Ремонт инверторного сварочного аппарата своими руками видео: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Ремонт сварочный инвертор при подключении выхода к земле
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Содержание
- Устройство сварочного инвертора
- Как работает инвертор
- Причины поломок инверторов
- Особенности ремонта
- Основные неисправности агрегата и их диагностика
- Аппарат не включается
- Нестабильность сварочной дуги или разбрызгивание металла
- Сварочный ток не регулируется
- Большое энергопотребление
- Электрод прикипает к металлу
- Горит перегрев
- Инверторные аппараты — новое поколение ручной сварки
- Преимущества инверторов
- Видео: испытание самодельного инверторного аппарата
- Как работают сварочные инверторы
- Устройство сварочного аппарата
- Схема сборки инверторов своими руками
- Видео: обзор схемы Бармалея
- Сборка инвертора своими руками
- Видео: сборка сварочного инвертора
- Причины выхода из строя инверторов
- Частые поломки сварочных инверторов
- Способы ремонта инверторных сварочных аппаратов
- Что исправляют без вскрытия
- Таблица: соответствие диаметра электродов с толщиной металла
- Внутреннее устройство
- Инструменты для работы
- Ремонт сварочного аппарата своими руками
- Видео: ремонт сварочного аппарата и разбор основных его неисправностей
- Чем отличается сварочный инвертор
- Причины неисправностей
- Распространенные неисправности
- Неустойчивая дуга
- Нет тока на выходе
- Внезапное выключение
- Другие неисправности
- Резюме
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
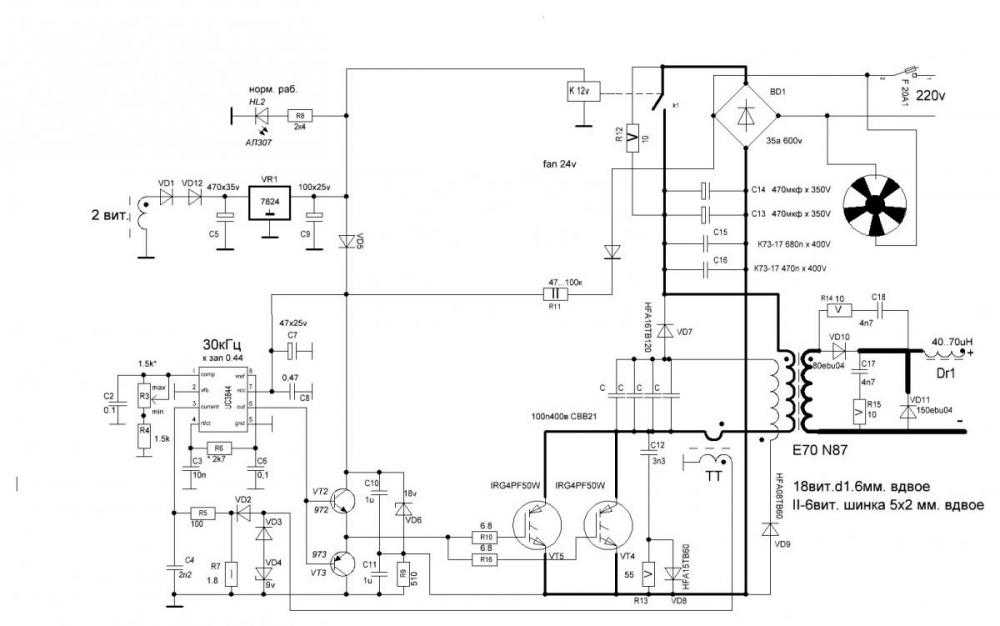
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла.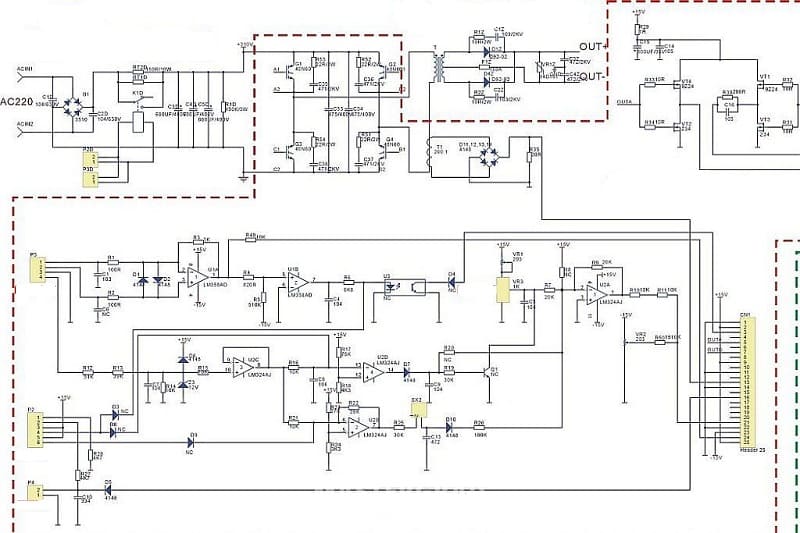 Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.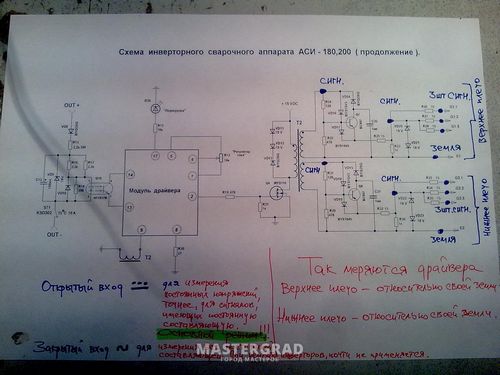
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов.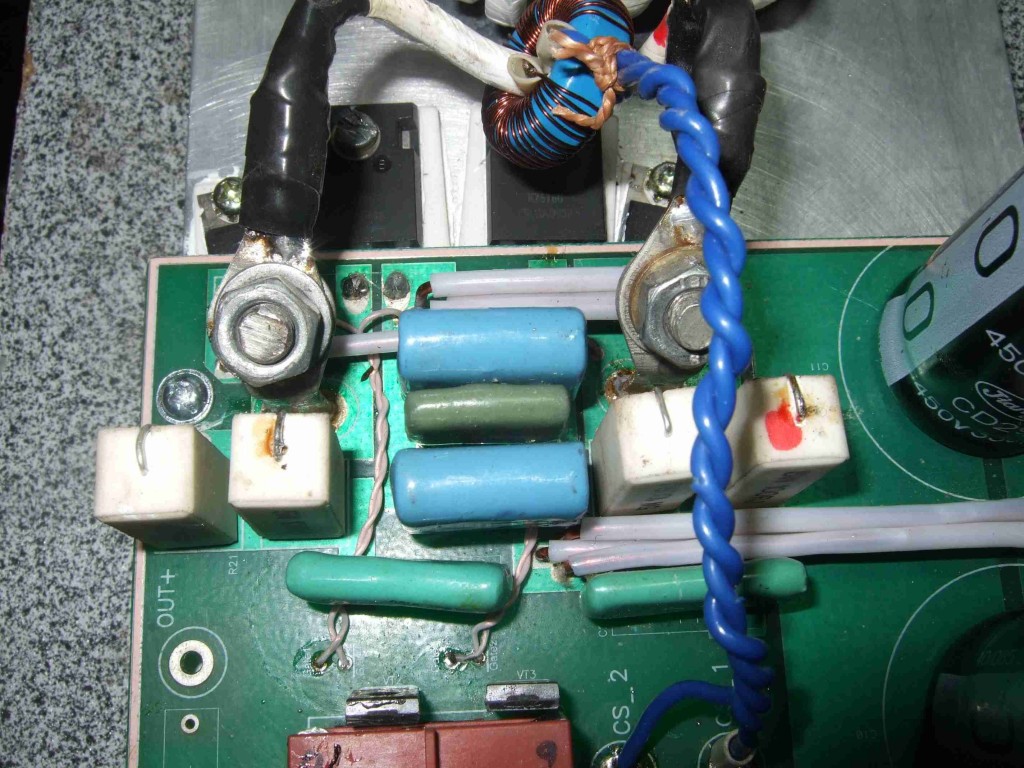 Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется.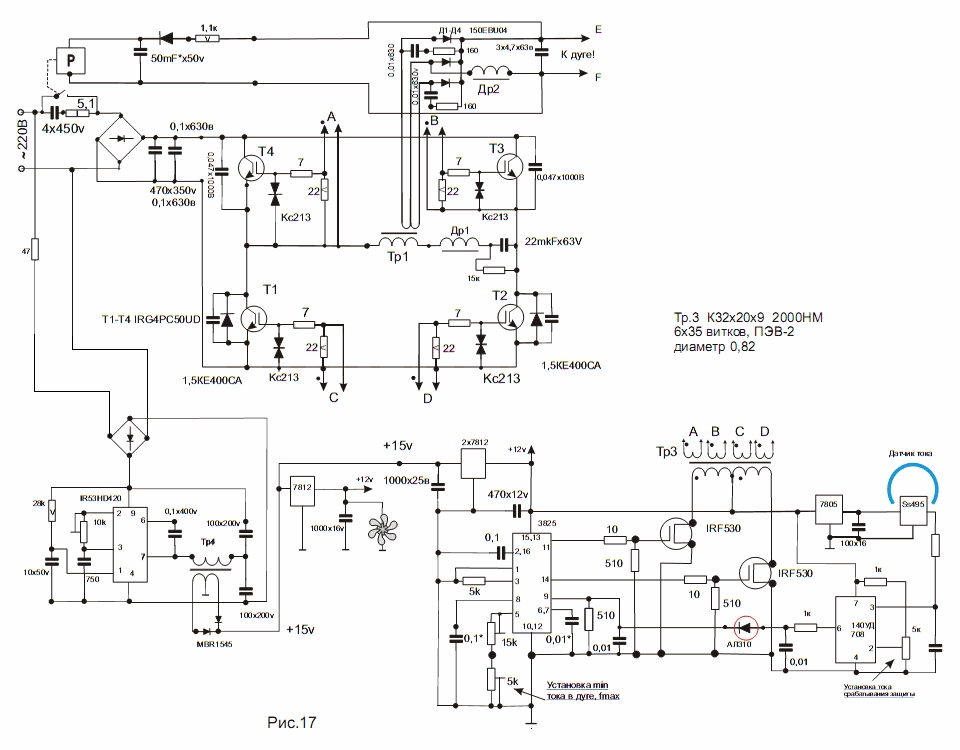 В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку.
 Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды; - силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур.
 Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу.
 Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
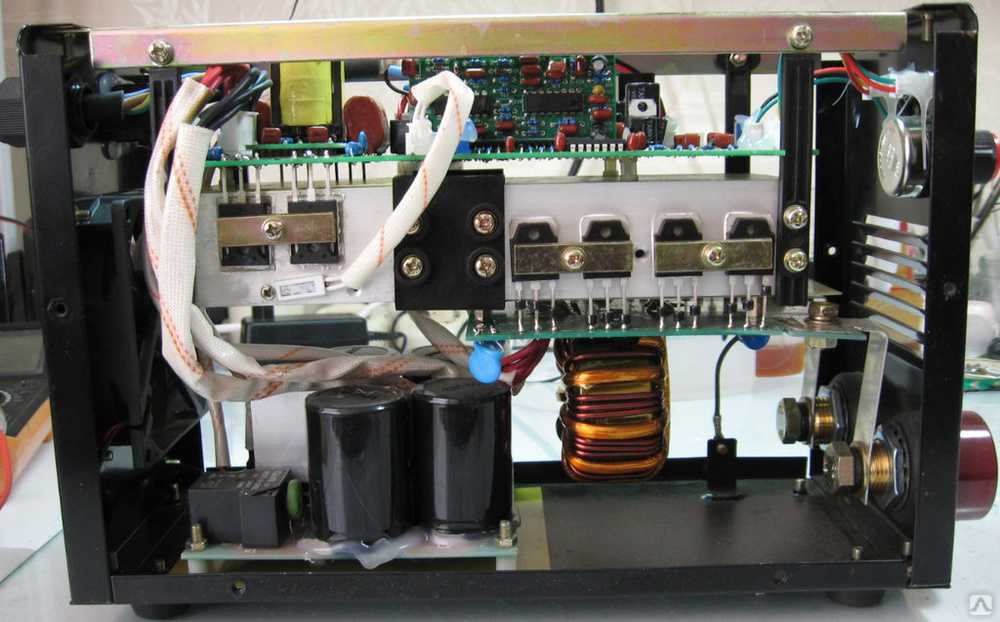
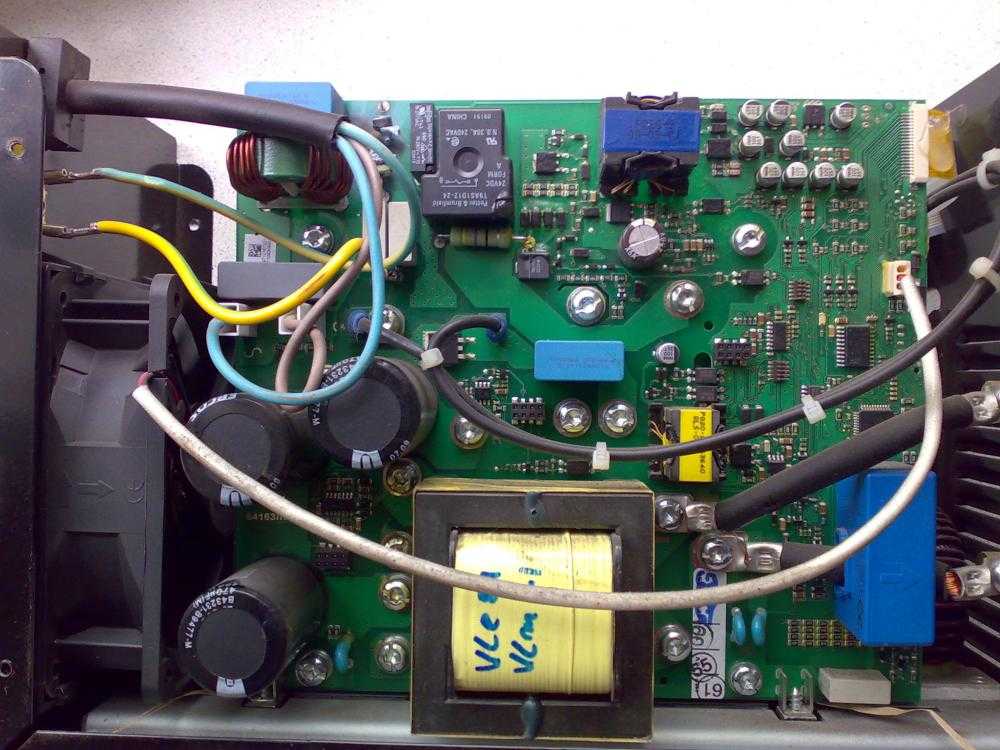
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.

Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам.
 Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- сначала прикасаются щупами к крайним ножкам: чёрным — к левой, красным — к правой. В этом положении тестер должен давать показания. При перемене щупов местами показаний быть не должно. Так проверяют все транзисторы, при этом цифровые показатели должны быть примерно равными;
- затем проверяют внутренний диод каждого транзистора, для чего чёрный щуп прикладывают к средней ножке, красный — к левой;
- наконец, транзистор проверяют на затвор. Для этого красный щуп ставят на правую ножку, чёрный оставляют на месте.
Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
Кнопку проверяют в режиме «включено», прозванивая её контакты
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Сложные случаи лучше доверить специалистам.
- Автор: Лилия Жуля
Здравствуйте, меня зовут Лилия. Мне 48 лет, в копирайтинге я новичок. Оцените статью:
(2 голоса, среднее: 4.5 из 5)
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.
Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей
Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.
Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности.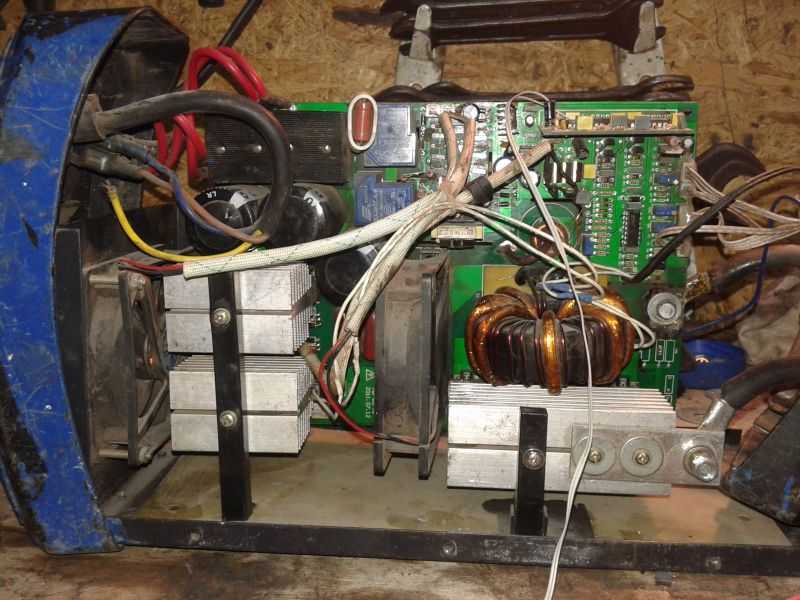 Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.
Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.
В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение
Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности
Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.
Ремонт сварочного инвертора своими руками
Благодаря своей компактности и широкому диапазону настроек, инверторы активно используются частными сварщиками и мобильными бригадами. Шов, получаемый от подобных аппаратов, отличается хорошей степенью проплавки и чешуйчатости. Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы.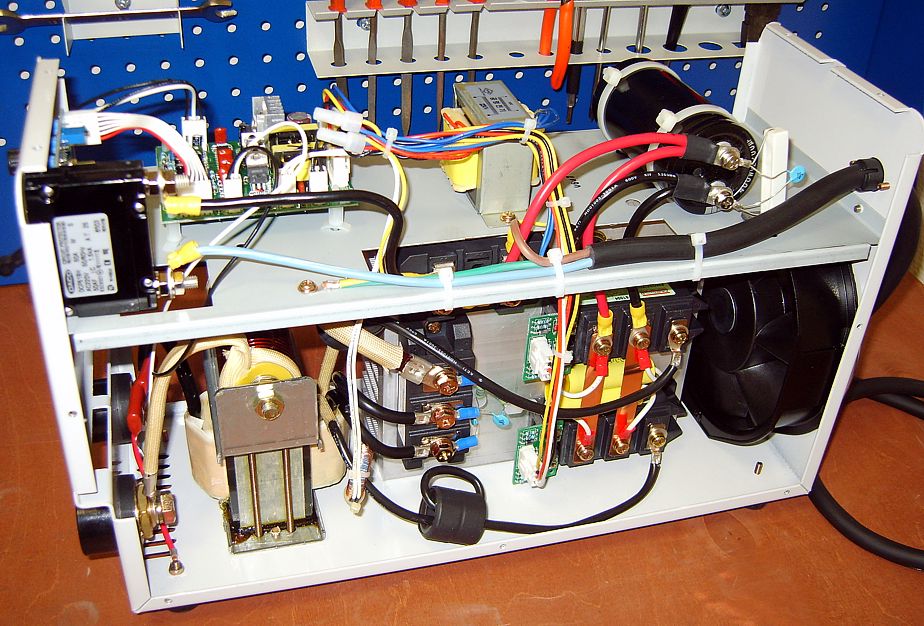 Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Содержание страницы
- 1 Понимание особенностей оборудования
- 2 С чего начинается ремонт
- 3 Простейшие причины поломки и их устранение
- 4 Проблемы в электронике и их устранение
Понимание особенностей оборудования
Чтобы ремонт сварочного инвертора своими руками принес результаты, необходимо понимать строение и принцип действия данного устройства. Без этого можно долго смотреть на разобранный аппарат и не замечать причину поломки, находящуюся «на поверхности».
Сварочный инвертор позволяет эффективно работать с металлами разной толщины и производить качественные соединения благодаря преобразованию тока в несколько этапов. В его схему входит четыре ключевых узла:
В его схему входит четыре ключевых узла:
- выпрямляющий блок;
- инверторный модуль;
- понижающий трансформатор;
- электронный регулятор.
Знание принципа действия аппарата поможет понять на каком этапе возникает несоответствие в работе и выявить причину поломки. Суть процесса заключается в следующем:
- Напряжение из бытовой сети поступает на выпрямитель, который преобразовывает переменный ток в постоянный. Это достигается за счет специально рассчитанного диодного моста.
- Инверторный модуль состоит из ряда транзисторов, способных преобразовывать постоянное напряжение обратно в переменное, но со значительным повышением частотности. Эта величина может достигать значения 100 кГц.
- Понижающий трансформатор снижает поступающее напряжение до безопасных значений, одновременно увеличивая силу тока для сварки. Так, из бытовой сети в 6-25 А, можно получить 200 А, способных варить металл 5-7 мм толщиной.
Это основные элементы, ремонтируемые в сварочных инверторах. Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
С чего начинается ремонт
Ремонт инверторных сварочных аппаратов начинается с анализа причинно-следственной связи в функционировании оборудования. Суть в том, чтобы распознать проблемные «симптомы» устройства и понять какие факторы могут на это влиять.
Например, если дуга горит не естественно, то нет смыла искать проблему в электрической плате, а стоит перенастроить режим сварки. И наоборот, когда аппарат вообще не включается, не стоит крутить переключатели управления в надежде на чудо, а необходимо искать обрыв контакта. У каждой поломки (следствие) существует явление (причина), предшествовавшее ей. Тонкое понимание характера поломки поможет точнее идентифицировать причину.
Поиск причины начинается с визуального осмотра оборудования. Необходимо обнаружить оборванные провода или подгоревшие контакты. Если это не дало результатов, то для ремонта сварочного аппарата своими руками необходимо задействовать тестеры, помогающие найти обрыв в цепи. Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Конечно, для этих действий требуются простейшие навыки в электрике. Возможно, изучение нескольких видео, на которых показан ремонт сварочных инверторов своими руками, и процесс поэтапного осмотра узлов аппарата, поможет обрести уверенность и приступить к делу.
Простейшие причины поломки и их устранение
Не всегда поломка инвертора — это полная неисправность аппарата. Порой, это может быть что-то несерьезное. Поэтому, если оборудование работает, но не корректно, то стоит проверить следующие причины:
| Вид неисправности | Причина | Способ устранения |
| Сварочный металл разлетается в разные стороны. | Выставлена слишком большая сила тока, не соответствующая параметрам электрода. | На пачке электродов указаны оптимальные значения настроек аппарата, которые необходимо переустановить в согласии с этими рекомендациями. |
| Сила тока выставлена правильно, но электрод постоянно прилипает к изделию. | 1. Во входящей сети упало напряжение (менее 220 V). 2. Используется слишком длинный удлинитель. 3. В гнездах кабелей нет плотного контакта. 4. Плохой контакт в розетке сети. 5. Шнур от розетки до аппарата имеет сечение меньше 2.5 мм. | 1. Подождать возобновления уровня напряжения или установить стабилизатор. 2. Если необходим удлинитель, то его сечение должно быть более 4 мм квадратных. 3. Проверить плотность фиксации кабелей в гнездах путем поворота по часовой стрелке до упора. 4. Устранить причину плохого контакта. 5. Заменить провод на аналог с большим сечением. |
| Не зажигается дуга, хотя аппарат работает. | Плохой контакт на массе. | Переподключить контакт массы. |
| Обрыв напряжения при сварке. | Поломан автомат сети или его параметры не соответствуют используемой силе тока. | Заменить автомат. |
| Горит индикатор перегрева. | Это срабатывает при достижении температуры 80 градусов. Сварка велась слишком долго. | Дать остыть аппарату, не ведя работы. |
Проблемы в электронике и их устранение
Ремонт инверторного сварочного аппарата может подразумевать поиск более серьезных поломок и их устранение. Это касается электронной платы и других узлов. Причина может крыться в:
- попадании влаги во внутрь инвертора и замыкании;
- запыление внутренних элементов оборудования, приводящее к перегреву;
- нарушение режимов сварки, повлекшее к перегреву и уменьшению срока работы отдельных деталей.
Поиск перегретых и сгоревших элементов начинается с визуального осмотра. Определить вышедшую из строя деталь можно по нескольким факторам:
- цвет электронного элемента явно потемнел;
- на ножках или клеммах устройства виден черный нагар;
- деталь, впаянная в электронную плату, треснула;
- наблюдается визуальное вздутие предмета в схеме.
В этом случае необходимо выпаять неработающую деталь при помощи паяльника, и заменить на аналогичную. При подборе нового элемента важно, чтобы он имел и соответствующую маркировку, полностью совпадающую с предыдущей. Она часто указывается на корпусе. Если надпись затерлась, то в специальных справочниках можно получить расчеты электронной схемы по задаваемым величинам входящего и выходящего тока.
Еще одной причиной поломки инвертора может быть обрыв кабеля. Стоит проверить каждый провод вручную, слегка подергав за него. Выполнять это следует даже с маленькими проводами от тумблеров и переключателей.
Узлы устройства «прозваниваются» тестером. Начать следует с транзисторного блока, поскольку чаще всего контакт обрывается в нем. Важно проверить не только сами транзисторы, но и их общий контур. После этого, подобной проверке подвергают диодный мост.
Если предыдущие попытки отремонтировать инвертор не принесли успеха, то следует проверить плату управления ключами, влияющую на функционирование всего оборудования. Для этого потребуется раздобыть осциллограф. Проверяется изменение напряжения и частота управляющих сигналов. Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Для этого потребуется раздобыть осциллограф. Проверяется изменение напряжения и частота управляющих сигналов. Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Выполнить ремонт сварочного аппарата своими руками возможно в большинстве случаев. Для этого необходимы элементарные знания электротехники, соответствующее оборудование, и следование изложенным выше рекомендациям. Но если проблема осталась, то необходимо воспользоваться помощью специалистов.
Ремонт сварочного инвертора ресанта 220 своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность.
Поиск данных по Вашему запросу:
Ремонт сварочного инвертора ресанта 220 своими руками
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Неисправности и ремонт сварочных аппаратов
- Самостоятельный ремонт агрегатов для сварки инверторного типа
- Ремонт Ресанта САИ 250: описание, неисправности и схема
- Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
- Ремонт сварочного инвертора Ресанта
- ремонт сварочного инвертора своими руками
- Ремонт сварочных видео аппаратов своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Бахнул конденсатор.
Неисправности и ремонт сварочных аппаратов
Если знать как проводить ремонт сварочных инверторов своими руками, то можно устранить большинство неполадок самостоятельно. Владение информацией об остальных неисправностях предотвратит необоснованные затраты при сервисном обслуживании. Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная.
В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство. Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора.
Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом. Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы.
Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике хотя бы на начальном, базовом уровне и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.
В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора. Все неисправности сварочных инверторов любого типа бытовых, профессиональных, промышленных можно разделить на следующие группы:.
Все неисправности сварочных инверторов любого типа бытовых, профессиональных, промышленных можно разделить на следующие группы:.
В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия операции к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля.
Основные причины отказа электронной схемы:. Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:. О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма.
В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал.
Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал.
Поврежденные детали сначала пытаются определить визуально — они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам.
При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы. Если визуальный осмотр не принес результата, то переходят к прозваниванию тестированию деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя — как правило этому предшествует отказ элементов «раскачивающего» их контура драйвера , детали которого проверяют в первую очередь.
Точно так же, посредством тестера, прозванивают остальные элементы платы. На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ с сечением, соответствующем проводнику платы. Следует также проверить и в случае необходимости зачистить стирательной белой резинкой контакты всех имеющихся в аппарате разъемов.
Выпрямители входные и выходные , представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя.
Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый неисправный диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей.
Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей.
Диагностируют этот сигнал с помощью осциллографа. При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по Ремонт сварочных инверторов своими руками — как подступиться? Содержание Особенности ремонта сварочных инверторов Неисправности сварочных инверторов — основные виды и причины Наиболее распространенные неисправности инверторных аппаратов Самостоятельный ремонт инверторных сварочных аппаратов.
Рекомендуемые организации.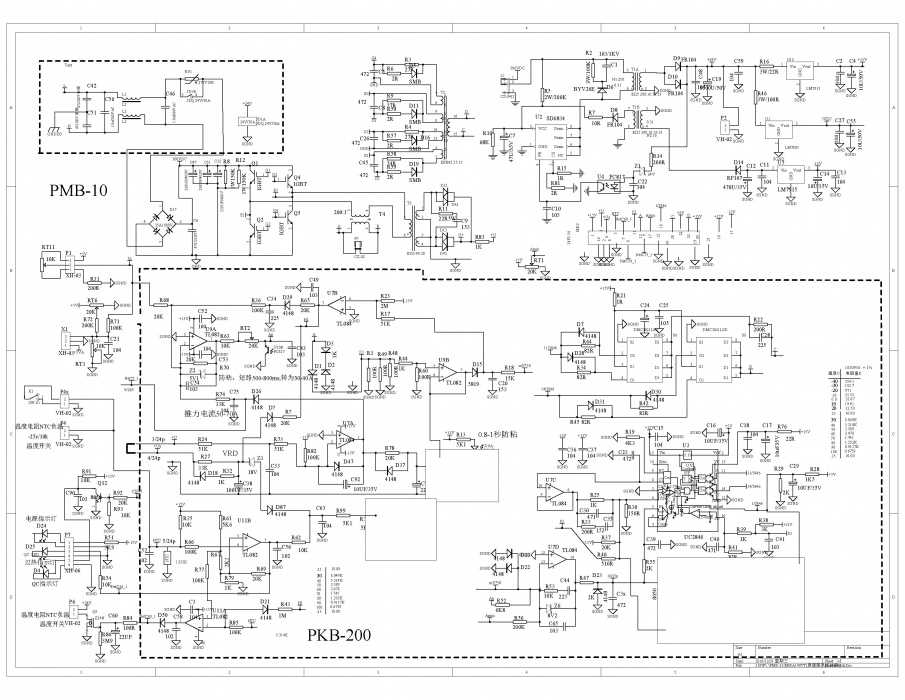 Трубогиб ручной ТР и другие марки — рассматриваем типы этого приспособления В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Виды сварочных аппаратов — обзор популярных моделей Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по
Трубогиб ручной ТР и другие марки — рассматриваем типы этого приспособления В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Виды сварочных аппаратов — обзор популярных моделей Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по
Самостоятельный ремонт агрегатов для сварки инверторного типа
Оборудование работает по принципу преобразования электричества частотой 50 Гц в напряжение В, для регулировки используется модуляция. Схема инвертора не очень сложная, конструкция потребляет до 6,5 кВт. Высокое напряжение хода — 80 В, позволяет использовать разные типы электродов. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р.
Ремонт сварочного инвертора ресанта своими руками — studvesnaru Сварочный аппарат РЕСАНТА САИ , хорошо подойдёт для домашнего.
Ремонт Ресанта САИ 250: описание, неисправности и схема
В предыдущем посте меня попросили рассказать про типовые неисправности сварочных инверторов РЕСАНТА, но я решил что лучше все таки рассказать почему сварки вообще ломаются а потом уже дополнить пост типовыми неисправностями.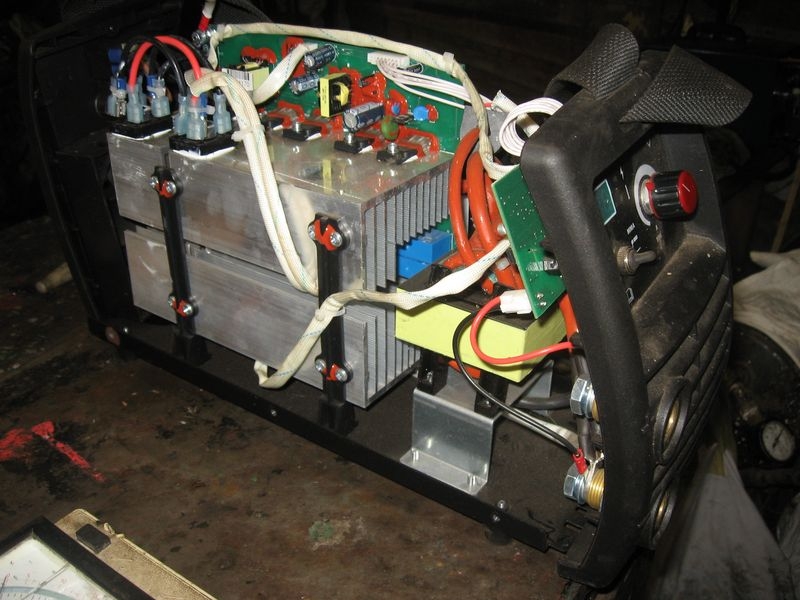 Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:. Попадание через систему охлаждения в сварку пыли, металлическая стружки, окалины, снега. Вся эта адова смесь очень хорошо проводит ток, что в последствии вызывает пробой между дорожек, между ножек IGBT, на выводах конденсаторов. Поэтому хотя бы раз в год продувайте от пыли аппараты. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора. В общем все что вызывает просадку питающего напряжения.
Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:. Попадание через систему охлаждения в сварку пыли, металлическая стружки, окалины, снега. Вся эта адова смесь очень хорошо проводит ток, что в последствии вызывает пробой между дорожек, между ножек IGBT, на выводах конденсаторов. Поэтому хотя бы раз в год продувайте от пыли аппараты. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора. В общем все что вызывает просадку питающего напряжения.
Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
Ремонт сварочного инвертора Ресанта А. Не включается. Repair welding inverter A Resanta. Семья Бровченко.
Электроника, которая применяется в сварочных инверторах, повышает КПД и добавляет функций сварочнику, но именно:.
Ремонт сварочного инвертора Ресанта
Способ работы сварочного аппарата Ресанта саи и его схема не отличаются от аналогичных устройств других изготовителей. Поступающий переменный ток обычной электросети В преобразуется сначала до постоянного тока, со значением в В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего. Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в Вольт. Ток сварочного аппарата регулируется с помощью модуляции по большому счету, она является широкоимпульсной получаемого напряжения высокой частоты.
Поступающий переменный ток обычной электросети В преобразуется сначала до постоянного тока, со значением в В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего. Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в Вольт. Ток сварочного аппарата регулируется с помощью модуляции по большому счету, она является широкоимпульсной получаемого напряжения высокой частоты.
ремонт сварочного инвертора своими руками
Восстановление и ремонт сварочного инвертора своими руками возможен только при наличии достаточно уверенных знаний в области электротехники и электроники. Достаточно сложная схема аппарата Ресанта либо другого однотипного требует применения специального оборудования для диагностики причин неисправности. Инверторный агрегат отличается достаточно сложной электронной схемой.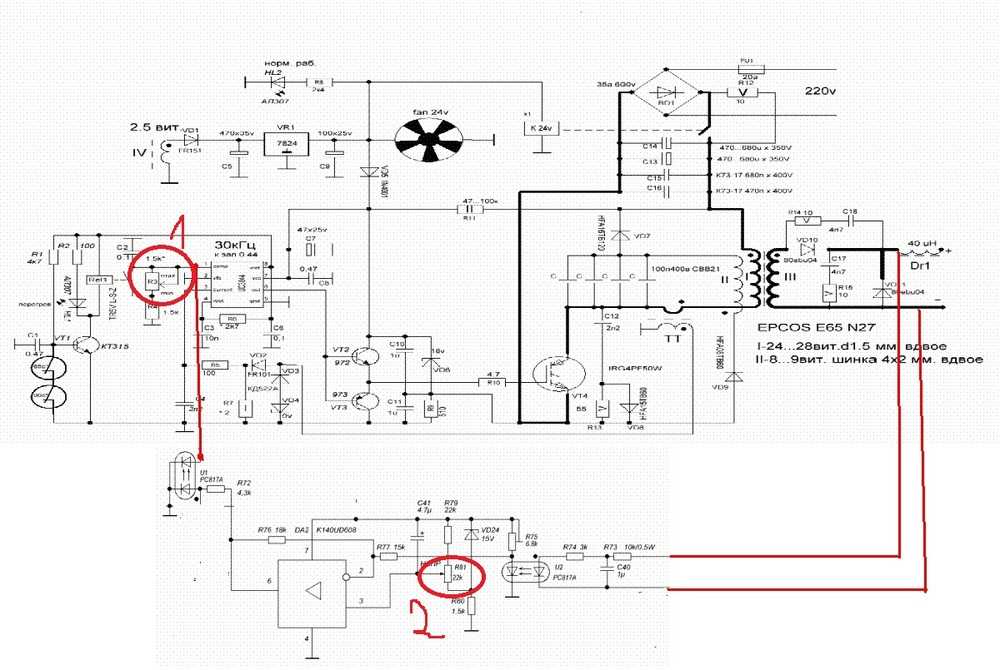 Для аппарата такого класса характерны наличие силовых преобразующих цепей на полупроводниковых элементах, электронного управления режимами работы. Без понимания сути работы всех этих элементов, самостоятельный ремонт невозможен. Понятно, что ремонт инверторного аппарата невозможен без наличия паяльника и расходных материалов к нему припои, флюсы. Но основные приборы потребуются именно для диагностики неисправности.
Для аппарата такого класса характерны наличие силовых преобразующих цепей на полупроводниковых элементах, электронного управления режимами работы. Без понимания сути работы всех этих элементов, самостоятельный ремонт невозможен. Понятно, что ремонт инверторного аппарата невозможен без наличия паяльника и расходных материалов к нему припои, флюсы. Но основные приборы потребуются именно для диагностики неисправности.
инвертор сварочный fubag in ремонт своими руками. Напряжение питания В, Напряжение холостого хода 65 В, Потребляемая . в Риге Схема сварочного инвертора Ресанта САИ Сварочный инвертор.
Ремонт сварочных видео аппаратов своими руками
Ремонт сварочного инвертора ресанта 220 своими руками
Для просмотра файла вам потребуется архиватор и программа для открытия файлов формата PDF. Все это вы можете скачать на нашем сайте в разделе СОФТ. Покупаете, продаете или ремонтируете сварочные инверторы?
Проверка деталей выявила следующее — резистор R4 номиналом 4. Отнеситесь с должным вниманием к ремонту системы управления сварочного инвертора, иначе можно окончательно угробить аппарат. Расскажите пользователям соцсетей, как работает этот сварочный инвертор. Отзывы о нем оставленные вами в комментариях помогут другим при покупке аппарата.
Отнеситесь с должным вниманием к ремонту системы управления сварочного инвертора, иначе можно окончательно угробить аппарат. Расскажите пользователям соцсетей, как работает этот сварочный инвертор. Отзывы о нем оставленные вами в комментариях помогут другим при покупке аппарата.
Если знать как проводить ремонт сварочных инверторов своими руками, то можно устранить большинство неполадок самостоятельно.
Среди многообразия моделей сварочных инверторов известной торговой марки аппарат Ресанта САИ считается одним из самых популярных. По техническим характеристикам и функциональности инвертор данной модели можно отнести к устройствам как бытового, так и промышленного типа, он занимает между ними промежуточное положение. Именно благодаря таким характеристикам одинаково успешно этот инвертор может использоваться как профессионалами своего дела для выполнения сварки повышенной сложности, так и начинающими сварщиками, делающими первые шаги в своей профессии. Сварочный инвертор Ресанта САИ — это аппарат, работающий от однофазной электрической сети с напряжением В.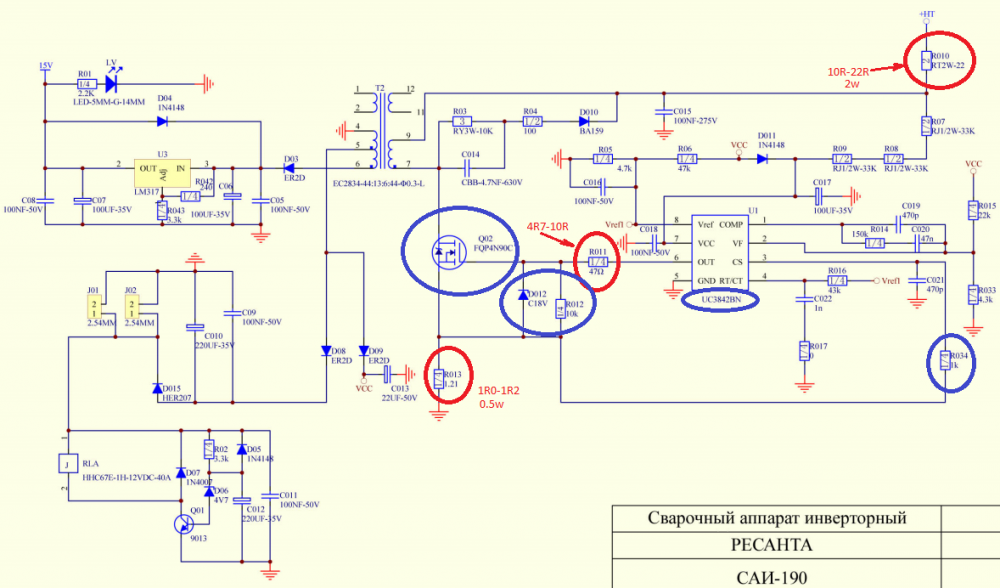 На выходе устройства формируется постоянный ток, который используют для выполнения электродуговой сварки при помощи плавящихся покрытых электродов.
На выходе устройства формируется постоянный ток, который используют для выполнения электродуговой сварки при помощи плавящихся покрытых электродов.
Самое подробное описание: ремонт ресанта саи своими руками gp78 схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р.
Что можно сварить с помощью дуговой сварки на 70 А?
Пьер Янг
Со всеми различными типами сварки и изобилием доступного сварочного оборудования может возникнуть путаница, чтобы понять, что вы действительно хотите или в чем нуждаетесь. В данной статье рассматривается дуговая сварка. Дуговая сварка — это зонтик, под который подпадают TIG и MIG, одни из наиболее распространенных и популярных методов сварки.
Название говорит о том, что на самом деле представляет собой дуговая сварка. Как и любой другой вид сварки, дуговая сварка используется для соединения металла и других материалов с использованием чрезвычайно высоких температур. При дуговой сварке создается электрическая дуга, по которой электричество может проходить между металлической заготовкой и металлическим электродом.
Чтобы облегчить работу, в настоящее время на рынке доступны портативные дуговые сварочные аппараты, которые позволяют сварщику очень удобно носить аппарат с собой и выполнять мелкий ремонт. 70-амперный сварочный аппарат для дуговой сварки особенно выгоден и высоко оценен экспертами и профессионалами. Несмотря на простоту использования 70-амперного дугового сварочного аппарата, ограниченная сила тока не позволяет использовать его на любой поверхности. Дуговой сварочный аппарат на 70 ампер лучше всего использовать для тонких листов металлов толщиной около 1/8 th 9.0014 дюйма и толщиной 18 калибров.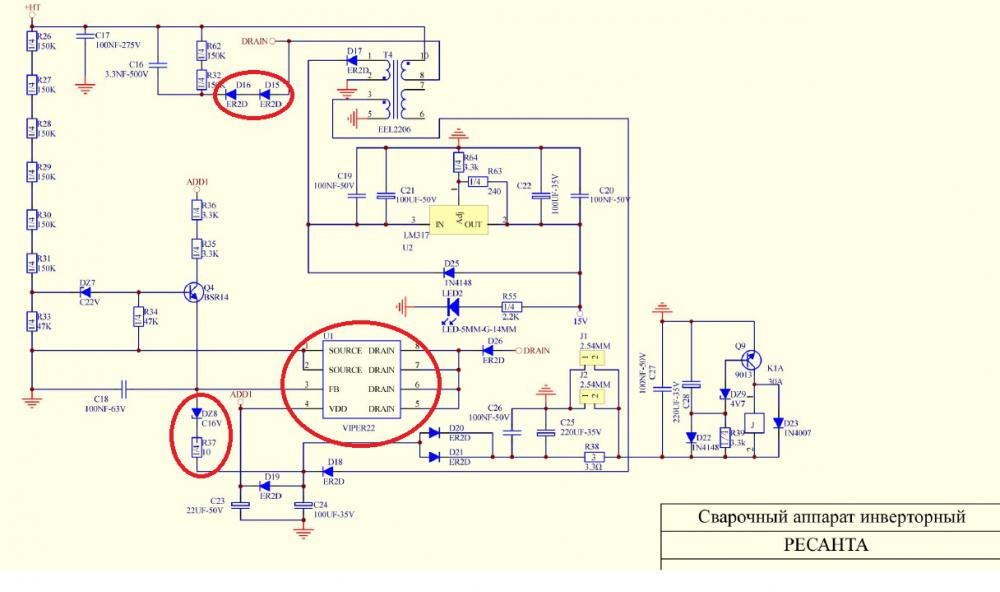 Кованое железо, автомобильные листы и лодочный прицеп — это лишь некоторые из вещей, которые вы можете сварить с помощью дуговой сварки на 70 ампер.
Кованое железо, автомобильные листы и лодочный прицеп — это лишь некоторые из вещей, которые вы можете сварить с помощью дуговой сварки на 70 ампер.
Прежде чем мы поговорим об аппарате для дуговой сварки на 70 ампер и о том, что можно сваривать с помощью этого конкретного типа сварочного оборудования, давайте узнаем больше об дуговой сварке.
Что такое дуговая сварка?
Дуговая сварка часто называется сваркой электродом и названа так потому, что она включает заряженную электрическую дугу, которая образуется между заготовкой и электродом. Дуга защищена либо инертными газами, либо флюсом, а затем тепло размягчает металлы, позволяя сваривать их при охлаждении.
Первая технология дуговой сварки была усовершенствована в 19 веке и широко использовалась для строительства кораблей и самолетов во время Второй мировой войны. Сегодня существует множество импровизированных и усовершенствованных типов дуговой сварки, которые используются, когда речь идет о строительстве стальных конструкций, а также в проектах промышленного строительства.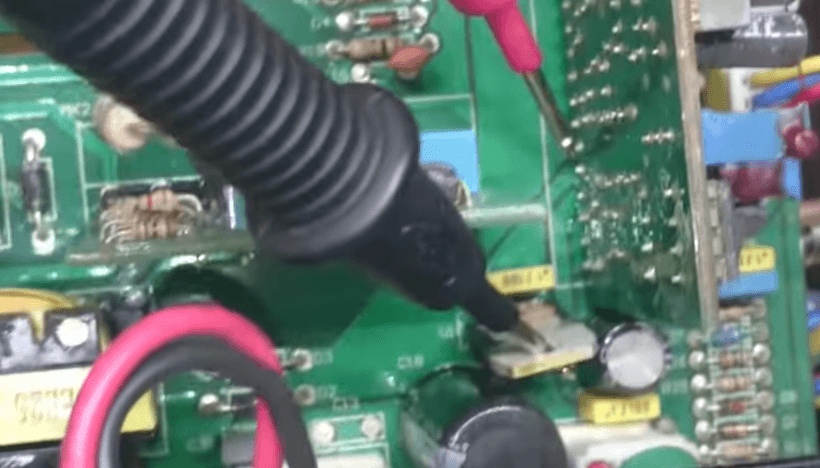 Температура при дуговой сварке в среднем может достигать 6500 градусов по Фаренгейту!
Температура при дуговой сварке в среднем может достигать 6500 градусов по Фаренгейту!
Оборудование для дуговой сварки, как правило, недорогое и доступное для большинства людей. Он включает в себя машину переменного тока, набор электродов, электрододержатели, отбойный молоток, соединительные силовые кабели, заземляющие зажимы и проволочные щетки. Защитное оборудование также необходимо, поэтому добавьте к списку сварочные перчатки, защитные очки, сварочный шлем и рукава.
Типы дуговой сварки
Существует множество различных типов дуговой сварки. К ним относятся сварка MIG, дуговая сварка защитным металлом, сварка вольфрамовым электродом в среде инертного газа, дуговая сварка под флюсом и сварка с флюсовой сердцевиной. Все эти типы связаны с созданием электрической дуги между заготовкой и электродом, расплавлением металла и соединением деталей.
- Сварка МИГ: Сварка МИГ также известна под другим названием – дуговая сварка металлическим электродом в среде защитного газа (GMAW).
 Этот вид сварки включает в себя металлическую проволоку, которая нагревается и расплавляется для создания электрической дуги, которая плавит заготовки и соединяет их вместе.
Этот вид сварки включает в себя металлическую проволоку, которая нагревается и расплавляется для создания электрической дуги, которая плавит заготовки и соединяет их вместе. - Сварка ВИГ: Эта форма сварки, также называемая дуговой сваркой вольфрамовым электродом (GTAW), использует электрод на основе вольфрама, который подает ток в сварочную дугу. Вольфрам и сварочная ванна защищены смесью инертных газов.
- Сварка под флюсом: Для процесса сварки под флюсом требуется полый электрод, заполненный флюсом. В остальном механизм такой же, как у сварочного аппарата MIG. В пистолет подается непрерывная присадочная проволока. Флюс образует шлак, который защищает сварочную ванну от воздействия окружающей среды.
- Дуговая сварка под флюсом: Дуговая сварка под флюсом — это еще один процесс дуговой сварки, названный так потому, что сварочная ванна, создаваемая электрической дугой, погружается в слой флюса. Поток проводит электричество, когда он расплавлен, обеспечивая путь для тока.

Преимущества и недостатки дуговой сварки
Причиной популярности и широкого использования дуговой сварки в ряде отраслей промышленности является ее эффективность и долговечность. Вот еще несколько причин, по которым дуговая сварка приобрела тот статус, который она имеет сегодня. Но там, где есть преимущества, есть и недостатки.
Преимущества
- Стоимость – Оборудование не очень дорогое, поэтому затраты низкие
- Портативность – Эти устройства и части сварочного оборудования очень легко транспортировать и переносить
- Чистота – Дуговая сварка одинаково эффективен на грязных рабочих поверхностях, но его очистка приведет к более прочным сварным швам
Недостатки
- Навыки – Дуговая сварка является одним из самых сложных видов сварки и требует квалифицированного или опытного рабочего. В результате затраты на оплату труда высоки.
- Эффективность – При некоторых типах дуговой сварки образуется много отходов, что увеличивает стоимость проекта
Что делает аппарат для дуговой сварки на 70 А?
Дуговой сварочный аппарат — это небольшое портативное устройство, которое вы можете перевозить в своем грузовике и использовать для сварки в труднодоступных местах. Аппарат требует, чтобы вы прикрепили электроды по вашему выбору, и поставляется с зажимами заземления и кабелями для подключения к источнику питания.
Дуговой сварочный аппарат на 70 ампер идеально подходит для небольшого ремонта в доме. Это также доступная и долговечная машина, которая может прослужить вам несколько лет, если вы инвестируете в хорошую машину. Машину легко транспортировать, а как только вы ее освоите, ею очень легко управлять.
Тем не менее, для новичка дуговая сварка и настройка температуры в зависимости от материала могут быть немного сложными. Опытные сварщики советуют любителям начинать со сварочных аппаратов MIG или дуговых сварочных аппаратов на 220 А, а затем переходить к аппаратам с меньшей силой тока. Кроме того, сварка с малой силой тока может занять больше времени, чем у обычного сварщика MIG, поэтому вы можете проявить больше терпения.
Кроме того, сварка с малой силой тока может занять больше времени, чем у обычного сварщика MIG, поэтому вы можете проявить больше терпения.
Какая связь между ампером и толщиной?
Одна вещь, которой на самом деле не учат в школе, это как устанавливать настройки на сварочном аппарате. Опытные сварщики могут сказать, какими должны быть идеальные параметры сварки, наблюдая за сварочной ванной, создаваемой каждым параметром; если брызг слишком много, у вас слишком высокая температура, и вам следует немного уменьшить ее. Для новичков и учащихся есть таблицы усилителей, которые помогут вам определить идеальные температуры для сварки различных материалов.
Используемая сила тока также сильно зависит от того, какой металл вы свариваете, и от его толщины. Чем толще металлический лист, тем выше потребуется сила тока. Как правило, 70 ампер идеально подходят для сварки листов из мягкой или нержавеющей стали толщиной 1/8 дюйма. Для более толстых листов лучше подойдет сварочный аппарат MIG.
Что он может сваривать?
Дуговой сварочный аппарат на 70 ампер может сваривать нержавеющую сталь толщиной 1/8 дюйма или калибром 18. Идеально подходит для сварки
- Лодочные прицепы
- Кованое железо
- Автомобильный листовой металл
Дуговой сварочный аппарат может быть полезным инструментом в доме, так как он может сваривать практически все, если вы позаботитесь о материале и толщине свариваемого металлического листа.
На рынке представлено множество различных марок дуговых сварочных аппаратов на 70 ампер по доступной цене. Многие из них имеют некоторые дополнительные функции, такие как защита от перегрева, и предназначены для того, чтобы сделать результирующую дугу более плавной. В целом, это отличная инвестиция для сварщиков-любителей и энтузиастов домашнего ремонта.
Часто задаваемые вопросы
Сколько стоит дуговой сварочный аппарат на 70 А?
Дуговой сварочный аппарат на 70 ампер от одного из лучших производителей на рынке может стоить от 100 до 200 долларов. Однако такой сварочный аппарат легко прослужит вам пару лет. Таким образом, инвестирование в такой дуговой сварочный аппарат является хорошей идеей.
Однако такой сварочный аппарат легко прослужит вам пару лет. Таким образом, инвестирование в такой дуговой сварочный аппарат является хорошей идеей.
Можете ли вы сами сделать дома дуговой сварщик на 70 ампер?
Да, вы действительно можете, если вы достаточно знаете о сварке и машинах. На YouTube есть видеоролики и учебные пособия, которые помогут вам сделать свой собственный дуговой сварщик в домашних условиях, но мы бы не рекомендовали это делать. Это сложно, и если вы допустите какие-либо ошибки, это тоже может быть опасно.
Сколько доступно сварочных аппаратов для дуговой сварки?
Имеются аппараты для дуговой сварки на 70, 110 и 220 ампер. Есть и более мощные. Для более толстых листов металла вам следует подумать о покупке дугового сварочного аппарата с более высокой силой тока.
Как узнать, слишком ли горячий или слишком холодный электрод при дуговой сварке?
Опытные сварщики могут определить температуру электрода, просто взглянув на сварочную ванну. Слишком сильное пятно означает, что температура слишком высока, а объемный валик сварного шва указывает на низкую температуру. Сначала потренируйтесь и наблюдайте за сварочной ванной, регулируя силу тока, чтобы получить нужную температуру.
Слишком сильное пятно означает, что температура слишком высока, а объемный валик сварного шва указывает на низкую температуру. Сначала потренируйтесь и наблюдайте за сварочной ванной, регулируя силу тока, чтобы получить нужную температуру.
От каких факторов зависит сила тока дуговой сварки?
Зависит от двух вещей:
• Тип металла
• Толщина металлического листа
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
В чем разница между сваркой электродом и MIG?
Существует множество различных методов сварки, включая сварку TIG, сварку MIG и сварку электродами.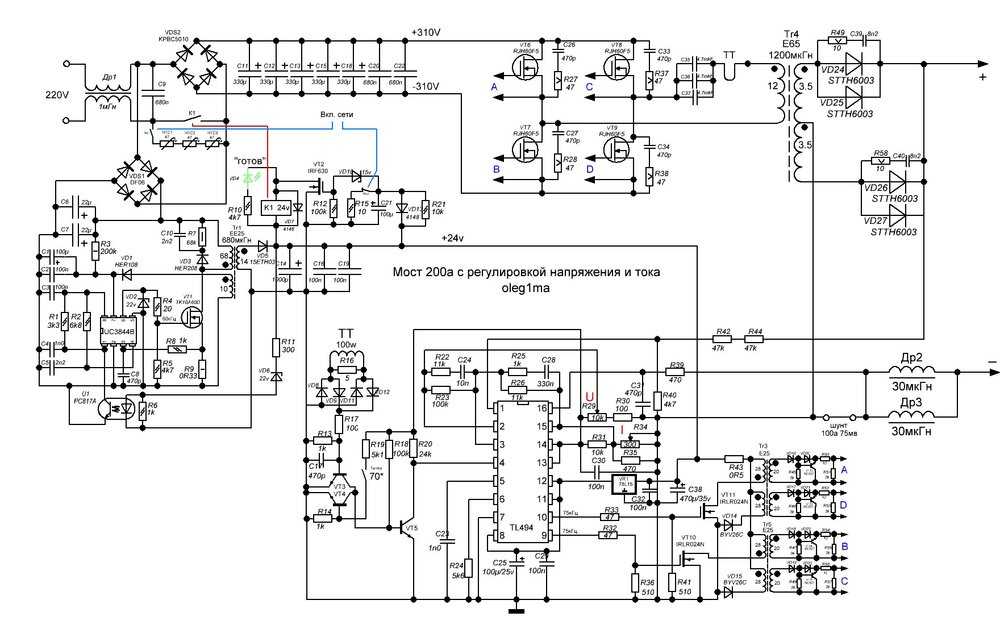 Каждый из этих видов сварки имеет свои плюсы и минусы, что делает их пригодными для различных применений.
Каждый из этих видов сварки имеет свои плюсы и минусы, что делает их пригодными для различных применений.
В этой статье будет рассмотрена сварка MIG и электродуговая сварка, предлагается введение в каждый метод, подробно описаны преимущества и недостатки, а также сравнение двух типов сварки.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Сварка МИГ
- Ручная сварка
- MIG против сварки электродом
- Сварка электродом проще, чем MIG?
- Почему сварка электродом прочнее, чем MIG?
- Заключение
Для сварки MIG используются плавящиеся электроды, поставляемые с катушки. Нажатие курка на катушечном пистолете подает проволоку с заранее выбранной скоростью по мере прохождения тока, расплавляя как электрод, так и основной металл.
Сварка MIG обычно выполняется постоянным током или обратной полярностью, когда электрод остается заряженным положительно, а основной металл заряжен отрицательно.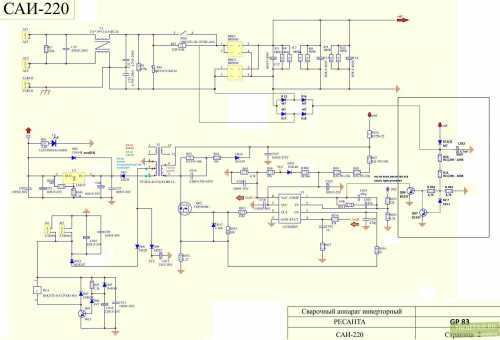 В любом случае основной металл и электрод плавятся вместе в сварочной ванне расплавленного металла, которая защищена от внешнего атмосферного загрязнения защитным газом.
В любом случае основной металл и электрод плавятся вместе в сварочной ванне расплавленного металла, которая защищена от внешнего атмосферного загрязнения защитным газом.
Оборудование, используемое сварщиками MIG, относительно простое и понятное, при этом большинство аппаратов MIG используют только три настройки скорости подачи проволоки, полярности и напряжения. Пистолет катушки сварочного аппарата также прост в использовании, с триггером и выключателем.
Преимущества
Сварка MIG имеет ряд преимуществ, в том числе:
- Точность : Сварка MIG обеспечивает высокий уровень точности, позволяет сваривать металл толщиной до 24 калибра, а также создавать сложные сварочные конструкции
- Чистый : Сварка MIG — это чистый процесс с небольшим разбрызгиванием, обеспечивающий гладкие, высококачественные соединения без шлака, требующие минимальной очистки
- Эффективность : Поскольку это процесс сварки с проволокой в катушках, нет необходимости прерывать сварочные работы, чтобы заменить стержневой электрод
- Fast : Сварка MIG — один из самых быстрых методов сварки, обеспечивающий высокую производительность
- Easy-to-Learn : MIG-сварка проста в освоении, а аппараты просты в эксплуатации, а это означает, что даже совсем новичок сможет вскоре начать создавать сварные швы приемлемого качества
- Flux Core : сварка MIG также может использоваться в проектах сварки с флюсовой проволокой
Недостатки
Несмотря на множество преимуществ, сварка MIG имеет и некоторые недостатки:
- Окружающая среда : Сварку MIG трудно проводить на открытом воздухе, так как даже легкий ветерок может нарушить подачу защитного газа, что приведет к получению слабых и пористых сварных швов
- Загрязнение : Если металл загрязнен в месте сварки, это может привести к пористому сварному шву, а это означает, что сварка MIG не идеальна для металлов с ржавчиной или краской на них.
 В результате металлическая поверхность должна быть полностью очищена перед началом сварки
В результате металлическая поверхность должна быть полностью очищена перед началом сварки - Замена катушки : Хотя катушка с проволокой означает, что редко требуется менять электрод во время сварки, катушку необходимо менять при сварке различных металлов
Области применения
Сварка МИГ — это гибкий метод, который можно использовать для различных металлов и который прост в освоении, что позволяет использовать его в самых разных областях.
Способная соединять как тонкие, так и толстые металлы, сварка MIG может использоваться в различных положениях сварки и с химически активными металлами, такими как алюминий, медь и магний, а также с нержавеющей сталью, углеродистой сталью и никелем.
Эта универсальность означает, что сварка MIG используется в нефтегазовой, энергетической, автомобильной, строительной, железнодорожной, морской и других отраслях промышленности.
Подробнее о сварке MIG можно узнать здесь, но далее мы рассмотрим сварку электродами.
Сварка стержнем представляет собой процесс электродуговой сварки, в котором в качестве присадочного материала используется металлический стержень или стержень. Эти палочки обычно покрыты флюсовым материалом и доступны в различных диаметрах и длинах. Для получения высокопрочных сварных швов важно выбрать правильный тип сварочной проволоки с флюсовой сердцевиной для вашего применения.
Часто используется для сварки стали и железа, при сварке электродом используется постоянный ток или ток обратной полярности, как и при сварке MIG. Это создает дугу между сварочным стержнем или стержнем и основным металлом. Тепло этой дуги расплавляет как основной металл, так и присадочный стержень, капли которого стекают в заготовку, образуя шарики, которые сплавляют две металлические детали вместе.
Тепло также заставляет часть флюса испаряться, создавая защитный газ, который помогает стабилизировать дугу. Остальная часть флюса образует шлак в ванне с расплавленным расплавом, чтобы защитить сварной шов от загрязнения или окисления.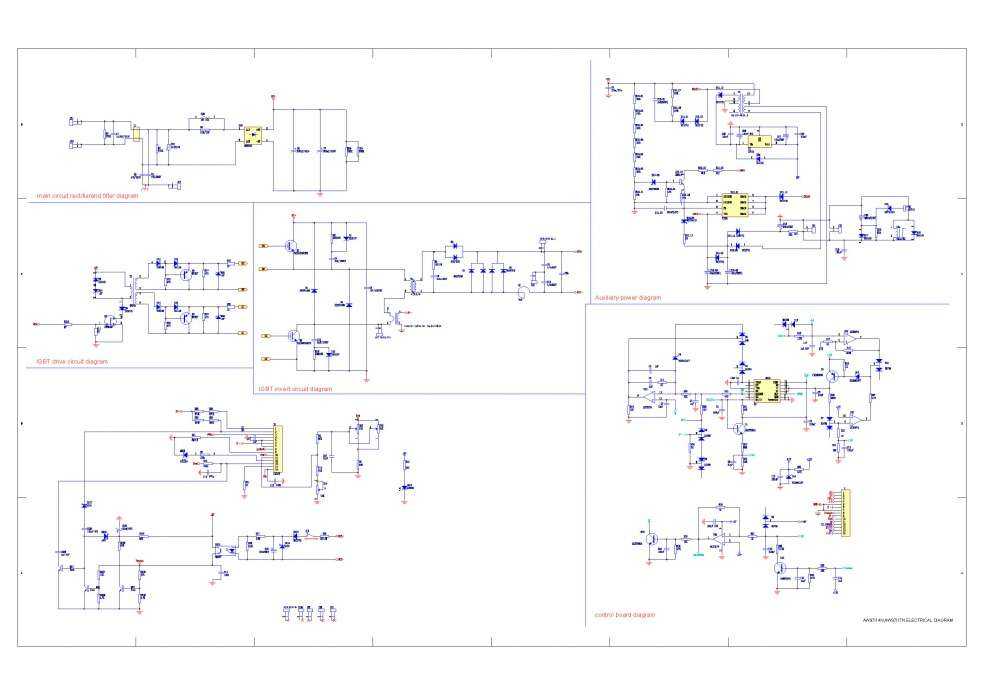 Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Преимущества
К преимуществам сварки электродом относятся:
- Окружающая среда : Сварка электродом создает большую дугу, на которую не влияет ветер, что означает, что ее можно эффективно использовать как в помещении, так и на открытом воздухе. Сварку электродом можно выполнять в ветреную погоду и даже под водой
- Стойкость к краске и коррозии : Сварку электродом можно использовать для ремонта деталей, имеющих краску или коррозию в месте сварки
- Easy-to-Learn : Сварка электродом проста в освоении, а это означает, что сварку хорошего качества может выполнить человек с относительно небольшим опытом
- Замена присадочного материала : Легко заменить присадочный материал, когда вам нужно сваривать различные металлы, такие как чугун или различные нержавеющие стали
- Уменьшение прожога : Используя опцию постоянного тока для дуги, можно изменить полярность электрода, чтобы уменьшить вероятность прожога при сварке более тонких металлов
- Экономичность : поскольку нет необходимости в подаче инертного газа, электродуговая сварка является недорогим вариантом, а также проста в использовании в полевых условиях
Недостатки
Несмотря на ряд преимуществ сварки электродами, у нее есть и недостатки:
- Шлак : Сварочный шлак откладывается на металле, который необходимо соскоблить или отколоть, прежде чем можно будет приступить к дальнейшей сварке или покраске
- Брызги : При сварке электродом образуются брызги, хотя при сварке постоянным током (DC) образуется меньше брызг, чем при сварке переменным током (AC)
- Прерывания сварки : Сварочные работы могут прерываться, когда необходимо заменить присадочную проволоку, что снизит вашу производительность
- Сварка тонких металлов : Ручная сварка не подходит для сварки тонких металлов толщиной менее 1/8 дюйма
Области применения
Поскольку для сварки электродом не требуется газовое сопло, его можно использовать для сварки больших материалов, а также его можно использовать как в помещении, так и на улице, поскольку электродный флюс предотвращает любое загрязнение.
Это означает, что электродуговая сварка подходит для широкого спектра применений, включая крупномасштабное строительство, нефте- и газопроводы и другие работы на открытом воздухе.
Поскольку поверхность сварного шва не обязательно должна быть полностью очищена от ржавчины или краски, сварка электродом также хорошо подходит для ремонта и технического обслуживания.
Вы можете узнать больше о сварке электродом здесь, но мы продолжим сравнение сварки электродом со сваркой МИГ…
Чтобы полностью определить различия между сваркой МИГ и сваркой электродом, мы сравним их по некоторым ключевым параметрам:
1. Качество сварки
Сварные швы MIG, как правило, имеют лучшее эстетическое качество, чем сварка электродами, поскольку при сварке электродами образуются брызги и шлак. Однако, напротив, при сварке более толстых металлов с помощью MIG сила тока должна быть высокой, а поверхность должна быть полностью очищена от краски и коррозии, чтобы не повлиять на проплавление сварного шва.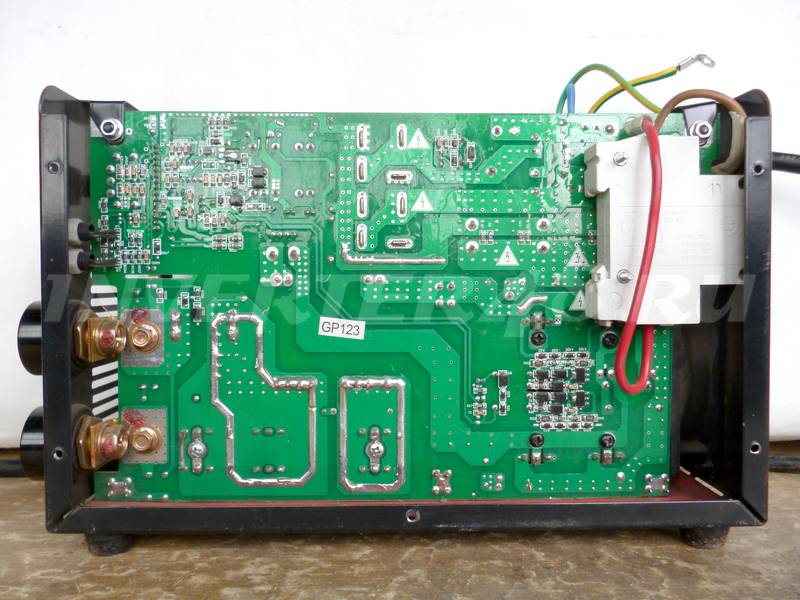 При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
2. Внутреннее и наружное применение
Поскольку сварка MIG предполагает использование защитного газа, ее можно выполнять только в помещении, так как ветер или дождь могут повлиять на сварку. С другой стороны, сварка электродами устойчива к ветру и воде, поэтому ее можно выполнять на открытом воздухе или даже под водой. Однако дуга при сварке электродом может производить много дыма и дыма, а значит, для безопасности сварщика требуется хорошая вентиляция.
3. Типы и толщина металлов
Сварка MIG может выполняться с различными типами металлов при условии, что поверхности чистые. Сварку MIG можно использовать для тонких металлов, включая алюминий, латунь, углеродистую сталь, медь, магний, мягкую сталь и нержавеющую сталь. Однако сварка MIG не идеальна для более толстых металлов, в отличие от сварки электродом, которая может сплавлять более толстые металлы. Напротив, сварка электродом не так эффективна для более тонких металлов, так как может вызвать прожог.
4. Области применения
MIG — это чистый и быстрый процесс, что делает его подходящим для целого ряда приложений, от небольших проектов DIY до более крупных промышленных задач сварки. Однако MIG не подходит для сварки на открытом воздухе или в более экстремальных условиях, а также для сварки более толстых материалов. В этих случаях предпочтительным вариантом является сварка стержнем.
5. Простота использования
Хотя сварка электродом не представляет особой сложности для изучения, сварка MIG – это более простая техника для освоения. Сварка MIG позволяет вам управлять одним элементом за раз, нажимая курок, чтобы автоматически намотать проволоку и начать сварку. Сварка электродом немного сложнее, так как вам нужно точно зажечь дугу, не повреждая металл сварного шва.
6. Портативность
Сварочное оборудование для сварки электродом более портативно, чем сварочные аппараты MIG, поскольку для него не требуется внешний источник защитного газа.
7. Стоимость
Оборудование для сварки MIG дороже, чем аппараты для сварки электродом, хотя в промышленных масштабах сварка MIG становится более рентабельной благодаря таким факторам, как повышение производительности.
Сварка МИГ намного легче для новичка в освоении, чем сварка электродом. Однако настройка оборудования для сварки MIG может быть довольно сложной, поскольку необходимо учитывать ряд переменных, включая размер и тип проволоки, газ, контактные наконечники и тип сопла. Сварка MIG также обеспечивает более чистые сварные швы, которые требуют меньше очистки после сварки.
Некоторые утверждают, что сварка электродами прочнее, чем сварка MIG, поскольку она обеспечивает лучшее проплавление более толстых материалов.
Однако сварка МИГ может обеспечить хорошие сварные швы, несмотря на то, что она не так эффективна для более толстых металлов, и лучше подходит для соединения более тонких металлов с хорошей отделкой и меньшим риском прожога.
Существует ряд ключевых различий между сваркой MIG и сваркой электродом, включая простоту техники, толщину легко соединяемых металлов и качество сварных швов.
Несмотря на то, что научиться сварке МИГ может быть проще, сварку электродами можно выполнять на открытом воздухе даже в неблагоприятных условиях. Кроме того, сварка стержнем не подходит для сварки тонких материалов, а сварка MIG не подходит для сварки толстых швов.
Каждый тип сварочного процесса имеет свои плюсы и минусы при сравнении друг с другом, а это означает, что оба они эффективны при подходящих условиях и применении.
Соответствующие часто задаваемые вопросы (FAQ)
5 наиболее распространенных видов ремонта печатных плат
Многие не осознают, что электроника, устройства и предметы, которыми они владеют, построены на нескольких внутренних компонентах, которые совместно работают для обеспечения необходимой функциональности и функций, которые они используют. Мобильный телефон, например, — это больше, чем просто корпус, кнопки и дисплей, которые вы видите снаружи. Внутри устройства находится несколько частей, в которых размещаются и соединяются необходимые компоненты. Одна из этих основных частей называется печатной платой или сокращенно PCB.
Одна из этих основных частей называется печатной платой или сокращенно PCB.
Печатные платы являются основой большинства электронных устройств. Ожидается, что только к концу 2018 года глобальный объем продаж печатных плат достигнет 82 миллиардов долларов США. Это должно дать вам некоторое представление о том, как часто печатные платы используются в производстве.
Без них многие устройства просто полностью перестали бы функционировать. В случае крупного сбоя или неисправности это может вызвать довольно серьезные проблемы. Печатные платы также не являются неуязвимыми. Со временем они подвергаются сильному износу, что может привести к ухудшению их производительности и функциональности. Такие факторы, как погода, влажность, возраст и даже высота над уровнем моря, могут повлиять на состояние доски.
К счастью, доски можно отремонтировать или переделать, чтобы они снова стали как новые. Это делает одну из двух вещей. Либо рассматриваемую плату можно вернуть на исходное устройство, чтобы она снова заработала.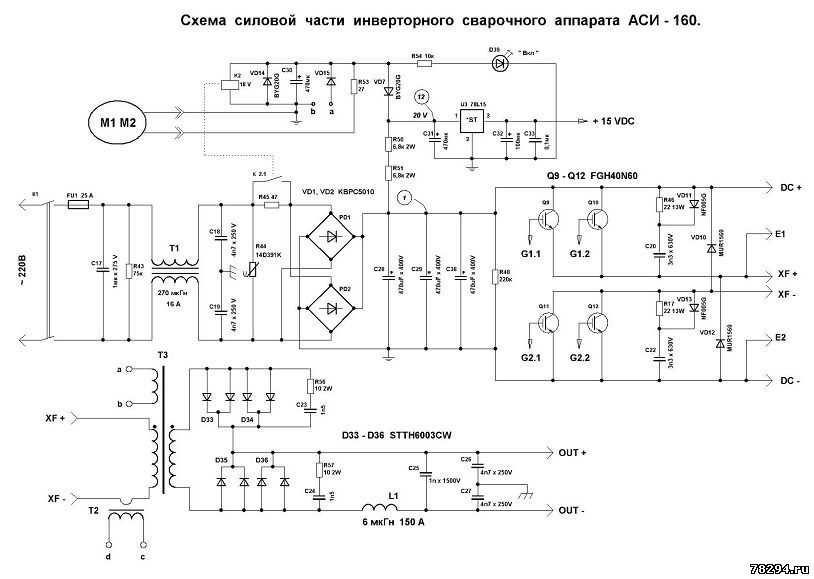 Или его можно использовать в совершенно другом устройстве, как форму переработки, если хотите.
Или его можно использовать в совершенно другом устройстве, как форму переработки, если хотите.
Конечно, прежде чем какую-либо плату можно будет отремонтировать или восстановить, инженеры должны распознать и понять, почему она вышла из строя. Вы не можете хорошо решить проблему, если не знаете, что пошло не так, не так ли?
Очень полезно знать и выявлять некоторые из наиболее распространенных проблем, связанных с печатными платами, чтобы в случае отказа устройства вы, по крайней мере, знали, что пошло не так. Мы рассмотрим некоторые из наиболее распространенных проблем с печатными платами и рассмотрим способы их решения.
Для полноты картины давайте рассмотрим, что на самом деле представляет собой печатная плата и что она делает.
Что такое печатные платы?
Печатная плата или печатная плата является основным компонентом почти всех электронных устройств. Все, кроме самой простой электроники, использует какую-то плату для соединения и механической синхронизации всех элементов продукта. Кофеварка, например, может иметь внутри небольшую печатную плату для подключения электронной системы управления, нагревательного элемента и дисплея.
Кофеварка, например, может иметь внутри небольшую печатную плату для подключения электронной системы управления, нагревательного элемента и дисплея.
В первые дни — задолго до того, как программное обеспечение для проектирования стало чем-то особенным — печатные платы планировались с использованием листов майлара посредством ручной разработки, и часто они были в четыре раза больше, чем сама печатная плата. Дизайнеры укладывали контактные площадки, дорожки и компоненты в предложенный дизайн, который использовался как раскадровка для тестирования и объяснения схем. Сегодня все это делается с помощью программного обеспечения для проектирования и производства.
Печатные платы механически необходимы для поддержки и соединения всех компонентов внутри устройства, которые синхронизируются с помощью проводящих дорожек — это позволяет электричеству свободно проходить через плату и от компонента к компоненту.
Компоненты печатной платы припаяны к плате, которая электрически и механически скрепляет их с общей схемой. Эти «компоненты» включают в себя такие вещи, как батарея, резисторы, светодиоды, транзисторы, конденсаторы и многое другое.
Эти «компоненты» включают в себя такие вещи, как батарея, резисторы, светодиоды, транзисторы, конденсаторы и многое другое.
Платы часто изготавливаются слоями, которые включают различные уровни проводящих и непроводящих листов. Они могут быть односторонними с одним медным слоем, двусторонними с двойным медным слоем по обеим сторонам слоя подложки или многослойными с разными слоями меди и подложки. Стоит отметить, что многослойные платы обеспечивают ряд преимуществ, таких как повышенная плотность компонентов, однако их гораздо сложнее анализировать, ремонтировать и модифицировать.
Важно понимать, что детали и методы ремонта печатных плат часто состоят из тех же материалов и компонентов, которые изначально использовались для создания оборудования. Заменителей или альтернатив очень мало, особенно когда речь идет о надежных и проводящих материалах. Это подчеркивает необходимость найти подходящую профессиональную ремонтную бригаду с нужными активами и связями.
Какие устройства их используют?
ПХБ используются почти во всех электронных устройствах, которые вы можете найти, от смартфонов и компьютеров до телевизоров и пылесосов. Если для работы устройству требуется, чтобы через него проходило электрическое соединение, можно с уверенностью сказать, что внутри есть какая-то печатная плата, иногда невероятно маленькая и тонкая.
Если для работы устройству требуется, чтобы через него проходило электрическое соединение, можно с уверенностью сказать, что внутри есть какая-то печатная плата, иногда невероятно маленькая и тонкая.
По мере того, как с годами развивались технологии, развивались и проектирование и разработка печатных плат, позволяющих создавать более мелкие и сложные компоненты, а также более тонкие и менее громоздкие платы. Это делает процесс ремонта печатной платы особенно сложным, потому что существует так много разных типов, разных размеров и дизайна. Вы не можете обратиться к кому угодно, чтобы отремонтировать, модифицировать или переделать печатную плату. Крайне важно, чтобы вы обратились к уполномоченной стороне, у которой есть как опыт, так и необходимое оборудование, чтобы это произошло.
Почему печатные платы выходят из строя?
Как и все, что ухудшается со временем и при длительном использовании, печатные платы могут столкнуться с целым рядом проблем. От следовых повреждений, которые влияют на проводимость платы и цепи, до отказа компонентов, который приводит к выходу из строя конденсаторов или диодов, на печатной плате есть много спорных моментов.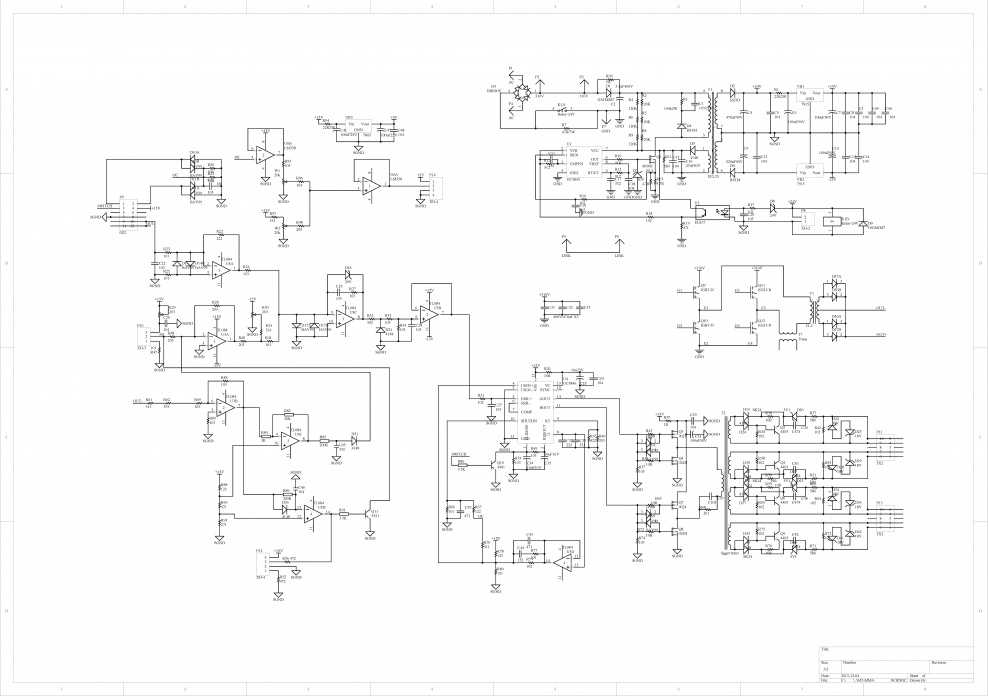
Это помогает определить и понять некоторые из наиболее распространенных проблем с печатными платами, чтобы вы могли решить проблему соответствующим образом. Это также может помочь людям, не имеющим непосредственного опыта работы с печатными платами, поддерживать их в лучшей форме.
1. Физические повреждения
Это более очевидный выбор, когда речь идет о повреждении печатной платы. Фактически, наиболее распространенные причины отказов печатных плат связаны с физическим повреждением устройства или его внутренних компонентов. Это может быть что угодно, связанное с физическим давлением или шоком. Рассматриваемое устройство могло быть сброшено с большого расстояния. Возможно, его ударил или сильно ударил другой предмет? Также есть вероятность, что устройство по какой-либо причине было разобрано, и повреждение произошло непосредственно на плате.
Как диагностировать и ремонтировать
Если сценарий не предполагает полной поломки — плата упала на землю и разбилась или полностью сломалась, — физические повреждения можно устранить в процессе восстановления. Как правило, это включает расплавление поврежденных участков платы или ремонт путем разборки и повторной сборки. Из-за характера большинства физических повреждений маловероятно, что это может быть сделано своими руками теми, у кого нет опыта ремонта печатных плат. Ремонт физических повреждений должен выполняться только обученным и опытным специалистом. В большинстве случаев требуется переделка платы, повторная пайка компонентов и замена проводящих дорожек.
Как правило, это включает расплавление поврежденных участков платы или ремонт путем разборки и повторной сборки. Из-за характера большинства физических повреждений маловероятно, что это может быть сделано своими руками теми, у кого нет опыта ремонта печатных плат. Ремонт физических повреждений должен выполняться только обученным и опытным специалистом. В большинстве случаев требуется переделка платы, повторная пайка компонентов и замена проводящих дорожек.
2. Отказ компонента
Помимо физического повреждения неисправные компоненты являются еще одной наиболее распространенной причиной проблем с печатной платой. На самом деле, если и когда нет физического повреждения, но устройство не работает или не включается, вы можете почти гарантировать, что это связано с одним из компонентов, подключенных к плате.
Сам компонент может быть любым, от конденсатора до диода или микропроцессора. Если проблема заключается в компоненте, который вышел из строя или не работает, может потребоваться его полная замена. Однако не всегда проблема заключается в фактическом компоненте. Иногда из-за старения, перегрева и провалов напряжения трассировочная цепь может ухудшиться до такой степени, что она больше не проводит ток. Также возможно, что один или несколько компонентов полностью сместились с платы и их необходимо переустановить.
Однако не всегда проблема заключается в фактическом компоненте. Иногда из-за старения, перегрева и провалов напряжения трассировочная цепь может ухудшиться до такой степени, что она больше не проводит ток. Также возможно, что один или несколько компонентов полностью сместились с платы и их необходимо переустановить.
Как диагностировать и ремонтировать
Вы можете спросить, как починить печатную плату, если компонент вышел из строя? Опять же, процесс ремонта и восстановления неисправных компонентов лучше доверить профессионалам. Существуют инструменты для измерения напряжения и различные устройства, которые можно использовать для проверки проводимости цепи платы. Их также можно использовать, чтобы определить, поступает ли электричество на компонент или полностью вышел из строя элемент платы. Часто, просто открывая устройство, вы можете увидеть неисправные компоненты. Их внешняя оболочка может казаться сгоревшей, треснутой или сломанной, или компонент полностью оторвался от платы и не закреплен.
Чтобы отремонтировать неисправный компонент, вам, возможно, потребуется нагреть — обычно с помощью тепловой пушки — припаять и провести тщательное тестирование.
3. Повреждение дорожки
Следы на печатной плате — это токопроводящие дорожки из серебра или меди. Как правило, проблему со следами можно увидеть невооруженным глазом, но не всегда. Если дорожка повреждена, будь то в результате регулярного использования или физического повреждения, это может вызвать серьезные проблемы с проводимостью печатных плат, компонентов и рассматриваемого устройства.
Некоторые из наиболее распространенных причин повреждения трассировки включают удары молнии, сильные скачки напряжения или короткое замыкание, загрязнение металлической пылью, перегрев и естественный износ.
Как диагностировать и ремонтировать
При условии, что дорожка не очень тонкая и ее трудно увидеть, вы обычно можете определить повреждение, просто просканировав путь. Медь и серебро по своей природе яркие и блестящие, что облегчает определение поломки или повреждения. Имейте в виду, что это не всегда так, но это верная ставка.
Имейте в виду, что это не всегда так, но это верная ставка.
Чтобы отремонтировать неисправные или поврежденные дорожки трассировки, вам просто нужно перепаять или повторно залить плату необходимым материалом. Это восстанавливает разорванную цепь и позволяет электричеству свободно течь по всей плате.
4. Плохой дизайн
Как бы нам ни хотелось похвалить каждого отдельного инженера или разработчика продукта, это просто нецелесообразно. Иногда по какой-то причине команда может срезать углы при проектировании платы или производстве необходимых компонентов. Это может привести к плохому дизайну и конструкции платы, что впоследствии вызовет проблемы.
К сожалению, плохой дизайн печатной платы может привести к нескольким вещам, многие из которых уже обсуждались здесь.
Как диагностировать и ремонтировать
Вы узнаете, как только у вас неисправная или неисправная печатная плата, потому что ваше устройство будет снова и снова выходить из строя, даже после сеанса ремонта или обслуживания. Лучшее решение для некачественной печатной платы — заменить ее полностью, обратившись в официальный или лицензированный ремонтный центр.
Лучшее решение для некачественной печатной платы — заменить ее полностью, обратившись в официальный или лицензированный ремонтный центр.
Самый простой способ определить плохо спроектированную плату — это количество отказов или проблем после продолжительного использования. За исключением значительных физических или электрических повреждений устройства, если вы возьмете плату для ремонта или анализа и обнаружите несколько проблем, вероятно, что-то не так с конструкцией платы. В некоторых случаях это просто означает, что оригинальный производитель использовал дешевые или ненадежные компоненты, но сама плата в порядке.
5. Сбой питания
В большинстве случаев сбой питания очень похож на отказ компонента, это может быть даже одно и то же. Окончательная проблема связана с тем, что произошел серьезный сбой питания всей платы или ее части. Один из компонентов печатной платы мог подвергнуться воздействию более высокого напряжения, чем обычно, что привело к его тепловому повреждению и взрыву. Или, может быть, произошел сбой трассировки, вызвавший короткое замыкание? В любом случае, измеритель мощности можно использовать для проверки каждого отдельного компонента и общей проводимости платы.
Или, может быть, произошел сбой трассировки, вызвавший короткое замыкание? В любом случае, измеритель мощности можно использовать для проверки каждого отдельного компонента и общей проводимости платы.
Как диагностировать и ремонтировать
Все профессиональные ремонтные бригады имеют измеритель мощности или напряжения, который можно использовать для выявления электрических проблем с платой и ее компонентами. Инструменты для измерения напряжения — это действительно единственный способ диагностировать проблему за пределами видимого повреждения компонента. Что касается ремонта, этот процесс лучше доверить профессионалам, но обычно он включает переустановку или замену компонентов.
Из чего состоит ремонт и восстановление печатных плат?
Существует несколько способов ремонта или обслуживания печатной платы, требующих различных навыков. Однако по большей части все, что связано с внутренностями электронных устройств или устройств, требует знаний в области инженерии и механики, а также основных электрических схем.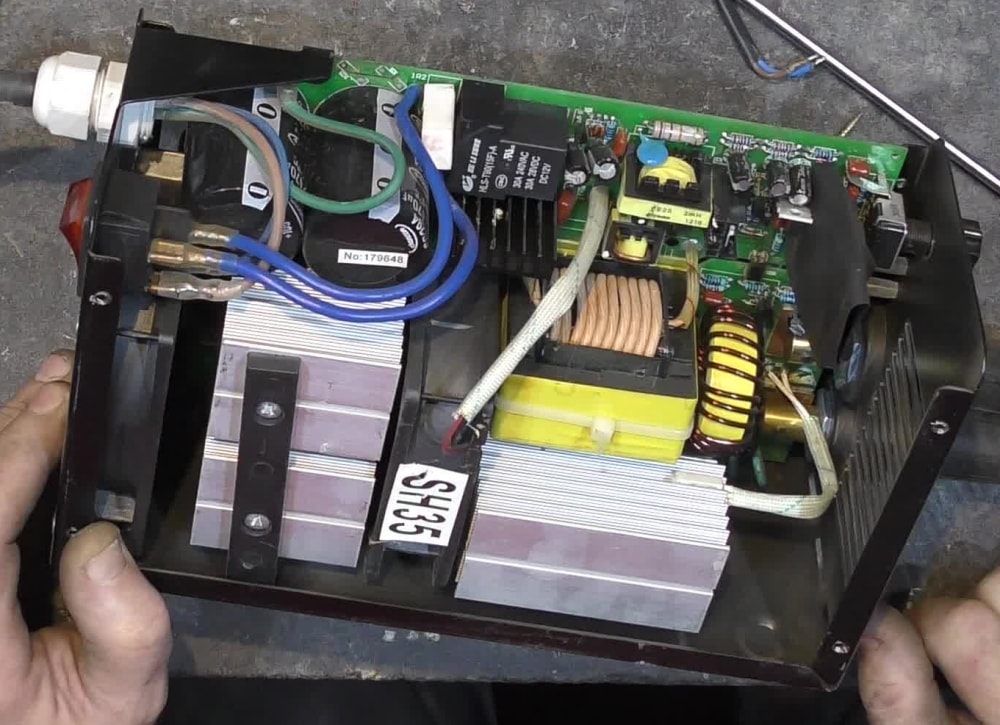 Что касается некоторых более крупных устройств, представленных на рынке, вы можете серьезно или даже смертельно пораниться, если не будете знать, что делаете.
Что касается некоторых более крупных устройств, представленных на рынке, вы можете серьезно или даже смертельно пораниться, если не будете знать, что делаете.
При наличии следов и токопроводящих дорожек может потребоваться покрытие, удаление или замена необходимого материала: будь то медь или серебро. Часто для этого используются такие инструменты, как паяльник или тепловая пушка.
В случае физического или видимого повреждения платы необходим ремонт основной платы. Это может включать расплавление аналогичных материалов для изменения формы или модификации платы, а иногда даже может потребовать полной разборки.
Для ремонта проводников и компонентов могут потребоваться знания и навыки пайки, демонтажа, ремонта BGA и высочайшая точность. Если вы когда-либо работали с паяльником или держали его в руках, вам будет не так просто удерживать твердую руку и равномерно распределять материал. Вам понадобится большой опыт работы с паяльником и демонтажным утюгом, просто чтобы убедиться, что компоненты и детали правильно установлены на плате.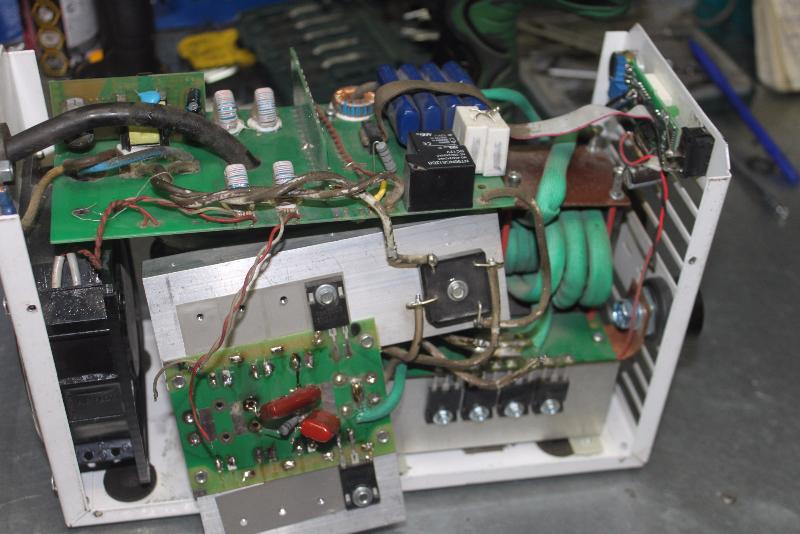
Конечно, существует ряд стандартов IPC и ICO, которым должны следовать профессионалы, чтобы обеспечить создание и ремонт электроники и компонентов с использованием надлежащих протоколов. Если вы не знаете или недостаточно знаете об этих стандартах, позже вы можете оказаться в затруднительном положении.
Убедитесь, что все службы производства электроники или EMS, с которыми вы работаете, знают и соблюдают необходимые процедуры.
EMS, если вы не знаете, часто является компанией по ремонту печатных плат, которая проектирует, производит, тестирует, распространяет и ремонтирует электронные компоненты и внутренние сборки. Обычно они обслуживают компоненты и устройства OEM-производителей или производителей оригинального оборудования. OEM — это компания, которая изначально разработала данный продукт и владеет им.
Весь этот процесс называется контрактным производством электроники или сокращенно ECM.
Какие материалы необходимы для ремонта печатных плат?
Как и следовало ожидать, для большинства ремонтных работ требуются те же материалы — или улучшенные материалы — которые используются в официальном дизайне доски. Это может потребовать повторной установки меди или серебра для восстановления следов. Подложки печатных плат часто состоят из стекловолокна или эпоксидной смолы с медной фольгой, прикрепленной к проводящему слою. Они также могут состоять из армированной фенольной смолы, более похожего на бумагу материала, который тоньше стекловолокна.
Это может потребовать повторной установки меди или серебра для восстановления следов. Подложки печатных плат часто состоят из стекловолокна или эпоксидной смолы с медной фольгой, прикрепленной к проводящему слою. Они также могут состоять из армированной фенольной смолы, более похожего на бумагу материала, который тоньше стекловолокна.
Золото также используется многими производителями или ремонтными центрами, особенно когда речь идет о повторном покрытии или улучшении спаянных сегментов платы.
Лучшие сервисные и ремонтные бригады могут собрать или отремонтировать поврежденную плату настолько близко к ее исходному состоянию, что разница между предыдущей версией и обновленной практически не будет. Конечно, это требует большого мастерства и опыта, которые вы не найдете за пределами опытной и профессиональной среды.
Важной частью поиска и найма профессиональной ремонтной службы является наличие у них подходящих материалов и инструментов для ремонта печатных плат, необходимых для выполнения работы. У некоторых ремонтных бригад не все есть в собственности или на месте, что может увеличить время, необходимое для ремонта или повторной сборки деталей. Им приходится ждать, чтобы получить необходимые материалы или инструменты.
У некоторых ремонтных бригад не все есть в собственности или на месте, что может увеличить время, необходимое для ремонта или повторной сборки деталей. Им приходится ждать, чтобы получить необходимые материалы или инструменты.
Ни для кого не секрет, что многие используемые материалы не являются экологически чистыми или безопасными. Нам еще далеко до этого, но есть ученые и передовые группы, работающие над биоразлагаемыми ПХД, которые после выбрасывания разлагаются естественным образом.
Почему важно работать с EMSG?
Что касается ремонта и восстановления печатных плат, а также услуг по ремонту промышленных печатных плат, вы не найдете ничего лучше, чем EMSG Inc. (Electronic Manufacturing Services Group). Мы хорошо подходим для обработки уровня платы и полных сборок коробки, включая любую нестандартную упаковку, которую вы, возможно, создали или использовали.
У нас есть современное предприятие с новейшими технологиями производства и ремонта, которые позволяют нам быть невероятно точными и эффективными в выполнении наших обязанностей.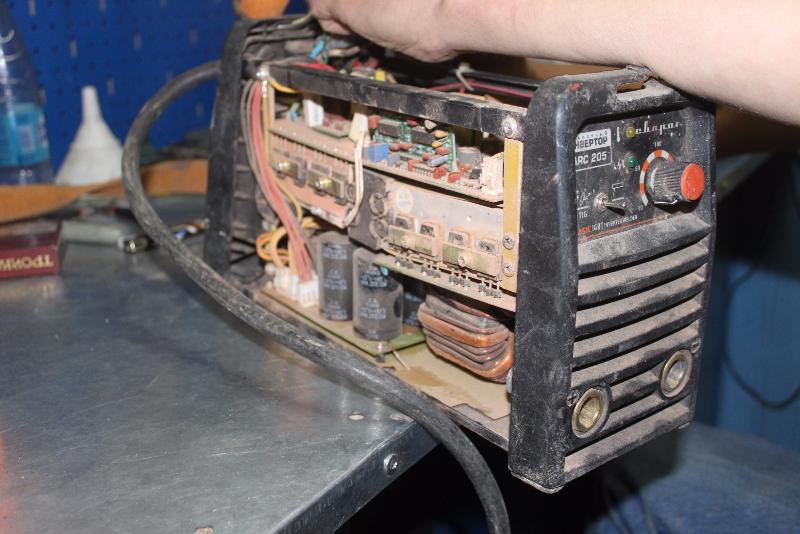 Это, в сочетании с нашим невероятно опытным персоналом, современным оборудованием и отличной управленческой командой, означает, что мы можем быть быстрыми и надежными и выполнять любой ремонт или разработку в соответствии с выбранным вами графиком.
Это, в сочетании с нашим невероятно опытным персоналом, современным оборудованием и отличной управленческой командой, означает, что мы можем быть быстрыми и надежными и выполнять любой ремонт или разработку в соответствии с выбранным вами графиком.
Наша главная цель в EMSG — помочь вам успешно выйти на рынок, но также в конкурентной и надежной среде. Мы понимаем, что каждый бизнес уникален, а дизайн и характеристики его компонентов требуют индивидуального внимания. Мы можем и будем предоставлять вам абсолютную сосредоточенность и самоотверженность, которые вам нужны, чтобы гарантировать, что любая работа превзойдет ваши ожидания.
Мы уверены, что EMSG будет играть ключевую роль в проектировании и разработке вашего продукта. Представленная здесь информация лишь поверхностно описывает, что необходимо для выполнения ремонта и восстановления профессионального уровня. Вы можете быть уверены, что у нас есть навыки, опыт и инструменты, чтобы вывести вас на рынок как можно скорее.