Ремонт инверторных сварок видео: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Ремонт сварочных инверторов
Содержание
- Чем отличается сварочный инвертор
- Причины неисправностей
- Распространенные неисправности
- Неустойчивая дуга
- Нет тока на выходе
- Внезапное выключение
- Другие неисправности
- Резюме
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.
Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей
Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.
Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.
В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение
Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности
Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
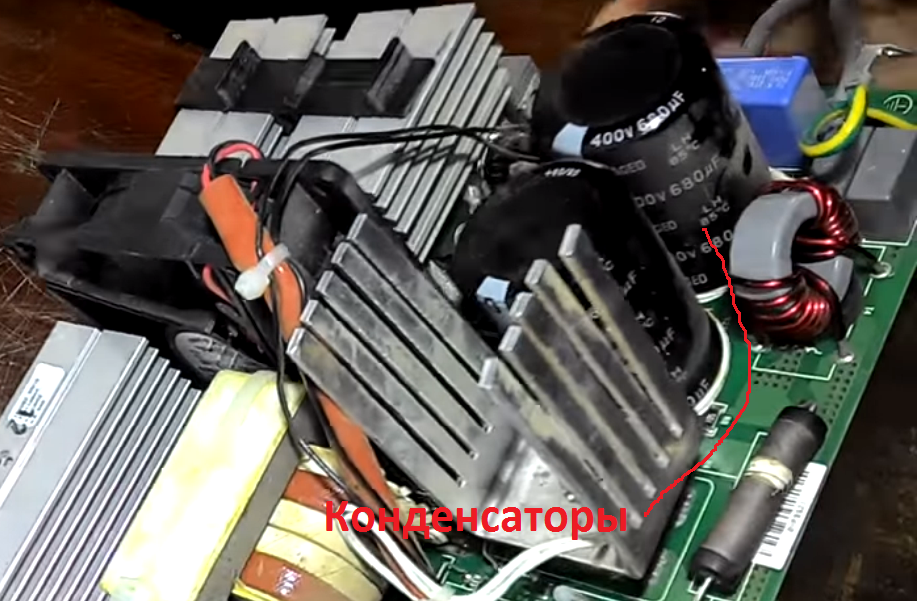
Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Ремонт сварочных инверторов своими руками, причины поломок и их решения
Появление изделий из металлов и необходимость создания из них всевозможных конструкций потребовало изобретения определенных способов их соединения. И если применительно к трубам возможно использование специальных фитингов, то арматуру и отдельные листы собрать в единое целое можно только при помощи сварки. Но для выполнения этого процесса необходимо определенное оборудование, такое как сварочный инвертор.
И если применительно к трубам возможно использование специальных фитингов, то арматуру и отдельные листы собрать в единое целое можно только при помощи сварки. Но для выполнения этого процесса необходимо определенное оборудование, такое как сварочный инвертор.
Первоначально он представлял собой огромный агрегат управляться которым было достаточно сложно. Но сегодня он превратился в компактное и высокотехнологичное оборудование. Однако, как это ни печально, этот прибор не вечен и рано или поздно может потребоваться ремонт инверторов. По каким же причинам чаще всего происходят поломки? Для ответа на этот вопрос нужно разобраться что представляет собой это устройство и где применяется.
Инвертор – что это за прибор
Для того чтобы соединение металлических изделий было надежным и герметичным используют специальное оборудование. Его называют сварочным инвертором. Этот прибор обладает высокой мощностью и в то же время экономичностью. Он позволяет добиться отличного качества сварочных работ, а также значительно сократить время на их выполнение.
Схема сварочного аппарата
Современные сварочные инверторы применяют для соединения с использованием плавящихся электродов различных материалов:
- Цветных металлов;
- Чугуна;
- Углеродистых и легированных сталей.
Отличием этого прибора от трансформаторных сварочных аппаратов являются его компактные габариты и небольшой вес, что позволяет легко транспортировать оборудование на любые расстояния. Он способен стабильно работать даже при скачках напряжения в сети, что позволяет избежать частого ремонта сварочных инверторов. Этим объясняется его высокая популярность у сварщиков.
Схема сварочника
Современные инверторы находят широкое применение при выполнении следующих работ:
- Строительно-монтажных;
- Ремонтно-восстановительных.
Однако не меньшей популярностью он пользуется и у частных лиц, позволяя быстро и качественно выполнять сварочные работы в частных домовладениях, на дачах, в гаражах.
Поломки – причине и их устранение
Даже самое современное оборудование со временем изнашивается и даже выходит из строя. И в таком случае может потребоваться ремонт сварочных инверторов.
И в таком случае может потребоваться ремонт сварочных инверторов.
Но бывают поломки вызванные и другими причинами:
- Работой в сложных условиях и при больших нагрузках;
- Неправильной эксплуатацией прибора;
- Низким качеством агрегата.
И если первых двух критериев можно избежать, то последний присутствует в оборудовании, произведенном компанией, которая не заботится о своем имидже. Однако и брендовые модели также со временем выходят из строя и тогда требуется ремонт инверторов. Обычно это происходит по двум причинам:
- Неправильной работе электронной начинке агрегата;
- Несоответствие выбранного режима эксплуатации.
Причем второй вид является одним из наиболее распространенных и избежать его можно проверив перед работой правильно ли установлены настройки и внимательно изучив инструкцию прежде, чем запустить прибор.
Обычно производители указывают в документации причины отказов при эксплуатации инвертора и способы проведения ремонта инверторных сварочных аппаратов.
Кроме рассмотренных выше случаев существуют и другие, при которых возможна поломка оборудования, значит и последующий ремонт сварочных аппаратов.
К ним относятся:
- «Молчание» прибора при включении;
- Отсутствие сварки;
- Залипание электрода;
- Чрезмерное разбрызгивание металла;
- Неустойчивость дуги.
Почему происходят такие ситуации? И как выполнить ремонт сварочных инверторов своими руками? Начнем рассмотрение с первого случая. Почему возникает неустойчивость дуги? Обычно к этому приводит неправильно выбранный ток для ведения сварки. Он должен соответствовать типу и размерам применяемого электрода. Но в то же время ток нужно подбирать с учетом скорости сварки. Если эти факторы не были учтены, то придется прибегнуть к ремонту инверторов.
Залипание электрода происходит по нескольким причинам:
- Скачкам напряжения в сети;
- Подключению прибора с использованием кабеля с малым сечением;
- Плохом контакте с поверхностью.

Естественно, что и устранение этой неисправности придется выполнять в соответствии с тем, от чего она произошла. Например, улучшить контакт можно, если предварительно зачистить поверхность детали от образовавшейся на ней пленки. Такой ремонт сварочных инверторов можно выполнить своими руками.
Причиной отсутствия сварочного процесса обычно является повреждение кабеля. Но возможно и отсутствие массы на поверхности свариваемой детали.
Если инвертор не включается, то возможно причина кроется в сети, к которой он подсоединен. Это может быть низкое напряжение или неправильно подобранный автоматический выключатель в щитке и в таком случае ремонт сварочного инвертора не нужен. Слабый выключатель не позволит осуществить запуск оборудования, он автоматически отключится при этом.
Некоторые пользователи считают поломкой и автоматическое отключение аппарата при перегреве.
Но такая ситуация происходит при срабатывании системы защиты, установленной в инверторе. И обычно после охлаждения прибора, работу можно продолжить.
Причины поломки инвертора часто связаны и с неправильной его эксплуатацией, а именно:
- Использованием при неблагоприятных условиях;
- Технически неправильная эксплуатация;
- Применение в помещениях с большой концентрацией металлической пыли.
И так как оборудование это достаточно дорогое и сложное, то лучше соблюдать все требования по его безопасной эксплуатации. Это поможет избежать преждевременного выхода оборудования из строя и необходимости ремонта сварочного инвертора своими руками.
Как избежать поломки оборудования
Чтобы такая сложная техника, как сварочный инвертор работала без сбоев необходимо соблюдать правила ее эксплуатации, в которых оговариваются такие пункты, как:
- Работа с использованием защитных средств;
- Использование электродов в соответствии с типом оборудования и параметрами свариваемого материала;
- Подключение к сети, напряжение и ток в которой соответствуют модели агрегата.

Кроме этого следует избегать:
- Перегрузки инвертора;
- Использования устройства в условиях повышенной влажности;
- Работы с поврежденными зажимами и держателями электродов;
- Превышения допустимого времени бесперебойной работы.
Могут возникнуть поломки и в результате непрофессиональных действий работника, устранение которых возможно только при ремонте инверторов. Поэтому при применении сварочного аппарата даже в личных целях нужно обращаться к специалистам.
Чтобы избежать неисправностей необходимо своевременно производить техническое обслуживание оборудования, а также защищать его от длительного нахождения на открытом воздухе и регулярно очищать от пыли и грязи.
Где отремонтировать сварочный инвертор, если он вышел из строя? Доверять его ремонт следует только профессионалам. Для этого можно обратиться в специализированный сервисный центр или компанию, располагающую штатом высококвалифицированных работников и необходимым техническим оснащением.
При этом ремонт инвертора должен проводиться в соответствии с требованиями ГОСТа. Вначале обычно выполняется диагностика, что позволяет выяснить какая деталь нуждается в замене. Это позволяет значительно сократить расходы на ремонт.
Правило подключение инвертора
Однако стоит учитывать следующие факторы. Обычно ремонт дешевых сварочных инверторов из-за их низкого качества сопоставим со стоимостью нового аналогичного аппарата. Это объясняется большими затратами времени на диагностику, так как приходится перебирать практически все узлы прибора.
В то же время дорогие сварочные инверторы ломаются крайне редко, так как отличаются высоким качеством и надежностью. Но и ремонт их нужно производить только в сервисных центрах, так, как только у них имеются оригинальные платы.
Что касается ремонта бытовых инверторов, то обычно он сводится к выполнению типовых работ и стоит недорого. При наличии определенных знаний его можно выполнить самостоятельно.
Заключение
Популярность сварочных аппаратов достаточно высока – это связано с удобством их эксплуатации. Однако для того чтобы оборудование работало без сбоев и поломок необходимо соблюдать определенные правила. Но стоит помнить и о том, что самые дешевые агрегаты обычно менее надежны и сэкономив при покупке можно очень много затратить на постоянные ремонты таких инверторов.
Однако для того чтобы оборудование работало без сбоев и поломок необходимо соблюдать определенные правила. Но стоит помнить и о том, что самые дешевые агрегаты обычно менее надежны и сэкономив при покупке можно очень много затратить на постоянные ремонты таких инверторов.
Как отключить датчик перегрева на сварке. Неисправности сварочных инверторов. Видео: обзор схемы Бармалея
Сварочный инвертор — это современное оборудование, использование которого в процессе сварки позволяет добиться очень высокого качества работы и предоставляет сварщику возможность работать в комфортных условиях. Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата
- неисправности, связанные с неправильным выбором режима работы.

Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда речь идет о сварочных инверторах:
- неустойчивость горения сварочной дуги и сильное разбрызгивание металла;
- залипание сварочного электрода;
- отсутствие сварочного процесса при включенном аппарате;
- отсутствие реакции аппарата при его включении.

Рассмотрим подробнее, по какой причине может возникнуть та или иная ситуация, и что можно сделать в случае проявления какой-либо неисправности сварочных инверторов.
- Неустойчивость горения сварочной дуги и сильное разбрызгивание металла.
Эта неисправность может возникнуть в том случае, если при ведении сварки вы неправильно выбрали ток. Как правило, сварочный ток выбирается в соответствии с типом и размером применяемого при сварке электрода. Но здесь необходимо помнить и еще одно важное правило: выбранный ток должен соответствовать и той скорости, с которой ведется сварка. Если скорость сварки во время работы уменьшается, то и сварочный ток должен быть уменьшен.
- Залипание сварочного электрода.
Причин для возникновения этого типа неисправности может быть, на самом деле, несколько. Вполне возможно, что во время ведения сварки неожиданно в сети снизилось напряжение, что и привело к сильному залипанию сварочного электрода. Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
- Отсутствие сварочного процесса при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора может быть объяснено отсутствием массы на поверхности свариваемой детали. Кроме того, нелишним будет проверить состояние сварочного кабеля — возможно он поврежден. Такая ситуация довольно часто встречается в том случае, если деталь, подвергающаяся сварке, обладает большим весом, вследствие чего падение детали на провод способно нарушить его целостность.
- Отсутствие реакции аппарата при включении.
Если при включении сварочного инвертора ничего не происходит, то причину такой неисправности следует искать, во многих случаях, не в самом инверторе, а в электрической сети, к которой он подключен. Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Кроме указанных неисправностей встречаются и перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием довольно качественной и своевременной работы систем защиты, которыми оснащен инвертор. Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Такое случается, если аппарат перегреется и сработает температурная защита. В этом случае следует прекратить сварочный процесс примерно на 20-30 минут, дать аппарату остынуть, после чего работу можно будет продолжить.
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.

С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети.
Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием.
Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла
. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить
стабильность сварочной дуги.
Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи.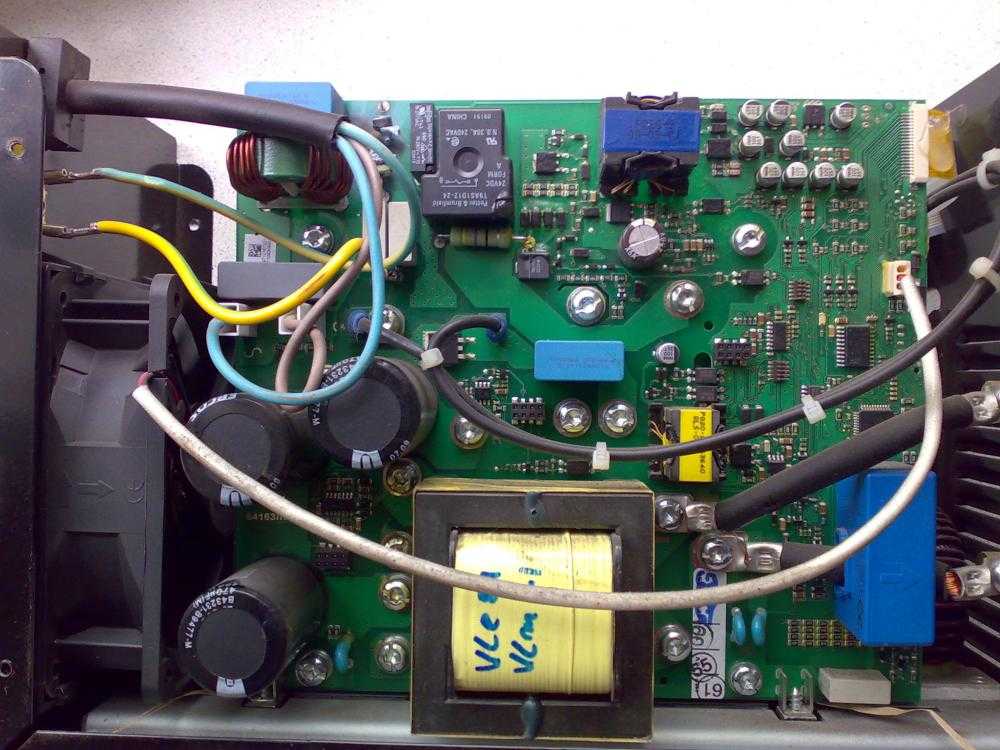 Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели.
 Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него.
 Такие аппараты намного дороже;
Такие аппараты намного дороже; - скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 o С.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.

Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку.
Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм 2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
- прерывание, пульсацию дуги вызывает нестабильность или низкое значение сварочного тока.
 Проверяют надёжность подключений или повышают ток. Если в сети присутствуют значительные скачки напряжения, используют стабилизатор;
Проверяют надёжность подключений или повышают ток. Если в сети присутствуют значительные скачки напряжения, используют стабилизатор; - сильное разбрызгивание металла провоцирует высокий сварочный ток или неправильно установленная полярность. Решают вопрос понижение силы тока и соблюдение полярности;
- горбатый, с подрезами, шов исправляют повышением тока и правильной установкой полярности;
- пористый шов с большим количеством дефектов получается из-за неподготовленного металла или сварки длинной дугой. Количество дефектов шва можно уменьшить при помощи очистки ржавой и грязной поверхности и приближения электрода к металлу.
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством.
На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства.
Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.

Инструменты для работы
Для ремонта потребуются следующие инструменты.
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно
последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы.
В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы.
Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
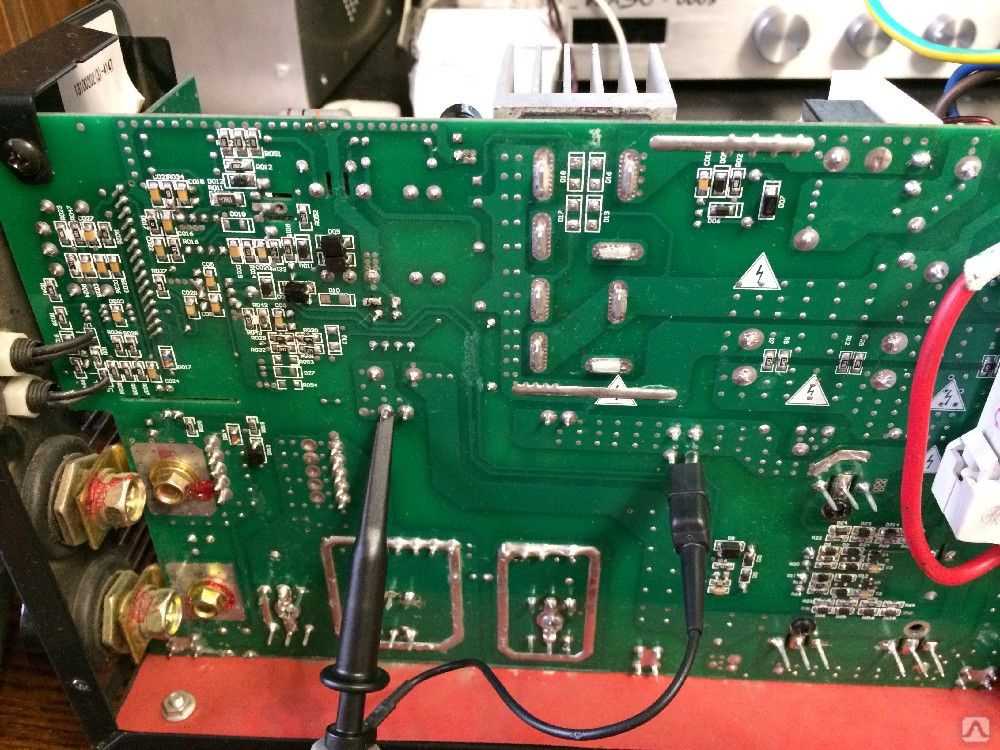
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе
. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности: - Контакт в кнопке.
 Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.
Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.Кнопку проверяют в режиме «включено», прозванивая её контакты
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя.
Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы.
 Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.
Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами. Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения.
 Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор.
 Если он нагрелся, значит, рядом пробит и требует замены диод.
Если он нагрелся, значит, рядом пробит и требует замены диод.Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт.
Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–170 0 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Что такое перегрев сварочного инвертора, как он проявляется, когда бывает и что делать в таком случае?
Ответ:
Перегрев может случиться практически с любым оборудованием, особенно там, где идет работа с высокими токами или температурами. Поэтому перегрев сварочного инвертора — это дело обычное, довольно естественное и не стоит спешить его пугаться. Тем более что практически все сварочные аппараты сегодня оснащаются защитой от перегрева, которая призвана не допустить поломки оборудования вследствие подобных ситуаций.
Перегрев сварочного инвертора наступает в том случае, если аппарат работает длительное время без передышки. При этом временной отрезок для каждой конкретной модели будет индивидуальным. Однако для бытовых сварочных инверторов он составляет от тридцати минут до полутора часов (в зависимости от качества комплектующих и сборки аппарата), для полупрофессиональных моделей этот промежуток увеличивается и составляет от часа до двух часов, а профессиональные сварочные инверторы часто вообще могут работать очень долго.
При этом временной отрезок для каждой конкретной модели будет индивидуальным. Однако для бытовых сварочных инверторов он составляет от тридцати минут до полутора часов (в зависимости от качества комплектующих и сборки аппарата), для полупрофессиональных моделей этот промежуток увеличивается и составляет от часа до двух часов, а профессиональные сварочные инверторы часто вообще могут работать очень долго.
Следует учитывать, что величина рабочего временного промежутка также сильно зависит от температуры в окружающей среде. В жаркий солнечный день перегрев может наступить гораздо быстрее, чем в прохладные часы в межсезонье. Кстати, у каждого аппарата есть встроенная система вентиляции, иначе он не смог бы проработать и нескольких минут. Но делать её очень большой, эффективной, но в то же время громоздкой, нецелесообразно. Поэтому, чем меньше аппарат, тем, зачастую, меньше его период работы без отдыха.
Как определить, что сварочный инвертор перегрелся? Он выключится, и некоторое время будет отказываться включаться. Это будет означать, что сработала защита. Однако мы не рекомендуем доводить дело да такого полуаварийного отключения. Определите примерный рабочий временной промежуток для вашего инструмента и давайте аппарату отдых заранее, чтобы не произошел слишком быстрый его износ.
Это будет означать, что сработала защита. Однако мы не рекомендуем доводить дело да такого полуаварийного отключения. Определите примерный рабочий временной промежуток для вашего инструмента и давайте аппарату отдых заранее, чтобы не произошел слишком быстрый его износ.
Кстати, считается, что среди бытовых сварочных инверторов длительным временным рабочим промежутком отличается и . Именно поэтому эти аппараты с таким удовольствием приобретают дачники, которые работают ими, обычно, в жаркие летние отпускные дни. Из полупрофессионального и профессионального оборудования хорошо в этом плане зарекомендовали себя немецкие
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.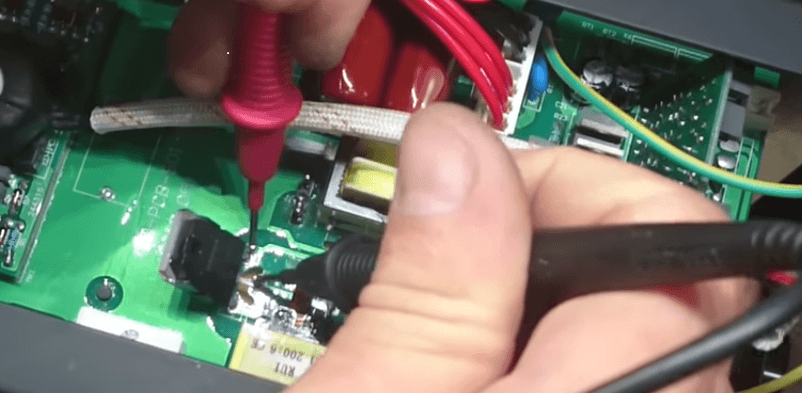
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние
.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.

Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т. д. Одним словом, такой сварочный малыш везде пригодится.
д. Одним словом, такой сварочный малыш везде пригодится.
Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине
по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
В настоящее время большой популярностью пользуются аппараты для сварки разных моделей латвийской компании Ресанта. Это оборудование высокого качества. В России спрос на сварочные аппараты Ресанта очень высокий. Их удобно транспортировать, потому как размеры и масса позволяют перевозить оборудование даже в багажнике легкового автомобиля. И переносить на небольшие расстояния одному человеку.
Достоинства Ресанты оценили не только профессиональные сварщики, но и любители, не имеющие достаточного опыта в проведении сварочных работ.
Фирма выпускает оборудование для сварки двух типов
: сварочный аппарат Ресанта и сварочный инвертор Ресанта. Отличие между ними состоит в том, что первый тип — это трансформаторный агрегат, а второй — инверторный. Те и другие отличаются между собой по разным показателям.
Отличие между ними состоит в том, что первый тип — это трансформаторный агрегат, а второй — инверторный. Те и другие отличаются между собой по разным показателям.
Однако, как бы ни был надёжен аппарат, и какой бы ни был у него запас прочности, рано или поздно из строя может выйти какая-нибудь деталь, и ему понадобится ремонт. Также как не существует в природе вечного двигателя, так нет и вечных механизмов. Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим общие признаки и причины того и другого типа сварочного оборудования латвийской фирмы, приводящие к ремонту.
Признаки и причины поломок сварочного инвертора
Признаки, по которым можно определить, что сварочному инвертору Ресанта требуется ремонт:
- залипание электрода
- нестабильность электрической дуги
- отсутствие дуги
- перегрев аппарата
- инвертор не включается
Причины неисправности
Залипание электрода происходит в случаях:
- низкого напряжения
- использование удлинителя сечением менее 2,5 мм
- подгорели контакты
- плохой контакт кабелей
Нестабильность электрической дуги вызвана:
- неправильной регулировкой тока сварки
- несоответствие типа и диаметра электродов
Отсутствие дуги в
ызвано следующими причинами:
- обрывом кабеля
- перегревом инвертора
- отсутствием «массы»
- отказом печатной платы, где вышли из строя одна или даже несколько деталей
Перегрев аппарата
может случиться тогда, когда:
- он работает длительное время при полной нагрузке без перерыва
- отказал вентилятор охлаждения
- на деталях печатной платы большой слой пыли
Причинами, когда инвертор после нажатия на кнопку «Пуск» не запускается. т.е. не начинает работать, могут быть следующими:
т.е. не начинает работать, могут быть следующими:
- отсутствует совсем или низкое напряжение питания
- неисправны что-либо: кабель, розетка или выключатель
- на печатной плате произошла поломка какого-нибудь элемента
- требуется замена удлинителя
Поломки сварочного аппарата
Причины поломок
, из-за которых часто сварочные агрегаты ремонтируются:
Любая фирма-изготовитель дорожит своей репутацией
и не станет выпускать некачественную продукцию. Однако, какой бы ни была хорошей сборка того же сварочного аппарата, в процессе работы от вибрации, постоянной транспортировки и т.д., контакты на клеммных колодках, к которым подключаются сварочные кабеля, ослабевают. И как результат, в местах соединения происходит сильный нагрев деталей, что приводит к их разрушению и короткому замыканию в сети, и следовательно, к ремонту. Чтобы не допустить этого, нужно регулярно следить за контактами на клеммах, и, если необходимо, соединительные контакты перебрать и зачистить, обеспечив тем самым плотный контакт всех частей.
Нередко бывает, что сварочный аппарат во время работы вдруг сам может отключиться
. А случается это потому, что в цепи высокого напряжения произошло короткое замыкание. В этом случае необходимо, установив дефектное место, устранить неисправность.
Ослабление стягивающих пластины трансформатора болтов, перегрузки в работе трансформаторного блока сварочного аппарата, а также ослабление крепления сердечника или механизма передвижения катушек приводят к перегреву трансформатора агрегата.
Если сварочный аппарат перегревается, то ему необходимо сделать «передышку». Перегрев оборудования возможен при его интенсивной работе
. В таких случаях, чтобы агрегат не вышел из строя, рекомендуется уменьшить рабочий ток или пользоваться электродами меньшего диаметра, иначе дело может закончиться ремонтом.
В случае когда аппарат «не тянет», причину следует искать в напряжении электросети или регуляторе тока сварки.
Основные виды ремонтных работ
Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр
Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр
. Там, например, могут произвести замену:
- вентилятора
- платы инвертора
- трансформатора
- диодного выпрямителя
- конденсаторов
- и других деталей
А также выполнить ремонт:
- платы управления
- блока питания
- модуля управления
- IMS модуля
- основной платы
Чтобы меньше ремонтировать свой аппарат для сварочных работ, старайтесь правильно его эксплуатировать. И тогда не нужно будет часто тратиться на ремонт.
MIG Brazing Что это такое и зачем его использовать?
MIG-пайка Что это такое и почему я должен его использовать?
Следите за нашими обновлениями на @Ask_ICAR.
В примере слева показана зона теплового воздействия паяного соединения MIG по сравнению с большей зоной теплового воздействия сварного шва GMA (MIG) справа.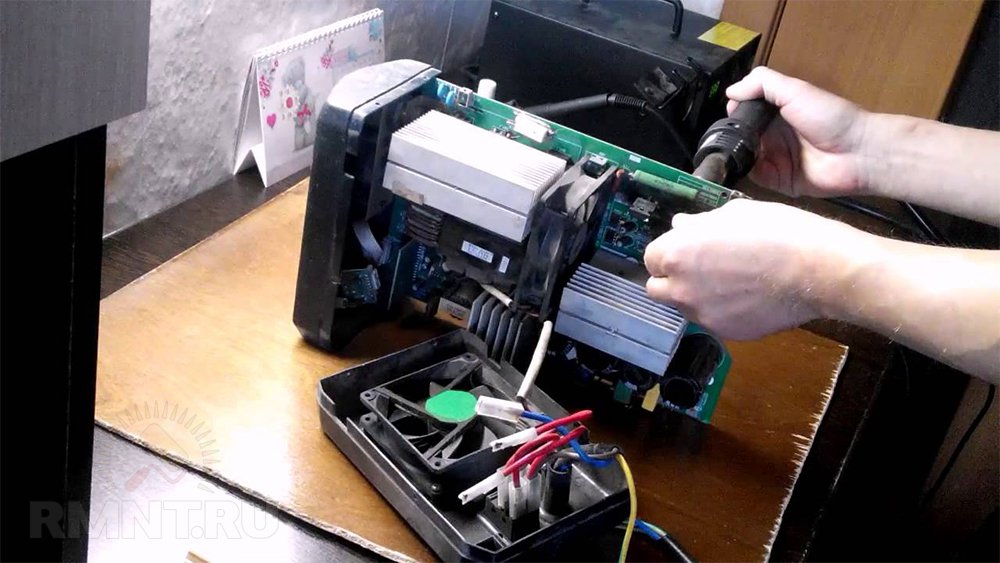
Почему MIG-пайка?
Широко известно, что GMA (MIG) сварка; полностью оцинкованная сталь потеряет часть своих свойств, в том числе защиту от коррозии, из-за тепла, образующегося при сварке. OEM-производители начинают бороться с этой проблемой, используя пайку MIG вместе с методами «стежка» и «пропуска» для контроля нагрева. Однако пайку MIG следует выполнять только в областях, указанных в процедуре OEM. При пайке MIG меньшая погонная энергия сжигает минимальное количество цинковой защиты от коррозии (оцинковки) рядом со сварным швом (см. рис. 1) .
Обычно температура плавления сварочной электродной проволоки GMA (MIG) выше, чем температура испарения цинка 910°C (1670°F), что приводит к испарению цинка как в зоне сварки, так и вокруг нее. Однако при снижении температуры сварки меньше цинка будет испаряться рядом с наплавленным валиком, и цинк, нарушенный процессом, «вернется».
В дополнение к защите оцинкованного покрытия низкотемпературная пайка MIG-пайки не снижает прочности стали. Ряд других характеристик, связанных с пайкой MIG, включает:
Ряд других характеристик, связанных с пайкой MIG, включает:
- Меньше сварочных брызг. Материал переносится в сварочную ванну без короткого замыкания. В результате дуга почти полностью свободна от брызг.
- Упрощенная обработка сварного соединения. Бронзовый шарик мягкий.
- Меньшая вероятность коробления панели при снижении температуры сварки.
- Снижена вероятность прогорания.
- Хорошее уплотнение вдоль стыка. Катодная защита от коррозии рядом с валиком сварного шва (катодная защита от коррозии предотвращает «расползание» ржавчины между цинком и сталью по кромкам обреза панели).
Адгезия и плавление
Во время сварки GMA (MIG) основной металл плавится и сплавляется с расплавленным присадочным металлом при температуре приблизительно 1650°C (3000°F). Это считается процессом слияния. Однако при пайке температура значительно ниже, при температуре сварки 1940 ° F. Поэтому плавится только присадочный металл. Он не расплавляет окружающий металл в зоне сварки, а ложится сверху, не проникая в основной металл.
Он не расплавляет окружающий металл в зоне сварки, а ложится сверху, не проникая в основной металл.
Рекомендации по оборудованию
Некоторые машины автоматически регулируют параметры сварки в зависимости от введенной толщины материала. Пайка MIG может выполняться с использованием сварочного аппарата GMA (MIG), оснащенного катушечным пистолетом, обычной горелкой или толкателем с тефлоновым кабельным каналом. Этот тип футеровки используется для минимизации выброса частиц из наполнителя. Оборудование для импульсной пайки MIG показало наилучшие результаты при пайке MIG. Импульсное оборудование обеспечивает меньшую погонную энергию в основной металл (см. рис. 2) . В нем используется одна капля расплавленного электрода на импульс, что обеспечивает сварку практически без брызг. Как правило, этот тип оборудования имеет компьютеризированную программу, которая контролирует ряд различных параметров и использует обычную горелку с толкателем.
Рекомендуемые наполнители
Рекомендуемая проволока для припоя включает медно-кремниевый (CuSi3), который чаще всего используется для листовой стали, или припой из сплава бронзы (CuAl8 и CuSn6). Рекомендуется обращаться с этим проводом так же, как с алюминиевым проводом. При подаче на проволоку не должно быть потертостей. Поэтому используйте полукруглые гладкие приводные ролики для проволоки. Рекомендуемые основные направляющие для проводов могут включать тефлон, пластик-графит или углеродное волокно. Рекомендуемый защитный газ – 100% аргон.
Настройки машины
Наиболее распространенная ошибка, которую допускают технические специалисты при настройке сварочного аппарата GMA (MIG) для пайки MIG, заключается в установке слишком высокой мощности сварочного аппарата и слишком сильном нагреве сварного шва. При пайке GMA (MIG) с использованием сварочного аппарата GMA (MIG) используйте более низкую скорость подачи проволоки (более низкий ток), чем обычно используется для сварки стальной электродной проволокой. Кроме того, используйте более низкие настройки напряжения (более короткая длина дуги). Это требует, чтобы источник питания на сварочном аппарате обеспечивал стабильную дугу в диапазоне низкой мощности.
Кроме того, используйте более низкие настройки напряжения (более короткая длина дуги). Это требует, чтобы источник питания на сварочном аппарате обеспечивал стабильную дугу в диапазоне низкой мощности.
Это пример хорошего сварного шва.
При сварке с более низкой температурой сварной шов не ложится ровно. В отличие от сварки стали, это допустимо. Не изменяйте параметры нагрева, чтобы получить более гладкий и плоский валик. Увеличенные параметры нагрева сводят на нет преимущества пайки GMA (MIG) с более низкой температурой.
Тестирование
Сварные швы MIG-пайки могут быть испытаны аналогично GMA (MIG) сварным швам. Надлежащий сварной шов приведет к разрыву верхней пластины вдоль сварного шва.
Дополнительные новости о ремонте после столкновений I-CAR, которые могут оказаться полезными:
Пайка MIG: что, где, когда и почему?
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее часто задаваемых вопросов по автомобилям
| Hyundai | Есть ли у Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Есть ли у Hyundai процедуры замены деталей? |
| Mercedes-Benz | Может ли I-CAR выслать мне процедуры ремонта Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Subaru | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть. |
| Nissan | Существует ли процедура ремонта проводки разъема подушки безопасности? |
Первая десятка конкретных вопросов I-CAR
| Что говорит I-CAR об использовании переработанной боковой панели, которая включает внутреннюю, внешнюю и усиливающую части? | |
| Что I-CAR говорит о выпрямлении перегиба? | |
| Можно ли использовать Общие рекомендации по секционированию I-CAR? | |
| Что I-CAR говорит о ремонте поврежденных противовзломных балок? | |
| Что I-CAR говорит о решении использовать переработанные детали? | |
| Что I-CAR говорит о парной замене деталей подвески? | |
| Что I-CAR говорит о ремонте поврежденных усилителей бампера? | |
| Что I-CAR говорит о допусках на ремонт? | |
| Что I-CAR говорит об использовании переработанных подушек безопасности? | |
| Что I-CAR говорит о ремонте поврежденных боксов? |
- О РТС
- Свяжитесь с нами
- Связанные отраслевые ссылки
- Подписаться на РТС
- Новостная рассылка
- Помощь/Часто задаваемые вопросы
- Политика отмены
- Политика в отношении рекламы и файлов cookie
- Обновленная Политика конфиденциальности
- Обновленные положения и условия
Твиты пользователя @Ask_ICAR
инверторная сварка
| Поиск в TikTok
TikTok
Загрузить
Для вас
Читать
alexmihai9800
Alex Mihai
Сварочный инвертор MMA с 2,5 мм E.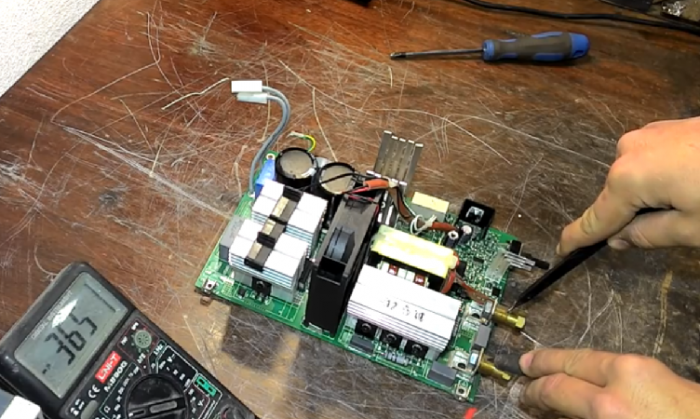 6013 рутилом 😄 #welding #telwin #lincolnelectric
6013 рутилом 😄 #welding #telwin #lincolnelectric
3K лайков, 89 комментариев. Видео TikTok от Алекса Михая (@alexmihai9800): «Сварочный инвертор MMA с 2,5 мм рутиловым E6013. 😄#welding #telwin #lincolnelectric». сун оригинал.
229,1 тыс. просмотров|
SUNET Original — Alex Mihai
Mitadweldding
MITAD Welding
KENDA GMAW -205I Инвертер СВОРИ/СВОЙ СВОРИ/5KG FUNCAR Может использовать #Mita Dealding #Wel D Ermalaysia #Wel D ER #WEL D ING #WEL D INGMACHIN
Видео TikTok от Mitad Welding (@mitadwelding): «ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА MIG KENDA GMAW-205I ✅ФУНКЦИЯ MIG/MAG/MMA/LIFT TIG✅ПРОВОДА CO2/БЕЗГАЗОВАЯ ПРОВОДА/ПРОВОДА С ПОЛУПРОВОДОМ✅МОЖЕТ ИСПОЛЬЗОВАТЬ ПРОВОЛОЧНУЮ ПРОВОЛОКУ 1КГ/5КГ#mitadwelding #weldermalaysia #сварщик #сварка #сварочнаямашина #mig #mag #kenda #fyp». ГОРЯЧАЯ ЛИНИЯ: 016-222 6883. Оригинальный звук.
ГОРЯЧАЯ ЛИНИЯ: 016-222 6883. Оригинальный звук.
16,8 тыс. просмотров|
Оригинальный звук — Неизвестно
brian_madeit
Брайан Маккалоу
@deko_tools Тест инверторного сварочного аппарата. Очень впечатлен тем, насколько хорошо эта крошечная машина выполняет #welding #weldingtiktok #fyp #maker #woodworking #weld
TikTok видео от Brian Mccullough: Испытание машины. Очень впечатлен тем, насколько хорошо эта крошечная машина выполняет #сварку #weldingtiktok #fyp #maker #деревообработку #сварку». приходя в горячем.
422 просмотра|
Coming In Hot — Andy Mineo & Lecrae
ingcophilippines
INGCO Филиппины
INGCO Inverter MMA сварочный аппарат 🛠 Доступен в нашем магазине tiktok! Только ограниченные запасы, добавьте в корзину na 🛒 #fyp #weldingmachine #foryou #ingcotools
247 лайков, 24 комментария. Видео TikTok от INGCO Филиппины (@ingcophilippines): «Сварочный аппарат INGCO Inverter MMA 🛠 Доступен в нашем магазине tiktok! Только ограниченные запасы, добавьте в корзину na 🛒 #fyp #weldingmachine #foryou #ingcotools». Мичигиз Мичигандер-JP.
Видео TikTok от INGCO Филиппины (@ingcophilippines): «Сварочный аппарат INGCO Inverter MMA 🛠 Доступен в нашем магазине tiktok! Только ограниченные запасы, добавьте в корзину na 🛒 #fyp #weldingmachine #foryou #ingcotools». Мичигиз Мичигандер-JP.
12,4 тыс. просмотров|
Michigeese Michigander-JP — Thirst Follow
miyeltools
Miyel Tools
Metaworkz Mini 300amps Welding Machine Inverter #inverter #weldingmachine #welders #welding #powertools #diy # fyp #metaworkz #Lazada #shopee #tiktokshop
408 лайков, 53 комментария. Видео TikTok от Miyel Tools (@miyeltools): «Сварочный инвертор Metaworkz Mini 300amps #inverter #weldingmachine #welders #welding #powertools #diy #fyp #metaworkz #Lazada #shopee #tiktokshop». оригинальный звук — Miyel Tools.
оригинальный звук — Miyel Tools.
21,1 тыс. просмотров|
original sound — Miyel Tools
rihabkhan2418
Rihab Khan2418
BRAND NEW INTIMAX INVERTER WELDING MACHIN 2in1 lazer welding + Normal only 32kd #capcut #kuwaitbd #kuwait_online #kabayan #kuwaitcity #foryou #trend #capcut_edit #hawally #salmiya #kuwaitnews #kuwaitindia #kuwait_indians
Видео TikTok от Rihab Khan2418 (@rihabkhan2418): «СОВЕРШЕННО НОВЫЙ INTIMAX INVERTER WELDING MACHIN 2in1 лазерная сварка + только обычная 32kd salmiya #kuwaitnews #kuwaitindia #kuwait_indians». 50655193 всего 32kd | Инверторный сварочный аппарат Intimax
2в1 Нормальный и лазерный два типа работают мульти. Рекламный.
Рекламный.
1923 просмотра|
Рекламный — FlyFlyMusic
blue_collar_drew
Дрю Зоммерфельд
Ответить на @dead.but.only.ironically #сварка #строительство
30 лайков, 2K лайков. Видео TikTok от Дрю Зоммерфельда (@blue_collar_drew): «Ответить @dead.but.only.ironically #сварка #конструкция». Я буду ебать.
24,1 тыс. просмотров|
Я буду ебать — Moreart
miyeltools
Miyel Tools
Metaworkz 400amps Инверторный сварочный аппарат с УШМ и дрелью всего за 3998 pesos only ‼️‼️‼️ #shopnow #buynow #welding #welders #drill #grinder #powertools #diy #fyp
306 Likes, 39 Comments. Видео TikTok от Miyel Tools (@miyeltools): «Инверторный сварочный аппарат Metaworkz 400amps с угловой шлифовальной машиной и дрелью всего за 3998 песо ‼️‼️‼️ #shopnow #buynow #welding #welders #drill #grinder #powertools #diy #fyp». оригинальный звук — Miyel Tools.
Видео TikTok от Miyel Tools (@miyeltools): «Инверторный сварочный аппарат Metaworkz 400amps с угловой шлифовальной машиной и дрелью всего за 3998 песо ‼️‼️‼️ #shopnow #buynow #welding #welders #drill #grinder #powertools #diy #fyp». оригинальный звук — Miyel Tools.
17,2 тыс. просмотров|
оригинальный звук — Miyel Tools
miyeltools
Miyel Tools
всего 2280 песо !!!! Greenfield 200AMP Inverter Welding Machine #Greenfield #Welding #WeldingMachine #Supersale #Sale #USEFULMACHIN
2K лайков, 11 комментариев. Видео TikTok от Miyel Tools (@miyeltools): «Всего 2280 песо !!!! Инверторный сварочный аппарат Greenfield 200amps #Greenfield #welding #weldingmachine #supersale #sale #usefulmachine #metalworks #steelworks #diy #professional #fyp». оригинальный звук — Miyel Tools.
41,1 тыс. просмотров|
original sound — Miyel Tools
weilihardware
WeiLiHardware
Austcorp HD-162S HandHeld Welder MMA Inverter Welding Machine #hardware #arc #handheldwelding #austcorp #mma #Welding
651 лайк, 7 комментариев. Видео TikTok от WeiLiHardware (@weilihardware): «Austcorp HD-162S HandHeld Welder MMA Inverter Welding Machine #hardware #arc #handheldwelding #austcorp #mma #Welding». Впереди кривой кровати 60.
27,7 тыс. просмотров|
Ahead Of The Curve Bed 60 — Auracle
СВАРОЧНЫЕ МАШИНЫ ДЛЯ КУЗОВА | PRIMA WELDS
СВАРОЧНЫЕ МАШИНЫ ДЛЯ КУЗОВА | ПРИМА СВАРКИ | КУЗОВНОЕ ОБОРУДОВАНИЕPrima Welding
Форт-Майерс, Флорида 33908
Миннеаполис, Миннесота 55429
PRIMA MULTI TORCH 5-IN-1 INVERTER WELDERS
Применение Автоматический режим. Инвертор, MIG, MAG, TIG, DC, MMA, флюс, сталь, нержавеющая сталь, импульсный, алюминий, MAG, SIL, 5554, пайка, аргон или смешанная.
Инвертор, MIG, MAG, TIG, DC, MMA, флюс, сталь, нержавеющая сталь, импульсный, алюминий, MAG, SIL, 5554, пайка, аргон или смешанная.
Нет необходимости в обучении и поддержке сварщиков на месте. Он-лайн поддержка и обмен запчастями в ночное время.
Multi 204
Multi 204
Prima 204 Multi Torch сварочные аппараты были первыми сварочными аппаратами 5 в 1 с проверенной десятилетиями технологией. Pulse и Double Pulse, а также многие другие функции, превосходящие требования OEM. С автоматическим режимом для приложений Body Shop для стали, пайки, алюминия размером провода от 0,6 до 1,2 мм, включая НОВЫЕ провода для OEM Honda, Ford и т. д.0545
Привод с двойным прижимным роликом.
Software upgradeable
MIG/MAG Program
Manual, synergic, single pulse double pulse and full automatic levels
TIG Program
Manual, manual pulse, synergic spot, synergic, synergic pulse
Программа MMA
Basic Rutile Cellulous, ручной, горячий старт, форсирование дуги, защита от прилипания, VRD
Вы по достоинству оцените простоту эксплуатации этого синергетического сварочного аппарата с инверторной технологией. Сенсорный экран отображает значки и значения. Закодированные программы Synergic с автоматическим управлением. Кодер подстраивается под колебания напряжения + или – 40 вольт, чтобы обеспечить постоянную силу тока и скорость подачи проволоки.
Сенсорный экран отображает значки и значения. Закодированные программы Synergic с автоматическим управлением. Кодер подстраивается под колебания напряжения + или – 40 вольт, чтобы обеспечить постоянную силу тока и скорость подачи проволоки.
Prima 204 использует несколько горелок: MIG/MAG, одну для стали (SG2-Inox), одну для алюминия, одну для MIG-пайки (CuSi3), одну горелку для TIG и плоскогубцы для MMA.
Загрузить руководство пользователя на английском языке Загрузить руководство пользователя на испанском языке
- Регулируемые прецизионные подающие ролики с двойным контролем давления роликов синергии
- Сенсорный экран
- DRT – Двойной курок позволяет легко менять программу из пистолета
Многоцелевые сварочные аппараты MIG-MAG Multiarc 8-1
Нажмите здесь для просмотра ПРОДУКТОВ
ДОПОЛНИТЕЛЬНО: DUAL ARC: алюминиевый или стальной вмятин с пистолетом sgl и многоцелевым алюминиевым или стальным съемником вмятин.
Наиболее универсальные и экономически эффективные решения с ПО, проверенным десятилетиями, с использованием новейших современных микропроцессоров. Модернизируемые микропроцессоры с проверенными в отрасли горелками, поддерживаемыми ДВУХЛЕТНЕЙ ГАРАНТИЕЙ С ЗАМЕНОЙ ДЕТАЛЕЙ НОЧНОЙ ВО ВРЕМЯ И ПОСЛЕ ГАРАНТИИ.
- Алюминий (магний/кремний)
- Пайка аргоном или газовой смесью
- (газовая смесь, флюс и CO2) и нержавеющая сталь
Сталь
Эти портативные, простые в использовании сварочные аппараты с автоматическим режимом могут использоваться для различных целей в кузовных мастерских, гаражах, мобильных службах. Prima предлагает широкий выбор опций и функций, поэтому ваши технологии могут быть гораздо более универсальными. Настройки с помощью кнопок и дисков управляют параметрами сварки. Каждый сварочный модуль может быть загружен различными катушками с проволокой для Fe, Al и CuSi и может выполнять все те же сварные швы и/или требуемые операции.
Prima предлагает широкий выбор опций и функций, поэтому ваши технологии могут быть гораздо более универсальными. Настройки с помощью кнопок и дисков управляют параметрами сварки. Каждый сварочный модуль может быть загружен различными катушками с проволокой для Fe, Al и CuSi и может выполнять все те же сварные швы и/или требуемые операции.
Сварочные аппараты нового поколения 8-в-1 для сварки MIG-MAG от Prima
Щелкните левой кнопкой мыши по многодуговой сварке и см. раздел «Сварочные аппараты» с описаниями См. Вариант многодугового вытягивания с вмятиной.
Инвертор, Импульсный, Двойной импульсный, Синергетический, АВТОМАТИЧЕСКИЙ РЕЖИМ ПРОГРАММЫ, разработанные для кузовных цехов Применение, такое как проволока Ford 5554, включая горячий старт, длину дуги, стежок и т. д.0005
Multi импульсный и двойной импульсный
Несколько моделей с двойным дуговым алюминиевым/стальным съемником вмятин и комбинированными съемниками Требуется 16/25 А Мощность 200+ А Прямая онлайн-поддержка и обмен деталями в ночное время
Самый универсальный и экономичный сварочный аппарат для всех областей применения.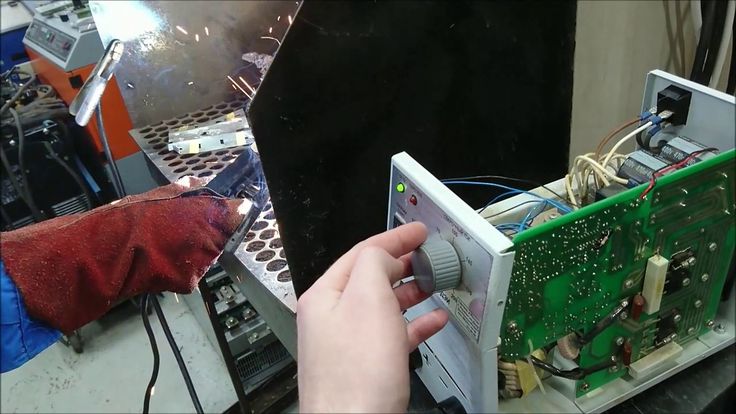 Проверенные десятилетиями программное и аппаратное обеспечение с одобрением OEM
Проверенные десятилетиями программное и аппаратное обеспечение с одобрением OEM
Алюминий (магний/кремний)
Пайка аргоном или газовой смесью
Сталь (газовая смесь, флюс и CO2) и нержавеющая сталь
Prima Multi Welders, все в одном, простые в использовании сварочные аппараты могут использоваться для различных целей в кузовных мастерских, гаражах, мобильных службах и DIY. Они используют проверенное программное обеспечение Prima, а сварочные аппараты Multi используют горелки, которые десятилетиями используются другими ProSpot.
Программное обеспечение является ключевым отличием
Видео Multi 190 Показывает общую настройку и процедуры на PRIMA Multi App Walders
Выбор программного номера, толщины металла и Weld
Punto Star 1345 Spot Spot Spot
Большинство эффективный современный аппарат для точечной сварки с инвертором
Аппарат для точечной сварки с инвертором Punto Star 1345 имеет переменную частоту.
