расточной глух ВК8 16х12х170 тип1 исп.2
ед.
- Резец расточной глух ВК8 16х16х120
ед.
- Резец расточной глух ВК8 16х16х140
ед.
- Резец расточной глух ВК8 16х16х140 2141-0003
ед.
- Резец расточной глух ВК8 16х16х140 лев
ед.
- Резец расточной глух ВК8 16х16х170
ед.
- Резец расточной глух ВК8 20х16х200 тип1 исп.2
ед.
- Резец расточной глух ВК8 20х20х140х40 тип 2 2141-0075
ед.
- Резец расточной глух ВК8 20х20х170
ед.
- Резец расточной глух ВК8 20х20х170 лев
ед.
- Резец расточной глух ВК8 20х20х200
ед.
- Резец расточной глух ВК8 25х16х140
ед.
- Резец расточной глух ВК8 25х16х170
ед.
- Резец расточной глух ВК8 25х16х200
ед.
- Резец расточной глух ВК8 25х16х200 тип1 исп.2
ед.
- Резец расточной глух ВК8 25х25х200
ед.
- Резец расточной глух ВК8 25х25х220
ед.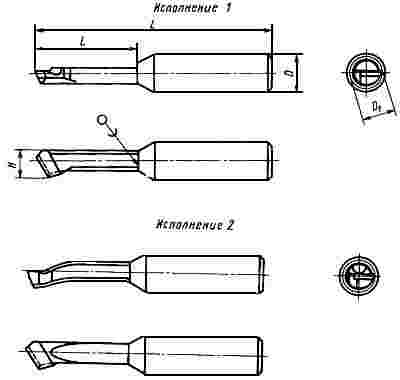
- Резец расточной глух ВК8 25х25х220 лев
ед.
- Резец расточной глух ВК8 25х25х240
ед.
- Резец расточной глух ВК8 32х25х280
ед.
- Резец расточной глух Т15К6 12х12х100
ед.
- Резец расточной глух Т15К6 12х12х100х20 тип 1 2141-0201
ед.
- Резец расточной глух Т15К6 12х12х130
ед.
- Резец расточной глух Т15К6 12х12х130 тип 2, исп.1 (виброустойчивые)
ед.
- Резец расточной глух Т15К6 12х12х140
ед.
- Резец расточной глух Т15К6 16х16х120
ед.
- Резец расточной глух Т15К6 16х16х140
ед.
- Резец расточной глух Т15К6 16х16х140
ед.
- Резец расточной глух Т15К6 16х16х140 лев
ед.
- Резец расточной глух Т15К6 16х16х140 тип 2, исп.1(виброустойчивые)
ед.
- Резец расточной глух Т15К6 16х16х170
ед.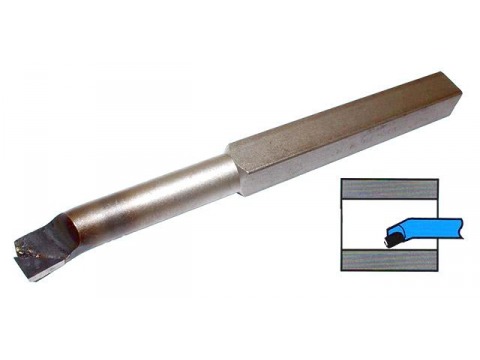
- Резец расточной глух Т15К6 20х16х200 2141-0042
ед.
- Резец расточной глух Т15К6 20х20х170
ед.
- Резец расточной глух Т15К6 20х20х170 лев
ед.
- Резец расточной глух Т15К6 20х20х200
ед.
- Резец расточной глух Т15К6 25х16х170
ед.
- Резец расточной глух Т15К6 25х20х240
ед.
- Резец расточной глух Т15К6 25х25х220
ед.
- Резец расточной глух Т15К6 25х25х220 лев
ед.
- Резец расточной глух Т15К6 25х25х240
ед.
- Резец расточной глух Т15К6 32х25х280
ед.
- Резец расточной глух Т15К6 40х32х300 тип 1 исп. 2
ед.
- Резец расточной глух Т30К4 16х16х140
ед.
- Резец расточной глух Т30К4 20х20х170
ед.
- Резец расточной глух Т5К10 12х12х100
ед.
- Резец расточной глух Т5К10 12х12х140
ед.
- Резец расточной глух Т5К10 16х12х170 тип1 исп.2
ед.
- Резец расточной глух Т5К10 16х16х140
ед.
- Резец расточной глух Т5К10 16х16х140 лев
ед.
- Резец расточной глух Т5К10 16х16х170
ед.
- Резец расточной глух Т5К10 20х16х140
ед.
- Резец расточной глух Т5К10 20х20х170
ед.
- Резец расточной глух Т5К10 20х20х170 лев
ед.
- Резец расточной глух Т5К10 25х25х220
ед.
- Резец расточной глух Т5К10 25х25х220 лев
ед.
- Резец расточной глух Т5К10 40х32х300 тип1 исп.2
ед.
- Резец расточной скв Т15К6 40х32х300 тип 1 исп. 2
ед.
- Резец расточной цельный глух ВК8 12х12х120х20 Н2,8 2141-0121
ед.
- Резец расточной цельный глух ВК8 12х12х120х20 Н3,8 2141-0122
ед.
- Резец расточной цельный глух ВК8 12х12х130х30 Н5,5 2141-0123
ед.
- Резец расточной цельный глух ВК8 12х12х140х40 Н7,5 2141-0124
ед.
- Резец расточной цельный глух Т15К6 12х12х120х20 Н2,8 2141-0121
ед.
- Резец расточной цельный глух Т15К6 12х12х120х20 Н3,8 2141-0122
ед.
- Резец расточной цельный глух Т15К6 12х12х130х30 Н5,5 2141-0123
ед.
- Резец расточной цельный глух Т15К6 12х12х140х40 Н7,5 2141-0124
ед.
Добавить инструмент
Оформить заказ
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Прикрепите файл
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Резец расточной для глухих отверстий, сквозной
Главная страница
→
Наиболее востребованными на сегодняшний день являются резцы расточные, изготовленные из карбидовольфрамовых и титановольфрамовых сплавов, которые позволяют делать сквозные и глухие отверстия в заготовках на больших скоростях. Лучше всего покупать резец расточной нового образца. Его конструкция основательно доработана и оснащена дополнительной отводящей канавкой, благодаря которой стружка удаляется из зоны резания быстро и без особых проблем. Кроме того, такой инструмент имеет более продолжительный срок использования.
Лучше всего покупать резец расточной нового образца. Его конструкция основательно доработана и оснащена дополнительной отводящей канавкой, благодаря которой стружка удаляется из зоны резания быстро и без особых проблем. Кроме того, такой инструмент имеет более продолжительный срок использования.
Навигатор по разделу
Поиск по этому разделу:
Сбросить результаты поиска
скачать прайс-лист
выбранных товаров
Найдено товаров: 11
| Код | Название | Артикул | Цена | ||
|---|---|---|---|---|---|
|
|
432779 |
Резец токарный расточной для глухих отверстий ВК8 16х16х140мм Производитель ВИЗ
| 30353 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
347041 |
Резец токарный расточной для глухих отверстий ВК8 16х16х170мм Производитель ВИЗ
| 46099 |
|
Товар в Корзине
|
|
|
268458 |
Резец токарный расточной для глухих отверстий ВК8 25Х25х200мм Производитель ВИЗ
| 44730 |
|
Товар в Корзине
|
|
|
366638 |
Резец токарный расточной для глухих отверстий Т15К6 16Х16х140мм Производитель ВИЗ
| 30354 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
275330 |
Резец токарный расточной для глухих отверстий Т15К6 16Х16х170мм Производитель ВИЗ
| 46984 |
|
Товар в Корзине
|
|
|
202700 |
Резец токарный расточной для глухих отверстий Т15К6 25Х25х200мм Производитель ВИЗ
| 31475 |
|
Товар в Корзине
|
|
|
226471 |
Резец токарный расточной для скв.  отверстий ВК8 16х16х170мм отверстий ВК8 16х16х170мм
Производитель ВИЗ
| 45647 |
|
Товар в Корзине
|
|
|
392714 |
Резец токарный расточной для скв.отверстий Т15К6 16Х16х140мм Производитель ВИЗ
| 30357 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
241780 |
Резец токарный расточной для скв.отверстий Т15К6 16Х16х170мм Производитель ВИЗ
| 45648 |
|
Товар в Корзине
|
|
|
226468 |
Резец токарный расточной для скв.отверстий Т15К6 20х20х170мм Производитель ВИЗ
| 30358 |
|
Товар в Корзине
|
|
|
202714 |
Резец токарный расточной для скв.  отверстий Т15К6 25Х25х200мм отверстий Т15К6 25Х25х200мм
Производитель ВИЗ
| 31476 |
|
Товар в Корзине
|
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>металлорежущий, абразивный инструмент и оснастка в Минске
| на главную | о компании | контакты
| отправить запрос |
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
- Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
- Гарантия на всю продукцию
- Возможна отсрочка платежа
- Доставка по всей Беларуси
- Опыт 20 лет и более 300 довольных клиентов
- Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
- В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия.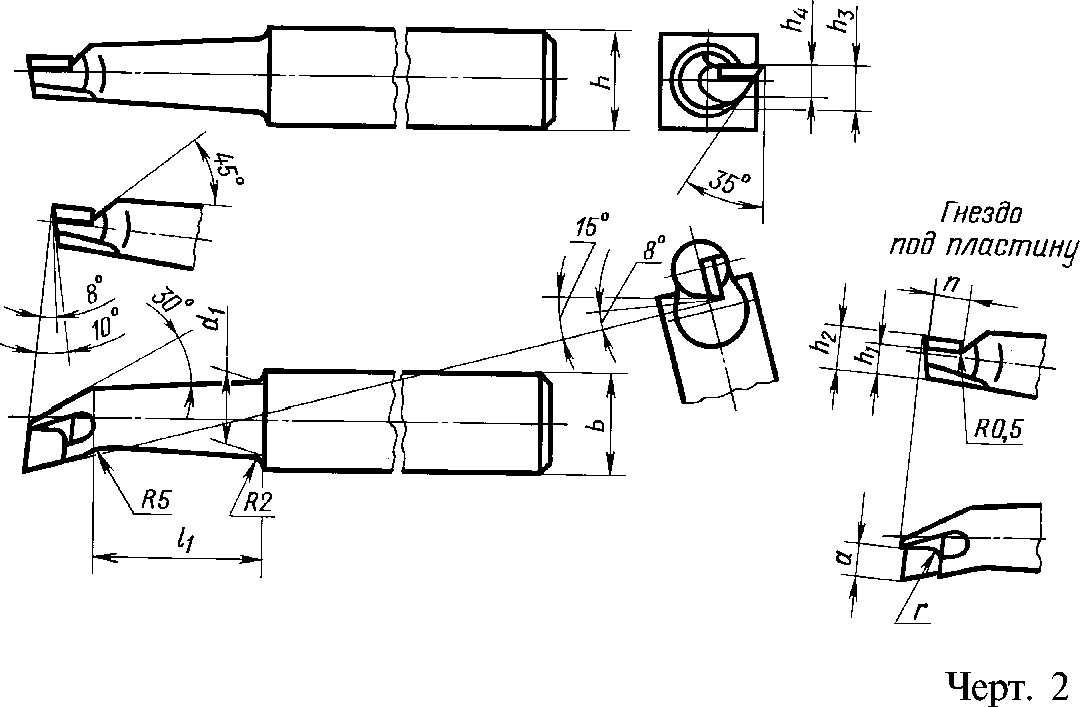 Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
© 2022
Велес-инструмент
г. Минск, ул. Неждановой, д.6, к.2
+375 17 287-67-95
+375 17 361-29-90
+375 44 572-85-76
+375 29 115-80-29
+375 29 682-43-01
Факс: +375 17 216-06-91
veles-prom.by
Сайт работает на платформе Nestorclub.com
Обработка с ЧПУ | Как сделать отверстия с плоским дном на токарном станке | Практик-механик
Юлси
Алмаз
#1
Может быть, это глупый вопрос. Как на токарном станке делать отверстия с плоским дном?
На фрезе я бы просто накрутил концевой фрезой. Предполагая, что у меня нет живых игрушек, какая последовательность будет лучшей?
Скажем, отверстие диаметром 1 дюйм и глубиной 2 дюйма с плоским дном. Я мог бы пойти в дрель 0,875, чтобы начать. Затем расточной оправкой, чтобы получить диаметр. Но как вы закончите дно отверстия, где угол остался от сверла?
Герц
Нержавеющая сталь
#2
Я использую сверло со сменными пластинами и дохожу до дна в пределах 0,002 дюйма. (Сверла Sandvik 880 или Iscar DR имеют довольно плоское дно)
(Сверла Sandvik 880 или Iscar DR имеют довольно плоское дно)
Затем я программирую типичный профиль внутреннего поворота, но когда я дохожу до задней части скважины, я иду на 0,03 дальше X0. Обычно только зачистку .002 вставкой TCMT
Бык
Алмаз
#3
Расточная оправка 3/8 с шагом 5* для чистовой обработки.
——————
Подумай о снеге Эх!
Бык
Юлси
Алмаз
#4
Бык сказал:
Расточная оправка 3/8 с шагом 5* до конца.
——————
Подумай о снеге Эх!
БыкНажмите, чтобы развернуть…
Итак, вы заканчиваете диаметр до того места, где начинается угол вершины сверла, а затем делаете несколько проходов по забою? Вы смотрите от центральной линии к OD, или вы кормите -X?
Дэйв К.
Алмаз
#5
Пока позволяет глубина, я сверлю как можно ближе к окончательному диаметру, затем врезаюсь концевой фрезой, чтобы выровнять дно, затем подчищаю около 0,005 с помощью расточной оправки.
атака
Нержавеющая сталь
#6
Если допуск отверстия позволяет просверлить на токарном станке 1-дюймовое плоское сверло и обработать 1-дюймовой концевой фрезой.
Атака
Юлси
Алмаз
#7
Я никогда не видел концевой фрезы с плоским дном. Кроме того, они часто получают неприятное птичье гнездо из волокнистой стружки, если вы втыкаете их, и они режут OD.
Кроме того, они часто получают неприятное птичье гнездо из волокнистой стружки, если вы втыкаете их, и они режут OD.
Дэйв К
Алмаз
#8
ewlsey сказал:
Я никогда не видел концевой фрезы с плоским дном. Кроме того, они часто получают неприятное птичье гнездо из волокнистой стружки, если вы втыкаете их, и они режут OD.
Нажмите, чтобы развернуть…
Вот почему вы оставляете .005 на дне для очистки с помощью расточной оправки, а простое прокалывание поможет с длинной волокнистой стружкой.
Филабастер
Алмаз
#9
Юлси сказал:
Я никогда не видел концевой фрезы с плоским дном.
Нажмите, чтобы развернуть…
Означает ли это, что концевых фрез с плоским дном не существует?
палочки
Чугун
#10
Я никогда не видел концевой фрезы с плоским дном. Кроме того, они часто получают неприятное птичье гнездо из волокнистой стружки, если вы втыкаете их, и они режут OD.
Нажмите, чтобы развернуть…
+1 что сказали athack и Dave K. Я бы использовал EM с двумя канавками для большего удаления стружки. Если сначала просверлить отверстия меньшего диаметра, грубая стружка станет еще крупнее, но не будет ли в любом случае выклевываться, как при операции сверления? Толерантность выкрикнула говорит стоит ли допиливать-расточать, нет?
ИМО, насколько плоские «днища» ЭМ — это все в шлифовке. Должен сказать, что я делал только первое (фрезерный / токарный станок) вручную, но во много, много раз больше последнего, как с ЧПУ, так и с мальчиком, я скучаю по искрам, кстати.
——
(итак, мы все вскочили. Видишь, кто печатает быстрее, а?)
Видишь, кто печатает быстрее, а?)
Дэйв К.
Алмаз
#11
палочки сказали:
+1 что сказали athack и Dave K. Я бы использовал EM с двумя канавками для большего удаления стружки. Если сначала просверлить отверстия меньшего диаметра, грубая стружка станет еще крупнее, но не будет ли в любом случае выклевываться, как при операции сверления? Толерантность выкрикнула говорит стоит ли допиливать-расточать, нет?
ИМО, насколько плоские «днища» ЭМ — это все, что нужно для этого.
Должен сказать, что я делал только первое (фрезерный / токарный станок) вручную, но во много, много раз больше последнего, как с ЧПУ, так и с мальчиком, я скучаю по искрам, кстати.
——
(итак, мы все втянулись. Видите, кто печатает быстрее, а?)Нажмите, чтобы развернуть…
Правильно заточенная концевая фреза не имеет плоского дна, но очень близко к нему. Небольшое бритье скучной планки после этого, и ты золотой.
дстрыр
Алмаз
#12
Плоский — понятие относительное….насколько плоский?
Дэйв К.

Алмаз
№13
dstryr сказал:
Плоский — понятие относительное….насколько плоский?
Нажмите, чтобы развернуть…
Достаточно плоский.
альфонсо
Титан
№14
ewlsey сказал:
Итак, вы заканчиваете диаметр до того места, где начинается угол вершины сверла, а затем выполняете несколько проходов по забою? Вы смотрите от центральной линии к OD, или вы кормите -X?
Нажмите, чтобы развернуть.
..
Подача от наружного диаметра к центру.
рнммхантер
Чугун
№15
Мы используем лопаточное сверло Amec, а затем переходим на сверло Amec с плоским дном.
Хэви-метал
Запрещено
№16
Эти просверлят за один проход
https://www. google.com/url?sa=t&rct…6tKZHG1clp0kJrIWg&sig2=jo4PCXstK_SuTY7-QqZoOQ
google.com/url?sa=t&rct…6tKZHG1clp0kJrIWg&sig2=jo4PCXstK_SuTY7-QqZoOQ
Там из ингерсола и не оставляй керн и можно набрать их в размер
Юлси
Алмаз
# 17
Да, KT производит действительно плоскодонные сверла. Однако это не совсем оптимальная геометрия пластины.
Путч
Горячекатаный
# 18
Боже мой, все вы, старые пердуны, даже не упомянули заточку сверла с плоским дном. Пусть этот мальчик учит вас…
1. Отшлифуйте сверло 7/8″, сделайте плоские квадратные канавки и отшлифуйте задний зазор. Сверло.
2. Доработать расточной оправкой. Конец истории
Юлси
Алмаз
# 19
В крайнем случае можно заточить сверло, но есть и более сложные решения.
alloutmx
Титан
#20
Филабастер сказал:
Означает ли это, что концевых фрез с плоским дном не существует?
Нажмите, чтобы развернуть…
Если вы врежетесь концевой фрезой и укажете дно каплеуловителем, вы заметите, что оно выше к центру. Вероятно, потому что sf уменьшается по мере приближения к центру фрезы, поэтому она должна резать меньше по сравнению с внешней стороной концевой фрезы.
Токарные станки Саут-Бенд | Увеличение глухого отверстия | Практик-механик
Кевин Т
Нержавеющая сталь
#1
Мне интересно, как вы, ребята, справляетесь с этой токарной операцией. У меня было около 8620, которое я хотел использовать в качестве прецизионного держателя для тонкостенной трубы, и мне нужно было обработать внутренний диаметр 0,75 и глубину 2 дюйма. Я начал с операции сверления 1/2 дюйма и прошел около 2 1/2 дюйма. 4 дюйма. Затем я начал увеличивать размер ID, но с накоплением чипов внутри и вне поля зрения я искал некоторые «очки опыта», которых у меня нет. Как вы, ребята, справляетесь с этим, когда сталкиваетесь? DOC составлял около 0,015 макс. и 0,010 обычно.
В итоге я погрузился примерно на 1/2, отодвинул резак и очистил отверстие, затем снова погрузился примерно на 0,25 от конечной глубины и снова втянулся. какой-то хруст через некоторое время, и именно так я понял свои глубины, но что вы, ребята, делаете?
О, и вы знаете, мне чертовски понравилась моя новая функциональность с индикатором Z!
Фил в Монтане
Нержавеющая сталь
#2
Поможет более толстая подача, также вы можете продуть отверстие воздухом, чтобы удалить стружку, отверстие 5/8 было бы лучшей отправной точкой. оставьте тонкую подачу и легкие пропилы для чистовой обработки и следите за пружиной в расточной оправке…Фил
Калибр
Алмаз
#3
Эй!
Расточить отверстие до диаметра менее 0,030 дюйма с шагом 1/2 дюйма в глубину. Используйте любой DOC, который позволяет ваша установка.
Это оставляет МНОГО места для стружки!
0,020 полная глубина для очистки, тщательное измерение. .. затем 0,010 +/- для окончательного прохода.
Ура!
техасская передача
Титан
#4
Фил
[Б сказал:и следите за пружиной в расточной оправке…Фил[/B]
Нажмите, чтобы развернуть…
Эти расточные стержни дешевы и удобны, но если вы режете неправильно, вы физически увидите, как они изгибаются, как сказал Фил.
Кажется, вы хорошо режете. Но если нет, вам может понадобиться немного покатать инструмент и отрегулировать высоту. В небольших отверстиях может контактировать нижняя сторона инструмента, а не режущая кромка. Я также экспериментирую, под каким углом острие входит в отверстие, слегка поворачивая резцедержатель, пока не получу желаемый результат, то есть: не прямо на острие, а частично сбоку от режущей поверхности.
Однако вы перемещаете материал, если вы не хотите, чтобы спиральная стружка падала, можно вырезать небольшой стружколом на верхней стороне дремелем или чем-то подобным. Если сократить спирали до стружки, не будет так сильно забивать отверстие.
Любите свой датчик. Можно подумать о добавлении к нему остановки, например, микрометрической остановки. Для пропилов с постоянной одинаковой глубиной в отверстии я позволяю каретке касаться микрометрического упора. Я вытягиваю подпружиненную ручку подачи из фартука, приближаясь к упору. Когда каретка касается упора, ручка подачи переходит в нейтральное положение, сама по себе, очень хорошо, без сбоев. Но пружинный штифт ручки должен быть вне отверстия в фартуке, когда вы касаетесь, иначе он разобьется.
В таком виде разрез выглядит красиво, потому что я не подкрадывался вручную к концу разреза.
Кроме того, я стараюсь не просверливать слишком много материала расточной оправкой. Не уверен, что это ваша коллекция сверл, но я могу взять 5/8″ или 11/16 со сверлом, а затем просверлить остальные.
Генпул
Чугун
#5
Я использую струю охлаждающей жидкости для промывки стружки, но для этого требуется управляемая стружка. Я предпочитаю индексируемую вставку. Вся геометрия и стружкодробление заранее спроектированы для вас.
Это 4140. Подачи и скорости не помню:
Кевин Т
Нержавеющая сталь
#6
техасский оружейник сказал:
…»Я вытягиваю подпружиненную рукоятку подачи из фартука, приближаясь к упору. Когда каретка касается упора, рукоятка подачи переходит в нейтральное положение, сама по себе, очень хорошо, без сбоев. Но пружинный штифт рукоятки должен быть вне отверстия фартука. прикоснешься, иначе он разобьется»….
Нажмите, чтобы развернуть…
Ждать!! Что ты говоришь? Мой тоже так сделает?
Кевин Т
Нержавеющая сталь
#7
Спасибо всем за отзывы, ребята. Я хлопаю себя по лбу, потому что у меня слишком много тупых и больших сверл, но я еще не отправил большие сверла на заточку! Я думаю, что понял, как я могу добраться туда с тем, что у меня есть передо мной, но каждый ответ, который я читал до сих пор, был тем, что было необходимо. Спасибо!
техасская передача
Титан
#8
Кевин Т сказал:
Подожди!! Что ты говоришь? Мой тоже так сделает?
Нажмите, чтобы развернуть.
..
Да, будет. Оставьте сцепление включенным. Будьте наблюдательны, не отвлекайтесь, . Просто потяните и удерживайте ручку с пружинным штифтом, чтобы продолжать кормление. Когда каретка доходит до упора, ручка перемещается в нейтральное положение.
Проблема с отключением муфты звездообразной рукоятки заключается в том, что вы на самом деле ускоряете подачу до того, как она сорвется. Я почти всегда оставляю сцепление включенным. Я использую саму ручку подачи, чтобы подкрасться. Только осторожно, чтобы штифт ручки не попал в отверстие.
А при использовании микрометрического упора в качестве стенки нижняя кромка реза, как и дно вырезаемого отверстия, будет очень квадратной и ровной.
Вы можете сделать пробный запуск, не вырезая детали, просто чтобы почувствовать.
Кевин Т
Нержавеющая сталь
#9
техасский оружейник сказал:
Да, будет. Оставьте сцепление включенным. Будьте наблюдательны, не отвлекайтесь, . Просто потяните и удерживайте ручку с пружинным штифтом, чтобы продолжать кормление. Когда каретка доходит до упора, ручка перемещается в нейтральное положение.
Проблема с отключением муфты звездообразной рукоятки заключается в том, что вы на самом деле ускоряете подачу до того, как она сорвется. Я почти всегда оставляю сцепление включенным. Я использую саму ручку подачи, чтобы подкрасться. Только осторожно, чтобы штифт ручки не попал в отверстие.
А при использовании микрометрического упора в качестве стенки нижняя кромка реза, как и дно вырезаемого отверстия, будет очень квадратной и ровной.
Вы можете сделать пробный запуск, не вырезая детали, просто чтобы почувствовать.
Нажмите, чтобы развернуть…
Ух ты! Я понятия не имел, что это возможно! В прошлом году я взял изношенный оригинальный стопор и разобрал его, чтобы посмотреть, что не так. Он был заморожен стружкой и грязью и перепутал нити. Я положил его в маленькую коробку, пока мой токарный станок не заработал, чтобы я мог попытаться его починить, и Я НЕ МОГУ НАЙТИ ЭТО В МАГАЗИНЕ! LOL
техасская передача
Титан
#10
Кевин Т сказал:
Спасибо всем за отзывы, ребята.
Нажмите, чтобы развернуть…
У меня тоже нет бесконечного диапазона размеров сверл. Но потратив много времени на то, чтобы отключить много-много материала. . . Я совершенствуюсь в подготовке. Если я знаю, что приближается конкретный проект, или могу приостановить его, чтобы получить материалы. . . Я пытался купить материал ближе по размеру к тому, что мне действительно нужно. Тогда режу меньше.
Жонглирование проектами может помочь, . У этого есть свои подводные камни, но это дает мне немного терпения, так как я не чувствую необходимости делать что-то из-за того, что нужно что-то выкинуть, я могу подождать и добавить нужный материал и т. д., и убить время на это другое.
техасская передача
Титан
#11
Кевин Т сказал:
Вау! Я понятия не имел, что это возможно! В прошлом году я взял изношенный оригинальный стопор и разобрал его, чтобы посмотреть, что не так. Он был заморожен стружкой и грязью и перепутал нити. Я положил его в маленькую коробку, пока мой токарный станок не заработал, чтобы я мог попытаться его починить, и Я НЕ МОГУ НАЙТИ ЭТО В МАГАЗИНЕ! LOL
Нажмите, чтобы развернуть…
Эта тактика ускоряет производство и снимает мой личный стресс. Я только смотрю, как приближаюсь к упору микрометра. Потяните за ручку и никогда не замедляйте подачу.
Я использовал циферблатный индикатор на противоположной стороне, но ваш индикатор в сочетании с остановкой — это то, что я хотел бы сделать.
Я видел фото одного, через не помню где. Но вот разбивка по частям, нижний правый угол.
Аксессуар для Monarch 61. Выглядит чертовски круто. индикатор защищен, а над ним смотровое стекло.
Теперь я не вижу к нему стопорной части, судя по рис. Но я хотел бы сделать что-то подобное. Там, где у него есть регулируемый упор, а также классный закрытый циферблатный индикатор.
Редактировать: нашел картинку:
Кевин Т
Нержавеющая сталь
#12
техасский оружейник сказал:
У меня тоже нет бесконечного диапазона размеров сверл. Но потратив много времени на то, чтобы отключить много-много материала. . . Я совершенствуюсь в подготовке. Если я знаю, что приближается конкретный проект, или могу приостановить его, чтобы получить материалы. . . Я пытался купить материал ближе по размеру к тому, что мне действительно нужно. Тогда режу меньше.
Жонглирование проектами может помочь, . У этого есть свои подводные камни, но это дает мне немного терпения, так как я не чувствую необходимости делать что-то из-за того, что нужно что-то выкинуть, я могу подождать и добавить нужный материал и т. д., и убить время на это другое.
Нажмите, чтобы развернуть…
О да, я следую примеру с определением размеров необходимых материалов. Странно, что, когда я впервые получил свой токарный станок, готовый к использованию, было очень мало мест на ebay, где можно было купить небольшие куски материала с хорошим выбором доставки, но сейчас их много, так что это здорово!
СЛК001
Нержавеющая сталь
№13
Я бы вручную подавал каретку до ~ 0,745 дюйма, взяв самый большой DOC, какой только мог. Затем я переключался бы на механическую подачу, пока не достигал нужного диаметра. У меня также был бы кусок трубки моего предмета для тестирования. моя подгонка, когда я продвигался вперед. Поскольку стержень будет изгибаться во время резки, я также использовал бы столько пружинных проходов, сколько необходимо. Если бы я хотел, чтобы отделка выглядела превосходно, я также мог бы бросить каретку в обратном направлении, а затем НАЧАТЬ рез в 2 дюйма и дайте разрезу идти изнутри наружу.
Что касается муфт, отключающихся, когда каретка доходит до упора, то они НЕ должны работать таким образом.
Кевин Т
Нержавеющая сталь
№14
SLK001 сказал:
…»У меня также был бы кусок моей предметной трубки, чтобы проверить, подойдет ли она мне в процессе работы. Поскольку стержень будет изгибаться во время резки, я также использовал бы столько пружинных проходов, сколько необходимо.
Нажмите, чтобы развернуть…
Я сделал все это. Я не был очень уверен в угле своего инструмента и показаниях циферблата, так как я начал с него в любом положении, я мог заставить его поместиться в отверстие, и никогда не менял его, поэтому я подкрался к цели.
SLK001 сказал:
Что касается муфт, отключающихся при упоре каретки, то они НЕ должны работать таким образом.
Нажмите, чтобы развернуть…
Это приятно знать, я читал, что HTRAL, вероятно, 5 раз от корки до корки за последние пару лет и не вспомнил этот совет. Я посмотрел на множество токарных станков за тот же период времени, и у многих из них есть износ на этой поверхности, что может показаться указанием на то, что это то, что делают многие люди. Я был очень рад услышать об этой функции, но не уверен, что буду пробовать ее сейчас. 🙁
техасская передача
Титан
№15
Кевин Т сказал:
многие из них имеют износ на этой поверхности, что может указывать на то, что это то, что делают многие люди. Я был очень рад услышать об этой функции, но не уверен, что буду пробовать ее сейчас. 🙁
Нажмите, чтобы развернуть…
Когда вы говорите о поверхностном износе, вы имеете в виду диски сцепления?
Если да, то подумайте о тормозных колодках и дисках автомобиля или его дисках сцепления. Они изнашиваются от включения и выключения, скользящего движения при частичном приложении.
Не могу сказать, так устроен фартук или нет, но этот трюк вообще не изнашивает сцепления. Сцепление постоянно заблокировано, проскальзывания дисков нет.
Также никакого шлифования шестерен и прочих странностей в работе. Он настоящий чистый и гладкий.
Самым большим недостатком является сбой машины, если вы не обращаете внимания, но вы врежетесь в патрон, даже если не будете обращать внимания.
Это является большим преимуществом для тех, у кого есть сцепление со звездообразной рукояткой, потому что вращающаяся звезда мгновенно ускоряет подачу. Хотя я подозреваю, что это имеет преимущество и для рычажного типа.
Когда будет возможность, сниму короткое видео, судите сами.
Кевин Т
Нержавеющая сталь
№16
техасский оружейник сказал:
Когда вы говорите о поверхностном износе, вы имеете в виду диски сцепления?
Если да, то подумайте о тормозных колодках и дисках автомобиля или его дисках сцепления. Они изнашиваются от включения и выключения, скользящего движения при частичном приложении.
Не могу сказать, так устроен фартук или нет, но этот трюк вообще не изнашивает сцепления. Сцепление постоянно заблокировано, проскальзывания дисков нет.
Также никакого шлифования шестерен и прочих странностей в работе. Он настоящий чистый и гладкий.
Самым большим недостатком является сбой машины, если вы не обращаете внимания, но вы врежетесь в патрон, даже если не будете обращать внимания.
Это является большим преимуществом для тех, у кого есть сцепление со звездообразной рукояткой, потому что вращающаяся звезда мгновенно ускоряет подачу.
Когда у меня будет возможность, я сниму короткое видео, судите сами.
Нажмите, чтобы развернуть…
Износ, который я заметил, был на фартуках, где замок защелкивается на этой плоской площадке возле 3-х позиционных отверстий.
техасская передача
Титан
# 17
Кевин Т сказал:
Износ, который я заметил, был на фартуках, где замок защелкивается на этой плоской площадке возле 3-х позиционных отверстий.
Нажмите, чтобы развернуть…
О, я понял. Не могу сказать наверняка, но я предполагаю, что это происходит независимо от тактики сцепления/подачи. Я думаю, что большинство людей не держат ручку в натянутом состоянии при смене положения.
Я думаю, что либо тактика позволяет держать булавку, либо позволить ей скользить по поверхности. Однако годы скольжения по поверхности оставляют этот след.
Токарные станки Саут-Бенд | Нужна помощь со скукой. | Практик-механик
Джефф К.
Алюминий
#1
Я никогда не умел скучать. Ну, давайте посмотрим правде в глаза, я действительно не очень хорошо разбираюсь в этом. Но скучно всегда было проблемой. у меня сб9A и держатель инструмента alloris AXA. Какие инструменты подходят для растачивания и облицовки глухих отверстий?
Я любитель, делаю инструменты и детали для своих мотоциклов. Сейчас я делаю комплект сменных тормозных поршней SS для старого велосипеда.
Я закончил передние, сейчас работаю над задними, но это уже начинает меня бесить. Я не могу получить хорошую отделку ствола или поверхности глухого отверстия.
Вот что у меня сейчас есть. Много болтовни и не слишком хорошо для обработки глухих отверстий. Хотя отделка отверстия не важна для функциональности, я хочу сделать это правильно.
Коул2534
Алмаз
#2
Хорошая жесткая расточная оправка с острой пластиной — это первый шаг, второй шаг — выбор правильной скорости и подачи.
Мне не нравится стержень, который вы на фото, с его уменьшенной шейкой, вы не можете подавиться им, чтобы свести к минимуму прогиб. Подача будет происходить методом проб и ошибок.
Вандис
Алюминий
#3
Для сверления глухого отверстия вам действительно необходимо переместить каретку до упора на станину токарного станка. Если у вас нет надежного упора для каретки, очень легко заклинить буровой инструмент на дне отверстия, что приведет к появлению неприятных следов и неприятных звуков. Если вы используете расточный стержень, как показано на рисунке, вам нужно убедиться, что он имеет задний угол на виде сверху; то есть вся передняя режущая поверхность инструмента не должна касаться дна отверстия, иначе он будет вибрировать. Либо заточить инструмент так, чтобы был рельеф, либо расположить резцедержатель так, чтобы только острие инструмента могло касаться дна отверстия.
Вдохновленный этим успехом, остальная часть истории требует очень легких сокращений. Судя по фотографиям, которые вы прислали, и показанному инструменту, я думаю, вам будет лучше, если вы сделаете рез не более 0,005 дюйма за каждый проход (0,010 по диаметру). Если вы используете останов каретки и не допускаете вся поверхность инструмента касается дна отверстия, вы можете получить приличную чистовую обработку дна.Однако для действительно хорошего дна вам потребуется сделать еще один заключительный легкий надрез вдоль поверхности дна. Для этого переместите инструмент в этот нижний угол, немного продвиньтесь вперед и сделайте окончательный рез внутрь к центру.0007
Также помните, что большинство расточных оправок гораздо более упругие, чем квадратная насадка, используемая для токарной обработки по внешнему диаметру, поэтому, если вы чистите отверстие до диаметра, вам нужно сделать несколько повторных резов в одном и том же положении поперечной подачи, чтобы добраться до нужного диаметра. конечный диаметр.
Путч
Горячекатаный
#4
Вы будете там весь день, пройдя 5 тысяч проходов. Вот несколько простых рекомендаций для успешного бурения.
1. Просверлите как можно ближе к конечному размеру, оставив достаточно припуска для чернового и чистового прохода.
2. Вставьте как можно больший стержень с минимальным вылетом (не оставляйте из держателя больше, чем вам нужно).
3. Установите режущую кромку по центру или немного выше него.
4. Оставьте небольшое количество в задней части канала ствола, чтобы вы могли вернуться и очистить заднюю поверхность.
Однако у Вандиса были и хорошие стороны, например, задние углы на режущих кромках. Вам, вероятно, понадобится зеленый круг для шлифования твердосплавного инструмента, подобного тому, который вы изобразили, но я бы отказался от этого и взял хороший борштангу со сменными пластинами.
Эбарнсли
Титан
#5
Эти припаянные расточные оправки — хлам.
Даже старая круглая расточная оправка с квадратными отверстиями на концах для насадки из быстрорежущей стали будет работать НАМНОГО лучше. Вы можете отлично отшлифовать сверло из быстрорежущей стали, чтобы оно подходило для нержавеющей стали…
Твердосплавный инструмент такого типа будет плохо работать с очень тонкими резами… Большинство твердосплавных инструментов заточены для сбрасывания материала бульдозером, а не для резки, как при работе с быстрорежущей сталью. .
Тупой бульдозерный отвал выдерживает сильные удары, а острая тонкая кромка из твердого сплава просто ломается. Дополнительное давление, необходимое для запуска бульдозера… пружинит крошечный стержень расточной оправки…
Расточные оправки из кобальта доступны в том же стиле, что и на фото. Их можно просто заточить, шлифуя лицевую часть.
В основном используются в расточной головке на мельнице. Всегда используйте хвостовик/стержень самого большого размера, который вы можете втиснуть в отверстие для жесткости…
задняя бабка
Горячекатаный
#6
Правильный инструмент, подача и скорость — все это очень важные составляющие для получения хороших результатов растачивания. Сказав это, по моему опыту, самым важным фактором при растачивании является жесткость. Без того, чтобы ваша работа, а также ваш станок и резак находились в наиболее жестком состоянии, вся работа становится упражнением в разочаровании и частом поражении. Получил 9A не сродни тяжелому сверлению или самой жесткой настройке, с небольшим количеством времени и терпения желаемые детали могут быть реализованы. Помните о легком DOC и множестве весенних обрезков. Обратные пропилы часто хорошо работают для устранения некоторого отклонения, но имейте в виду, что инструмент может резать глубже в обратном направлении, чем в прямом. Не использовать любые, которые были близки к концу вещей.
72bбелый
Титан
#7
Много раз в таких относительно неглубоких широких отверстиях я вообще не использую борштангу, удаляю как можно больше с помощью сверла, затем обтачиваю длинный кусок быстрорежущей стали и вывешиваю его из держателя, насколько это необходимо. Это очень хорошо работает с правильной комбинацией держателя и держателя фонарного столба
. Зажмите эти паяные твердосплавные стержни, все, что они делают, это дребезжание и стружка. Используйте их только в расточной головке на мельнице, и там они тоже не очень нравятся.
Стиль указателя немного лучше, чем больше и жестче, тем лучше, если вы не угадали, жесткость это ключ.
А с SB9 HSS, как правило, лучший выбор для нержавеющей или любой другой стали.
комплект455
Титан
#8
«Делать правильно» означает знать, когда окончание имеет значение, а когда нет.
аллан
72bбелый
Титан
#9
Хорошее замечание: внутренняя часть поршней суппорта не нуждается в финишной обработке
Джефф К.
Алюминий
#10
Нет, ему не нужна хорошая отделка. Я хочу сказать, что «я» хочу сделать это правильно. Мне нужна практика, я хочу иметь возможность сделать хороший гладкоствольный ствол, когда придет время. Это похоже на хорошее время для практики, когда результаты не будут иметь никакого значения.
Я покупал новый сверлильный станок и вспомнил, что купил его некоторое время назад, но ни разу им не пользовался! Я нашел его в задней части моего шкафа, все еще в коробке, в которой он был. Он работал лучше, но мне действительно нужно выяснить скорости и подачи. Я ненавижу работать с СС.
Гэри Бауэр
Алюминий
#11
Привет, Джефф К. ,
Да, нержавеющая сталь — это PITA для включения легкой машины, как вы обнаружили. При использовании твердосплавной пластины я выбираю пластину со стружколомом. Эта кромка менее склонна «вспахивать» металл и с большей вероятностью разрезает его, как упоминалось выше, с помощью резака из быстрорежущей стали. «Нержавеющая сталь» может быть одним из многих сплавов. Все они, как правило, имеют высокую «вязкость», а не твердость, но эта прочность по-прежнему является проблемой, особенно для износа инструмента.
В крайнем случае я использую концевую фрезу в качестве расточной оправки. Пока фреза концевой фрезы подходит к направляющему отверстию, вы можете использовать один правильно расположенный зуб для выполнения работы. Этот режущий наконечник может даже находиться на противоположной стороне канала ствола, где он может быть более заметен. Имейте в виду, что кончик концевой фрезы немного хрупкий, но они хорошо режут.
Гэри в Аризоне
Эбарнсли
Титан
#12
Хотя эта новая расточная оправка НАМНОГО лучше, чем фрезерная оправка, которую вы использовали раньше…
Это базовая пластина TPG.. Типичная, непревзойденная…
Теперь, если отверстие ~1.1, и вы используете борштангу 5/8. Вам лучше использовать оправку 7/8..
Почему вы застряли на карбиде???
Отверстие неглубокое, Вы не производите продукцию с охлаждающей жидкостью под полным давлением…
Быстрорежущая сталь выполнит свою работу с хорошей отделкой… Вы даже можете приобрести вставку из быстрорежущей стали для этого стержня от Warner…
Джефф К.
Алюминий
№13
Я не «застрял на карбиде», я просто показывал, какие инструменты у меня уже были в доме.
В моем первоначальном посте говорилось, что я ищу руководство по правильному выбору инструмента для этого типа работы. У меня практически нет опыта в этом, и я должен учиться сам. Я предположил, что индексируемые инструменты будут для меня лучшим выбором. Я не хотел тратить много времени на выяснение того, были ли плохие результаты моей работы связаны с моими скоростями/подачами или моими дрянными навыками заточки инструментов (или их отсутствием), поэтому я выбрал предварительно заточенные инструменты. Я делаю несколько инструментов из быстрорежущей стали, но трачу много времени на шлифовку и переточку.
Хорго
Горячекатаный
№14
Я рекомендую потратиться на маленькую твердосплавную сменную расточной оправку от Maritool. Они используют острые вставки CCMT и очень жесткие. Они также недорогие. http://www.maritool.com/Indexable-Tooling-Boring-Bars-Carbide-Boring-Bars/c50_142_108/index.html
Вы никогда не пожалеете.
Джорди
комплект455
Титан
№15
Какой это сплав SS?
аллан
Джефф К.
Алюминий
№16
303 Нержавеющая сталь.
72bбелый
Титан
# 17
Да, этот сверлильный стержень все еще изгибается, и многие забавные вещи, как оказалось, режут так же хорошо или даже лучше. Возвращается к большему жесткому.
Я всегда использовал низкий или средний состав на стали и нержавеющей стали с SB9, вы будете учиться медленно и стабильно.
Научиться правильно затачивать инструменты — большая часть обучения, у вас просто нет грубой силы, чтобы тратить ее на неэффективные инструменты
Если вы заметили общую тему HSS, вы правы, она работает лучше для многих вещей.
док
Горячекатаный
# 18
re ..чистовая обработка
FWIW ….чистовая обработка на облегченных токарных станках требует чистовых проходов менее тысячи ( 3 или менее, еще лучше с фрезами HS с шлифовкой и ПЛОСКИМ пятном на режущей кромке, обращенной к вам, большой enuf чтобы удалить метки подачи.) 1/32 или больше, если нет вибрации … необходимо использовать с документом ….. карбид требует большого усилия … HS можно сделать более острым …
.внешний вид, самая лучшая отделка в моем магазине — это сверло HS со сдвиговой шлифовкой, которое пересекает линии подачи под углом примерно 60 градусов . …. регулярно используется на моем crftsmn 12×36, когда я серьезно … я также могу получить гладкая поверхность без подачи с подачей 0,007 (минимум на моем 1895 14 дюймов) uaing шлифовальное долото @ 3 тыс. doc …. я не пробовал это шлифование внутри
используется снаружи, самый простой способ визуализировать / шлифовка заключается в шлифовке радиусом 3-4 дюйма (ОЧЕНЬ небольшая кривизна всей поверхности) на круглом стержне, сломанная мельница работает), с надлежащим передним и боковым зазором и задней граблей млд. так, чтобы долото находилось под прямым углом к центральной линии токарного станка … поверните долото так, чтобы передняя часть была направлена вниз и двигалась под углом 65 градусов вверх к задней бабке … режущая поверхность долота соскальзывает, а затем движется от нижнего фронта на юго-запад к высокому тыл на северо-востоке …. когда вы видите результат 3 тыс. СЕКУНДЫ чистовой резки, вы можете отшлифовать квадратная насадка для работы под этим углом в обычном держателе инструмента.
