Расточной резец: Купить расточные резцы по металлу оптом, цены в интернет
Содержание
Nakahashi Расточной и долбёжный резец 10 мм Nakahashi
Нет в наличии
4565 ₽
В корзину
Купить в один клик
Нашли дешевле?
- Описание
- Характеристики
Товары серии RD
| Название | Диаметр | Цена | ||
|---|---|---|---|---|
| Расточной и долбёжный резец 10 мм Nakahashi | 10 мм | 4565 ₽ | В корзину | |
Расточной и долбёжный резец 11 мм Nakahashi | 11 мм | 3750 ₽ | В корзину | |
Расточной и долбёжный резец 12 мм Nakahashi | 12 мм | 5395 ₽ | В корзину | |
Расточной и долбёжный резец 14 мм Nakahashi | 14 мм | 6640 ₽ | В корзину | |
Расточной и долбёжный резец 15 мм Nakahashi | 15 мм | 5620 ₽ | В корзину | |
Расточной и долбёжный резец 16 мм Nakahashi | 16 мм | 7470 ₽ | В корзину | |
Расточной и долбёжный резец 19 мм Nakahashi | 19 мм | 9130 ₽ | В корзину | |
Расточной и долбёжный резец 24 мм Nakahashi | 24 мм | 10 790 ₽ | В корзину | |
Расточной и долбёжный резец 3 мм Nakahashi | 3 мм | 3400 ₽ | В корзину | |
Расточной и долбёжный резец 6 мм Nakahashi | 6 мм | 4150 ₽ | В корзину | |
Расточной и долбёжный резец 8 мм Nakahashi | 8 мм | 4150 ₽ | В корзину | |
Расточной и долбёжный резец 9 мм Nakahashi | 9 мм | 3740 ₽ | В корзину | |
Сверло долбежное со стамеской HSS S=19 D=9,5 RH для JET | 9,5 мм | 1727 ₽ | В корзину | |
Сверло долбежное со стамеской HSS S=19 D=12,7 RH | 12,7 мм | 1775 ₽ | В корзину | |
Сверло долбежное со стамеской HSS S=19 D=8 RH | 8 мм | 1727 ₽ | В корзину | |
Сверло долбежное со стамеской HSS S=19 D=15,8 RH | 15,8 мм | 2554 ₽ | В корзину | |
Сверло долбежное со стамеской HSS S=19 D=19 RH | 19 мм | 3347 ₽ | В корзину | |
Расточной резец.
 Доводим до ума «Пожирателя Пламени»
Доводим до ума «Пожирателя Пламени»
Не люблю незаконченных сюжетов, отложенных дел и «узелков на память». И у меня появился шанс избавиться сразу от двух таких раздражителей.
Раздражитель номер 1. Вакуумный двигатель «Пожиратель пламени» из одного из моих обзоров работал всего ничего и перегревался.
Непорядок хотелось исправить.
Раздражитель номер 2. У меня дома есть небольшой токарный станок. Как известно, для работы на станке требуются резцы. У меня есть устраивающий меня набор разнообразных резцов, но некоторые из него были сделаны на скорую руку, из того что подвернулось. Например, расточной резец был сделан из отличной твердосплавной заготовки и совершенно безобразной державки.
Куда-то спешил, что-то нужно было срочно расточить. Так родился этот монстр. Конечно он справляется со своей задачей, но кое-как. Т.к. жесткость конструкции маленькая, то приходится снимать за один проход мало металла, и работа превращается в каторгу.
Таким образом я решил обзавестись расточными резцами и сделать радиатор охлаждения для «Пожирателя пламени».
Резцы приехали ко мне в 5 коробочках и маленьком пакетике со сменными пластинами
Внутри коробочек были пять державок различных типоразмеров и пять ключей Torx для винтиков.
Давайте сперва разберемся для чего эти резцы и как их можно использовать. У них два назначения. Первое это расточка внутренних отверстий.
Также как дополнительная опция – торцевой, подрезной резец для наружных поверхностей.
Да, я знаю, что передний угол будет немного другой, но для домашнего нечастого использования, на мой взгляд это допустимо.
Возвращаемся к резцам. Маркировка SCLCR – это стандарт обозначения резцов, последняя буква обозначает Right, что резец «правый». Остальные буквы можно расшифровать по картинке.
В наборе были державки диаметром 6, 7, 8, 10 мм и длиной 125мм, и одна державка диаметром 12 мм и длиной 150 мм. Угол режущей пластины 95%.
Угол режущей пластины 95%.
Зачем нужны различные диаметры державок. Чем толще державка, тем она жестче. В металлообработке гонка за жесткостью это основное. Чем жестче связка СПИД (станок – приспособление – инструмент – деталь), тем больше возможно снять металла за проход и тем выше качество поверхности. Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Типоразмер пластины CCMT060204, то есть, первые две цифры это размер грани в мм, вторые 2 цифры — толщина пластины в мм, и последние две цифры – радиус скругления углов пластины в десятых долях мм. Судя по типоразмеру пластина предназначается для чистовых и финишных операций.
Устанавливаем пластину, фиксируя ее винтом.
Резцы сделаны на отлично. Подгонка пластины идеальная. Сама державка из твердой стали, по ощущениям аналог нашей СТ-45. Тело державки заполировано и заворонено.
Установим резец в быстросменный картридж.
Ну чтож, перемещаемся на токарный станок. Расточим отверстие в заготовке под радиатор для нашего вакуумного двигателя.
Я опущу все шаги изготовления радиатора. В конце будет видео, где все можно будет посмотреть.
И вот радиатор готов.
Я совершил несколько ошибок при прорезании ребер: отрезной резец затупился, заготовка была зажата не до конца. Поэтому идеально красиво не получилось, увы. Отношусь я к этому совершенно спокойно. Это нормальная кривая обучения новичка — любителя. Я никогда не делал последовательные прорези. Теперь я знаю кучу особенностей, и в следующий раз все будет как надо.
Интересно посмотреть на качество поверхности после расточки нашим резцом: по-моему весьма неплохо.
Устанавливаем радиатор на двигатель. Так совпало, что почти все огрехи оказались закрыты корпусом. Во время установки я использовал термопасту.
Как результат, двигатель завелся и проработал достаточно долго, минут 5-6, радиатор достаточно быстро начал нагреваться, что говорит о хорошем теплообмене. Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Видео о вытачивании радиатора, и показ работы «пожирателя пламени» с радиатором.
Как резюме. Отличные резцы, надежные, качественно сделанные и приятные в работе. Смело рекомендую обладателям токарных станков, или как подарок друзьям или коллегам с токарными станками.
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Расточные станки | Расточные инструменты
Усовершенствованные системы режущих инструментов
Расточные инструменты предназначены для устранения проблем с вибрацией и вибрацией при выполнении различных операций по обработке отверстий.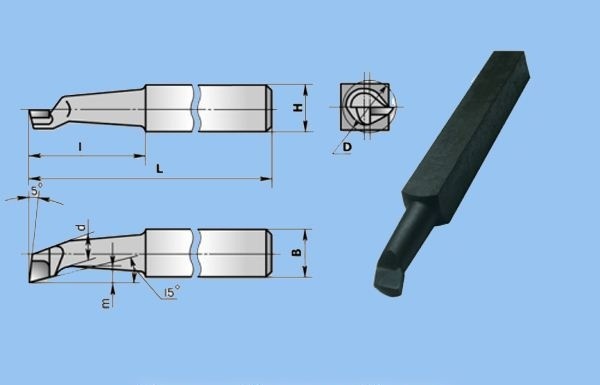 Наши специально разработанные расточные инструменты увеличивают срок службы инструмента, повышая производительность и рентабельность.
Наши специально разработанные расточные инструменты увеличивают срок службы инструмента, повышая производительность и рентабельность.
Сверление
Многофункциональная обработка отверстий
Отверстия коренных подшипников блока цилиндров и отверстия кулачкаОтверстия кулачка головки цилиндра
Выбор правильного инструмента для растачивания цилиндров для вашей работы может сэкономить вам время и деньги. Стандартные инструменты для растачивания не всегда сочетают в себе нужные функции, чтобы каждый раз обеспечивать быстрое растачивание и надежные результаты. Когда вы выбираете специальный инструмент для растачивания линий, обратное растачивание или инструмент для растачивания цилиндров от Colonial Tool, вы можете работать на более высоких скоростях для большей производительности.
Кроме того, вы сократите время простоя и продлите срок службы своего расточных инструментов, выбрав специальный инструмент для расточных цилиндров. Индивидуальный расточный инструмент, разработанный для ваших конкретных потребностей, может быть оптимизирован для наилучшего набора параметров резания, включая:
Индивидуальный расточный инструмент, разработанный для ваших конкретных потребностей, может быть оптимизирован для наилучшего набора параметров резания, включая:
• Углы в плане
• Глубина резания
• Снижение вибрации
• Теплоотвод
• Замена режущего инструмента
Результатом стал высококачественный расточный инструмент, который легко настроить и использовать для небольших, средних или больших объемов производства. Вы также можете выбрать специальные расточные инструменты для растачивания и обработки прототипов, чтобы создавать уникальные и сложные отверстия. Нестандартные расточные инструменты являются популярным выбором для машинного растачивания, растачивания цилиндров и двигателей, а также для любых других ситуаций внутреннего растачивания.
Что такое растачивание в обработке?
При механической обработке расточкой называется процесс расширения уже просверленного (или отлитого) отверстия с помощью однолезвийного режущего инструмента (или расточной головки, содержащей несколько таких инструментов), например, как в расточка ствола орудия или цилиндра двигателя. Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Существуют различные виды сверления. Расточная оправка может поддерживаться на обоих концах (что работает только в том случае, если существующее отверстие является сквозным) или на одном конце (что работает как для сквозных, так и для глухих отверстий). Lineboring (линейное сверление, линейное сверление) подразумевает первое. Обратное растачивание (обратное растачивание, обратное растачивание) — это процесс просверливания существующего отверстия и последующего растачивания на «тыльной» стороне заготовки (относительно передней бабки станка).
Из-за ограничений конструкции инструмента, налагаемых тем фактом, что заготовка в основном окружает расточный инструмент, расточка по своей природе несколько сложнее, чем точение, с точки зрения меньшей жесткости держателя инструмента, повышенных требований к заднему углу (ограничение величины опоры, которая может придаваться режущей кромке), а также трудности контроля получаемой поверхности (размеры, форма, шероховатость поверхности). Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Растачивание и точение имеют абразивные аналоги при внутреннем и наружном круглом шлифовании. Каждый процесс выбирается на основе требований и значений параметров конкретного приложения.
Специальные инструменты для оптимизированного растачивания
В то время как стандартные инструменты для растачивания подходят для многих областей применения, специальные инструменты для растачивания позволяют сосредоточиться на уникальных задачах обработки. Многие мастерские могут сэкономить время, выбрав расточные инструменты по индивидуальному заказу или инструменты для обратного растачивания от Colonial Tool. В зависимости от диаметра требуемого отверстия, формы и толщины материала стандартные отверстия могут не обеспечивать быстрых и стабильных результатов.
Неудовлетворительное растачивание может произойти, когда:
• Ваш расточный инструмент допускает слишком сильную вибрацию или дребезг
• Вам требуются дополнительные проходы из-за неподходящей геометрии инструмента
• Вы не можете настроить инструмент для своего типа детали
• Вы не может быстро заменить или заточить режущие кромки
Не тратьте время, усилия и деньги, пытаясь сделать вашу деталь подходящей для вашего расточной инструмента. Вместо этого выберите специальный расточный инструмент, адаптированный к вашим деталям. Используя специальный расточный инструмент, изготовленный с учетом ваших уникальных процессов, вы увидите повышение производительности и эффективности при сокращении времени простоя и снижении затрат на единицу продукции. Все больше и больше наших клиентов видят преимущества нашей нестандартной конструкции расточных инструментов и выбирают это гибкое решение с добавленной стоимостью.
Спасение в долгосрочной перспективе
Контроль затрат в вашем механическом цехе или производственном цехе означает поиск наилучшего компромисса между качеством инструмента и окупаемостью инвестиций. С помощью нестандартных расточных инструментов от Colonial Tool вы получаете инструменты, которые идеально подходят для ваших нужд и обеспечивают более высокую скорость резания. Вы уменьшите брак и переделок и увидите улучшения в производительности и эффективности, которые быстро окупят ваши расточные инструменты. Такого рода долгосрочная ценность действительно может со временем возрасти, поэтому воспользуйтесь нашим опытом в создании нестандартных расточных инструментов для вашего бизнеса.
С помощью нестандартных расточных инструментов от Colonial Tool вы получаете инструменты, которые идеально подходят для ваших нужд и обеспечивают более высокую скорость резания. Вы уменьшите брак и переделок и увидите улучшения в производительности и эффективности, которые быстро окупят ваши расточные инструменты. Такого рода долгосрочная ценность действительно может со временем возрасти, поэтому воспользуйтесь нашим опытом в создании нестандартных расточных инструментов для вашего бизнеса.
Свяжитесь с нашей командой сегодня, чтобы получить бесплатное предложение и запросить дополнительную информацию о наших нестандартных инструментах. Мы можем предоставить инструменты для линейного растачивания и инструменты для обратного растачивания для широкого диапазона диаметров, материалов и обработки поверхности. Приходите и откройте для себя преимущества доверия такому лидеру, как Colonial Tool, для всех ваших потребностей в нестандартных расточных инструментах.
Ручной инструмент | Типы и факты
ручной инструмент
См. все материалы
все материалы
- Связанные темы:
- столовые приборы
пила
гаечный ключ
чешуйчатый инструмент
тиски
См. всю связанную информацию →
ручной инструмент , любой из инструментов, используемых мастерами в ручных операциях, таких как рубка, долбление, пиление, напильник или ковка. Дополнительные инструменты, часто необходимые в качестве вспомогательных инструментов для придания формы, включают такие инструменты, как молоток для забивания гвоздей и тиски для удерживания. Мастер может пользоваться также инструментами, облегчающими точные измерения: линейкой, делителем, угольником и др. Электроинструменты — обычно ручные инструменты с приводом от двигателя, такие как электрическая дрель или электрическая пила — выполняют многие из старых ручных операций и, как таковые, могут считаться ручными инструментами.
Инструмент — это приспособление или устройство, используемое непосредственно на куске материала для придания ему желаемой формы. Самые ранние из известных орудий труда, найденные в 2011 и 2012 годах в высохшем русле реки недалеко от кенийского озера Туркана, датируются возрастом 3,3 миллиона лет. Нынешний набор инструментов имеет общих предков заостренные камни, которые были ключом к выживанию раннего человека. Камни с грубыми трещинами, сначала найденные, а затем «сделанные» охотниками, нуждавшимися в универсальном инструменте, представляли собой своего рода «нож», которым также можно было рубить, колотить и рыть. В течение огромного промежутка времени возникло множество одноцелевых инструментов. С параллельным развитием земледелия и одомашнивания животных примерно 10 000 лет назад многие требования оседлого образа жизни привели к более высокой степени специализации орудий труда; идентичность топора, тесла, долота и пилы была четко установлена более 4000 лет назад.
Самые ранние из известных орудий труда, найденные в 2011 и 2012 годах в высохшем русле реки недалеко от кенийского озера Туркана, датируются возрастом 3,3 миллиона лет. Нынешний набор инструментов имеет общих предков заостренные камни, которые были ключом к выживанию раннего человека. Камни с грубыми трещинами, сначала найденные, а затем «сделанные» охотниками, нуждавшимися в универсальном инструменте, представляли собой своего рода «нож», которым также можно было рубить, колотить и рыть. В течение огромного промежутка времени возникло множество одноцелевых инструментов. С параллельным развитием земледелия и одомашнивания животных примерно 10 000 лет назад многие требования оседлого образа жизни привели к более высокой степени специализации орудий труда; идентичность топора, тесла, долота и пилы была четко установлена более 4000 лет назад.
Общим знаменателем этих инструментов является удаление материала с заготовки, как правило, с помощью какой-либо формы резки. Таким образом, наличие режущей кромки характерно для большинства инструментов, и главной заботой производителей инструментов было поиск и создание улучшенных режущих кромок. Эффективность инструмента значительно повысилась за счет переделки — подгонки рукоятки к куску острого камня, что давало инструменту лучший контроль, больше энергии или и то, и другое.
Эффективность инструмента значительно повысилась за счет переделки — подгонки рукоятки к куску острого камня, что давало инструменту лучший контроль, больше энергии или и то, и другое.
Ранняя история ручных инструментов
Геологические и археологические аспекты
Посмотрите, как исследователь изготавливает олдованский кремневый отщеп из обсидиана с помощью техники, известной как раскалывание.
Просмотреть все видео к этой статье. геологически это середина плиоценовой эпохи (около 5,3–2,6 млн лет назад). За плиоценом последовала эпоха плейстоцена (от 2,6 млн до 11 700 лет назад), которая закончилась с отступлением последних ледников, когда ее сменила эпоха голоцена (от 11 700 лет назад до настоящего времени). Плейстоцен и каменный век находятся в приблизительном соответствии, так как до первого использования металла около 5000 лет назад камень был основным материалом для инструментов и орудий.
Викторина «Британника»
Назови эту вещь: Викторина вокруг дома
Сначала люди были случайными пользователями инструментов, используя удобные палки или камни для достижения цели, а затем выбрасывая их. Хотя люди, возможно, разделяли эту характеристику с некоторыми другими животными, их отличие от других животных могло начаться с преднамеренного изготовления инструментов по плану и для определенной цели. Особенно ценным был режущий инструмент, потому что из всех плотоядных животных только люди не снабжены рвущими когтями или клыками, достаточно длинными, чтобы прокалывать и разрывать кожу: людям нужны острые инструменты, чтобы добраться до мяса через кожу. Первыми инструментами были расколотые естественным образом куски породы с острыми краями, которыми можно было резать; за ними последовали намеренно отколотые камни. Для археологов обнаружение примитивных, специально изготовленных режущих инструментов указывает и подтверждает раннее присутствие людей на этом месте. Когда-то понятый огонь помогал формировать деревянные орудия до того, как для этой цели стали доступны соответствующие каменные инструменты.
Хотя люди, возможно, разделяли эту характеристику с некоторыми другими животными, их отличие от других животных могло начаться с преднамеренного изготовления инструментов по плану и для определенной цели. Особенно ценным был режущий инструмент, потому что из всех плотоядных животных только люди не снабжены рвущими когтями или клыками, достаточно длинными, чтобы прокалывать и разрывать кожу: людям нужны острые инструменты, чтобы добраться до мяса через кожу. Первыми инструментами были расколотые естественным образом куски породы с острыми краями, которыми можно было резать; за ними последовали намеренно отколотые камни. Для археологов обнаружение примитивных, специально изготовленных режущих инструментов указывает и подтверждает раннее присутствие людей на этом месте. Когда-то понятый огонь помогал формировать деревянные орудия до того, как для этой цели стали доступны соответствующие каменные инструменты.
Огонь также был основой металлургии. Когда в историческое время сила воды и ветра применялась для повседневных задач измельчения зерна и подъема воды, путь к индустриализации был открыт.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Идея связать историю человечества с материалом, из которого были изготовлены инструменты, восходит к 1836 году, когда перед датским археологом Кристианом Юргенсеном Томсеном была поставлена задача выставить недокументированную коллекцию явно древних инструментов и орудий. Томсен использовал три категории материалов — камень, бронзу и железо — для представления того, что, по его мнению, было упорядоченной последовательностью технологического развития. С тех пор эта идея была формализована в обозначении каменного века, бронзового века и железного века.
Система трех веков не применяется к Америке, многим островам Тихого океана или Австралии, местам, в которых не существовало бронзового века до того, как европейские исследователи познакомили местных жителей с продуктами железного века. Каменный век еще вполне реален в некоторых отдаленных районах Австралии и Южной Америки, и он существовал в Новом Свете во время первого визита Колумба.
