Реле времени для контактной сварки своими руками: Контактная точечная сварка для аккумуляторов 18650 своими руками и схема реле времени (таймера) с трансформаторами
Содержание
Микроконтроллерный таймер для споттера своими руками
Микроконтроллерный таймер для споттера своими руками
Под термином «споттер» в данной статье понимается установка точечной контактной сварки, используемая в первую очередь автомобилистами и кузовщиками, для быстрой точечной приварки к кузову различных вспомогательных элементов, таких как шайбы, крючки, проволока и прочее, для последующей вытяжки и выравнивания поверхности.
Точечная сварка основана на принципе выделения тепла на переходном сопротивлении соприкасающихся свариваемых элементов. Поэтому задачей споттера является подача в место свариваемого контакта мощного импульса тока (I=800..1200А, U=5В) при нажатии соответствующей кнопки на «пистолете». При точечной сварке необходимо контролировать длительность импульса (обычно она не превышает 0,5 с). Далее в статье будут рассмотрен принцип работы силовой схемы, схема и принцип работы таймера.
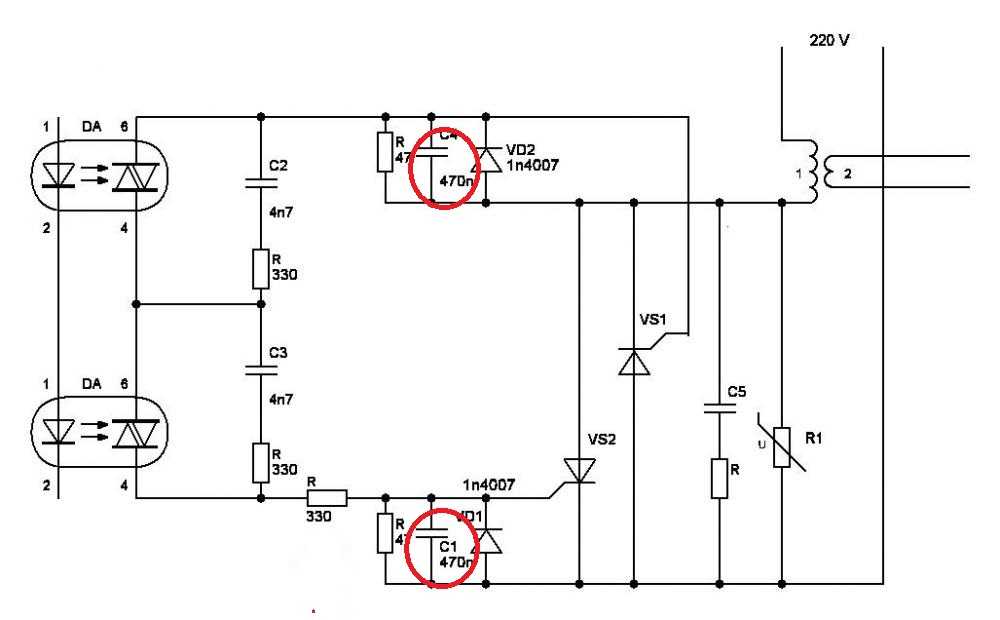
Довольно распространенной схемой силовой части самодельного трансформаторного споттера является схема, приведенная на рисунке 1.
Рисунок 1 — Схема силовой части.
Как видно по схеме, коммутация производится тиристором на стороне первичной обмотки силового трансформатора. Можно использовать и симистор, тогда отпадет необходимость в диодном мосте. Для задания длительности импульса тока на выходе необходимо поддерживать напряжение на управляющем электроде тиристора в течение соответствующего времени (длительности выходного импульса). Но следует иметь ввиду, что даже если управляющее напряжение уже снято, обычный незапираемый тиристор не закроется пока ток, проходящий через него, не упадет ниже тока удержания (в данной схеме ток достигает нуля 100 раз в секунду). Самый простой способ управления тиристором — RC-цепочка с регулировочным резистором (для изменения постоянной времени) и подзарядкой конденсатора от дополнительного источника низкого напряжения. Но этот способ далее не рассматривается.
Для более точного задания длительности разработан простой таймер на базе контроллера ATtiny2313. Длительность импульса регулируется двумя кнопками и может принималь значения от 0,01с до 0,5с с дискретостью 0,01с. На 7-сегментном индикаторе отображаются цифры, соответствующие заданной длительности в сотых долях секунды. Но, благодаря описанному выше свойству незапираемых тиристоров, реальная длительность выходного импульса может отличаться от заданой на время до 10мс (один полупериод). Схема споттера с микроконтроллерным управлением представлена на рисунке 2.
Длительность импульса регулируется двумя кнопками и может принималь значения от 0,01с до 0,5с с дискретостью 0,01с. На 7-сегментном индикаторе отображаются цифры, соответствующие заданной длительности в сотых долях секунды. Но, благодаря описанному выше свойству незапираемых тиристоров, реальная длительность выходного импульса может отличаться от заданой на время до 10мс (один полупериод). Схема споттера с микроконтроллерным управлением представлена на рисунке 2.
Рисунок 2 — Полная схема споттера.
Элементы, помеченные * на ноге Reset не обязательны, но их желательно ставить для снижения вероятности ложных сбросов из-за возможных наводок на этой ноге. Так как разводка плат выполнена для однослойного текстолита, некоторые аноды одноименных сегментов двух цифр LED-индикатора соединены перемычками со стороны дорожек.
Схема работает следующим образом. При подаче питания на схему управления выполнение программы контроллером начинается с момента, когда конденсатор на ноге Reset зарядится до напряжения логической единицы. После запуска контроллер выполняет функции динамической индикации и опроса кнопок. Опрос кнопок происходит по таймеру примерно 4 раза в секунду. При нажатии на кнопку подачи импульса на «пистолете» (обозначена пунктиром), на ноге PD2 появляется логическая единица (5В), единица снимается через заданное время, которое отображается на светодиодном индикаторе в виде сотых долей секунды. Сигнал с вывода микроконтроллера усиливается по току повторителем на КТ972, так как для управления используемым оптотиристором ТО142-80 необходимо подавать ток не менее 120 мА на его внутренний светодиод. Оптронный тип тиристора выбран из простоты организации гальванической развязки цепей управления от силовых. В прошивке контроллера реализованы два режима работы: импульсный (по умолчанию) и непрерывный. Выбор режима, установка длительности (больше/меньше) осуществляется тремя кнопками. В непрерывном режиме длительность подачи сигнала управления тиристором зависит от длительности нажатия кнопки на пистолете.
После запуска контроллер выполняет функции динамической индикации и опроса кнопок. Опрос кнопок происходит по таймеру примерно 4 раза в секунду. При нажатии на кнопку подачи импульса на «пистолете» (обозначена пунктиром), на ноге PD2 появляется логическая единица (5В), единица снимается через заданное время, которое отображается на светодиодном индикаторе в виде сотых долей секунды. Сигнал с вывода микроконтроллера усиливается по току повторителем на КТ972, так как для управления используемым оптотиристором ТО142-80 необходимо подавать ток не менее 120 мА на его внутренний светодиод. Оптронный тип тиристора выбран из простоты организации гальванической развязки цепей управления от силовых. В прошивке контроллера реализованы два режима работы: импульсный (по умолчанию) и непрерывный. Выбор режима, установка длительности (больше/меньше) осуществляется тремя кнопками. В непрерывном режиме длительность подачи сигнала управления тиристором зависит от длительности нажатия кнопки на пистолете.
Для пояснения работы силовой части на рисунке 3 приведена упрощенная схема. На рисунке 4 изображена временная диаграмма работы силовой схемы с активной нагрузкой и идеальным тиристором (время включения =0, падение напряжения в открытом состоянии =0).
Рисунок 3 — Схема силовой части.
Рисунок 4 — Временная диаграмма работы прерывателя.
Рисунок 5 — Модель прерывателя в Proteus’е.
Рисунок 6 — Фьюзы tiny2313 в PonyProg.
spotter_002.zip (35,8 кб) — печатные платы в формате SprintLayout, прошивка для tiny2313, модель в Proteus’е.
Видео:
Источник: whitearc.ru
Схема реле времени для точечной сварки
Дневники Файлы Справка Социальные группы Все разделы прочитаны. Задумал сделать точечную сварку для мелких деталей из цветных металлов медь, латунь, серебро. Буду благодарен вопросам, идеям и замечаниям. Пишите, обсудим прямо в форуме.
Задумал сделать точечную сварку для мелких деталей из цветных металлов медь, латунь, серебро. Буду благодарен вопросам, идеям и замечаниям. Пишите, обсудим прямо в форуме.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Реле времени для споттера своими руками
- Точечная сварка своими руками. Таймер NE555
- Аппарат точечной сварки своими руками
- Точечная сварка. Изготовление.
- Таймер для аппарата точечной сварки
- Как выполняется точечная сварка своими руками
- Контактная сварка – как самому изготовить оборудование и клещи?
- Что собой представляет схема споттера.
Таймер для споттера на микроконтроллере
- Таймер для аппарата точечной сварки. Реле времени для контактной сварки своими руками
- Треш проект – точечная сварка
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Реле времени своими руками
Реле времени для споттера своими руками
Помощь — Поиск — Пользователи — Календарь. Перейти к полной версии этой страницы на форумах сайта Электрик: Самодельная точечная сварка. Собрал схему С. Нажмите для просмотра прикрепленного файла Работает, правда есть там парочка несущественных неточностей.
Применены тиристоры Т, трансформотор на броневом сердечнике 1,6 кВт. Очень нестабильная работа на коротких промежутках времени, например выставляешь устройство на 40мсек 4импульса ,а сварочный импульс иногда длится 20 или 30 мсек. Может кто посоветует что-нибудь дельное, чтобы сварочные импульсы были одинаковые. Цитата Дмитрий1 ЗЫ : емкость фильтра по питанию С4 может быть недостаточна.
Может кто посоветует что-нибудь дельное, чтобы сварочные импульсы были одинаковые. Цитата Дмитрий1 ЗЫ : емкость фильтра по питанию С4 может быть недостаточна.
Спасибо за ответы, попробую всё выше предложенное и отпишу. Один из глюков схемы: в схеме указана «кренка» КЕН8А у меня она и стоит у которой напряжение стабилизации 9 вольт, а в схеме везде почему-то 12 вольт. Один из глюков схема: в схеме указана «кренка» КЕН8А у меня она и стоит у которой напряжение стабилизации 9 вольт, а в схеме везде почему-то 12 вольт.
А зачем такие сложности? Я когдато делал намного проще. Обычный пкскатель и приставка выдержки времени. Комутировал первичку. Так как трансформатор однофазный то чтоб продлить жизнь контактов соединил последовательно. Дешево и сердито если варить немного. Если варить дохрена то есть с утра до вечера каждый день то тиристоры как в схеме, а управляющий электрод комутируется при помощи реле с примитивной времязадающей RC цепью.
Не боится никаких наводок, шпарит в жесточайшем режиме уже 10 лет. Пускатель не тянул, выходил из строя по механическим причинам, просто рассыпалась подвижная часть, на реле несколько раз отваливались пятаки контактов опять же по механическим причинам.
Пускатель не тянул, выходил из строя по механическим причинам, просто рассыпалась подвижная часть, на реле несколько раз отваливались пятаки контактов опять же по механическим причинам.
В качестве привода подвижного электрода изначально взял электропривод закрылков от самолета, техника хоть надежная, красивая но цеховых условий не выдюжила. Сейчас используется пневматика. Самая большая проблема износ электрода. В том то и фикус, что выдержки нужны с точностью до 0,1 сек, отсюда и стремление к цифровому таймеру, ну и высший шик- управление симмистором, на нем кстати можно еще дополнительно регулировку мощности собрать У меня пока вот эта схема:.
А если не секрет что варите? Согласен, сейчас много чего появилось в продаже, как и сами споттеры со всеми прибамбасами, но интересно и самому сделать, пусть даже методом проб и ошибок, да и некоторые запасы старых толковых радиодеталей еще пока имеются.
Вобщем то не варю, а вытягиваю вмятины на кузовном железе Сегодня опробовал предложения по улучшению работы устройства: зашунтировал ножки по питанию конденсаторами примерно 0.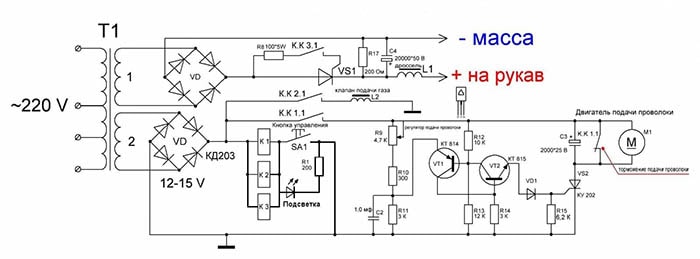 К улучшению не привело. Может у меня стогерцовые импульсы управления криво формируются. Сигнал старта импульса сварки — получается что он не синхронизирован с этими импульсами управления, может поставить на старт триггер и завести импульсы управления на него. Эх, осцилографа нет!
К улучшению не привело. Может у меня стогерцовые импульсы управления криво формируются. Сигнал старта импульса сварки — получается что он не синхронизирован с этими импульсами управления, может поставить на старт триггер и завести импульсы управления на него. Эх, осцилографа нет!
Устройства со сварочным импульсом длительностью 0,1сек и более в данном случае не могут быть применены. Такое устройство я уже собрал, там действительно применено покупное времязадающее устройство, два тиристора никаких контактов , пара сопротивлений и сам силовой трансформатор — работает стабильно и чётко.
Если кого интересует схему могу выставить. Прошу помочь разобраться со схемой С. Абрамова Нажмите для просмотра прикрепленного файла так как мне нужен сварочный импульс длительностью от 0,02сек 20ms до 0,06сек 60ms с шагом регулировки 0,02сек 20ms.
Эта схема реально формирует такие длительности, только почему-то нестабильно. Мои познания в схемотехнике очень скромные — вот например понимаю, что на сигнал старта кнопка SB1 надо поставить триггер для его синхронизации с импульсами управления, а как реально это сделать не представляю. Начало генерации симисторной открывашки — буду благодарен за схему этого узла, очень думаю, что он здесь нужен. Длительность коротких импульсов можно смотреть стробоскопически — прошу поподробнее.
Начало генерации симисторной открывашки — буду благодарен за схему этого узла, очень думаю, что он здесь нужен. Длительность коротких импульсов можно смотреть стробоскопически — прошу поподробнее.
Это мы берём однофазный асинхронник навешиваем на него диск с одной или четырьмя штрихами по радиусу, это движок значит крутится, а мы освещаем его неонкой — так чтоли? Информацию о нестабильности длительности импульса сварки я получал от звука работы трансформатора, от результата самой сварки, от светодиода установленного последовательно с сопротивлением 1кОм между выводом 6 микросхемы ЛА9 и массой, от лампы вт установленной вместо сварочного трансформатора.
Цитата Дмитрий1 1. Цитата Мойсеич 1. КЕН8А у меня в металле — 12 вольт За свякие крен А привязка к сети ну очень нехорошо сделана, хотя бы чем-то фронты сделать. Цитата Дмитрий1 2. КЕН8А в пластиковом корпусе. Привязка к сети действительно вызывает сомнения. К сожаления нет в наличии осцилографа, чтобы проверить эти импульсы. Может кто знает как стопудово рабочий этот узел сделать.
Может кто знает как стопудово рабочий этот узел сделать.
Цитата yurij 2. Я тоже хотел эту схему собирать, уже разводку сделал. Теперь буду думать делать или нет. На схеме 1,3 вывод кренки надо поменять местами. Схема рабочая. Если вам не нужны короткие сварочные импульсы, как в моём случае, собрать можно.
Так в этой схеме у тиристоров нет жёсткой синхронизации с сетью по управлению, поэтому она вряд-ли будет адекватно работать. Моя схема помоему отличается от вашей, или я что-то не доганяю. Если что поправте меня. Цитата DmitriyMon 2.
По моему, то, что надо и проще некуда! Но градуировку, желательно, проволочного сопротивления или магазин с галетником , все равно придётся по Осциллоскопу, или па При контактной сварки, для хорошего привара необходимо подобрать не только количество тока, но и силу прижима и диаметр рабочего пятна электрода, а так же материал электрода лучше медь, только она не долговечна, но можно и медно-бронзовые, только режимы настройки сварки будут значительно другими.
Ещё, при больших токах, используется режим «Модуляция» — это ни что иное, как плавное нарастание сварочного тока. Цитата Дмитрий1 3. Достал наконец-то осциллограф, правда он ламповый С, рабочий или нет пока не проверял.
С какой стороны к нему подходить тоже пока непонятно. Очень надеюсь на его помощь. Будет результат конечно-же отпишу. Цитата igors 4. Вот еще нашел, откуда то скачанное, написано, что выдержка от 0,1 сек, если в программировании силен, то подправишь под себя, исходник и прошивка имеются Вот параметры точ.
Цитата Навигатор3 4. Цитата Дмитрий1 4. Цитата iban2 6. Цитата Дмитрий1 7. Спасибо, нашёл то что нужно. Включал я этот агрегат, вроде работает, только луч подозрительно толстый. Щупов к нему нет, пытаюсь собрать какое-то подобие этих проводков. Желаемого результата я действительно не увидел. Слабенькая у нас какая-то техника — осциллографу всего сорок лет, а он уже никуда не годный. Цитата igors 7. А настраивать не пытался? Убавь яркость и плавно крути фокус, но если осцил допотопный, то можешь и не увидеть желаемого.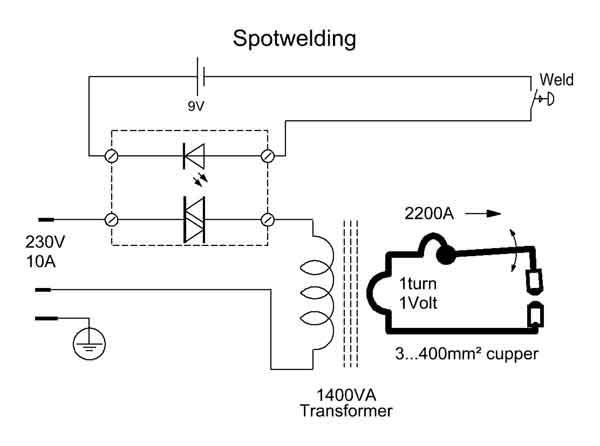
Очень нестабильная работа на коротких промежутках времени, у меня была подобная проблема ввел в схему тригер стало работать куда стабильней схему я выложил в теме про самодельный спотер ана хоть нарисована коряво но разобраться можно. Имеется в виду триггер на сигнал старта или на формирование герцовых импульсов?
Да, вещь нужная, сам я не силён в схемотехнике, но то тоже набросал схемку как сделать этот узел через триггер ТМ2. Реальную доводку схемы отодвинул, пока не достану нормального осциллографа. Неблагодарное это дело — собирать тиристорные схемы без этого прибора. Добрый день вот такой вариант как вам Нажмите для просмотра прикрепленного файла. Цитата Андрей12 Цитата trapper25 В момент подключения силового трансформатора возможны паразитние колебания ,которые и сбивают с толку счетчики.
Лечить можно отвязкой от сети и использованием для счетчика независимого генератора ,построенного на той же лнке,можно даже кварцованной ,хуже не будет.
Но и о блокировочных конденсаторах не стоит забывать,- помогают.
Точечная сварка своими руками. Таймер NE555
Помощь — Поиск — Пользователи — Календарь. Перейти к полной версии этой страницы на форумах сайта Электрик: Самодельная точечная сварка. Собрал схему С. Нажмите для просмотра прикрепленного файла Работает, правда есть там парочка несущественных неточностей.
Как сделать сварочный аппарат точечной сварки в домашних условиях. Для включения я использовал полупроводниковое реле Fotek SSRDA DC. принципиальная схема контроллера сварочного аппарата С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле.
Аппарат точечной сварки своими руками
Споттер для рихтовки идеально подходит для аккуратной работы с вмятинами и повреждениями корпуса авто. Минимальные подготовительные работы с элементами машины, восстановление до первозданной формы, и быстрая последующая обработка места под покраску, поспособствовали внедрению этого устройства во все СТО и мастерские. Но при работе в собственном гараже нет смыла покупать дорогой аппарат. Взамен магазинного, можно изготовить самодельный споттер. Для этого необходимо знать как собрать трансформатор, чем манипулировать напряжением для импульса, и из чего сделать рабочие элементы. Хорошими помощниками начинающему конструктору окажутся схемы и видео самодельного споттера из Сети. Для создания споттера своими руками важно понимать процесс, происходящий внутри аппарата.
Взамен магазинного, можно изготовить самодельный споттер. Для этого необходимо знать как собрать трансформатор, чем манипулировать напряжением для импульса, и из чего сделать рабочие элементы. Хорошими помощниками начинающему конструктору окажутся схемы и видео самодельного споттера из Сети. Для создания споттера своими руками важно понимать процесс, происходящий внутри аппарата.
Точечная сварка. Изготовление.
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового.
Очередной треш проект — делаем сами своими руками аппарат для точечной сварки из трансформаторов от микроволновок.
Таймер для аппарата точечной сварки
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку. Итак микроволновая печь около Вт потребляемая мощность препарирована. В дополнение к трансформатору слева , я получил еще несколько полезных в хозяйстве вещей.
Итак микроволновая печь около Вт потребляемая мощность препарирована. В дополнение к трансформатору слева , я получил еще несколько полезных в хозяйстве вещей.
Как выполняется точечная сварка своими руками
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками. По ЛУТ технологии или другой удобной Вам переносим рисунок на плату, травим, сверлим, лудим дорожки. Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания. Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1. Ко второму разъёму h3 подключена кнопка без фиксации запуска таймера. Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В.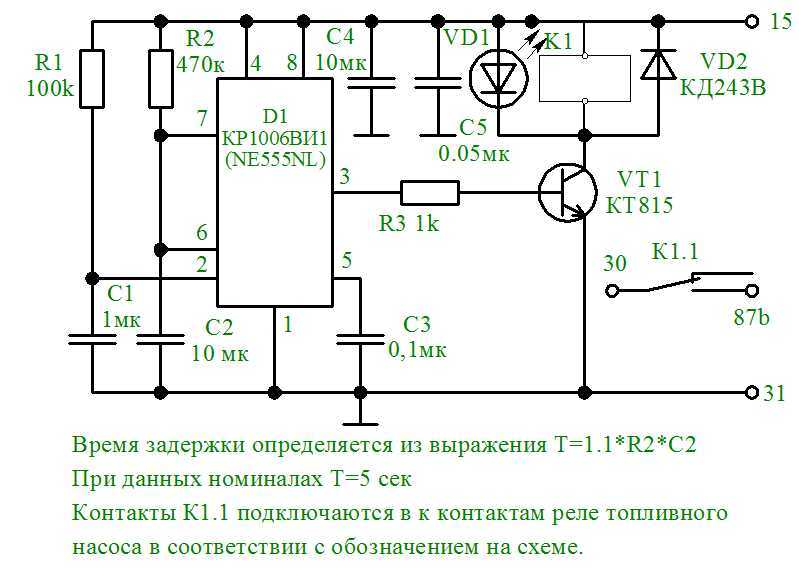
Точечная сварка. Вот еще схема точечной в журнале все описано .. Кстати в давние времена было такое реле времени «Импульс».
Контактная сварка – как самому изготовить оборудование и клещи?
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1. Вообще программа, записанная в контроллер, это программа вычитающего счетчика.
Что собой представляет схема споттера. Таймер для споттера на микроконтроллере
Внимание покупателей подшипников. Каталог подшипников на сайте. Контактная сварка представляет собой соединение двух деталей в одно целое, которое происходит при помощи нагрева в месте сварки мощным кратковременным потоком электричества. При этом одновременно происходит сжатие деталей в месте нагрева до возникновения пластической деформации. В промышленности этот вид соединения применяется достаточно широко, но в последнее время всё чаще мастера применяют его и в домашних мастерских. Причем этим способом можно сваривать не только одинаковые металлы между собой, но и разные по составу.
Причем этим способом можно сваривать не только одинаковые металлы между собой, но и разные по составу.
Решил сделать контактную сварку из трансформатора от микроволновки, но не знаю, как реализовать управление мощностью? Поскольку ток очень большой, наверно лучше управлять не им, а длительностью его подачи на свариваемые детали!
Таймер для аппарата точечной сварки. Реле времени для контактной сварки своими руками
Зарегистрироваться Логин или эл. Войти Запомнить меня. Блог AliExpress Помощь по покупкам. Продолжаем велотему. Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы.
Треш проект – точечная сварка
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла.
Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла.
kWeld – аккумуляторная точечная сварка следующего уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему соединения отдельных элементов. Пайка проводов к ним не вариант, потому что требуемый длительный нагрев на выводах батареи имеет тенденцию повреждать внутреннюю структуру элемента.
Я столкнулся именно с этой проблемой и узнал, что наиболее распространенным методом соединения элементов между собой является приваривание к ним полос из никеля или никелированной стали с помощью точечной сварки.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы имеют электрическое сопротивление, этот ток заставляет материал плавиться вместе. Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Так как это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской фирмы, но я отказался от этого варианта… Поскольку я инженер-электронщик с немалым опытом в силовой электронике, я решил разработать свой собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не понравилось, что, казалось бы, все точечные сварщики используют предустановленную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого места сварки. И это зависит от довольно многих факторов, таких как загрязнение, коррозия и механическая сила, с которой металлы сталкиваются друг с другом. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Но есть гораздо более простой способ получения однородных сварных швов: если количество энергии, подаваемой в точку сварки, остается постоянным, то каждый раз расплавляется одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством импульсов очистки. Вы просто набираете желаемое количество энергии и начинаете работать. Устройство автоматически регулирует длительность импульса для достижения одинакового результата при каждом сварном шве.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь «romantao»): толщиной до 0,3 мм. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
кВт Сварка 9Система 0014 доступна в виде комплекта для самостоятельной сборки в моем магазине: https://www.keenlab.de/index.php/product-category/kspot-welder-kit/
Инструкции по сборке и эксплуатации доступны для скачивания здесь :
https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf
https://www.keenlab.de/wp-content/uploads/ 2018/07/kWeld-operation-manual-r3.0.pdf
Прошивку системы можно обновить, что позволит вам воспользоваться новыми функциями или улучшениями.
Последняя прошивка доступна для загрузки здесь:
https://www.keenlab.de/wp-content/uploads/2019/01/1
_kweld_release_r2_9.zip
Этот инструмент https://www.keenlab. de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
Необходимый блок питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и должен обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
- Литий-полимерный аккумулятор Turnigy nano-tech 3S/5000 мА·ч/130C (ссылка). Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
- Turnigy graphene 3S/6000mAh/65C Литий-полимерный аккумулятор (ссылка). Они не показывают никакого вздутия после нескольких циклов полной разрядки, но у меня пока нет данных об их продолжительности жизни. Нынешний уровень сравним с моделью нанотехнологий.

- Ultracell UXL65-12 (ссылка). Согласно отзыву пользователя, ток, указанный кВтeld , составляет приблизительно 1000 А при тестировании с никелевыми полосками толщиной 0,15 мм.
- Bosch SMT 31-100 (ссылка). Согласно отзыву пользователя, сварочный ток, указанный кВтeld , составляет приблизительно 1400 А.
ПРЕДУПРЕЖДЕНИЕ:
Литий-полимерные аккумуляторы потенциально опасны. Если они выходят из строя внутри, они могут самовозгораться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки, а также хранить их в пожаробезопасном контейнере, когда они не используются.
При использовании этой системы вы имеете дело с очень высоким уровнем энергии, что может привести к травме или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра во время работы.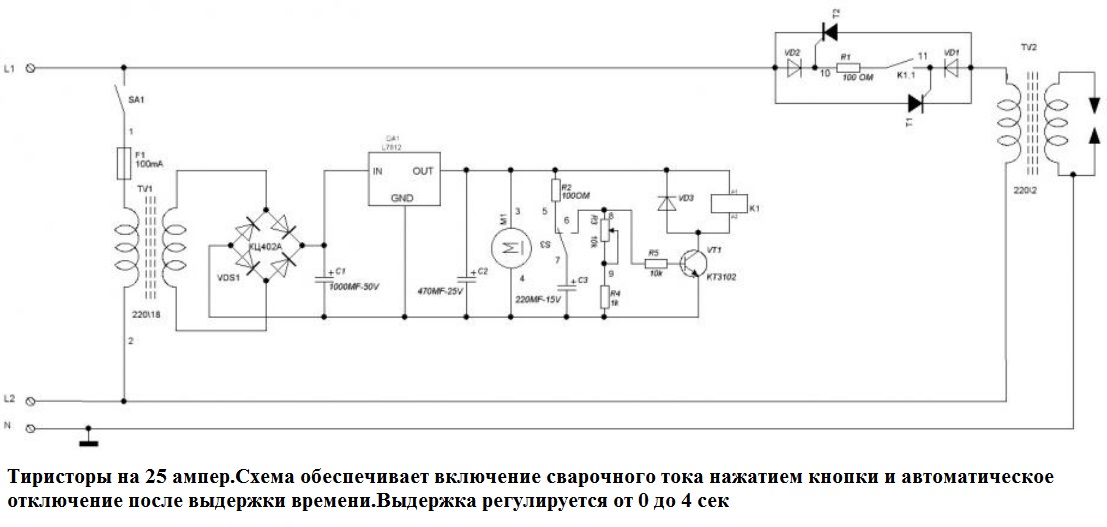
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее, если у вас есть кардиостимулятор!
Аппаратные функции (новые функции выделены в полужирный ):
- Входное напряжение для сварки: 4 В — 30 В постоянного тока, позволяет использовать суперконденсаторы
- Чрезвычайно прочный силовой ключ на основе полевого МОП-транзистора и конструкция механической шины тока
- Предохранитель защиты от перенапряжения внутреннего источника питания
- Максимальный ток переключения: 2000 А
- Внутреннее сопротивление переключателя питания: 120 мкОм
- Длительность импульса аппаратного сторожевого устройства: 250 мс
- Блокировка по пониженному напряжению для транзисторов силового переключателя
- Измерение входного напряжения, выходного напряжения, тока переключения и напряжения питания логики
- Питание логики напрямую от основного источника питания — нет необходимости в отдельном вспомогательном источнике питания
- Винтовая клемма для внешнего переключателя
- Задерживающий конденсатор питания логики во время срабатывания импульса
- через ЖК-дисплей, циферблат/энкодер и звуковой сигнал
Пользовательский интерфейс
Функции программного обеспечения (новые функции выделены жирным шрифтом ):
- Алгоритм централизованного управления сваркой использует метод измерения Джоуля вместо простого таймера, устраняя необходимость в двухимпульсном поджигании и обеспечивая более стабильные сварные швы — количество энергии, наплавляется в месте сварки всегда поддерживается постоянным
- Возможность обнаружения неудачного сварного шва и акустическая обратная связь с пользователем
- Процедура калибровки для компенсации потерь электрода
- Ручной режим, запуск от внешнего переключателя
- Автоматический режим, сопровождаемый предупреждающим звуковым сигналом и срабатывающий с настраиваемой задержкой , когда система обнаруживает, что оба электрода находятся в постоянном контакте со свариваемым материалом
- Звуковой сигнал завершения процесса сварки
- Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество выделенной энергии, необходимое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление точки сварки
- Простой и интуитивно понятный пользовательский интерфейс — просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью ручки настройки; опыт точного управления с помощью энкодера
- Меню конфигурации, доступное с помощью кнопки на циферблате
- Контроль перегрузки по току прерывает импульс при срабатывании, защищая выключатель питания
- Контроль батареи с регулируемым напряжением предупреждения
- Контроль работоспособности предохранителя
- Интерфейс обновления прошивки
https://endless-sphere. com/forums/viewtopic.php?f=14&t=89039
com/forums/viewtopic.php?f=14&t=89039
http://www.eevblog.com/forum/projects/guesses-on-what-i-am-attempting- здесь/
а также эти видео с обсуждением эволюции этой системы:
https://youtu.be/Ceos88VO6p4
https://youtu.be/fWXphoDE_H8
https://youtu.be/JR3GJYScquc
https: //youtu.be/9-CQd02EDIs
https://youtu.be/rQnODV4VQjU
Из вопросов и ответов
С TJ Byers
Вопрос:
Я использую реле DPDT для управления двигателем постоянного тока на 90 В, который потребляет 1,5 А при полной нагрузке. Контакты реле рассчитаны на 10 ампер при 240 В переменного тока. Проблема в том, что контакты приварились. Из древних воспоминаний я вытащил идею, что видел конденсатор, используемый между контактами для уменьшения искрения. Я просмотрел большую часть своих старых ресурсов по электротехнике и не нашел почти ничего, относящегося к этой идее.
Чтобы вычислить то, что мне нужно, я выкопал формулу, что I = C dv/dt. Предполагая, что изменение напряжения (dv) равно 90 вольт, время (dt) равно 1 мс, а ток равен 1,5 ампер, я прихожу к уравнению C (нужная емкость) = 0,001 (1,5/90) или примерно 1,6. мФ для адекватного поглощения искры. Я подключил конденсатор на 2,2 мФ, 250 вольт к точкам, и, похоже, он работает без сбоев. Мой вопрос в том, я даже близко?
Предполагая, что изменение напряжения (dv) равно 90 вольт, время (dt) равно 1 мс, а ток равен 1,5 ампер, я прихожу к уравнению C (нужная емкость) = 0,001 (1,5/90) или примерно 1,6. мФ для адекватного поглощения искры. Я подключил конденсатор на 2,2 мФ, 250 вольт к точкам, и, похоже, он работает без сбоев. Мой вопрос в том, я даже близко?
Грег Смит
через Интернет
Ответ:
Вы пришли к правильному ответу окольными путями и из-за ошибки в математике. Ответ на ваше уравнение на самом деле 16 мФ, а не 1,6 мФ, но 1,6 мФ — правильное значение. Эмпирическое правило для этого метода составляет от 0,5 до 1,0 мФ на ампер. В вашем случае 1,5 ампера получается 1,5 мФ — очень близко к вашему «расчету» 1,6 мкФ. Однако вы были правы, выбрав конденсатор на 250 вольт для приложения. Эмпирическое правило говорит от 200 до 300 вольт.
Однако следует соблюдать осторожность при использовании этого метода. По мере увеличения емкости увеличивается заряд и количество накопленной энергии в конденсаторе.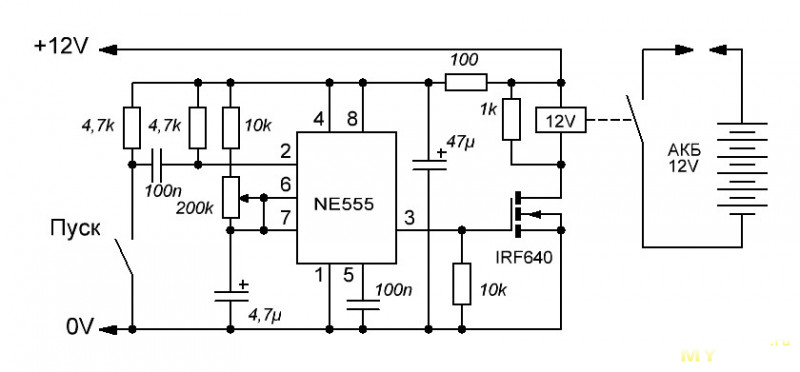 Это энергия и ток, которые должны отводиться через контакты — со скоростью I = C dv/dt, когда они замыкаются. (Видите, где ваша формула вступает в игру?)
Это энергия и ток, которые должны отводиться через контакты — со скоростью I = C dv/dt, когда они замыкаются. (Видите, где ваша формула вступает в игру?)
Этого скачка тока может быть достаточно, чтобы сварить контакты и отменить ваше решение. Идеальный способ подавить дугу без риска повреждения контактов при последующем замыкании — добавить резистор последовательно с конденсатором, как показано ниже. Сопротивление резистора обычно составляет от 0,5 до 1,0 Ом на вольт — в вашем случае около 50 Ом. Таким образом, правило без математических расчетов: 1 мФ на ампер и 0,5 Ом на вольт.
Чтобы выразить это математически, нам не нужно ничего, кроме закона Ома и формулы заряда конденсатора. Когда точки расходятся (разрываются), поток тока хочет продолжать течь, и он делает это, создавая дугу. Критерии создания и поддержания дуги сложны, но достаточно сказать, что после того, как дуга зажглась, ее труднее погасить, потому что она создает свою собственную самоподдерживающуюся среду — так же, как лесной пожар создает свой собственный ветер, чтобы кормить себя.