Ремонт полуавтоматов сварочных своими руками: устранение неисправностей аппарата для сварки своими руками
Содержание
неисправности аппаратов и как проверить полуавтомат
Содержание
- Особенности сварочных инверторов и их ремонт
- Диагностика неисправностей инверторов
- Основные виды поломок и их устранение
- Рекомендации по самостоятельному ремонту
- Заключение
Оборудование
Многие домашние мастерские оснащены сварочным оборудованием на основе инверторного источника питания. Такие изделия имеют множество преимуществ. Однако время от времени все оборудование выходит из строя и может потребоваться ремонт сварочного инвертора.
Такую операцию легко выполнить в домашних условиях, так как внутренняя конструкция инверторного дугового пускателя проста в диагностике и обслуживании. Успех устранения неполадок инверторной сварки зависит в первую очередь от навыков и знаний ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа имеет ряд функций и преимуществ.
Большинство пользователей таких сварочных аппаратов замечают:
- высокая прочность на растяжение;
- мобильность устройства;
- простота обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по сварке металлических изделий.


Характерной особенностью инверторных агрегатов для сварки является более сложная электрическая схема по сравнению с трансформаторной или выпрямительной сваркой.
Сварочный преобразователь.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих пунктов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед ремонтом сварочных аппаратов своими руками необходимо произвести диагностику основных узлов. Как правило, неисправные детали, такие как транзисторы или диоды, легко определить по значительному изменению геометрии.
Если такие детали удастся определить визуально, восстановление сварочного аппарата своими руками сведется к банальной замене вышедших из строя электрических элементов с помощью паяльника и паяльника.
Ремонтом сварочных полуавтоматов своими руками должны заниматься мастера, имеющие хотя бы базовые знания в области электроники и умеющие пользоваться такими приборами, как мультиметры, вольтметры и осциллографы.
Большинство моделей инверторных сварочных аппаратов снабжены инструкцией. Эти устройства проще обслуживать по схемам, имеющимся в соответствующей части документации.
Диагностика неисправностей инверторов
Непосредственно перед проведением восстановления инверторного оборудования под сварку следует ознакомиться с типичными неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев ремонт сварочных полуавтоматов следует проводить по следующему алгоритму:
- Визуальный осмотр всех компонентов инвертора.
- Очистка окислившихся контактов растворителем и щеткой.
- Изучите конструкцию инвертора по документации, которая идет в комплекте.
- Ошибочный диагноз.
- Замена неработающих электронных компонентов.
- Пробный забег.
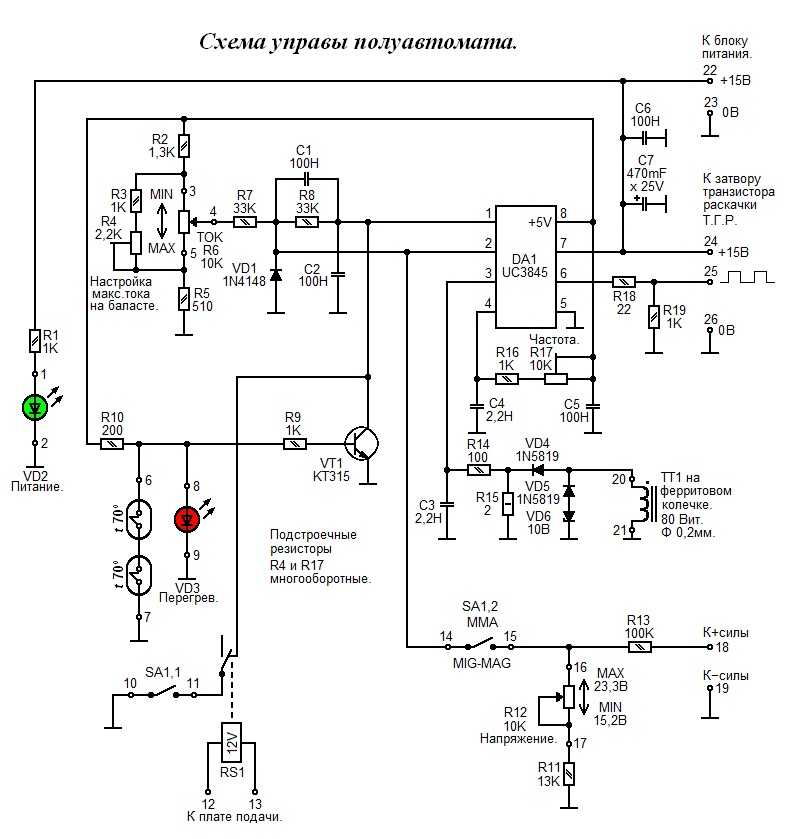
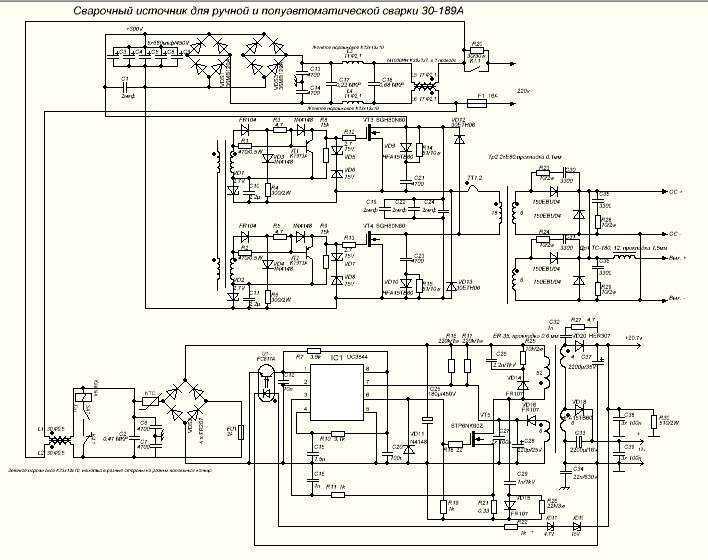
Функциональная схема сварочного инвертора.
Все неисправности, которые могут потребовать ремонта сварочных аппаратов своими руками, делятся на три вида:
- возникающие из-за неправильного выбора режима сварки;
- возникающие из-за неисправности в работе одного из элементов электронной схемы устройства;
- из-за попадания пыли или посторонних предметов в блок питания инвертора.

Перед проверкой сварочного аппарата на наличие неисправных радиодеталей следует провести полную очистку от пыли и грязи. Засорение охлаждающих элементов системы поддержки дуги может отрицательно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке неисправностей не обнаружено, следует переходить к более глубокой диагностике.
Типичными причинами неисправностей инвертора являются:
- попадание жидкости в корпус преобразователя, приводящее к окислению токопроводящих дорожек и коррозии основных радиоэлементов;
- обилие пыли и грязи внутри крышки, в результате чего значительно ухудшилось охлаждение и перегрелись силовые микросхемы;
- перегрев работы инвертора из-за выбора неправильного режима работы, что может потребовать ремонта сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, можно осуществить без значительных навыков и умений. В трансформаторных блоках используются радиоэлементы, имеющие невероятно долгий жизненный цикл.
Процедура ремонта инвертора и других ключевых компонентов инверторного источника питания будет показана в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассматривать основные виды неисправностей инверторных агрегатов, следует ознакомиться с инверторным агрегатом.
Электрическая схема сварочного инвертора.
Самые популярные модели состоят из:
- источник питания;
- устройство управления;
- силовой блок.
Выход из строя и ремонт сварочных аппаратов в большинстве случаев связан с поломкой силового агрегата, состоящего из:
- Первичные и вторичные выпрямители.
Блок состоит из двух диодных мостов разной мощности. Первый мост способен выдержать до 40 ампер тока и до 250 вольт напряжения. Второй диодный мост составлен из более мощных элементов и способен поддерживать ток 250 ампер при напряжении около 100 вольт.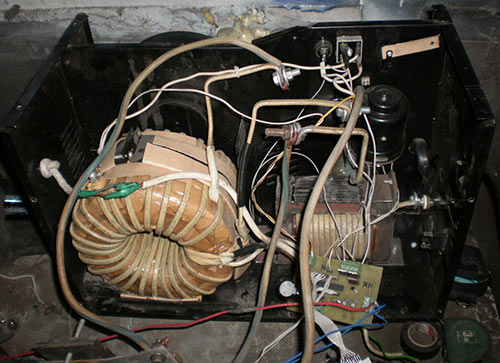 Возможные неисправности этого модуля связаны с выходом из строя диодов первичного или вторичного моста.
Возможные неисправности этого модуля связаны с выходом из строя диодов первичного или вторичного моста. - Инверторный преобразователь.
Пробой силового транзистора инверторного преобразователя часто является ответом на вопрос, почему не кипит сварочный аппарат. Преобразователь можно отремонтировать, заменив транзистор на аналоговый с током 32 ампера и напряжением 400 вольт. - Трансформатор высокой частоты.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные медным проводом или лентой.
Перед ремонтом сварочных аппаратов своими руками следует тщательно продиагностировать устройство и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать нейтрализатор из-за выходящего густого белого дыма. В таких случаях лучшим решением будет обращение в квалифицированный ремонтный центр.
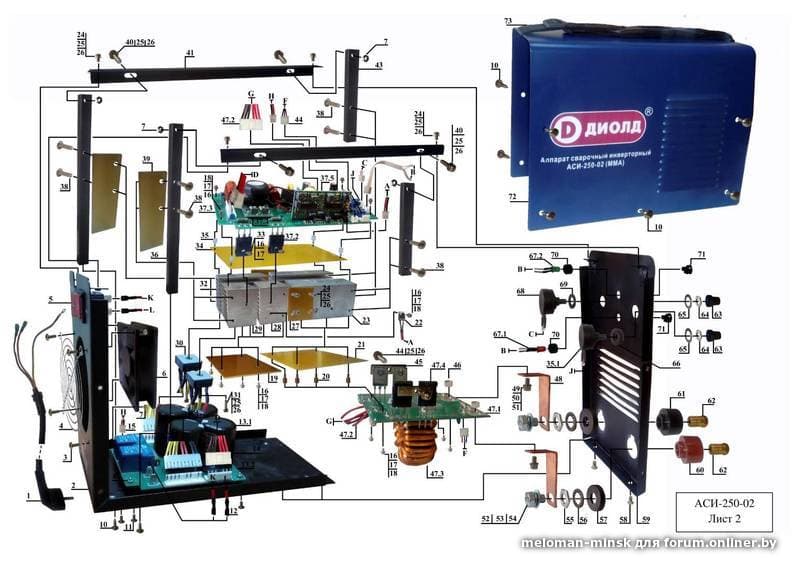
Схема расположения деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение горячей дуги или сильные брызги электродного материала.
В большинстве случаев ошибка связана с неправильным выбором рабочего тока. В инструкции по применению сказано, что на 1 миллиметр диаметра электрода должен приходиться ток от 20 до 40 ампер. - Приварка к металлу.
Такое поведение характерно для устройств, работающих с недостаточным напряжением. Такие неисправности и пути их решения четко описаны в сопроводительной документации. Если электрод прилипает к свариваемому материалу, очистите контакты клемм, к которым подключены модули блока преобразователя. Кроме того, не лишним будет измерить напряжение в электрической сети. - Отсутствие дуги при включении оборудования.
Дефект часто связан с банальным перегревом устройства или повреждением силовых кабелей кабелей при длительной работе в условиях высоких температур.
- Аварийный инвертор.
Если во время работы устройство было внезапно выключено, вероятно, сработала защита от короткого замыкания между проводами и крышкой. Ремонт устройства при таком дефекте заключается в поиске и замене поврежденных элементов в силовой цепи инвертора. - Большое потребление электрического тока во время простоя.
Типичная неисправность, возникающая из-за короткого замыкания витков токоведущих катушек. Восстановление устройства после такой неисправности заключается в отмотке катушек до упора и нанесении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенное время.
Такое поведение характерно для перегрева инверторных электроприборов. Если сварка вдруг отключилась, нужно дать ей остыть и через 30-40 минут можно продолжать работу. - Несанкционированные звуки при работе блока питания.
Устранение дефекта заключается в подтяжке болтов, стягивающих элементы магнитопровода. Кроме того, ошибка может быть связана с дефектом крепления жил или замыканием между кабелями.
Важно отметить, что большинство видов работ следует проводить с помощью паяльника, оснащенного специальным отсосом. Такой инструмент значительно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
При ремонте сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- В случае неисправности необходимо немедленно отключить электроприбор от сети, дать ему остыть и только после этого вскрывать металлический корпус.
- Диагностику необходимо начинать с визуального осмотра электрических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или перепайке токопроводящих контактов. В первую очередь следует заменить визуально увеличенные конденсаторы или треснувшие транзисторы.
- Если при визуальном осмотре не удалось установить причину неисправности сварочного аппарата, необходимо продолжить проверку параметров деталей с помощью мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых агрегатов связаны с неисправностью транзисторов. - После замены электрических компонентов стоит перейти к проверке печатных проводников, расположенных на плате преобразователя.
При обнаружении оборванных или поврежденных дорожек на плате сварочного инструмента дефект необходимо немедленно устранить, припаяв перемычки или восстановив дорожки медной проволокой необходимого сечения. - Как только вы закончите с дорожками, имеет смысл перейти к обслуживанию контактов.
Если инверторный блок перестал работать постепенно, возможно, плохой контакт в контактах. В этом случае достаточно измерить все контакты мультиметром и зачистить контакты обычным ластиком. - Несмотря на то, что неисправности сварочного инвертора редко связаны с диодными мостами, не лишним будет проверить работоспособность.

Диагностировать этот электрический элемент лучше в распаянном виде. Если через короткое время прозвонят все ножки моста, следует искать неисправный диод и заменять его. - Последним этапом ремонта инвертора является проверка платы и пультов управления.
Диагностику всех компонентов платы необходимо проводить с помощью осциллографа высокого разрешения.
Если диагностика проведена, но выяснить, что сломалось в сварочном аппарате, не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При проведении самостоятельных ремонтных работ не следует забывать о правилах безопасности:
- не используйте электроприборы без защитной верхней крышки;
- все диагностические и ремонтные работы необходимо проводить на полностью выведенном из строя оборудовании;
- удаление скопившейся пыли и грязи наиболее безопасно осуществляется с помощью воздушного потока, создаваемого компрессором или баллоном со сжатым газом;
- платы необходимо очищать нейтральными растворителями, наносимыми специальной щеткой;
- длительное хранение электроприборов следует проводить в сухих помещениях в полностью выключенном состоянии.

Большинство инверторных устройств поставляются с соответствующей документацией. В этих работах вы можете найти описание наиболее типичных ошибок и методов ремонта. Поэтому в случае ошибок следует внимательно изучить документацию и только потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт можно сделать в домашних условиях. Наиболее важные неисправности преобразователей связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Причин, по которым сварочный инвертор не включается, всего несколько. Большинство причин выхода из строя работающего преобразователя связаны с прогоревшими конденсаторами или выбитыми сварочными транзисторами.
Виды сварки Разбираемся в чертежах сварочных швов по ГОСТ Если вы скажете, что это ваше любимое слово, вы вряд ли Виды сварки Как научиться варить инвертором с нуля? В частном доме, на даче или в гараже довольно часто Виды сварки Методика расчета расхода электродов при сварке Одним из важных показателей является расход электродов Виды сварки Сварочные швы: от простого к сложному Процесс современной сварки относится к высоким технологиям
Ремонт сварочных аппаратов Ресанта — возможные причины поломки
Ремонт сварочных аппаратов Ресанта — возможные причины поломки
Сварочное оборудование Ресанта, как и любое другое, подвержено выходу из строя в силу различных причин. В зависимости от типа сварочного устройства, различается набор распространенных поломок. В данной статье представлен обзор, посвященный изучению распространенных поломок оборудования Ресанта и их возможных причин.
В зависимости от типа сварочного устройства, различается набор распространенных поломок. В данной статье представлен обзор, посвященный изучению распространенных поломок оборудования Ресанта и их возможных причин.
Поломки инверторного оборудования
Ремонт сварочного инвертора Ресанта чаще всего осуществляется в связи со следующими причинами:
- Нарушение требований по эксплуатации инверторного оборудования, обозначенных в инструкции. Специалисты по ремонту сварочного оборудования настоятельно рекомендуют использовать технику строго в рамках обозначенной расчетной нагрузки. То есть, если в инструкции производитель требует устраивать технике перерыв каждые 7 минут, это требование следует выполнять. Несоблюдение этого требования приводит к перегреву температурного реле и последующей блокировке транзистора/трансформатора.
- Использование сварочного оборудования не по назначению. Оборудование должно использоваться строго по назначению. Если устройство предназначено исключительно для работы с тонкостенным металлом, то не стоит возлагать на него задачи по работе с металлом имеющим толстые стенки.
 Это опять же может привести к выходу из строя термореле и транзистора/трансформатора.
Это опять же может привести к выходу из строя термореле и транзистора/трансформатора. - Ослабление контактов в разъемных соединениях, их окисление, загрязнение электродов. Эти ошибки могут привести к короткому замыканию и выходу аппарата из строя без возможности его починки.
- Наличие повреждений в сварочном кабеле, непосильная нагрузка на щиток. Устранить такую проблему можно самостоятельно, заменив питающий кабель на исправный либо поменяв электрический щиток на более мощный.
- Попадание внутрь корпуса пыли, металлической стружки и т. д. В таких случаях бывает достаточно провести чистку устройства. Во избежание этой проблемы следует соблюдать правила эксплуатации аппарата: не работать вблизи включенной болгарки, проезжей части, распила деревьев и пр.
- Неадекватно подобранный ток. Сварочный ток должен соответствовать размеру электрода, его типу и скорости сварки. В этом случае ремонт сварочного инвертора Ресанта может и не потребоваться, бывает достаточно настроить работу корректно.
- Повреждение модуля инвертора. Это наиболее серьезная проблема, для решения которой не обойтись без помощи профессионалов. Причины могут быть разными — от механических ударов до заводского брака. Для устранения такой проблемы сварки Ресанта, цены на ремонт обычно наиболее высокие.
Ремонт сварочных полуавтоматов
Ремонт сварочных аппаратов Ресанта этого типа чаще всего производится по следующим причинам:
- Нарушение условий эксплуатации оборудования: чрезмерно длительная работа устройств без перерыва, работа во влажном помещении, использование в качестве резака по слишком толстому металлу и пр.)
- Неверно подобранный сварочный ток. Чтобы избежать этой ошибки следует четко следовать инструкции.
- Проблемы с кабелем — разрыв, окисление контактов. Если в ходе обследования кабеля будут выявлены его дефекты, то проблема решится путем замены кабеля на новый.
Особенности ремонта аргонодуговых аппаратов
Ремонт сварочных аппаратов Ресанта этого типа чаще всего производится по следующим причинам:
- Перебои в уровне напряжения питающей сети способны вывести из строя непосредственно транзистор или трансформатор.
 Кроме того, возможные перегорания контактов и короткие замыкания внутри электрического контура.
Кроме того, возможные перегорания контактов и короткие замыкания внутри электрического контура. - Загрязнение элементов внутри корпуса. Эта проблема очень распространена. Чтобы ее избежать, следует хранить устройство в защитном корпусе, а работы производить вдали от пыльных автотрасс, мест работы болгаркой, продуваемых площадей и мест работы с деревом.
- Ошибки, связанные с подключением аппарата. Чтобы исключить эту ошибку, следует обратиться к инструкции по эксплуатации оборудования и внимательно проверить корректность подключения устройства к сети.
Особенности ремонта аппаратов плазменной резки
Оборудование плазменной резки активно используется в металлообрабатывающей отрасли, в строительстве и в автомобильной отрасли.
Ремонт сварочных аппаратов Ресанта этого типа чаще всего производится по следующим причинам:
- Резкие и существенные перепады уровня напряжения в электрической сети. Перед включением оборудования следует проверить напряжение в сети.
- Физическая изношенность конструктивных элементов и комплектующих аппарата. Для решения поломки подобного характера потребуется замена узла, истратившего свой ресурс.
- Короткое замыкание: внутреннее или внешнее. Вне зависимости от того, на каком участке электрического контура произошла авария, следует немедленно вынуть из сети сварочный аппарат и пригласить электрика для ремонта домовой электросети. Сварочное оборудование для ремонта лучше доверить профессионалу.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Производитель сокращает расходы на 45 000 долл. США благодаря новым сварочным горелкам и расходным материалам MIG
Обновлено:
General Kinematics — ведущий производитель вибрационного оборудования для обработки сыпучих материалов — уже более 60 лет предоставляет своим клиентам последовательные, своевременные и инновационные решения. Компания гордится тем, что предлагает надежное передовое оборудование для работы с труднообрабатываемыми материалами в горнодобывающей промышленности, добыче полезных ископаемых, переработке сыпучих материалов и литейном производстве.
Компания гордится тем, что предлагает надежное передовое оборудование для работы с труднообрабатываемыми материалами в горнодобывающей промышленности, добыче полезных ископаемых, переработке сыпучих материалов и литейном производстве.
Обеспечение того, чтобы сварщикам нравились горелки Bernard и расходные детали AccuLock S, было важной частью испытаний, проведенных General Kinematics.
Репутация лидера в области дизайна и создания индивидуальных технических достижений отличает компанию от конкурентов, как и ее приверженность предоставлению превосходного обслуживания.
У этой компании из 200 человек, Кристал Лейк, Илинуа, нет времени на замедление, особенно в сварочных работах. Однако в последние годы General Kinematics заметила именно это. У него были неоднократные поломки горелки MIG и чрезмерное потребление контактных наконечников, что замедляло производство.
«С учетом затрат на ремонт и потери рабочей силы из-за проблем со сварщиками, которые остановили их работу, мы оценили затраты на эти проблемы примерно в 45 000 долларов в год, — сказал Джейсон Джерик, управляющий заводом General Kinematics.
Именно тогда Джон Струг, техник компании по техническому обслуживанию, обратился за решением к своему дистрибьютору сварщиков Стиву Шуэтту из Weldstar в Авроре, штат Иллинойс. Шуэтт рекомендовал испытать горелки Bernard BTB с воздушным охлаждением для сварки MIG с расходными деталями AccuLock™ S.
Принимая во внимание изменение
Проблемы со сварочными горелками MIG с водяным охлаждением в General Kinematics были в центре потребности в новом решении.
«Оружие определенно было нашей главной проблемой при обслуживании Джона», — сказал Джоэл Джейкобсон, директор по производству. «Было трудно соответствовать требованиям, связанным с разрывом шлангов, разрывом проводов внутри пистолетов, выгоранием наконечников, вкладышей и т. д.».
Джерик добавил: «В последний раз, когда мы рассчитывали с долларовой точки зрения, это означало около пяти-семи часов в неделю потерянного времени только из-за проблем с лайнерами. Это было так часто».
Это было так часто».
Команда вместе со Шютте медленно и тщательно приступила к тестированию сварочных горелок BTB MIG с воздушным охлаждением и расходных материалов Bernard, убедившись, что продукты работают так, как ожидалось. Сначала они работали с некоторыми образцами пистолетов стандартных размеров и проводов, и каждый сварщик пробовал их в течение недели.
«Мы тестировали неделю с одним слесарем, неделю с одним сварщиком, а затем мы перемещали их, чтобы посмотреть, какое признание мы получим с ними», — сказал Джейкобсон.
General Kinematics сваривает различные материалы — от стали A-36 до листа AR-500 — толщиной до восьми дюймов и на различных соединениях.
General Kinematics сваривает различные материалы — от стали A-36 до листа AR-500 — толщиной до восьми дюймов и на различных соединениях. Сварщики также сваривают как большие, так и маленькие сварные детали и используют сварочную проволоку разного диаметра. Пистолеты и расходные материалы должны были быть достаточно универсальными, чтобы справляться с этими задачами и обеспечивать качество, необходимое для соблюдения Американское общество сварщиков (AWS) D. 1.1 Сварка конструкций – код стали . Они также должны были быть подходящим оборудованием для сварщиков компании.
1.1 Сварка конструкций – код стали . Они также должны были быть подходящим оборудованием для сварщиков компании.
Якобсон и Джерик регулярно встречались со сварщиками, чтобы получить обратную связь во время испытаний.
По словам Джерика, сварочные аппараты потребляют заметно меньше расходных материалов. Тем не менее, они хотели изменить угол наклона шейки оружия, чтобы получить лучший доступ к некоторым сложным конфигурациям суставов. Они работали взад и вперед с Бернардом, чтобы определить другой угол грифа, который соответствовал бы их потребностям.
«Мы хотели провести тщательное тестирование и проверку, чтобы решить, подходит ли нам этот продукт? Получим ли мы такую поддержку от наших сварщиков?», — сказал он.
Горелки Bernard и расходные детали AccuLock S помогли сварщикам General Kinematics повысить производительность примерно на 10 % за счет исключения простоев .
Важнейшей частью испытаний, проведенных General Kinematics, было обеспечение того, чтобы сварщикам нравились сварочные горелки и расходные материалы MIG. В компании существует культура расширения прав и возможностей, и она хотела, чтобы ее операторы-сварщики были услышаны и высказали свое мнение.
В компании существует культура расширения прав и возможностей, и она хотела, чтобы ее операторы-сварщики были услышаны и высказали свое мнение.
«Мы считаем важным вовлекать наших сварщиков в процесс на ранних стадиях, — сказал Джейкобсон. «Не всем нравятся изменения, но вовлечение их в предварительное тестирование может помочь продемонстрировать долгосрочные преимущества».
«Мне это очень нравится», — добавил Джерик. «Я бы предпочел не форсировать изменения в команде. Я бы
предпочел, чтобы они приняли его и сделали своим».
После восьми месяцев испытаний, обработки отзывов и внесения корректировок компания General Kinematics приняла решение перейти на горелки MIG с воздушным охлаждением Bernard BTB и расходные детали AccuLock S.
Выгода от инвестиций
General Kinematics вложила средства в горелки MIG BTB с воздушным охлаждением на 400 ампер для своих 40 сварщиков, а также несколько горелок Bernard с водяным охлаждением на 450 ампер — все с одними и теми же расходными деталями AccuLock S . Бернард изготовил специальную горловину для своих пистолетов с водяным охлаждением, чтобы обеспечить лучший эргономичный доступ к типичным сварным соединениям, и эти пистолеты являются первыми в своем роде, когда-либо оснащенными расходными деталями AccuLock S.
Бернард изготовил специальную горловину для своих пистолетов с водяным охлаждением, чтобы обеспечить лучший эргономичный доступ к типичным сварным соединениям, и эти пистолеты являются первыми в своем роде, когда-либо оснащенными расходными деталями AccuLock S.
Итак, что в итоге продал General Kinematics продукцию Bernard? Одним словом, долговечность и производительность.
Компания General Kinematics уже более 60 лет предлагает своим клиентам согласованные, своевременные и инновационные решения.
Сокращение обслуживания оружия было ключевым. Strug больше не приходится бороться с протечками горелок с водяным охлаждением или проблемами с футеровкой, которые необходимо устранить, а новые горелки и расходные материалы меньше раздражают операторов сварки, которые теперь могут уделять больше времени продуктивной работе.
«У нас намного меньше ремонтов. Раньше постоянно, каждый месяц, мне приходилось отсылать в ремонт семь орудий или мне приходилось чинить их самому», — сказал Струг.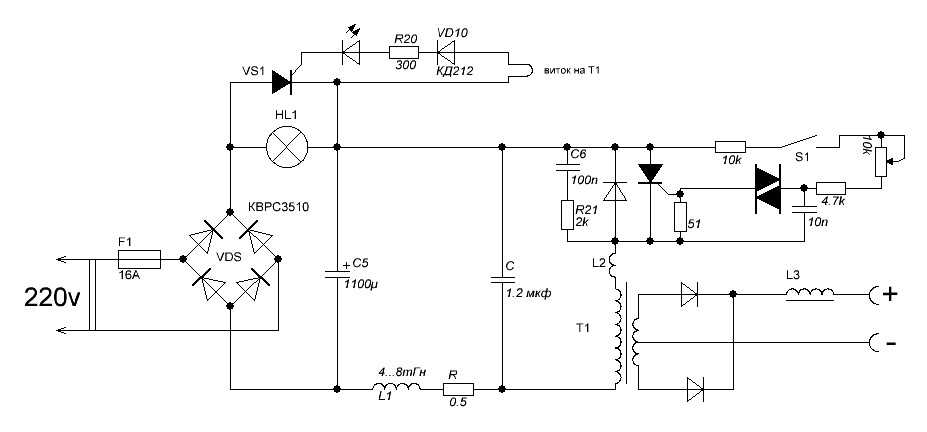 «Это огромная разница в качестве — ночь и день».
«Это огромная разница в качестве — ночь и день».
Эта долговечность и производительность являются результатом сочетания прочной конструкции пистолетов MIG с воздушным охлаждением BTB — конфигурация которых соответствовала требованиям компании к рукоятке, горловине, спусковому крючку и кабелям, — и вкладыша, являющегося частью AccuLock S. система расходных материалов.
Компания Bernard разработала футеровку в системе для безошибочной замены, избавив от необходимости измерять ее перед установкой. Вместо того, чтобы гильза загружалась сзади, как у многих конкурирующих ружей, лайнер AccuLock S загружается в горловину в передней части ружья, а затем фиксируется на месте, чтобы его можно было обрезать заподлицо с силовым штифтом. Это предотвращает слишком короткую или слишком длинную обрезку вкладыша.
— Мне нравятся вкладыши, — сказал Струг. «Они служат намного дольше, и мне определенно нравится их качество».
Компания General Kinematics приобрела горелки MIG с воздушным охлаждением BTB на 400 ампер для своих 40 сварщиков, а также несколько горелок Bernard с водяным охлаждением на 450 ампер — все с одними и теми же расходными деталями AccuLock S.
По словам Джейкобсона, еще одним аргументом в пользу продажи было то, что контактные наконечники AccuLock работают значительно холоднее, чем предыдущие наконечники компании, поэтому потребление и время простоя для замены меньше.
Это связано с конструкцией наконечника и газового диффузора. Шестьдесят процентов сварочного контактного наконечника погружены в газовый диффузор, который защищает его от теплового повреждения, а защитный газ также охлаждает хвостовую часть контактного наконечника при прохождении через горелку. Расходные материалы AccuLock имеют коническую форму, которая плотно соединяет наконечник, газовый диффузор и сопло, что еще больше снижает электрическое сопротивление и снижает тепловыделение.
Якобсону нравится возможность сократить расходы за счет более длительного срока службы оборудования. И в сварочных горелках MIG с воздушным и водяным охлаждением используются одни и те же расходные детали AccuLock S, что помогает сократить управление запасами.
Сварщикам нравится, что пистолеты и расходные материалы работают теплее и помогают уменьшить разбрызгивание, поэтому требуется меньше очистки.
Долгосрочные преимущества
Для General Kinematics внесение изменений в пистолеты Bernard BTB и расходные детали AccuLock S — это еще один способ, которым компания привержена качеству. Но в конверсии было нечто большее.
Компания General Kinematics смогла окупить инвестиции примерно через 12–14 месяцев. И хотя для обслуживания оружия и расходных материалов по-прежнему требуются затраты на рабочую силу и оборудование, переоборудование устранило дополнительные расходы в размере 45 000 долларов США для решения предыдущих проблем с пистолетами с водяным охлаждением.
Продукты также помогли сварщикам повысить производительность примерно на 10 % за счет исключения простоев. Это важно для сварщиков и для Джерика.
«Когда дело доходит до этого, облегчают ли эти продукты их работу? Делают ли они их более продуктивными?»
Ответ на оба вопроса — да.
Опубликовано в блоге Amperage, Расходные материалы3, Общая сварка, Полуавтоматические горелки MIG3
Как починить ржавую раму грузовика
- Рейтинги автомобилей
- Путеводители по покупкам автомобилей
- Как починить ржавую раму грузовика
Дастин Хоули | 02 апреля 2021 г.
Ремонт ржавой рамы грузовика может быть дорогостоящим процессом. В зависимости от марки и модели автомобиля расходы могут составлять от 2000 до 3000 долларов, а иногда и больше. Основной причиной этих высоких затрат является рабочая сила, поскольку ремонт ржавой рамы может занять невероятно много времени.
Для тех, кто может не иметь такого дохода, есть еще один вариант. Если вы готовы выполнить работу самостоятельно, вы можете отремонтировать ржавую раму грузовика за небольшую часть стоимости. Хотя это потребует много времени и усилий, на самом деле это не так уж и сложно.
Хотя это потребует много времени и усилий, на самом деле это не так уж и сложно.
Мы составили базовый обзор того, как починить проржавевшую раму грузовика, и предоставили дополнительную информацию о том, как предотвратить появление ржавчины в будущем. Давайте сломаем это.
Хотите действовать?
Хотите действовать?
Интернет-магазин автомобилей для продажи
Хотите нырнуть глубже?
Хотите нырнуть глубже?
Сравните автомобили онлайн
ХОТИТЕ МАКСИМАЛЬНО ПОВЫСИТЬ ПОКУПАТЕЛЬНУЮ СПОСОБНОСТЬ?
ХОТИТЕ МАКСИМАЛЬНО ПОВЫСИТЬ ПОКУПАТЕЛЬНУЮ СПОСОБНОСТЬ?
Найдите местные поощрения и скидки на новые автомобили
Спасибо
Теперь вы подписаны на информационный бюллетень J.D. Power Cars.
Посмотреть анонсы новых автомобилей
Грузовики F-Series Super Duty получили то, что им было нужно для модели 2023 года. Ford анонсировал более мощную линейку тяжелых грузовиков с множеством доступных новых технологий, отличными стандартными функциями безопасности и уникальными улучшениями, чтобы сделать грузовики более подходящими для конкретных отраслей.
Читать полный обзор
Honda Pilot 2023 года выпуска
Honda Pilot четвертого поколения 2023 года вот-вот поступит в продажу, и Honda существенно модернизирует его по сравнению с популярной моделью третьего поколения, которую он заменяет. Honda предложит обновленный Pilot 2023 года в комплектациях Sport, EX-L, TrailSport, Touring и Elite в декабре 2022 года.
Ram использовал Ярмарку штата Техас 2022 года, чтобы продемонстрировать свой новый 2500 Heavy Duty Rebel, мощный внедорожный грузовик, который сохранил свои возможности рабочего грузовика. Он предлагает хардкорные обновления для бездорожья, такие как задний дифференциал с электронной блокировкой и задний дифференциал повышенного трения.
