Ремонт своими руками инверторного сварочного аппарата: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Ремонт сварочного инвертора своими руками
Содержание страницы
Благодаря своей компактности и широкому диапазону настроек, инверторы активно используются частными сварщиками и мобильными бригадами. Шов, получаемый от подобных аппаратов, отличается хорошей степенью проплавки и чешуйчатости. Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы. Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Понимание особенностей оборудования
Чтобы ремонт сварочного инвертора своими руками принес результаты, необходимо понимать строение и принцип действия данного устройства. Без этого можно долго смотреть на разобранный аппарат и не замечать причину поломки, находящуюся «на поверхности».
Без этого можно долго смотреть на разобранный аппарат и не замечать причину поломки, находящуюся «на поверхности».
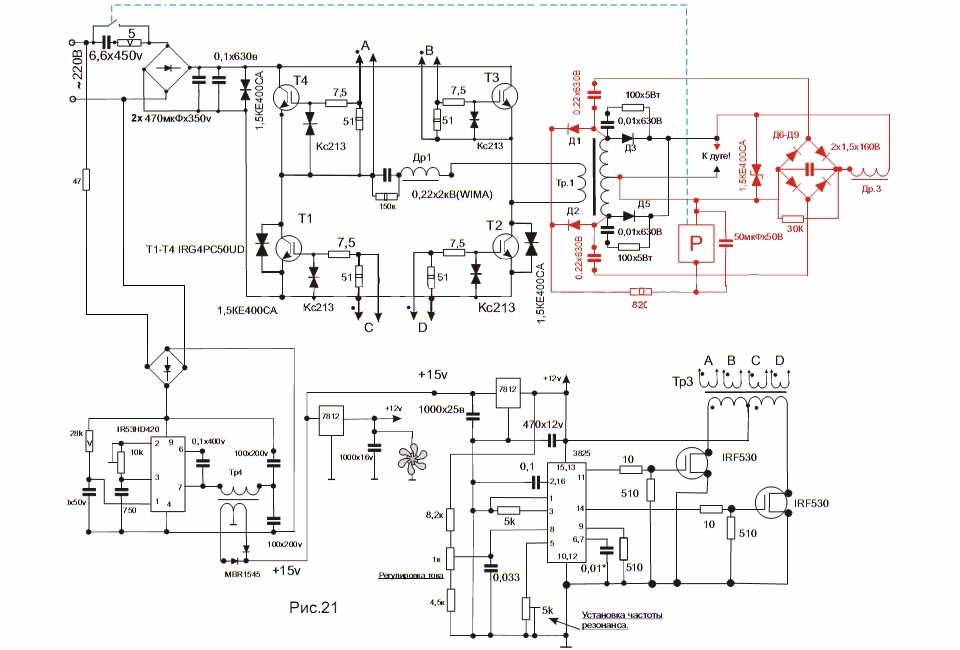
Сварочный инвертор позволяет эффективно работать с металлами разной толщины и производить качественные соединения благодаря преобразованию тока в несколько этапов. В его схему входит четыре ключевых узла:
- выпрямляющий блок;
- инверторный модуль;
- понижающий трансформатор;
- электронный регулятор.
Знание принципа действия аппарата поможет понять на каком этапе возникает несоответствие в работе и выявить причину поломки. Суть процесса заключается в следующем:
- Напряжение из бытовой сети поступает на выпрямитель, который преобразовывает переменный ток в постоянный. Это достигается за счет специально рассчитанного диодного моста.
- Инверторный модуль состоит из ряда транзисторов, способных преобразовывать постоянное напряжение обратно в переменное, но со значительным повышением частотности. Эта величина может достигать значения 100 кГц.

- Понижающий трансформатор снижает поступающее напряжение до безопасных значений, одновременно увеличивая силу тока для сварки. Так, из бытовой сети в 6-25 А, можно получить 200 А, способных варить металл 5-7 мм толщиной.
Это основные элементы, ремонтируемые в сварочных инверторах. Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
С чего начинается ремонт
Ремонт инверторных сварочных аппаратов начинается с анализа причинно-следственной связи в функционировании оборудования. Суть в том, чтобы распознать проблемные «симптомы» устройства и понять какие факторы могут на это влиять.
Например, если дуга горит не естественно, то нет смыла искать проблему в электрической плате, а стоит перенастроить режим сварки. И наоборот, когда аппарат вообще не включается, не стоит крутить переключатели управления в надежде на чудо, а необходимо искать обрыв контакта. У каждой поломки (следствие) существует явление (причина), предшествовавшее ей. Тонкое понимание характера поломки поможет точнее идентифицировать причину.
Тонкое понимание характера поломки поможет точнее идентифицировать причину.
Поиск причины начинается с визуального осмотра оборудования. Необходимо обнаружить оборванные провода или подгоревшие контакты. Если это не дало результатов, то для ремонта сварочного аппарата своими руками необходимо задействовать тестеры, помогающие найти обрыв в цепи. Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Конечно, для этих действий требуются простейшие навыки в электрике. Возможно, изучение нескольких видео, на которых показан ремонт сварочных инверторов своими руками, и процесс поэтапного осмотра узлов аппарата, поможет обрести уверенность и приступить к делу.
Простейшие причины поломки и их устранение
Не всегда поломка инвертора — это полная неисправность аппарата. Порой, это может быть что-то несерьезное. Поэтому, если оборудование работает, но не корректно, то стоит проверить следующие причины:
| Вид неисправности | Причина | Способ устранения |
Сварочный металл разлетается в разные стороны. | Выставлена слишком большая сила тока, не соответствующая параметрам электрода. | На пачке электродов указаны оптимальные значения настроек аппарата, которые необходимо переустановить в согласии с этими рекомендациями. |
| Сила тока выставлена правильно, но электрод постоянно прилипает к изделию. | 1. Во входящей сети упало напряжение (менее 220 V). 2. Используется слишком длинный удлинитель. 3. В гнездах кабелей нет плотного контакта. 4. Плохой контакт в розетке сети. 5. Шнур от розетки до аппарата имеет сечение меньше 2.5 мм. | 1. Подождать возобновления уровня напряжения или установить стабилизатор. 2. Если необходим удлинитель, то его сечение должно быть более 4 мм квадратных. 3. Проверить плотность фиксации кабелей в гнездах путем поворота по часовой стрелке до упора. 4. Устранить причину плохого контакта. 5. Заменить провод на аналог с большим сечением. |
Не зажигается дуга, хотя аппарат работает. | Плохой контакт на массе. | Переподключить контакт массы. |
| Обрыв напряжения при сварке. | Поломан автомат сети или его параметры не соответствуют используемой силе тока. | Заменить автомат. |
| Горит индикатор перегрева. | Это срабатывает при достижении температуры 80 градусов. Сварка велась слишком долго. | Дать остыть аппарату, не ведя работы. |
Проблемы в электронике и их устранение
Ремонт инверторного сварочного аппарата может подразумевать поиск более серьезных поломок и их устранение. Это касается электронной платы и других узлов. Причина может крыться в:
- попадании влаги во внутрь инвертора и замыкании;
- запыление внутренних элементов оборудования, приводящее к перегреву;
- нарушение режимов сварки, повлекшее к перегреву и уменьшению срока работы отдельных деталей.
Поиск перегретых и сгоревших элементов начинается с визуального осмотра.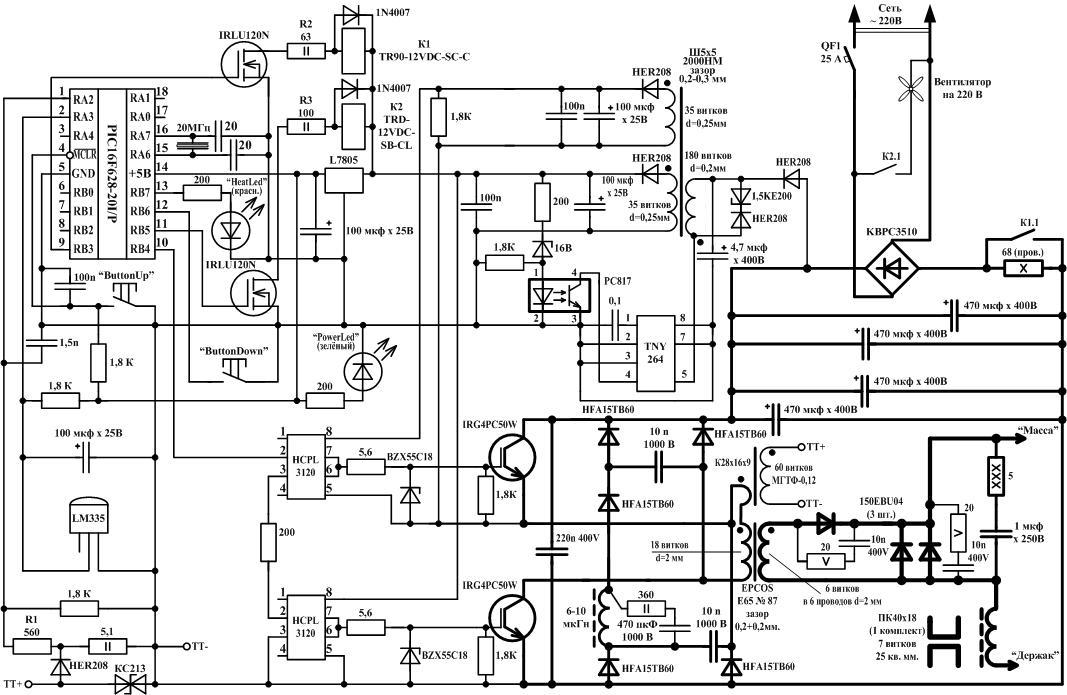 Определить вышедшую из строя деталь можно по нескольким факторам:
Определить вышедшую из строя деталь можно по нескольким факторам:
- цвет электронного элемента явно потемнел;
- на ножках или клеммах устройства виден черный нагар;
- деталь, впаянная в электронную плату, треснула;
- наблюдается визуальное вздутие предмета в схеме.
В этом случае необходимо выпаять неработающую деталь при помощи паяльника, и заменить на аналогичную. При подборе нового элемента важно, чтобы он имел и соответствующую маркировку, полностью совпадающую с предыдущей. Она часто указывается на корпусе. Если надпись затерлась, то в специальных справочниках можно получить расчеты электронной схемы по задаваемым величинам входящего и выходящего тока.
Еще одной причиной поломки инвертора может быть обрыв кабеля. Стоит проверить каждый провод вручную, слегка подергав за него. Выполнять это следует даже с маленькими проводами от тумблеров и переключателей.
Узлы устройства «прозваниваются» тестером. Начать следует с транзисторного блока, поскольку чаще всего контакт обрывается в нем.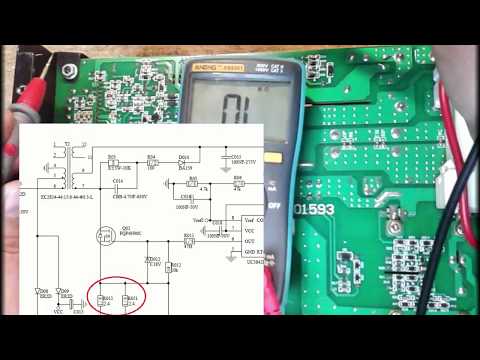 Важно проверить не только сами транзисторы, но и их общий контур. После этого, подобной проверке подвергают диодный мост.
Важно проверить не только сами транзисторы, но и их общий контур. После этого, подобной проверке подвергают диодный мост.
Если предыдущие попытки отремонтировать инвертор не принесли успеха, то следует проверить плату управления ключами, влияющую на функционирование всего оборудования. Для этого потребуется раздобыть осциллограф. Проверяется изменение напряжения и частота управляющих сигналов. Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Выполнить ремонт сварочного аппарата своими руками возможно в большинстве случаев. Для этого необходимы элементарные знания электротехники, соответствующее оборудование, и следование изложенным выше рекомендациям. Но если проблема осталась, то необходимо воспользоваться помощью специалистов.
Ремонт сварочного инвертора своими руками
Довольно часто от клиентов слышу следующий вопрос — возможно ли самостоятельно попытаться отремонтировать сварочный инвертор? и если можно, то хотелось бы получить соответствующие рекомендации. Отвечаю – ремонт сварочного инвертора своими руками возможен, если у вас есть навыки в ремонте оборудования, время и самое главное желание этим заниматься. Если у вас недостаточно знаний и опыта ремонта электронной аппаратуры, но желание самостоятельно отремонтировать свой инвертор велико, то будьте готовы потратить немало времени на изучение принципов работы радиоэлектронных компонентов.
Отвечаю – ремонт сварочного инвертора своими руками возможен, если у вас есть навыки в ремонте оборудования, время и самое главное желание этим заниматься. Если у вас недостаточно знаний и опыта ремонта электронной аппаратуры, но желание самостоятельно отремонтировать свой инвертор велико, то будьте готовы потратить немало времени на изучение принципов работы радиоэлектронных компонентов.
Инверторный сварочный аппарат – достаточно сложное устройство, поэтому вам потребуются навыки работы с измерительной техникой — вольтметром, мультиметром, осциллографом и другими приборами. При отсутствии этих навыков, в лучшем случае – вы напрасно потеряете время, а в худшем – дополните перечень существующих неисправностей. Советую для начала научиться пользоваться мультиметром, осциллографом, паяльником, либо паяльной станцией. Если вы уверены в своих силах, то можно приступать к ремонту.
Снятие защитного кожуха
Перед снятием защитного кожуха убедитесь, что источник не подключен к питающей электросети.
Очистка сварочного инвертора
Очистка производится методом продувки сжатым воздухом. Перед проведением очистки нужно удалить вручную весь крупный мусор – стружку, опилки и т.п.
Также, необходимо осмотреть электронные платы и все элементы электронных плат, проверить крепления радиодеталей к электронным платам и контактные соединения всех проводов и разъемов. Это необходимо для того, чтобы избежать повреждений при продувке сжатым воздухом. В случае некачественного соединения проводов, либо соединительных разъемов необходимо запомнить их расположение, для дальнейшего произведения восстановительных работ.
Далее, производится продувка сжатым воздухом всех электронных плат, трансформаторов и радиаторов охлаждения. Продувку нужно производить осторожно, для предотвращения повреждений мелких компонентов.
Визуальный осмотр сварочного инвертора
После очистки аппарата от пыли производится тщательный осмотр всех узлов и элементов. Необходимо проверить наличие внешних повреждений:
- мест пайки проводов и радиодеталей (при помощи увеличительного стекла), подозрительные, либо окисленные соединения нужно пропаять,
- всех дорожек электронных плат (при помощи увеличительного стекла), при наличии повреждений нужно аккуратно пропаять,
- надежности крепления каждого провода к соединительному разъему,
- надежность крепления трансформаторов и радиаторов охлаждения.
При наличии вентилятора охлаждения проверяется вращение крыльчатки от руки, она должна вращаться свободно и беспрепятственно.
Визуально осмотрите сетевой провод и место соединения с электронной платой, а также место крепления сетевого провода к корпусу аппарата, для исключения непредумышленного отсоединения от аппарата. Чаще всего, сетевой провод подключается к плате управления при помощи соединительного разъема. Этот разъем необходимо проверить более тщательно.
Убедившись в том, что сетевой провод в исправном состоянии и не имеет оголенных токоведущих частей можно приступить к визуализации работы путем подключения к сети.
Ремонт сварочного инвертора
Сварочный инвертор необходимо подключить к сети в открытом состоянии, без защитного кожуха. При наличии сетевого выключателя на аппарате перевести его в положение «Вкл». После этого он должен издавать слышимый звук, граничащий с писком, либо, должен работать вентилятор охлаждения. На некоторых моделях сварочных инверторов вентилятор охлаждения включается после нагрева радиодеталей, установленных на радиаторах охлаждения.
Если после подключения к сети и включения сетевого выключателя в положение «Вкл» инвертор не подает признаков работы, то необходимо мультиметром проверить наличие напряжения на входных контактах блока питания. К ним подключен сетевой провод, либо провода от сетевого выключателя. Напряжение на контактах должно быть не менее 180 В и не более 240 В. Если напряжение меньше 180 В, либо отсутствует, необходимо сначала восстановить полноценное электроснабжение сети. При условии присутствия переменного напряжения в указанном интервале проводим дальнейшую диагностику.
Проверяем присутствие постоянного напряжения на выходе выпрямительного блока. Работа будет намного упрощена, если у вас есть электрическая схема аппарата. На выходе выпрямительного блока обычно стоят большие конденсаторы, соединённые параллельно. Напряжение должно быть не менее 300 В, при условии если напряжение питающей сети 220 – 230 В. Если напряжение меньше или отсутствует совсем, то проверку всех элементов необходимо сделать по цепочке от сетевого провода до последнего конденсатора.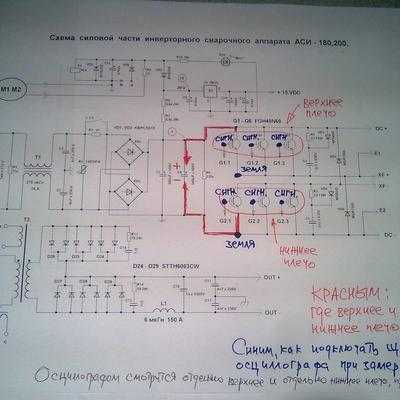
Если неисправен выпрямительный блок и вы нашли деталь, вышедшую из строя, не спешите менять ее на рабочую и включать в сеть аппарат. Следует определить причину выхода из строя этой детали.
Сама по себе радиодеталь выходит из строя очень редко, чаще всего к этому приводят внешние факторы. Выяснить какие факторы привели в негодность радиодеталь поможет характеристика работы данной детали. Например, если это диодный мост, то возможными причинами неисправности может послужить короткое замыкание на выходе диодного моста, либо превышение внешней нагрузки в выходной цепи. Выходная цепь имеет конденсаторы, которые нужно проверить на короткое замыкание. Также, выходная цепь может иметь полевые транзисторы соединенные последовательно с первичной обмоткой трансформатора. Следует отдельно проверить полевой транзистор и трансформатор. Процедура проверки зачастую требует извлечения радиодетали из общей схемы, так как на показания проверки влияют другие компоненты цепи.
После выпрямительного блока следует инвертор, который переводит постоянное напряжение в переменное напряжение высокой частоты. Основными элементами этого блока являются – высокочастотный трансформатор, полевой транзистор типа MOSFET и микросхема ШИМ-контроллера.
Основными элементами этого блока являются – высокочастотный трансформатор, полевой транзистор типа MOSFET и микросхема ШИМ-контроллера.
Начинаем проверку с цепочки полевого транзистора. Если полевой транзистор цел, то высокочастотный трансформатор скорее всего тоже исправен. А вот резисторы, находящиеся в цепи полевого транзистора, необходимо проверить индивидуально. При малейшем подозрении на неисправность их необходимо выпаять и проверить индивидуально на соответствие техническим характеристикам.
Далее проверяем осциллографом работу микросхемы ШИМ-контроллера. Здесь вам поможет «даташит» радиодетали, содержащий техническое описание компонента, его параметры, режимы эксплуатации и схемы включения. Если в схеме ШИМ-контроллера выявлены неисправности, то нужно проверить блок выходного выпрямителя на наличие короткого замыкания. Этот блок следует за высокочастотным трансформатором.
В случае отсутствия короткого замыкания в выпрямительном блоке, можно заменить вышедшие из строя элементы ШИМ-контроллера на рабочие и подключить сварочный инвертор к сети для дальнейшей диагностики. В большинстве случаев сварочный инвертор начинает работать, о чем говорит присутствие постоянного напряжения между зажимом «заготовка» и держателем электродов.
В большинстве случаев сварочный инвертор начинает работать, о чем говорит присутствие постоянного напряжения между зажимом «заготовка» и держателем электродов.
Напряжение между зажимом «заготовка» и держателем электродов проверяем мультиметром. Для этого устанавливаем цифровой мультиметр на измерение постоянного тока напряжением 200 В, отрицательным щупом мультиметра прикасаемся к зажиму «заготовка», а положительным к контактному месту установки электрода на держателе. Мультиметр должен показать напряжение от 40 до 120 В, в зависимости от технических характеристик сварочного инвертора. После замера напряжения нужно установить электрод и сделать несколько сварочных швов.
Если вентилятор охлаждения не включился сразу после подключения аппарата к сети и после проведения сварочных работ, то необходимо проверить напряжение в месте подключения проводов вентилятора. Оно должно соответствовать указанному на вентиляторе рабочему напряжению. Если напряжение отсутствует — необходим ремонт электронной платы управления.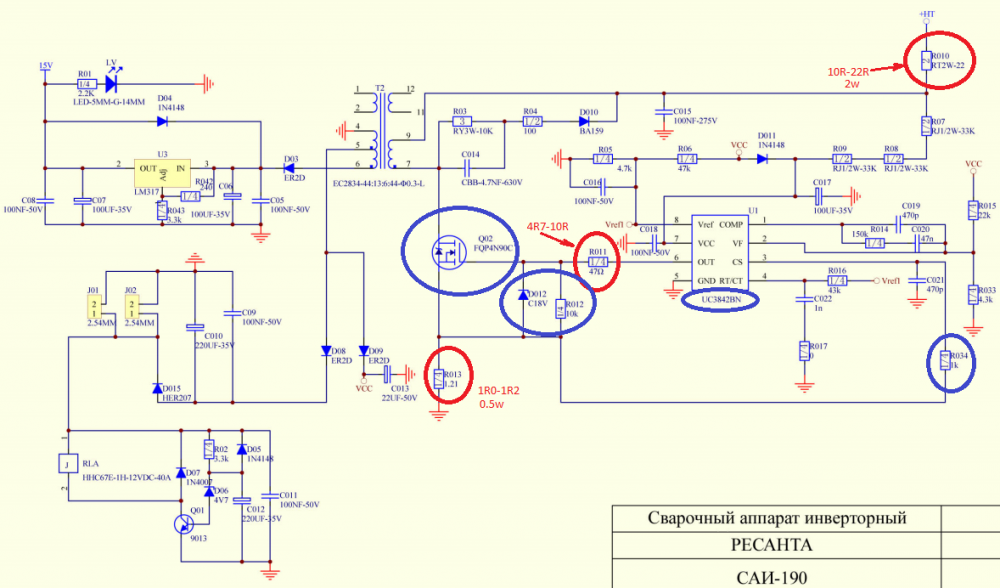 Если напряжение соответствует рабочему, но вентилятор не вращается, требуется замена вентилятора.
Если напряжение соответствует рабочему, но вентилятор не вращается, требуется замена вентилятора.
Испытание сварочного инвертора в бытовых условиях
Перед испытанием инвертора необходимо знать условия его эксплуатации, для понимания происходящих процессов в самом аппарате, а именно:
- продолжительность нагрузки в том или ином режиме работы,
- температурные условия,
- технические характеристики сети, необходимые для подключения сварочного инвертора,
- сварочные электроды, используемые для того металла на котором, будут производиться испытания.
Сварочный инвертор не должен сильно гудеть и самопроизвольно отключаться.
При выполнении сварочного шва дуга должна равномерно «шипеть». Громкость «шипения» зависит от выбранного тока сварки.
Если при соблюдении всех условий эксплуатации и правильно выбранного режима сварки не получается добиться равномерного «шипения» дуги, то следует более тщательно проверить блок выходного выпрямителя и выходного дросселя на соответствие вольт-амперным характеристикам.
Самопроизвольное отключение сварочного инвертора
При несоблюдении указаний по продолжительности нагрузки, аппарат может отключаться. Это происходит, если он перегреется и сработает температурная защита, о чем сообщает желтый светодиод на внешней панели. В таком случае следует прекратить процесс сварки на 20-30 минут и дать аппарату остыть. Но не стоит доводить процесс до срабатывания температурной защиты, так как она может отсутствовать в результате предыдущего недобросовестного ремонта.
Современные передовые автомобили требуют изменений в методах крепления для ремонта при столкновении — часть 1
В этой первой из двух частей мы рассмотрим некоторые методы крепления, необходимые для современных автомобилей, поврежденных при столкновении. Мы сосредоточимся на сварке стали и алюминия. Во второй части мы более подробно рассмотрим склеивание и некоторые механические крепления, которые потребуются для ремонта.
Сталь GMA (MIG) Welding
GMA (MIG) сварка уже много лет является одним из основных продуктов в индустрии ремонта после аварии. Сварочные аппараты Steel GMA (MIG) предлагают специалистам по ремонту после столкновений ряд преимуществ: скромная стоимость владения; простота использования; доступное обучение; минимальное обслуживание; и техники знакомы с оборудованием.
Сварочные аппараты Steel GMA (MIG) предлагают специалистам по ремонту после столкновений ряд преимуществ: скромная стоимость владения; простота использования; доступное обучение; минимальное обслуживание; и техники знакомы с оборудованием.
Когда GMA-сварка (MIG) стала набирать популярность, ее часто называли просто MIG-сваркой. Хотя этот термин широко известен, он не совсем точен. MIG расшифровывается как «металлический инертный газ» и является точным при выполнении сварных швов с использованием инертного защитного газа, такого как 100-процентный аргон. Тем не менее, для большинства аварийных ремонтов мы используем защитный газ, который на 75 процентов состоит из аргона и на 25 процентов из углекислого газа (часто называемый 75/25 или C-25). Поскольку двуокись углерода является активным газом, правильным термином будет сварка MAG. Независимо от того, выполняет ли технический специалист сварку MIG или MAG, оба процесса являются методами сварки в среде газовой дуги (GMA), поэтому I CAR, Межотраслевая конференция по ремонту автомобилей после столкновений и другие переключились на GMA (MIG).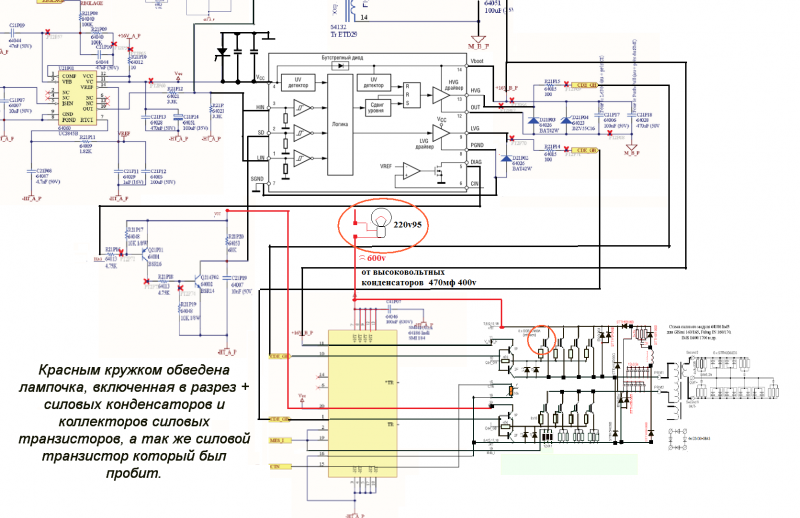 ) когда речь идет о процессе — GMA, если быть точным с технической точки зрения, и MIG, чтобы облегчить его узнаваемость… достаточно просто, верно?
) когда речь идет о процессе — GMA, если быть точным с технической точки зрения, и MIG, чтобы облегчить его узнаваемость… достаточно просто, верно?
Поскольку сварка GMA (MIG) стали широко распространена в отрасли ремонта после аварии, мы не будем уделять ей много времени в этой статье. Тем не менее, есть несколько важных моментов, которые нам необходимо затронуть. Для большей части сварки цельных кузовов мы, вероятно, будем использовать аппарат на 110 В с 0,6–0,9 мм (0,023–0,035 дюйма) 6-электродной проволокой ER70S и защитным газом C-25. Для сварки рам грузовиков мы все еще можем использовать электродную проволоку ER70S-6 с защитным газом C-25, но нам понадобится машина на 220 В и электродная проволока 1,2 мм (0,045 дюйма). Также имейте в виду, что некоторым производителям транспортных средств для некоторых сварочных работ требуется трехэлектродная проволока ER70S. Как всегда, важно обращаться к инструкциям производителя транспортного средства для любых требований по замене деталей и сварке.
Недавним примером нового требования производителя транспортных средств к сварке является заявление Honda о том, что проволока ER70S-6 может использоваться только для сталей с пределом прочности на растяжение 440 МПа или меньше. Для любой стали на автомобилях Honda от 440 МПа до 980 МПа теперь требуется электродная проволока Bosch DS980J. У I-CAR через портал технической поддержки I-CAR Repairability есть копия требования из недавней публикации Honda Body Repair News. Вы можете получить доступ к публикации, а также к большому количеству другой полезной информации о производителях автомобилей на сайте www.rts.i-car.com, или вы можете перейти непосредственно к статье в Honda Body Repair Manual Welding & Sectioning Guideline Revisions
Алюминий GMA (MIG) Сварка
Многие говорят нам, что ремонт алюминия не сложен, он просто другой; но когда дело доходит до сварки, все совсем по-другому. В отличие от сварки GMA (MIG) стали, сварка алюминия — это настоящая сварка MIG.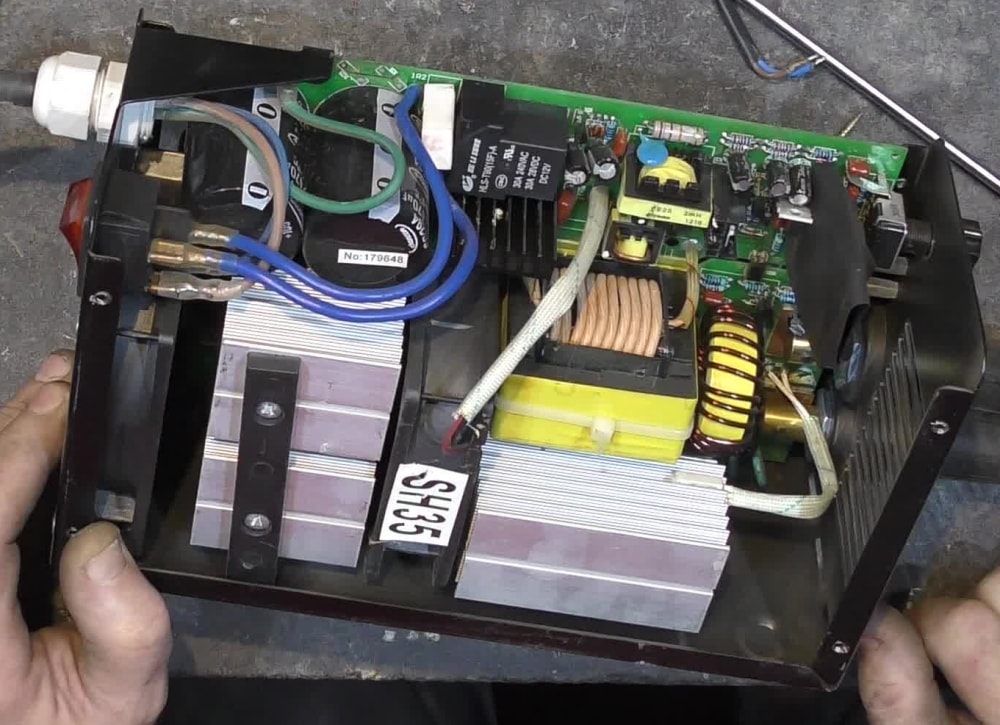 Поскольку используется 100-процентный защитный газ аргон, название «инертный» абсолютно точно подходит для сварки алюминия. Есть также ряд других различий между сваркой стали и алюминия. (Изображение № 5610)
Поскольку используется 100-процентный защитный газ аргон, название «инертный» абсолютно точно подходит для сварки алюминия. Есть также ряд других различий между сваркой стали и алюминия. (Изображение № 5610)
В то время как сварка стали дает техническим специалистам возможность выбора метода сварки проталкиванием или протягиванием, для алюминия необходимо использовать метод проталкивания. Метод проталкивания позволяет защитному газу очищать зону сварки и уменьшать загрязнение сварного шва.
Метод переноса сварки также различается при сварке стали и алюминия. Для стали перенос с коротким замыканием по-прежнему является предпочтительным методом переноса. Тем не менее, для алюминия большинство производителей автомобилей в настоящее время требуют импульсно-дугового переноса. В отличие от переноса при коротком замыкании, когда расплавленная электродная проволока «отламывается» при контакте с основным металлом, импульсное распыление образует каплю расплавленной электродной проволоки, которая проталкивается через дугу в сварочную ванну. Поскольку эту концепцию легче показать, чем объяснить, посмотрите эти замедленные видеоролики от Miller Electric для сравнения двух методов передачи:
Поскольку эту концепцию легче показать, чем объяснить, посмотрите эти замедленные видеоролики от Miller Electric для сравнения двух методов передачи:
Короткое замыкание
Импульс распыления
Другое различие между сваркой стали и алюминия заключается в выборе электродной проволоки. В то время как для стали существует почти универсальный тип электрода, требования к алюминиевому электроду варьируются в зависимости от сплава основного металла и рекомендаций производителя транспортного средства. При выборе алюминиевых электродных проводов обязательно сверяйтесь с инструкциями производителя транспортного средства. Некоторые распространенные типы, с которыми вы можете столкнуться, включают 4043, 4047, 5356 и 5554.
Точечная сварка с сопротивлением сжатию (STRSW)
С тех пор, как сварка GMA (MIG) впервые появилась на предприятиях по ремонту после столкновений по всей стране, метод крепления для ремонта не приобрел такой популярности, как точечная сварка. Качественный аппарат для контактной точечной сварки с зажимным типом стал незаменимым оборудованием для предприятий по ремонту после столкновений.
Качественный аппарат для контактной точечной сварки с зажимным типом стал незаменимым оборудованием для предприятий по ремонту после столкновений.
STRSW не только дублирует внешний вид OEM, но также позволяет значительно уменьшить зону термического влияния, что не повреждает многие высокопрочные (HSS) и сверхвысокопрочные стали (UHSS), используемые в современных автомобилях. Некоторые автопроизводители дошли до того, что потребовали STRSW для сварки HSS и UHSS на своих последних моделях автомобилей.
В июльско-августовском выпуске журнала Fixed Ops Magazine мы более подробно рассмотрели некоторые соображения по инвестированию в этот тип оборудования. Если вы еще этого не сделали, пришло время поближе взглянуть на инвестиции в этот тип оборудования; вы будете рады, что сделали это. Мы также рассмотрели MIG-пайку в предыдущей статье, и вы также можете рассмотреть возможность добавления этого оборудования на свое предприятие.
Многофункциональные сварочные аппараты
Одной из тенденций, которую мы начинаем замечать у производителей сварочных аппаратов, являются машины, объединяющие несколько сварочных процессов в одном аппарате. В настоящее время на рынке имеется несколько машин, с помощью которых вы можете выполнять сварку стали GMA (MIG), сварку MIG-пайкой и алюминиевую сварку GMA (MIG) без внесения изменений в машину каждый раз, когда вы меняете сварочные процессы.
В настоящее время на рынке имеется несколько машин, с помощью которых вы можете выполнять сварку стали GMA (MIG), сварку MIG-пайкой и алюминиевую сварку GMA (MIG) без внесения изменений в машину каждый раз, когда вы меняете сварочные процессы.
Эти аппараты предлагают три сварочных горелки и возможность размещения трех типов электродной проволоки в одном сварочном аппарате. Машина может работать со 100-процентным защитным газом аргоном и защитным газом C 25. Вам даже не нужно «говорить» машине, какой метод сварки вы хотите использовать. Когда вы нажимаете на курок сварочной горелки GMA (MIG) для стали, аппарат автоматически переключается в режим сварки стали и подает на сопло защитный газ C-25. Нажмите на курок сварочной горелки MIG-пайки, и снова аппараты автоматически переключатся и направят в сопло 100-процентный аргон. Некоторые из этих машин даже допускают переход на сварку вольфрамовым электродом в среде инертного газа (TIG) и сварку электродом.
Будьте в курсе событий с помощью инструментов, оборудования и обучения
Автомобильные технологии продолжают развиваться быстрыми темпами.![]() По мере развития технологий процессы устранения столкновений также будут продолжать развиваться. Важно постоянно обращаться к рекомендациям производителя транспортного средства по методам крепления. В то время как сварка стали GMA (MIG) будет по-прежнему использоваться в обозримом будущем, пайка STRSW и MIG будет продолжать набирать популярность и будет требоваться для некоторых ремонтных работ после столкновений.
По мере развития технологий процессы устранения столкновений также будут продолжать развиваться. Важно постоянно обращаться к рекомендациям производителя транспортного средства по методам крепления. В то время как сварка стали GMA (MIG) будет по-прежнему использоваться в обозримом будущем, пайка STRSW и MIG будет продолжать набирать популярность и будет требоваться для некоторых ремонтных работ после столкновений.
По мере роста производства автомобилей с интенсивным использованием алюминия, сварка алюминия GMA (MIG) также будет продолжать расти. Важно, чтобы вы не сопротивлялись изменениям, чтобы не отставать. Вам необходимо оснастить свой объект соответствующими инструментами и оборудованием для выполнения полного, безопасного и качественного ремонта; и крайне важно, чтобы ваши технические специалисты прошли самую современную подготовку по использованию каждой из этих технологий. I-CAR предлагает ряд курсов по методам крепления. Чтобы узнать, какие классы доступны в вашем регионе, посетите сайт www. i-car.com.
i-car.com.
В дополнение к учебным курсам I-CAR, программа I-CAR Welding Training & Certification™ включает в себя обучение теории сварки, практическую оценку инструктором оборудования, оборудования и инфраструктуры предприятия до начала работы в цеху. обучение, практика и признанный в отрасли сертификационный тест. Дополнительную информацию обо всех курсах I-CAR по сварке (сварка стали GMA (MIG), сварка алюминия GMA (MIG) и резка стали) можно найти на сайте I-CAR Welding & Certification. Цены на обучение сварке были снижены, чтобы сделать практические занятия, необходимые для выполнения надлежащих сварных швов, более доступными для каждого техника. Все большее число OEM-производителей используют обучение и сертификацию I-CAR по сварке в своих сетевых программах, включая Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo и Фольксваген.
В следующей статье мы подробно рассмотрим клеевое соединение, заклепки и заклепочное соединение, а также другие механические крепления.
Связанные курсы I-CAR
Устранение непостоянной неисправности инверторного сварочного аппарата
Этот сварочный аппарат мне привезли около месяца назад. У него были периодические проблемы с ним, когда дело доходит до сварки. Первый раз привезли ко мне в мастерскую, у него было много стыков холодной пайки и я перепаял каждый стык в этой машине. К моему удивлению, эта же машина снова вернулась ко мне через месяц с той же самой проблемой.
Я думаю, что это машина турецкого производства. Этот парень продает подержанные и совершенно новые машины.
В моей стране наш основной продукт производится либо в Китае, либо в Турции, и если вы можете заплатить больше денег, вы получите более качественные продукты, которые прослужат дольше и дадут вам более качественные результаты.
Поскольку основная проблема заключалась в том, что иногда он сваривается нормально, а иногда, когда машина работает, он не сваривается, единственный способ выяснить проблему — выполнить много сварки, и, надеюсь, я найду, что с ним не так.
Первые две минуты сварка шла нормально, но через пять минут я заметил, что услышал шум, исходящий от машины, и больше не мог сваривать. Если посмотреть на фото, то загорелся красный свет. Если этот светодиодный индикатор загорается во время сварки, это является проблемой перегрева. Цепочка моих мыслей была сосредоточена на шуме, который исходил от машины. Это было похоже на шум разряда. Я решил разобрать его.
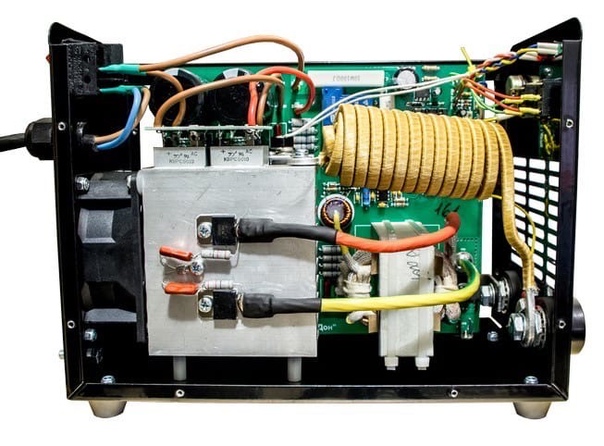
Пока разбирал, смотри что нашел. В этой ситуации запах горелого привел меня к этой находке. Считал, что мне повезло, что нашел ее незадолго до разборки этой машины.
Это другая сторона штекера, который питает два трансформатора ниже радиатора Mosfet.
Как видно на фото, добраться до этих трансформаторов очень сложно.
Я избавился от пластиковой вилки, так как она уже горела, а затем почистил контакты, отрезал основные провода, припаяв их к очищенным контактам, и добавил в них силикон.
Это контакты на основной плате.