Расточном станке: Расточные станки: устройство, принцип работы, виды
Содержание
Расточные станки — Микроном
Отображение 13–21 из 21
Исходная сортировкаПо популярностиПо рейтингуПо новизнеЦены: по возрастаниюЦены: по убыванию
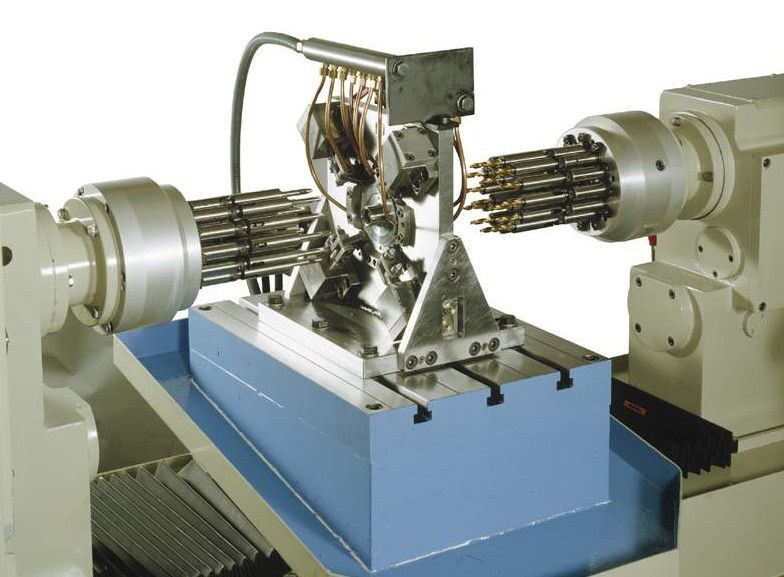
Горизонтально-расточный станок 2А637Ф11
Станок 2А637Ф11 (2А637Ф1, 2А637, 2А637Ф4) предназначен для консольной обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Горизонтально-расточный станок 2Б660Ф11
Горизонтально-расточный станок 2Б660Ф11 (2Б660, 2Б660Ф4) предназначен для растачивания, сверления, зенкерования и развертывания отверстий; торцевое и наружное точение фланцев; фрезерование плоскостей; нарезание резьбы.
Горизонтально-расточный станок 2Е656Ф11
Горизонтально-расточный станок 2Е656 (2Е656Ф11) предназначен для обработки тяжелых корпусных деталей с обработкой отверстий с точным расположением осей, размеры между которыми заданны в прямоугольной системе координат.
Горизонтально-расточный станок 2Н636Ф11
Станок 2Н636Ф11 (2Н636Ф1, 2Н636) применяют для консольной обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.

Горизонтально-расточный станок 2Н637Ф11
Горизонтально-расточный станок 2Н637Ф11 (2Н637Ф1, 2Н637) предназначен для обработки корпусных деталей из чугуна, стали, цветных металлов и их сплавов. На станке выполняются основные расточные операции.
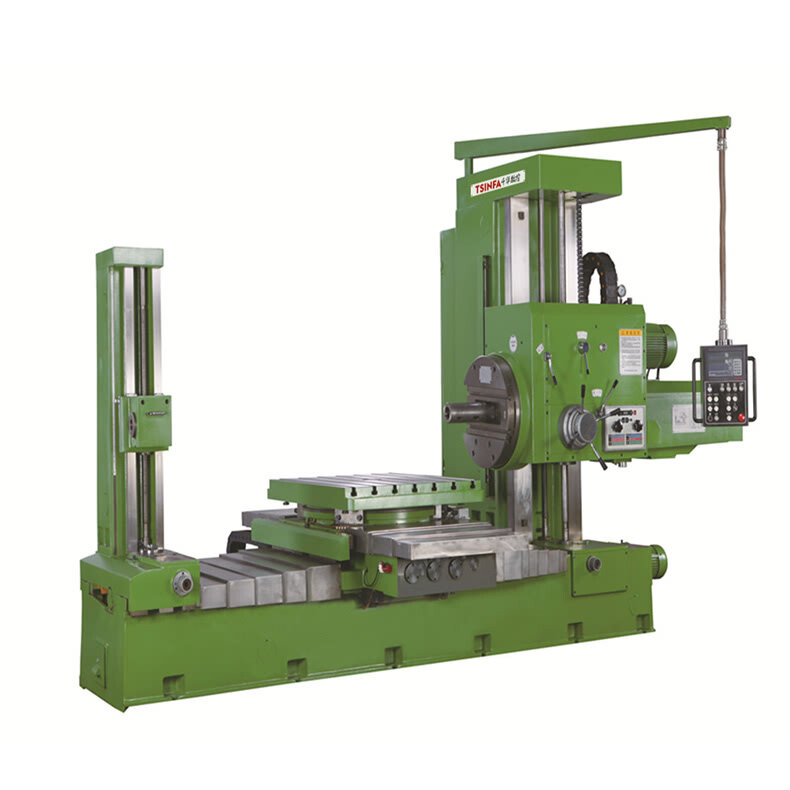
Горизонтальный расточный станок TP(X)611
оризонтальный станок TP(X)611 (TP611) для выполнения основных расточных операций.
К особенностям конструкции можно отнести: рабочая часть станка, колонна и базовая деталь используют направляющие рельсы четырехугольной формы, что обеспечивает высокую стабильность.
Универсальный горизонтально-расточной станок ГРС100
Универсальный горизонтально-расточной станок ГРС100 с поворотным столом представляет собой одну из старейших технологий и концепций универсальных горизонтально-расточных станков с поворотным столом, которые в настоящее время доступны на рынке.
Благодаря современному дизайну, ГРС 100 является универсальным фрезерно-расточным станком, который позволяет эффективно обрабатывать малогабаритные и средне-тяжелые заготовки, сохраняя при этом высокую точность и качество обрабатываемой поверхности.
 ГРС100 осуществляет перемещение по 5 осям (X, Y, Z, W и B).
ГРС100 осуществляет перемещение по 5 осям (X, Y, Z, W и B).Имеет широкую возможность технологического использования в черновых и чистовых расточных операциях, фрезеровании, обтачивании наружных цилиндрических поверхностей и торцов отверстий, сверлении, зенкеровании, развертывании и резьбонарезке. Большое разнообразие различных видов обработки, производимых на универсальном горизонтально-расточном станке ГРС100, позволяет в ряде случаев проводить полную обработку заготовки без её перестановки на другие станки, что особенно важно в тяжелом машиностроении.
Основные характеристики
- универсальный ручной горизонтально-расточный станок,
- жесткая стойка, крестообразный подвижной стол,
- линейных оси + поворотный стол,
- выдвижной рабочий шпиндель,
- планшайба,
- станок предназначен для штучного и мелкосерийного производства,
- подходит как для черновой, так и для чистовой обработки,
- цифровое измерение линейных осей и поворота стола с индикацией позиции,
- по заказу возможно станок оснастить охлаждением инструмента (CHZ), люнетом, направляющим или зажимным фланцем, фрезерным прибором и т д.
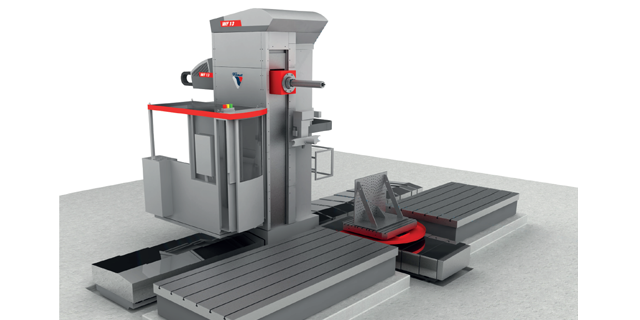
Универсальный горизонтально-расточной станок ГРС13A
Основные характеристики горизонтально-расточного станка ГРС13A:
- полностью управляемый горизонтально-расточной станок
- крестообразное исполнение станин
- 4 линейные оси + поворотный стол
- выдвижной рабочий шпиндель
- станок спроектирован для универсальной обработки в машиностроении
- подходит как для черновой, так и для чистовой обработки
- по заказу возможно станок оснастить автоматической сменой инструмента, охлаждением инструмента (CHZ), охлаждением через ось шпинделя (CHOV), охлаждением туманом или стружковым конвейером
- возможный вариант станка с невыдвижным шпинделем с частотой вращения до 5000 об/мин или электрошпинделем с параметрами требуемыми заказчиком
Управление станком
- все функции станка управляются из пульта ЧПУ, который состоит из клавиатуры, кнопочного пульта и LCD монитора
- зажим и отжим инструмента управляется кнопками на шпиндельной бабке
- управляющий пульт дополнен переносным вспомогательным пультом, который позволяет управлять некоторые базовые функции
- управляющий пульт расположен на площадке оператора, которая находится в зоне перед шпиндельной бабкой
- система управления допускает ручное, полуавтоматическое и автоматическое управление
- в случаи варианта станка с автоматической сменой инструмента, станок дополнительно оснащен переносным пультом управления для смены инструмента, который находится у магазина с инструментом
- стандартный коммуникационный интерфейс поддерживает соединение с заводской сетью для легкой администрации технологических программ или же для диагностики и сервиса системы управления
Фрезерно-расточной станок S450
Станок вертикальный сверлильно-фрезерно-расточный с числовым программным управлением (ЧПУ) и автоматической сменой инструмента (АСИ) класса точности П по ГОСТ 8-82 модели S450 предназначен для комплексной обработки деталей сложной формы.

На станке может производиться сверление, зенкерование, развертывание отверстий, нарезание резьбы метчиками и фрезами, а также получистовое и чистовое прямолинейное и контурное фрезерование деталей, чистовое растачивание отверстий. Станок может быть применен в области производства пресс-форм и штампов, изготовления моделей и для решения других универсальных задач. Фрезерование по литейной корке не допускается.
Станок имеет широкие диапазоны величин подач и частот вращения шпинделя, которые полностью обеспечивают выбор нормативных режимов резания для обработки заготовок из различных конструкционных материалов. На станке программируются координатные перемещения сверлильной головки (ось Z), стола (ось Х), колонны (ось Y), скорость их перемещений, частота вращения шпинделя и работа устройства АСИ.
Станок может быть использован в мелкосерийном и серийном производствах различных отраслей промышленности.

HIGERCOM. Расточные мобильные станки объектного базирования Trawema, Германия.
 .
.
Ремонт отверстий и проушин стрел, рукоятей, ковшей
Посадочные места под
подшипники скольжения
Восстановление отверстий в редукторах, посадки цапфы экскаваторов ЭКГ
Расточка в ремонтный размер
втулок и посадочных отверстий
Ремонт отверстий и проушин стрел, рукоятей, ковшей
Восстановление отверстий в редукторах, посадки цапфы экскаваторов ЭКГ
Расточка в ремонтный
размер втулок и
посадочных отверстий
Посадочные места под подшипники скольжения
Основные данные мобильных расточных станков
Конструкторские решения и инжиниринг мобильных расточных станков
Мобильные расточные станки могут комплектоваться на выбор электро- или сервомотором, гидравлическим или пневматическим приводом
Доработка серийных типовых моделей мобильных расточных станков под задачи и технологические особенности производства
Собственный штат конструкторов
Частичная локализация
немецких типовых станков
Разработка и производство
деталей/узлов в России
Расточная и токарная обработка диаметров
от 35 мм до 3000мм
Обработка торцевых поверхностей диаметром
до 2500мм
Надежный партнер в решении нетиповых задач.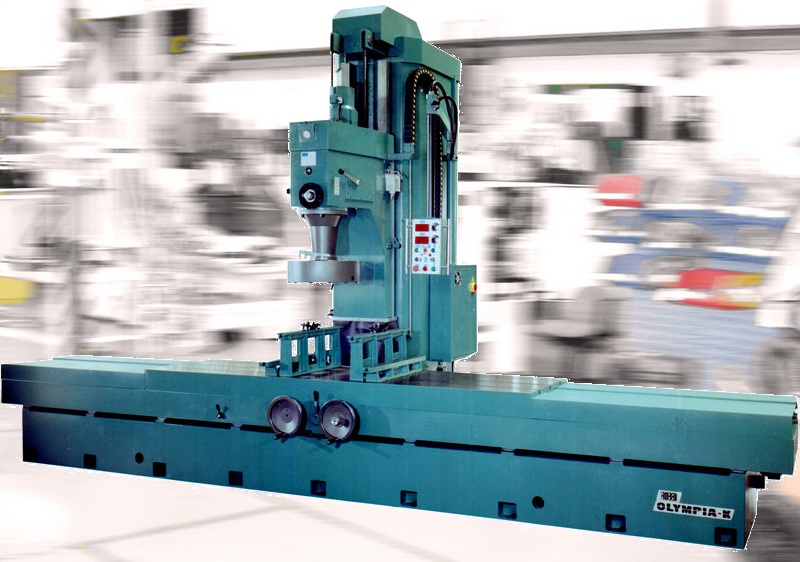
Основные данные мобильных расточных станков
Конструкторские решения и инжиниринг мобильных расточных станков
Мобильные расточные станки могут комплектоваться на выбор электро- или сервомотором, гидравлическим или пневматическим приводом
Доработка серийных типовых моделей мобильных расточных станков под задачи и технологические особенности производства
Собственный штат конструкторов
Частичная локализация
немецких типовых станков
Разработка и производство
деталей/узлов в России
Обработка торцевых поверхностей диаметром до 2500мм
Расточная и токарная обработка диаметров
от 35 мм до 3000мм
Надежный партнер в решении нетиповых задач.
Мобильные расточные станки TRAWEMA
Диаметр расточной оправки: 45 мм
Диаметр растачивания: 50 мм-350 мм
Варианты привода: электрический, пневматический или гидравлический
TBM57/60
Диаметр расточной оправки:
57,15 мм или 60 мм
Диаметр растачивания: 64-450 мм
Дополнительный диаметр:
50 мм-600 мм
Диаметр расточной оправки: 70 мм
Диаметр растачивания:
180 мм-650 мм
Дополнительный диаметр:
180-850 мм
TBM200
Диаметр расточной оправки: 200 мм
Диаметр расточки: 800-3050 мм
Варианты привода: электрический, пневматический или гидравлический
Варианты привода: электрический, пневматический или гидравлический
Варианты привода: электрический, пневматический или гидравлический
Диаметр расточной оправки: 45 мм
Диаметр растачивания: 50 мм-350 мм
Варианты привода: электрический, пневматический или гидравлический
Диаметр расточной оправки:
57,15 мм или 60 мм
Диаметр растачивания: 64-450 мм
Дополнительный диаметр:
50 мм-600 мм
Варианты привода: электрический, пневматический или гидравлический
Диаметр расточной оправки: 70 мм
Диаметр растачивания:
180 мм-650 мм
Дополнительный диаметр:
180-850 мм
Варианты привода: электрический, пневматический или гидравлический
Диаметр расточной оправки: 200 мм
Диаметр расточки: 800-3050 мм
Варианты привода: электрический, пневматический или гидравлический
Расточной станок объектного базирования Trawema
Расточной станок объектного базирования Trawema
Расточной станок объектного базирования Trawema
Расточной станок объектного базирования Trawema
Мобильные расточные станки
TRAWEMA
TBM57/60
Диаметр расточной оправки: 57,15 мм или 60 мм
Диаметр растачивания: 64-450 мм
Дополнительный диаметр: 50 мм-600 мм
Варианты привода: электрический, пневматический или гидравлический
Диаметр расточной оправки: 45 мм
Диаметр растачивания: 50 мм-350 мм
Варианты привода: электрический, пневматический или гидравлический
Диаметр расточной оправки: 70 мм
Диаметр растачивания: 180 мм-650 мм
Дополнительный диаметр: 180-850 мм
Варианты привода: электрический, пневматический или гидравлический
TBM200
Диаметр расточной оправки: 200 мм
Диаметр расточки: 800-3050 мм
Варианты привода: электрический, пневматический или гидравлический
Расточной станок объектного базирования Trawema
Расточной станок объектного базирования Trawema
Расточной станок объектного базирования Trawema
Расточной станок объектного базирования Trawema
Ремонт труднодоступных мест
Сборка на месте выполнения ремонта
Механическая обработка без демонтажа деталей и узлов, имеющих большие и массогабаритные характеристики
Произведение металлообработки непосредственно на детали / узле / объекте
Разработка и производство оснастки позволяет расширить варианты обработки поверхностей на базе одного станка
Мобильные станки Trawema обеспечивают автоматическую обработку с высокой точностью
Модульная сборно-разборная конструкция.![]() Позволяет транспортировать мобильные станки к объекту выполнения работ с сохранением высокой точности и параметров обработки.
Позволяет транспортировать мобильные станки к объекту выполнения работ с сохранением высокой точности и параметров обработки.
Установка в ограниченных пространствах. Возможна благодаря компактности станков, мобильности и инжиниринговой конструкторской доработке под потребности производства.
Ремонт труднодоступных мест
Сборка на месте выполнения ремонта
Произведение металлообработки непосредственно на детали / узле / объекте
Разработка и производство оснастки позволяет расширить варианты обработки поверхностей на базе одного станка
Мобильные станки Trawema обеспечивают автоматическую обработку с высокой точностью
Модульная сборно-разборная конструкция. Позволяет транспортировать мобильные станки к объекту выполнения работ с сохранением высокой точности
и параметров обработки.
Установка в ограниченных пространствах. Возможна благодаря компактности станков, мобильности и инжиниринговой
конструкторской доработке под
потребности производства.
Механическая обработка без демонтажа деталей и узлов, имеющих большие и массогабаритные характеристики
Знаем всё о металлообработке
и имеем массу практических наработок
Все оборудование
проходит предпродажную подготовку с возможностью выдачи протокола испытаний согласно ГОСТ
Отдел технического контроля
Контроль качества
Знаем всё о металлообработке
и имеем массу практических наработок
Все оборудование
проходит предпродажную подготовку с возможностью выдачи протокола испытаний согласно ГОСТ
Отдел технического контроля
Контроль качества
3. Виды работ, выполняемые на расточных станках.
Расточные станки предназначены
для обработки крупных и громоздких
деталей в условиях индивидуального и
серийного производства, которым
трудно сообщить вращательное главное
движение. Обрабатываемую деталь
закрепляют на столе станка или на плите.
На рис. 3.1 приведены основные
3.1 приведены основные
технологические операции, выполняемые
на расточных станках. Это широкоуниверсальные
станки, на которых возможно осуществлять
черновое и чистовое растачивание
отверстий, фрезерование плоскостей,
сверление, зенкерование, развертывание
отверстий, нарезание наружной и
внутренней резьбы и другие
технологические операции. Такое
разнообразие видов обработки,
выполняемых на расточных станках, дает
возможность производить полную обработку
деталей без перестановки ее на другие
станки.
На станке осуществляется
вращение шпинделя при выполнении всех
основных видов работ и вращение планшайбы
при обтачивании торцов радиальным
суппортом. При сверлении, зенкеровании,
развертывании и растачивании выдвижному
шпинделю подачи (или столу) сообщают
движение в продольном направлении. При
растачивании отверстия резец устанавливают
в борштанге, один конец которой закреплен
в шпинделе, а другой вращается в
подшипнике люнета стойки. При
фрезеровании плоскостей осуществляют
подачу выдвижного шпинделя, несущего
фрезу, или стол получает перемещение в
поперечном направлении. На станке
На станке
возможно осуществлять точные повороты
стола на 90 и 180°.
Рис.
3.1
Виды
работ, выполняемых на расточных станках,
и необходимые перемещения:
1 —
обточка фланца резцом, укрепленным на
планшайбе; 2 — подрезка одного торца
резцом, а другого двумя резцами,
расположенными на планшайбе; 3
— растачивание
отверстия резцов; 4
— обработка
канавки; 5
—
наружная обточка втулки резцом,
установленным на планшайбе; 6
—
растачивание отверстия резцовой
пластинкой, укрепленной в борштанге; 7
— нарезание резьбы метчиком; 8
— растачивание
отверстия пластиной; 9
— подрез
резцом от летучего суппорта; 10
— наружное
обтачивание; 11 — подрезка торца втулки;
12
—
растачивание отверстия пластиной; 13
—
фрезерование торца резцовой головкой;
14
— фрезерование торца резцовой головкой;
15
—
растачивание отверстия резцовой
головкой укрепленной на бортштанге
На рис. 4.1 приведены основные типы
горизонтально-расточных станков общего
назначения. Их делят на три группы: А, Б
Их делят на три группы: А, Б
и В.
Станки типа А выпускают без задней (рис.
4.1, а) и с задней стойкой 7 (рис. 4.1, б).
Станки без задней стойки имеют меньшую
длину станины 4. Станки типа А имеют
неподвижную переднюю стойку, прикрепленную
к станине 4. По вертикальным направляющим
стойки 1 перемещается шпиндельная бабка
2, в которую вмонтирован выдвижной
шпиндель 6, имеющий кроме вращательного
движения и перемещение вдоль собственной
оси. Поворотный стол 5 станка с
неподвижной передней стойкой имеет
продольное и поперечное перемещения.
Задняя стойка 7 с люнетом предназначена
для поддержания свободного конца
борштанги. Станки типа А изготовляют
как с радиальным суппортом 3, расположенным
на наружной поверхности планшайбы, так
и без него. Эти станки, например
горизонтально-расточной станок мод.
2620В, предназначены для обработки
корпусных деталей, имеющих точные
отверстия, связанные между собой
точными расстояниями.
Станки типа Б (рис. 4. 1, в) отличаются от
1, в) отличаются от
станков типа А тем, что имеют
продольно-подвижную переднюю стойку и
стол в направлении, перпендикулярном
оси шпинделя. В станке не происходит
свешивание стола с направляющих при
его крайних положениях, что существенно
повышает точность обработки тяжелых
корпусных деталей. Конструкция
шпиндельной бабки в основном аналогична
шпиндельным бабкам станков типа А.
Задняя стойка также продольно-подвижная
и снабжена люнетом для поддержания
борштанги при расточке длинных отверстий.
Станки типа В (рис. 4.1, г) предназначены
для черновой и чистовой обработки
крупных и тяжелых деталей машин. На
фундаменте установлены станина станка
и плита. Плита предназначена для
установки и закрепления обрабатываемой
заготовки и установки задней стойки
с люнетом. По вертикальным направляющим
стойки с помощью ходового винта перемещают
шпиндельную бабку.
Перемещение салазок передней стойки в
продольном и поперечном направлениях
осуществляют с помощью червячно-реечных
передач.
Чем больше размеры и масса обрабатываемой
заготовки, тем меньшую подвижность она
имеет на станке. Так на станках, показанных
на рис. 4.1, а — в, заготовку располагают
на перемещающемся столе станка, а на
станке, показанном на рис. 4.1, г, она не
может быть расположена на столе станка
из-за больших размеров и массы, поэтому
ее располагают на специальной плите
неподвижно, по существу, вне станка.
Основной характеристикой
горизонтально-расточного станка является
диаметр шпинделя: для станков группы
А—80, 90 и 110 мм; для станков группы Б —
150 и 220 мм, а для станков группы В — до
320 мм.
Таким образом, условно можно считать,
что станки группы А предназначены для
обработки сравнительно небольших
деталей, станки группы Б —для средних,
а станки группы В — для особо тяжелых
и громоздких деталей. Рабочая поверхность
поворотных столов имеет размеры от
800×900 до 1600×1800 мм. Класс точности станков
— Н и выше.
В горизонтально-расточных станках
проведена широкая унификация. Так,
Так,
в горизонтально-расточных станках мод.
2620В и 2620Г диаметр выдвижного шпинделя
равен 20 мм, а в станках мод. 2622В и 2622Г он
принят равным 110 мм. Остальные параметры
станков одинаковы: вертикальное
перемещение шпиндельной бабки принято
равным 1000 мм; величину перемещения
шпинделя в станках регулируют бесступенчато
в пределах 2,2—1760 мм/мин; величины
вертикальной подачи шпиндельной бабки
и подачи стола регулируют бесступенчато
в пределах 1,4—1110 мм/мин.
Станки мод. 2620В и 2622В с задней стойкой,
станки мод. 2620Г и 2622Г без нее, кроме того,
станки мод. 2620В и 2620Г снабжены радиальным
суппортом, а станки мод. 2622В и 2622Г не
имеют радиального суппорта.
На базе горизонтально-расточных станков
нормальной точности выпускают станки
повышенной точности мод. 2622П с увеличенным
диаметром шпинделя и экранной оптикой.
В качестве специальных станков назовем
переносные расточные станки. Широко
применяют горизонтально-расточные
станки мод. 2636, 2636Г, 2637 и 2637Г. Станки мод
2636, 2636Г, 2637 и 2637Г. Станки мод
2636 и 2636Г имеют подвижной шпиндель
диаметром 125 мм и встроенную планшайбу
с радиальным суппортом, станки мод.
2636, 2637 — выдвижной шпиндель с увеличенным
диаметром (160 мм). Станки мод 2636, 2637 имеют
заднюю стойку с люнетом Станки мод.
2636Г и 2637Г выпускают без задней стойки,
с укороченной станиной.
Отечественные горизонтально-расточные
станки обладают повышенной точностью,
жесткостью, виброустойчивостью, большой
мощностью главного привода, большой
быстроходностью и высокой степенью
автоматизации управления. Движение
подачи каждого элемента станка
осуществляют от электродвигателей
постоянного тока, с большим диапазоном
регулирования. Некоторые серийно
выпускаемые станки оснащены устройствами
числового программного управления
(ЧПУ).
Рис. 4.1
Основные типы
горизонтально-расточных станков
Буровой станок
— Herrenknecht AG
Шнекобуровые станки в работе
Шнеково-бурильные станки используются для успешного монтажа канализационных каналов и трубопроводов, а также для пересечения под инфраструктурой. Расточные станки, предлагаемые Herrenknecht в сотрудничестве с Bohrtec GmbH, выделяются по сравнению с традиционными методами строительства благодаря своим техническим, экономическим и экологическим преимуществам. Основная область их применения – проходка подземных труб сравнительно небольшого диаметра от 0,1 до 1,4 метра с длиной проходки до 120 метров.
Расточные станки, предлагаемые Herrenknecht в сотрудничестве с Bohrtec GmbH, выделяются по сравнению с традиционными методами строительства благодаря своим техническим, экономическим и экологическим преимуществам. Основная область их применения – проходка подземных труб сравнительно небольшого диаметра от 0,1 до 1,4 метра с длиной проходки до 120 метров.
Длиннорамный станок типа BM600LSC для точного подъема труб длиной до 18 м.
Простой базовый принцип, эффективная технология проходки тоннелей
Шнековые бурильные машины работают по принципу транспортировки грунта шнеками. Они обеспечивают высокую производительность при проходке тоннелей в подвижных сухих мягких грунтах. Принцип настолько же умен, насколько и прост: шнеки, расположенные внутри стального корпуса, передают крутящий момент от привода к режущей головке. В то же время они транспортируют вынутый материал из забоя туннеля в пусковую шахту. Таким образом, бур забивается в грунтовую трубу за трубой. В целевом стволе стальные кожухи извлекаются по мере установки продуктопроводов.
В то же время они транспортируют вынутый материал из забоя туннеля в пусковую шахту. Таким образом, бур забивается в грунтовую трубу за трубой. В целевом стволе стальные кожухи извлекаются по мере установки продуктопроводов.
Компактные машины показывают свои преимущества, особенно на тесных городских рабочих площадках.
Рулевое управление по необходимости
Выбор метода рулевого управления в значительной степени зависит от длины привода и требуемой степени точности бурения. Для коротких поездок в основном используются неуправляемые машины. Чем длиннее отдельные трубы, тем точнее сверление. В случае более длинных проходов с более высокой точностью в первую очередь выполняется управляемый, вытесняющий почву пилотный бур к целевому стволу. Направление и наклон пилотного бура точно и постоянно контролируются с помощью оптической системы наблюдения. Впоследствии доступны различные методы расширения скважин в зависимости от диаметра.
Впоследствии доступны различные методы расширения скважин в зависимости от диаметра.
Принцип действия
Двустенные пилотные буровые штанги с оптическим путем вдавливаются в землю и позволяют осуществлять управляемое бурение в подвижных грунтах
Во время бурения с расширением грунт в забое тоннеля разрыхляют различные землеройные инструменты
Ковш для сбора вынутого грунта, транспортируемого шнеками, обратно в пусковой вал
Трубы вдавливаются домкратом в грунт, и крутящий момент передается на режущую головку через шнеки
Вынутый грунт транспортируется шнеками к пусковой шахте
Оператор управляет шнекобуровой машиной через пропорциональные клапаны непосредственно на бурильной установке
Извлекаемый защитный стальной кожух со встроенным шнеком следует за направляющей буровой штангой
Запатентованная шнек грунтовых вод позволяет работать в грунтовых водах на высоте до 3 м над перевернутой трубой
Необходимый крутящий момент передается на шнеки гидромотором с цепной передачей
Правильная технология для работы
Компактные машины используются в черте города и в стесненных условиях на стройплощадке. Если нехватка места на строительной площадке играет незначительную роль, идеальным выбором являются так называемые машины с длинной рамой. Благодаря модульно-раздвижной конструкции рамы они позволяют поддомкрачивать стальные трубы длиной до 18 метров.
Если нехватка места на строительной площадке играет незначительную роль, идеальным выбором являются так называемые машины с длинной рамой. Благодаря модульно-раздвижной конструкции рамы они позволяют поддомкрачивать стальные трубы длиной до 18 метров.
Краткий обзор принципа действия:
Различные инструменты для выемки грунта удаляют грунт
Шнеки транспортируют извлеченный материал к пусковой шахте
Подъемно-бурильный узел в пусковой шахте толкает режущую головку вперед через подъемные трубы
Подъем труб
Специальные разработки для новых применений
В несмещаемых грунтах или горных породах управляемое пилотное бурение невозможно. Для удовлетворения этих особых требований Bohrtec и Herrenknecht совместно разработали запатентованную технологию Front Steer. Буровая головка выкапывает грунт или горную породу прочностью до 20 МПа. Материал удаляется в пусковую шахту с помощью полых шнеков с непрерывным ходом для оптической системы съемки. Это позволяет бурить скважины с точностью до миллиметра также в твердых геологических породах и мягких породах. Для подъема стальных труб без шнеков с полым штоком в качестве маркшейдерской системы используется электронная система выравнивания воды с инклинометром. Это означает, что эту технологию можно использовать для любой буровой машины и с обычными шнеками. Решения, разработанные специально для нужд клиентов и проектов, дополняют это предложение и расширяют возможности применения этой технологии. Примерами являются шнек грунтовых вод для бурения до 3 метров ниже уровня грунтовых вод, погружной молот для проходки стальных труб с направляющими в крепких породах, выдвижные направляющие штанги с двойными стенками для тупиковых бурений при прокладке дренажных трубопроводов и Отверстие для протягивания пластиковых труб.
Это позволяет бурить скважины с точностью до миллиметра также в твердых геологических породах и мягких породах. Для подъема стальных труб без шнеков с полым штоком в качестве маркшейдерской системы используется электронная система выравнивания воды с инклинометром. Это означает, что эту технологию можно использовать для любой буровой машины и с обычными шнеками. Решения, разработанные специально для нужд клиентов и проектов, дополняют это предложение и расширяют возможности применения этой технологии. Примерами являются шнек грунтовых вод для бурения до 3 метров ниже уровня грунтовых вод, погружной молот для проходки стальных труб с направляющими в крепких породах, выдвижные направляющие штанги с двойными стенками для тупиковых бурений при прокладке дренажных трубопроводов и Отверстие для протягивания пластиковых труб.
Экологически чистые и зарекомендовавшие себя во всем мире
Буровые станки производства Bohrtec и Herrenknecht уже успешно зарекомендовали себя в сотнях операций по всему миру. Благодаря простому принципу прокладки туннелей и расширенному диапазону применения они позволяют быстро и безопасно прокладывать трубопроводы и подключения к дому с минимальными затратами и с минимальным воздействием на окружающую среду.
Благодаря простому принципу прокладки туннелей и расширенному диапазону применения они позволяют быстро и безопасно прокладывать трубопроводы и подключения к дому с минимальными затратами и с минимальным воздействием на окружающую среду.
РАСТОЧНЫЕ СТАНКИ
РАСТОЧНЫЕ СТАНКИ
800-255-9311 8:00-16:30 по центральному времени [email protected]
МЫ МОЖЕМ
ПРОСТО
КОРАБЛЬ
МЕЖДУНАРОДНЫЙ
НАЖМИТЕ ЗДЕСЬ
# HD-9H , Классический блок питания « Porta-Mole «. Наша самая популярная подземная буровая машина. нажмите здесь для просмотра видео
# TR-3.5B , Блок питания Эконом « Туннель-Крыса «. Наша самая недорогая подземная буровая установка.
# ТМ-5,5Н , Понижающий силовой агрегат « Траншейный крот «. Заявка на патент – единственная бурильная машина, которая опускает приводной блок в траншею. нажмите здесь для видео
# EZ-101 , Ручной и сверлильный станок « EZ-Auger «. Нажмите здесь для просмотра видео
# TM-9HD , Понижающий силовой агрегат « Trench-Mole HD «. Заявка на патент – единственная бурильная машина, которая опускает приводной блок в траншею. нажмите здесь для просмотра видео
# SM-11WD , Понижающий энергоблок « Trench-Mole HD «. Колесный, гидростатический привод, 11 л.с. Лучшая машина для очистки водостоков.
#PV1000, Карьерная машина #PVTR1, Пакет прицепа
#HAUL1, Микроприцеп «HAUL-ALL». Вмещает машину и все принадлежности в одном компактном блоке.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ВСЕ ХАРАКТЕРИСТИКИ
траншеекопатели, земляные буры, буровые установки для столбов, подземное буровое оборудование, портом, очистка водопропускных труб, земляные буровые шнеки, бестраншейная технология, долота, съемники, оптоволокно, оптика, инструменты для прокладки кабеля
, инструменты для укладки труб, бестраншейная технология, ирригация и строительные инструменты, прокат оборудования, подземное бурение, горизонтальное бурение, траншея
4032.00 — Наладчики сверлильных и расточных станков, операторы и тендерщики по металлу и пластмассе
Установка, эксплуатация или обслуживание сверлильных станков для сверления, растачивания, развертывания, фрезерования или зенкования металлических или пластмассовых деталей.
Образец заявленных должностей:
Оператор сверлильного станка, Оператор сверления с ЧПУ (оператор сверления с числовым программным управлением), Оператор станка с ЧПУ (машинист с числовым программным управлением), Оператор сверла, Оператор сверлильного станка, Оператор наладки сверла, Оператор станка, Оператор перфоратора, Оператор радиального сверления, Оператор наладочного станка
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню Сайты O*NET в нижней части любой страницы в разделе «Мой следующий шаг».
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню Сайты O*NET внизу любой страницы в My Next Move for Veterans.
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Puede regresar usando el botón Atrás en su navegador, o eligiendo «O*NET OnLine» en el menu Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Документирование/запись информации — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме.
Обращение с предметами и их перемещение — Использование рук и рук при обращении, установке, расположении и перемещении материалов и манипулировании вещами.
Проверка оборудования, конструкций или материалов — Проверка оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.

Обработка информации — Сбор, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных.
Анализ данных или информации — Определение основных принципов, причин или фактов информации путем разбиения информации или данных на отдельные части.
Обновление и использование соответствующих знаний — Постоянное техническое обновление и применение новых знаний в своей работе.
Интерпретация значения информации для других — Перевод или объяснение того, что означает информация и как ее можно использовать.
Составление, компоновка и спецификация технических устройств, частей и оборудования — Предоставление документации, подробных инструкций, чертежей или спецификаций, чтобы рассказать другим о том, как устройства, части, оборудование или конструкции должны быть изготовлены, сконструированы, собраны, изменены, сохранены или использованы.

Креативное мышление — Разработка, проектирование или создание новых приложений, идей, отношений, систем или продуктов, включая творческий вклад.
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движений всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами.
Ремонт и техническое обслуживание электронного оборудования — Обслуживание, ремонт, калибровка, регулировка, точная настройка или испытание машин, устройств и оборудования, которые работают в основном на основе электрических или электронных (не механических) принципов.
Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей.

вернуться к началу
Детальная рабочая деятельность
Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям.
Ознакомьтесь с рабочими заданиями или другими инструкциями, чтобы определить спецификации продукта или требования к материалам.
Просмотрите чертежи или другие инструкции, чтобы определить рабочие методы или последовательности.
Изучите чертежи или другие инструкции, чтобы определить требования к настройке оборудования.
Сверление отверстий в деталях, оборудовании или материалах.
Нанесение направляющих линий или маркировки на материалы или детали с использованием шаблонов или других ссылок.
Выровняйте детали или заготовки, чтобы обеспечить правильную сборку.
Замените изношенные компоненты оборудования.
Установите органы управления оборудованием в соответствии со спецификациями резки.

Установка материалов или заготовок на производственное оборудование.
Наблюдайте за работающим оборудованием для выявления неисправностей.
Поднимать материалы или заготовки с помощью кранов или другого подъемного оборудования.
Сигнал другим для координации работы.
Отрегулируйте органы управления оборудованием, чтобы отрегулировать поток охлаждающей жидкости.
Установка приспособлений или инструментов на производственное оборудование.
Сборка металлических или пластиковых деталей или изделий.
Управление шлифовальным оборудованием.
Затачивание режущих или шлифовальных инструментов.
Поиск профессий, связанных с несколькими подробными видами деятельности
вернуться к началу
Рабочий контекст
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — 93% ответили «Каждый день».

Важность точности или точности — 70% ответили «Чрезвычайно важно».
Продолжительность типичной рабочей недели — 79% ответили «Более 40 часов».
Личные обсуждения — 52% ответили «Каждый день».
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 57% ответили «Постоянно или почти постоянно».
Давление времени — 51% ответили «Каждый день».
Работа с рабочей группой или командой — 56 % ответили «чрезвычайно важно».
Звуки, уровень шума отвлекают или вызывают дискомфорт — 56 % ответили «Каждый день».
Воздействие загрязняющих веществ — 61% ответили «Каждый день».
Контакт с другими — 51% ответили «Постоянный контакт с другими».

Свобода принимать решения — 40% ответили «Много свободы».
Воздействие опасного оборудования — 54% ответили «Каждый день».
Структурированная и неструктурированная работа — 39% ответили: «Много свободы».
Проводить время стоя — 50% ответили «Более половины времени».
Влияние решений на сотрудников или результаты компании — 35 % ответили «Важные результаты».
Темп определяется скоростью оборудования — 52 % ответили «Чрезвычайно важно».
В помещении с экологическим контролем — 27% ответили «Никогда».
Координация или руководство другими — 40% ответили «Важно».
Частота принятия решений — 54% ответили «Каждый день».
Последствие ошибки — 29% ответили «Крайне серьезно».
Ответственность за здоровье и безопасность других — 39% ответили «Высокая ответственность».
Важность повторения одних и тех же задач — 26% ответили «Чрезвычайно важно».
Ответственность за итоги и результаты — 39% ответили «Умеренная ответственность».
Тратьте время на повторяющиеся движения — 32% ответили «Постоянно или почти постоянно».
Физическая близость — 49% ответили «Немного близко (например, общий офис)».
вернуться к началу
Рабочая зона
- Должность
- Рабочая зона 2: необходима некоторая подготовка
- Образование
- Для этих профессий обычно требуется диплом средней школы.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.

- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship.
 gov
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно.
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер.
Эксплуатация и управление — Управление работой оборудования или систем.
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах.
Активное слушание — Уделять полное внимание тому, что говорят другие люди, тратить время на то, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время.
Решение сложных проблем — Выявление сложных проблем и анализ соответствующей информации для разработки и оценки вариантов и реализации решений.

Критическое мышление — Использование логики и рассуждений для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам.
Оценка и принятие решений — Рассмотрение относительных затрат и выгод возможных действий для выбора наиболее подходящего.
Разговор — Общение с другими для эффективной передачи информации.
Тайм-менеджмент — Управление своим временем и временем других.
вернуться к началу
Знания
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального повышения эффективности производства и распределения товаров.
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание.

Английский язык — Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику.
Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг.
Образование и обучение — Знание принципов и методов разработки учебных планов и обучения, преподавания и инструктажа для отдельных лиц и групп, а также измерения результатов обучения.
Дизайн — Знание методов проектирования, инструментов и принципов, используемых в производстве точных технических планов, чертежей, чертежей и моделей.
Администрирование и управление — Знание принципов бизнеса и управления, связанных со стратегическим планированием, распределением ресурсов, моделированием человеческих ресурсов, методами лидерства, производственными методами и координацией людей и ресурсов.

вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил:
Требуется аттестат о среднем образовании или его эквивалент подробнееответил:
Какой-то колледж, степень не требуется подробнееответил:
Требуется степень младшего специалиста
наверх
Способности
Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).

Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Информационное упорядочение — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема существует.
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении.

Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь.
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Контроль скорости — Способность рассчитывать время ваших движений или движения части оборудования в ожидании изменений скорости и/или направления движущегося объекта или сцены.
Визуализация — Способность представлять, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены.
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме.
Категория Гибкость — Способность генерировать или использовать различные наборы правил для комбинирования или группировки вещей различными способами.

Дедуктивное рассуждение — Способность применять общие правила к конкретным задачам для получения осмысленных ответов.
Far Vision — Возможность видеть детали на расстоянии.
Индуктивное мышление — Способность объединять фрагменты информации для формирования общих правил или выводов (включает в себя нахождение связи между, казалось бы, не связанными событиями).
Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие понимали.
Скорость восприятия — Способность быстро и точно сравнивать сходства и различия между наборами букв, цифр, объектов, изображений или узоров. Сравниваемые предметы могут быть представлены одновременно или один за другим. Эта способность также включает в себя сравнение представленного объекта с запомненным объектом.
Письменное выражение — Способность излагать информацию и идеи в письменной форме так, чтобы другие могли ее понять.

вернуться наверх
Проценты
Код интереса: RCI
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные занятия часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и процедур. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать.
Расследователь — Следственная деятельность часто связана с работой с идеями и требует обширного мышления.
 Эти занятия могут включать в себя поиск фактов и мысленное решение проблем.
Эти занятия могут включать в себя поиск фактов и мысленное решение проблем.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые удовлетворяют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги.
Условия труда — Профессии, отвечающие этой ценности работы, обеспечивают гарантии занятости и хорошие условия труда. Соответствующими потребностями являются активность, вознаграждение, независимость, безопасность, разнообразие и условия труда.
к началу страницы
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.

Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.
Честность — Работа требует честности и этичности.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Настойчивость — Работа требует настойчивости перед лицом препятствий.

Инициатива — Работа требует готовности брать на себя ответственность и решать задачи.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Инновации — Работа требует творческого подхода и альтернативного мышления для разработки новых идей и ответов на связанные с работой проблемы.
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе.

вернуться к началу
Тенденции в области заработной платы и занятости
- Медианная заработная плата (2021 г.)
- 18,55 долл. США в час, 38 580 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2020)
- 9 100 сотрудников
- Прогнозируемый рост (2020-2030)
Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 700
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
