Реле времени на контактную сварку видео: Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
Содержание
Контактная сварка своими руками — видео для начинающих
Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит по его стенкам неоднородным путем. Когда выполняется контактная сварка своими руками, видео показывает, что при использовании в бытовых условиях, появляется необходимость эксплуатации мощных источников питания, в отличие от сварки электродугового типа.
Основные параметры, которые характеризуют весь сварочный процесс, это: ток и его время протекания, уровень силы сжатия. В зависимости от этих характеристик, контактная сварка в домашних условиях делится на два типа: жесткую и мягкую.
Разновидности контактной сварки
Особенности процесса сваривания деталей сваркой контактного типа заключаются в том, что свариваемые элементы соединяются между собой по всей торцевой поверхности. Процесс сварки может выполняться двумя методиками: сопротивлением или оплавлением.
При сварке деталей первым методом, детали, которые необходимо сваривать, плотно прижимаются друг к другу, затем в аппарате подается ток. Как только поверхность деталей будет нагрета до пластичного состояния и будет произведена осадка, ток в аппарате можно выключать. Такой метод подходит для сварки деталей, выполненных из стали углеродистого типа, сечение которых имеет форму прямоугольника или овала.
Контактная сварка своими руками (видео демонстрирует это) позволяет сваривать детали и методом непрерывного оплавления. В первую очередь, свариваемые детали должны быть надежно закреплены в зажимах инструмента. Далее детали плавно перемещаются для стыкования друг с другом, в этот момент и включается сварочный ток. В процессе такой сварки оплавлению подлежат только торцевые части изделий. После проведения осадки, ток выключается.
Такой метод сварки на аппарате, который вы собрали самостоятельно, может использоваться только при сварке труб, рельсов и листов тонкостенного характера.
Сварке подлежат разнообразные типы металлов. Главное преимущество этого метода заключается в высоком уровне производительности, однако, есть и недостатки – возможность больших потерь металла при разбрызгивании и угаре.
Устройство инструмента контактной сварки своими руками
Самодельный инструмент используется при сварке деталей, которые изготовлены из листов нержавеющей стали, максимальной толщиной до 0,9 мм. Также аппарат пригоден для сваривания медной проволоки с максимальной толщиной в 1, 5 мм. Контактная сварка своими руками (видео включает в себя поэтапное изготовление аппарата) имеет два основных узла: это блок питания и пистолет для сварки выносного типа.
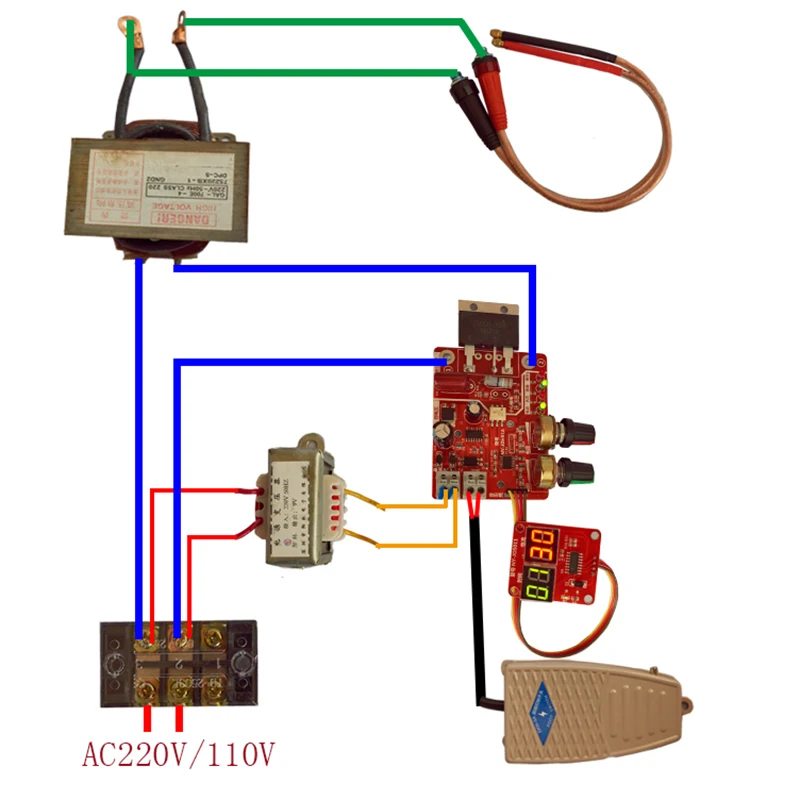
Блок питания включает в себя реле, которое можно собрать самостоятельно, используя для этого сварочный трансформатор или тиристор. Затем необходимо произвести подключение электрода к одному из выводов обмотки, используя для этого сварочный кабель. Второй вывод непосредственно в процессе сварки подсоединяется к свариваемой детали. Для подключения к источнику питания обмотки трансформатора первичного типа используется диодный мост и тиристор, который подключается к диагонали.
Для подключения к источнику питания обмотки трансформатора первичного типа используется диодный мост и тиристор, который подключается к диагонали.
Сборка сварочного пистолета
Для сборки сварочного пистолета используют две идентичных друг другу по размерам и форме детали, которые изготовлены из гетинакса или иного изолятора высокой прочности. В передней части данного элемента сварочного аппарата, находятся следующие элементы: держатель для лампы, микропереключатель, переходник. Выключатель для обозначения подсветки накладных винтов и держателя располагается в конечной части пистолета.
Для соединения накладок используют специальные винты. Они устанавливаются одновременно в переходник, держатель для лампы и в планки распорного типа. В свободном пространстве, которое образовывается между накладками, устанавливается кабель, который далее соединяется с переходником. Сварочный кабель является основой для фиксации переключателя и проводов.
Когда выполняется контактная сварка своими руками (видео наглядно показывает это), сменные электроды крепятся во входные отверстия переходников при помощи специальных гаек. Второй вывод трансформаторной обмотки монтируется на основание, которое не имеет изоляционного покрытия. Для того чтобы в дальнейшем крепить свариваемые детали, подключенный к обмотке кабель оснащается любым зажимом, который будет обеспечивать надежную фиксацию деталей. Наиболее оптимальным вариантом является струбцина.
Второй вывод трансформаторной обмотки монтируется на основание, которое не имеет изоляционного покрытия. Для того чтобы в дальнейшем крепить свариваемые детали, подключенный к обмотке кабель оснащается любым зажимом, который будет обеспечивать надежную фиксацию деталей. Наиболее оптимальным вариантом является струбцина.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Таймер реле времени для точечной контактной сварки на Ардуино
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Собранный таймер для точечной сварки
Принцип работы
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).

Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.
Самая простая схема реле времени
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.
Плата Ардуино Про Мини
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.
Соединенные части реле времени
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций. С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке. Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
Спот-он — BodyShop Business
Прошло четыре года с момента моей последней статьи в BodyShop Business о практике точечной сварки сопротивлением сжатию (STRSW). Процесс все тот же, но давайте немного поговорим о нем и попробуем понять, как он работает.
Во-первых, имейте в виду, что эта информация исходит от ремонтника, а не от инженера-электрика или металлурга. Я, конечно, не академик. Я мастер-практик, интересующийся техническими аспектами чего-либо или любого процесса в сфере ремонта после столкновений. Однако я обнаружил, что когда я понимаю, как что-то работает и почему это работает, у меня больше шансов добиться положительного результата. И когда что-то идет не так, я гораздо успешнее осознаю, что произошло, и приспосабливаюсь, чтобы исправить это.
Я, конечно, не академик. Я мастер-практик, интересующийся техническими аспектами чего-либо или любого процесса в сфере ремонта после столкновений. Однако я обнаружил, что когда я понимаю, как что-то работает и почему это работает, у меня больше шансов добиться положительного результата. И когда что-то идет не так, я гораздо успешнее осознаю, что произошло, и приспосабливаюсь, чтобы исправить это.
Все дело в сопротивлении
Нет, я не говорю об отношении вашей жены, когда вы спрашиваете ее, не будет ли она возражать, если вы прыгнете с банджи с моста в Британской Колумбии (я действительно сделал это, и, к счастью, моя жена не возражала и с удовольствием наблюдала за мной из соседнего дома). скалы). Я говорю о фактическом сопротивлении, создаваемом при протекании электрического тока через сталь.
Сталь будет проводить электричество, но не так хорошо, как, скажем, медь. Так как сталь плохо проводит электричество, она идеально подходит для контактной сварки. Когда вы соединяете вместе два или более куска стали и пытаетесь пропустить ток через один и другой под давлением (см. Диаграмму 1), в области контакта мгновенно возникает огромное сопротивление, вызывая сильный нагрев (сталь плавится при температуре 2800 градусов по Фаренгейту) и слияние вовлеченных частей вместе. Таким образом, у вас есть точечная сварка!
Когда вы соединяете вместе два или более куска стали и пытаетесь пропустить ток через один и другой под давлением (см. Диаграмму 1), в области контакта мгновенно возникает огромное сопротивление, вызывая сильный нагрев (сталь плавится при температуре 2800 градусов по Фаренгейту) и слияние вовлеченных частей вместе. Таким образом, у вас есть точечная сварка!
Сопротивление является ключом к точечной сварке, поэтому большинство аппаратов для точечной сварки на рынке сегодня не могут в достаточной степени точечной сварки алюминия. Да, я слышу твой голос «Сомневающегося Томаса» в моем ухе, говорящий: «Алюминий плавится при 1200 градусах по Фаренгейту! Конечно, машина, способная точечно сваривать сталь, которая плавится при температуре 2800 градусов по Фаренгейту, может точечно сваривать алюминий, верно?» Неправильный. Звучит логично, но все дело в сопротивлении, амиго. Алюминий является отличным проводником электричества, а это означает, что для успешной точечной сварки требуется гораздо больше (большие машины с большим источником энергии). Просто в настоящее время это не осуществимый процесс в ремонтной мастерской.
Просто в настоящее время это не осуществимый процесс в ремонтной мастерской.
По той же причине вы не найдете сварочных аппаратов MIG на 110 В, которые в достаточной степени работают с алюминием. Подумайте об этом так: в какой-то момент в жилищной промышленности алюминиевая проводка использовалась вместо меди, потому что она была дешевле и была отличным проводником электричества (низкое сопротивление, но, к сожалению, расширение вызывало проблемы с подключением).
Почему STRSW?
На самом деле есть много веских причин использовать STRSW вместо обычной сварки MIG:
1. Это быстрее. Посмотрите на Фото 1. Этот сварной шов MIG требует тщательной доводки, прежде чем вы закончите. Точечный сварной шов нужно немного потереть абразивной губкой.
2. Это чище. Вы когда-нибудь видели обломки, которые кто-то починил, но не убрал должным образом? Ржавые шлифовки выглядят некрасиво, когда их оставляют окисляться, и они являются верным признаком того, что автомобиль побывал в аварии. Пыль шлифовального камня может снова появиться в краске после того, как она выйдет из камеры. Если вы не хотите грязи в краске, не создавайте ее. Нет дыма, нет абразивной пыли, нет искрения или шлаков на стекле или обивке.
Пыль шлифовального камня может снова появиться в краске после того, как она выйдет из камеры. Если вы не хотите грязи в краске, не создавайте ее. Нет дыма, нет абразивной пыли, нет искрения или шлаков на стекле или обивке.
3. Выглядит оригинально. О да, это выглядит гораздо более аутентично. Лучшее, что мы можем сделать с MIG, это создать видимость отсутствия сварного шва. Это само по себе может быть бесплатной раздачей ранее поврежденного автомобиля.
4. Малая зона теплового воздействия (ЗТВ). При меньшем нагреве за меньшее время вы разрушили меньше антикоррозионной защиты между панелями и создали меньшую зону ремонта на затронутых поверхностях. Кроме того, сохранение зоны теплового воздействия как можно меньше имеет решающее значение для предотвращения нарушения структурной целостности современных высокопрочных сталей (бористых, мартенситных и UHSS).
5. Меньше расходуется материалов. Без сварочной проволоки, сварочного газа и абразива для шлифовки.
6. Гораздо менее инвазивен. Создает гораздо меньшую зону коррозии. Цинковое покрытие на оригинальном покрытии фактически будет течь вокруг наггета точечной сварки, в отличие от наггета сварной свечи MIG с перегревом.
Советы по покупке
Благодаря техническому совершенствованию машин STRSW они получили возможность производить высококачественные точечные сварные швы, требуемые OEM-производителями. Большинство крупных производителей автомобилей признают и рекомендуют процесс точечной сварки с сопротивлением сжатию.
Теперь, когда вы решили сделать шаг вперед и купить его, боритесь со склонностью к дешевизне. Я знаю, что вы называете это «бережливостью», и я тоже, но поверьте мне: мои склонности к бережливости стоили мне времени и денег.
Покупка аппарата для точечной сварки похожа на покупку мотоцикла: вы начинаете с малого и дешевого, а через три или четыре машины получаете тот, который вы действительно хотели в начале, только вы потратили впустую вдвое больше времени и денег, чем потратили. было бы, если бы вы только что «поднялись» с самого начала.
было бы, если бы вы только что «поднялись» с самого начала.
Ничего не покупайте, не протестировав самостоятельно, и всегда учитывайте доступность услуг. Есть несколько фантастических машин, но если они сломаются, где их починить? В Европе? Доставка стоит денег.
Самые современные машины, способные производить качественные сварные швы и признанные или рекомендованные OEM-производителями, имеют инверторный источник питания (см. Диаграмму 2). Машина с инвертором имеет гораздо меньший трансформатор (тяжелый) и требует меньше тока и времени для получения качественного сварного шва, а значит, меньше тепла и, следовательно, меньше вероятность снижения прочности передовых высокопрочных сталей.
Требования к электропитанию в коробке электрического выключателя также являются важным фактором. Большинство машин STRSW, рекомендованных производителями оборудования, работают от трехфазной сети 220 В, которая может быть недоступна для вас. Всегда проверяйте это перед покупкой новой машины. Также для большинства таких автоматов требуется провод четвертого сечения от коробки к розетке. Проконсультируйтесь со своим электриком и энергетической компанией.
Также для большинства таких автоматов требуется провод четвертого сечения от коробки к розетке. Проконсультируйтесь со своим электриком и энергетической компанией.
Звонки и свистки
Производители станков STRSW предлагают широкий выбор стандартов и опций. Некоторые машины предлагают предустановленные программы для конкретных автомобилей, в которых предварительно задаются сила тока, давление между сварочными наконечниками и время подачи тока на наконечники. Однако это только отправная точка; Вы должны проверить свои сварные швы на тестовых купонах и соответствующим образом настроить машину. Всегда следите за тем, чтобы образцы из пробного металла были изготовлены из того же материала и имели то же покрытие (цинк), что и то, что вы привариваете к ремонтному автомобилю. Хотите ли вы этот тип функции, это личный выбор и решение. Машины с ручной настройкой — это вопрос физического поворота циферблатов и установки правильных настроек. Некоторые технологически продвинутые машины предупреждают вас о неправильных настройках, особых требованиях к сварке конкретных производителей транспортных средств и о том, когда пришло время выполнить техническое обслуживание наконечника.
Охлаждение также следует учитывать при выборе аппарата для точечной сварки. Наконечники, рычаги и кабели могут нагреваться, как и машина. Конечно, характер этих машин и то, для чего они предназначены, делает их уязвимыми для злоупотреблений. Достаточно сказать, что при правильной и рекомендованной эксплуатации они не перегреваются. Детали этих машин охлаждаются либо жидкостным охлаждением, либо сжатым воздухом. Некоторые машины поставляются с охлаждением в качестве стандартной функции, в то время как другие предлагают его в качестве опции. Это зависит от того, как вы предполагаете использовать машину и каковы ваши способности в области надзора и обучения.
Функция предварительного нагрева или импульса включает в себя предварительно нагретый импульс тока, подаваемый на точку за долю секунды до того, как подается полная мощность сварки. Это повышает качество точечной сварки, потому что она не только предварительно нагревает точку, но и выжигает любые загрязнения в месте сварки до подачи полной мощности.
Ключ доступа
Способность сварщика добраться до подавляющего большинства панелей точечной сварки, над которыми вы будете работать, является серьезным фактором при выборе сварщика. Стреляй на 90 процентов или выше. Не ожидайте, что сможете проникнуть глубоко в кузов (панели пола), но вы хотите иметь возможность сделать подавляющее большинство опор радиатора, боковых панелей, панелей крыши, дверных обшивок, панелей коромысел, внешних панелей рулевой рубки и т. д. задние панели кузова. Необходимы различные комплекты рук и сварочные горелки (см. Фото 3). Не думайте, что каждый сварщик предложит хороший доступ. Попробуйте некоторые из них и оцените их возможности. Вы будете жить с этой машиной долгое время, и если она не проста в использовании с хорошим доступом, вы найдете другое определение слова «сопротивление», когда ваши техники предпочтут MIG вашему блестящему новый и дорогой точечный сварочный аппарат. Вот тогда и начнется «испытание воли»!
Учись на моих ошибках!
Следующие комментарии основаны на моем опыте использования STRSW за последние 15 лет. Другими словами, я уже сделал несколько болезненных ошибок, и благодаря моему опыту вы можете их избежать! Звучит хорошо, правда?
Другими словами, я уже сделал несколько болезненных ошибок, и благодаря моему опыту вы можете их избежать! Звучит хорошо, правда?
Наконечники сварочные. Выравнивание наконечников может быть регулируемой функцией сварочного пистолета. Всегда правильно выравнивайте кончики (см. рис. 3). Неправильное выравнивание серьезно повлияет на качество и внешний вид сварного шва. Надлежащее обслуживание наконечников является постоянным требованием. Наконечники можно подпилить, а затем обработать специальным инструментом или инструментами, предназначенными для создания оптимальной контактной поверхности (см. Фото 2). Распространенным состоянием, которое возникает из-за увеличения времени сварки на каждом сварном шве, является грибовидное разрастание контактных наконечников. Когда это происходит, вы теряете прочность сварного шва, потому что сила сварки распространяется на гораздо большую площадь, чем должна быть, вместо того, чтобы концентрироваться в четко определенном диаметре (что рекомендуется как производителем сварочного аппарата, так и, в некоторых случаях, сварщиком).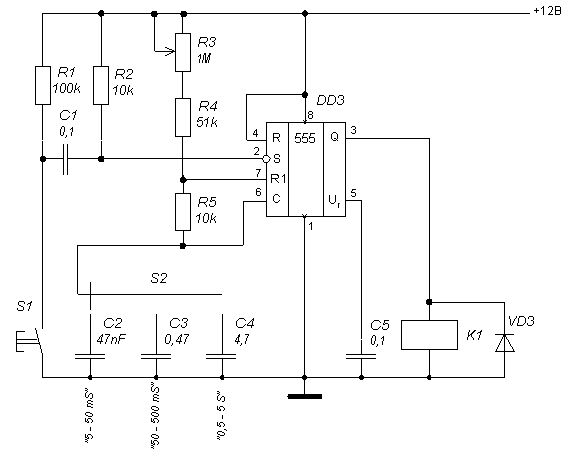 , производитель автомобиля). Когда наконечники становятся грибовидными, заправьте их должным образом и переоцените настройки вашей машины и время между сварками, чтобы предотвратить повторение этого.
, производитель автомобиля). Когда наконечники становятся грибовидными, заправьте их должным образом и переоцените настройки вашей машины и время между сварками, чтобы предотвратить повторение этого.
Деструктивное испытание сварных швов. Перед сваркой всегда сначала визуально и разрушающе проверяйте сварные швы. Некоторые вещи, на которые следует обратить внимание:
1. Чрезмерное искрение или выброс металла, что может быть вызвано неправильным давлением на наконечник, грязными сварочными наконечниками (сталь прилипла к наконечникам), чрезмерным сварочным током для металлического калибра, чрезмерным временем сварки или отсутствием удержания сварного шва. достаточно долго – слишком короткое время сжатия.
2. Глубокие вмятины, вызванные чрезмерным давлением на наконечник, слишком длительным временем сварки или слишком большим сварочным током (высоким).
Проведите разрушающее испытание сварных швов, используя процедуру, рекомендованную изготовителем оборудования, или, предпочтительно, метод OEM, если он доступен. Одним из методов является испытание на отслаивание, при котором тестовые образцы физически отделяются друг от друга в тисках (см. Фото 4). После выполнения этого испытания необходимо проверить следующие визуальные дефекты:
Одним из методов является испытание на отслаивание, при котором тестовые образцы физически отделяются друг от друга в тисках (см. Фото 4). После выполнения этого испытания необходимо проверить следующие визуальные дефекты:
1. Продолговатая форма самородка, вызванная неправильным выравниванием наконечников, плохой подгонкой свариваемых деталей или загрязнением стали или прилипанием к сварочным наконечникам.
2. Слишком маленький или отсутствующий самородок, или отрыв металла, вызванный загрязнением места сварки (грязным), слишком высоким давлением на наконечник (усилие удержания), слишком низким сварочным током, слишком коротким временем сварки или состоянием наконечника (может быть грибовидным) .
Доброжелательность Шунтирование
Нет, вам не понадобится медицинская процедура для выполнения точечной сварки. У вас могут возникнуть трудности с выполнением первоначальной точечной сварки, если вы не сможете установить постоянный ток между наконечниками. Почему? Что ж, может случиться так, что даже если вы очистили точные места, где наконечники соприкасаются со сварными панелями с обеих сторон, у вас есть изолирующее электронное покрытие или клей (процесс сварки) между панелями.
Почему? Что ж, может случиться так, что даже если вы очистили точные места, где наконечники соприкасаются со сварными панелями с обеих сторон, у вас есть изолирующее электронное покрытие или клей (процесс сварки) между панелями.
Чтобы установить путь тока, снимите покрытие e-coat с места точечной сварки на край панели с обеих сторон и плотно зажмите в этой области тиски, которые зададут путь тока для первого сварного шва (см. Диаграмму 4). Как только вы это сделаете, дальнейшее шунтирование не потребуется, так как контакт между двумя панелями установлен.
Шунтирующий шов не такой прочный, как обычный шов, из-за длины, которую должен пройти ток, и того факта, что масса, через которую должен проходить ток (корпус зажима), намного важнее, чем просто два металлических фланца. Вот почему вы должны изолировать свои тиски или зажимы. Вы можете приобрести изолированные зажимы или обернуть губки зажима изолентой, чтобы предотвратить прохождение тока через зажим и ослабление сварного шва в месте размещения зажимов.
Еще одна вещь, связанная с маневрированием, и это наука в действии: если у вас есть маневровый зажим рядом с контактными наконечниками и вы нажмете курок на вашем аппарате для точечной сварки, вы заметите, что эти захваты тисков будут мгновенно подтянуты к сварочным рычагам, в результате магнитной силы, притягивающей зажим к центру силового поля.
Да пребудет с тобой сила
В автомобиле много компьютеров и, что еще хуже, электрических реле. Когда они попадают в это магнитное силовое поле, могут произойти плохие вещи. Показательный случай произошел, когда один из наших местных магазинов работал над Toyota Prius. Техник подумал, что, поскольку он использовал свой новый аппарат для контактной сварки вместо аппарата для сварки MIG, ему не нужно отключать и снимать центр реле (почти 30 реле в одной коробке), чтобы заменить передний фартук между опорой сердечника и стойкой стойки. . Кроме того, он только зажал сетевой фильтр на клеммах 12-вольтового аккумулятора и не отключал и не отключал его.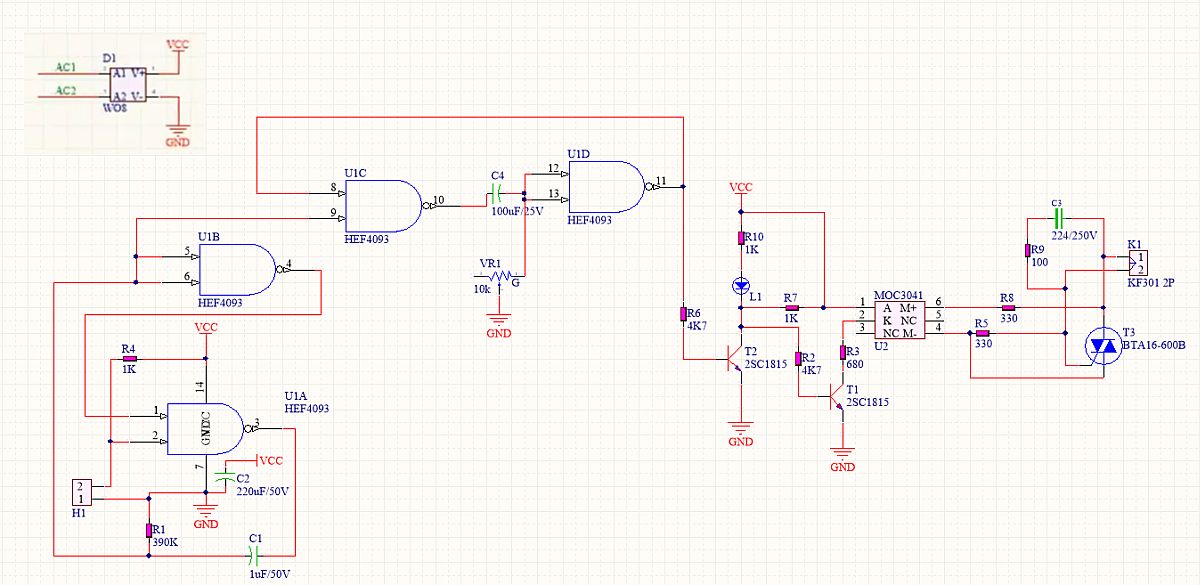
Хм… позвольте мне немного порассуждать с вами. Если этот манёвренный зажим притягивается к сварочным рукавам под сильным сжимающим давлением, как вы думаете, что делали эти контактные точки в этих реле в то же самое время, когда нажимали на курок его нового сварочного аппарата? Техник увидел зловещий дым, поднимающийся с правой стороны автомобиля, и сказал, что машина больше не заводится, поэтому он спросил, знаю ли я, почему это происходит. Я сказал ему, что какое-то обучение I-CAR определенно было в его будущем и что для каждого реле в коробке было несколько возможных вариантов дыма. В итоге машина отправилась к дилеру на дорогостоящий ремонт. Мораль этой басни в том, что нет известной замены обучению. В итоге получается дешево.
Пара других пунктов
Сварное соединение или сочетание STRSW и клеевого соединения рекомендуется многими производителями автомобилей. Daimler Chrysler, например, не рекомендует на своих автомобилях только процесс склеивания, но рекомендует склеивание в сочетании с STRSW. Этот процесс удобнее всего выполнять, пока клей еще влажный, и некоторые машины фактически имеют настройку сварки для этого процесса.
Этот процесс удобнее всего выполнять, пока клей еще влажный, и некоторые машины фактически имеют настройку сварки для этого процесса.
Я настоятельно рекомендую пройти следующие курсы I-CAR: WCS04 (STRSW) и EXT02 (замена сварных и клеевых панелей).
Я надеюсь, что эта статья дала вам больше знаний о процессе STRSW. Моя цель состояла в том, чтобы описать процесс, как он работает, какие подводные камни могут возникнуть и как их предотвратить. Пожалуйста, наслаждайтесь точечной сваркой… Я люблю.
Майк Уэст, пишущий редактор BodyShop Business, владелец магазина более 30 лет и технический специалист более 40 лет. Его магазин в Сиэтле, штат Вашингтон, получил золотой знак отличия I-CAR и синий знак качества ASE.
По долгу службы
У каждой машины с электрическим приводом есть «рабочий цикл», но для сварщика, особенно для точечной сварки, важнее знать и понимать, что это за рабочий цикл.
Рабочий цикл — это фактическое количество времени, в течение которого аппарат точечной сварки (в данном случае) может работать (выполняя точечную сварку) по сравнению с заданным отрезком времени (например, часом). Подумайте об этом так: если ваш представитель сварщика говорит вам, что его машина имеет 5-процентный рабочий цикл, это может показаться не таким уж большим, но давайте посчитаем.
Подумайте об этом так: если ваш представитель сварщика говорит вам, что его машина имеет 5-процентный рабочий цикл, это может показаться не таким уж большим, но давайте посчитаем.
.05 x 60 секунд x 60 минут = 180 секунд сварки в час .
Но точечная сварка не занимает секунды (в зависимости от толщины металла), а скорее менее полсекунды. Итак, для нашего примера, скажем, это занимает 0,3 или 1/3 секунды. Таким образом, за каждую секунду сварки мы можем производить 3-1/3 шва. Это около 600 сварных швов в час, на которые способна машина. Тем не менее, после каждого сварного шва есть период удержания от трех до четырех секунд для обеспечения качества сварки. Таким образом, если вы возьмете 600 сварных швов и умножите на четырехсекундный цикл сварки, вы получите 2400 секунд, разделенных на 60 минут, равных 40 минутам непрерывной сварки, прежде чем вы достигнете максимального рабочего цикла.
У меня никогда не было работы с вдвое меньшим количеством точечных сварных швов, чем я мог бы делать непрерывно. Но всегда найдется специалист, который сократит время выдержки и увеличит время сварки, так что все возможно. ПРИМЕЧАНИЕ. В моем примере использовался 5-процентный рабочий цикл; узнайте, каков рабочий цикл любой машины, которую вы рассматриваете.
Но всегда найдется специалист, который сократит время выдержки и увеличит время сварки, так что все возможно. ПРИМЕЧАНИЕ. В моем примере использовался 5-процентный рабочий цикл; узнайте, каков рабочий цикл любой машины, которую вы рассматриваете.
Кроме того, имейте в виду, что некоторые машины имеют функции отключения, которые не позволяют оператору превысить рабочий цикл из-за низкого качества сварки в этот момент.
Сварщик сопротивлением | Цифровая платформа IMTS
Руководство по сварке сопротивлением
Сварка сопротивлением — это процесс, в котором используется электрическая энергия и механическое давление вместе с удельной электропроводностью заготовок для образования сварного соединения. Электрический ток подается к заготовкам электродами и преобразуется в тепло, что приводит к мгновенному сплавлению и соединению заготовок. Сварочные аппараты сопротивления обычно используются для соединения двух простых металлических деталей. Электричество подается к листам или любым заготовкам, соединенным сварочными электродами, которые воздействуют на листы. Затем эта сила преобразуется в тепло.
Затем эта сила преобразуется в тепло.
Тепло генерируется таким образом, что расплавляет металл в месте их соединения — точка «сопротивления» между поверхностями. Затем электрод сварщика сопротивления извлекает тепло из расплавленной области сварного шва, в результате чего образуется сварочный комок, где он затвердевает. Сила прикладывается до, во время и после подачи тока, что ограничивает площадь контакта.
Типы аппаратов для контактной сварки
Аппарат для точечной сварки
Питание аппарата для контактной сварки подается на первичную обмотку сварочного трансформатора через таймер, контролирующий время прохождения тока. Первичная часть имеет резьбу, а конкретная резьба выбирается переключателем S в зависимости от тока, необходимого для сварки. Для получения максимального сварочного тока селекторный переключатель необходимо установить в положение №1. Вторичный проводник подключается к двум медным или бронзовым электродам и они охлаждаются водой. Когда педаль не нажата, электроды удерживаются отдельно пружиной.
Сварочный аппарат для проекционной сварки
В действительности, сварочный аппарат для проекционной сварки представляет собой упрощенный тип системы точечной сварки. Одна из свариваемых таким образом деталей имеет прогнозы давления. Есть плоские электроды. На заготовке крепятся электроды и через них протекает ток. На контактах выделяется тепло, и в этих точках заготовка сваривается. Сварка некоторых участков, не свариваемых точечной сваркой, проста. Если две свариваемые пластины имеют разное поперечное сечение, то целесообразно предусмотреть выступы на более толстой пластине для достижения желаемой прочности.
Аппарат для шовной сварки
В аппарате для контактной сварки шва используются электроды круглого или роликового типа, а давление между ними остается постоянным. Шовная сварка выполняется для получения непрерывного соединения, которое может потребоваться для изготовления резервуаров, трансформаторных холодильников, бензобаков, самолетов, контейнеров и цилиндрических компонентов. Шов представляет собой серию перекрывающихся точечных сварных швов. Обычно количество точек, получаемых на метр сварного шва, составляет от 200 до 400. Два листа, на которых требуется сварка швов, накладываются друг на друга. Ток течет между двумя движущимися электродами, которые должны иметь форму постоянно вращающегося колеса, которое также оказывает давление на изделие. Сварочный аппарат сопротивления шва используется, когда требуется непрерывное соединение между двумя перекрывающимися листами.
Шов представляет собой серию перекрывающихся точечных сварных швов. Обычно количество точек, получаемых на метр сварного шва, составляет от 200 до 400. Два листа, на которых требуется сварка швов, накладываются друг на друга. Ток течет между двумя движущимися электродами, которые должны иметь форму постоянно вращающегося колеса, которое также оказывает давление на изделие. Сварочный аппарат сопротивления шва используется, когда требуется непрерывное соединение между двумя перекрывающимися листами.
Как успешно использовать сварочный аппарат сопротивления?
Важными факторами, влияющими на правильное формирование зоны расплава между металлическими деталями с помощью аппарата для контактной сварки, являются сила тока, время, необходимое для его прохождения, и усилие, прижимающее детали друг к другу. Оптимальные значения этих параметров различаются в зависимости от типа металлических деталей и их толщины. Для получения такого высокого электрического тока необходимо использовать специальный трансформатор для сварки сопротивлением, который преобразует высокое заводское напряжение в низкое и, следовательно, более безопасное сварочное напряжение.