Ресанта сварочный аппарат схема: Ресанта САИ-220 – схема, неисправности, отзывы, характеристики сварочного инвертора
Содержание
Схема инверторного сварочного аппарата ресанта 220
Сварочный аппарат Ресанта САИ-220К предназначен для ручной электродуговой сварки постоянным током покрытым электродом. Данный аппарат может использоваться как в бытовом так и в промышленном сегменте.
Технические характеристики
| Диапазон регулирования сварочного тока: | 10…220 А |
| Максимальная потребляемая мощность: | 6,6 кВт |
| Максимальный потребляемый ток: | 30 А |
| Диапазон входных напряжений: | 140…260 В |
| Максимальный диаметр электрода: | 5 мм |
| Длинна кабеля с электрододержателем: | 2 м |
| Длинна кабеля массы: | 1,5 м |
| Продолжительность нагружения: | 70% при сварочном токе 220 А |
| Напряжение холостого хода: | 80 В |
| Напряжение дуги: | 28,8 В |
| Защита от залипания: | функция «ANTI STICK» |
| Защита от перегрева: | автоматическая |
| Функция горячий старт: | есть |
| Охлаждение: | принудительное |
| Класс защиты: | IP21 |
| Температура окружающей среды: | -10…+40 °С |
| Габаритные размеры, Д×Ш×В: | 285х170х160 мм |
| Масса, не более: | 4,5 кг |
| Гарантийный срок эксплуатации: | 24 месяца |
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220К
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении САИ и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Выключатель сеть (установлен на задней панели).
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Мощность сварочного аппарата – это одна из основных характеристик, на которые необходимо обращать внимание при его выборе.
Чтобы лучше разобраться во всех тонкостях, связанных со сварочными устройствами и понять основные моменты для расчета данного параметра, необходимо прояснить несколько важных аспектов.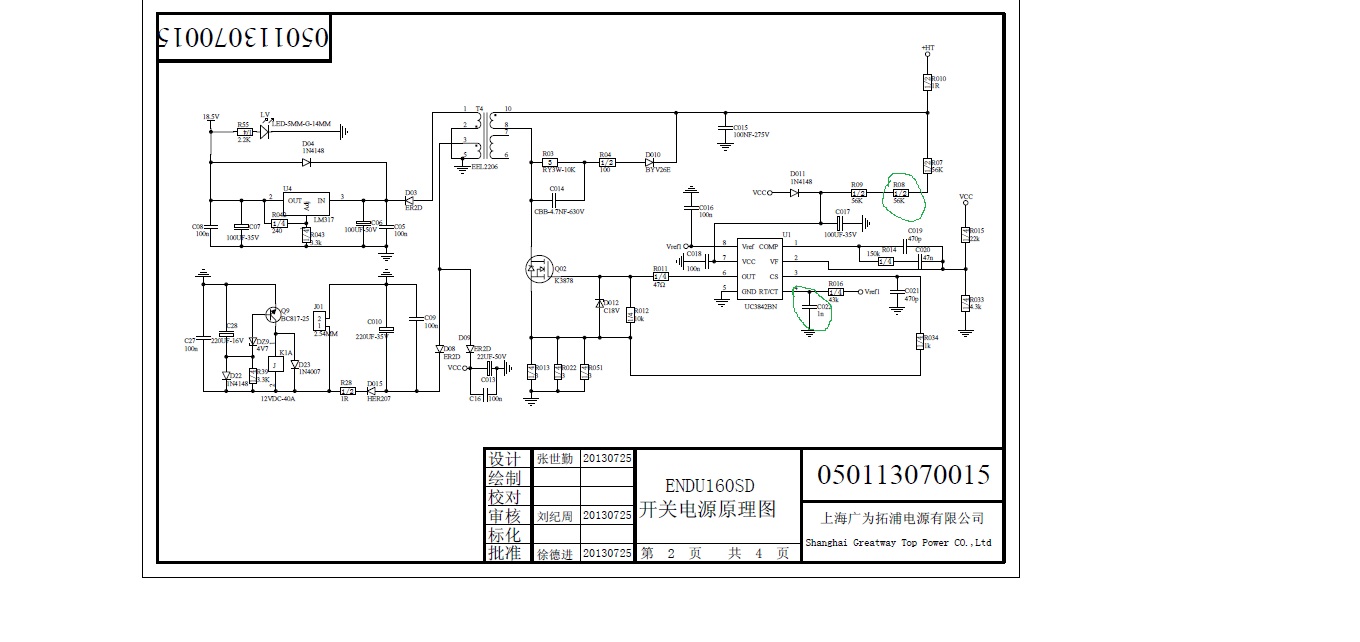 Информацию будет полезно знать всем тем, кто занимается сваркой.
Информацию будет полезно знать всем тем, кто занимается сваркой.
Какие электроды выбрать
Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Неисправности
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
- Выход из строя блока питания, перегрев. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии.
- Отсутствие индикации сеть. Проверьте подключение оборудования к сети и положение переключателя «Сеть».
- Оборудование не показывает полную мощность.
 Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить. Маленькое напряжение в сети, также может быть причиной выхода из строя.
Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить. Маленькое напряжение в сети, также может быть причиной выхода из строя. - Горит индикатор «Перегрев». Раскрутить корпус инвертора РЕСАНТА, проверить на наличие пыли в системе охлаждения. Если не помогло, то нужно обращаться в сервисный центр.
- Отключение вентилятора в системе охлаждения и отсутствие сигнала перегрева.
- При первом включении, индикаторы долго мигают, а при работе с аргоном наблюдается нестабильная дуга.
- Громкий щелчок и инвертор перестаёт работать. Нужно проверить регулируемые накладки и все реле, согласно схеме. Подгоревший конец в проводке, может быть причиной неисправности.
- Пробивает массу при включении. Проверьте провода на повреждения.
- Мигают два светодиода на лицевой стороне, а вентилятор дёргается им в такт. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения.
 Если при отключении кулера, переключается реле, то его нужно заменить.
Если при отключении кулера, переключается реле, то его нужно заменить. - Мигают оба индикатора, срабатывает реле, включается вентилятор, но через 1 секунду инвертор выключается и повторяется процесс. Нужно проверить на схеме сопротивление R43 (12 В, 51 Ом), выходные транзисторы Q31-1, Q32-1, Q31-2, Q32-2 и диод D14.
- Ручка настрой силы тока, со временем разбалтывается и крутится слишком легко.
- Материал, из которого сделан вентилятор слишком слабый и от попадания маленькой веточки лопается на маленькие детали.
- Провод не предназначен для работы при минусовой температуре, трескается оплётка.
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Оцените статью:
(2 голоса, среднее: 3. 5 из 5)
5 из 5)
Популярные виды электродов
Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Основные типы сварочных аппаратов
Инверторные сварочные аппараты подразделяются на три категории:
- бытовые;
- полупрофессиональные;
- профессиональные.
Отмеченное разделение выполнено, в первую очередь, исходя из области и частоты использования устройства. Чтобы понять, какой нужен аппарат для сварки, необходимо определиться с условиями его применения.
Бытовые рассчитаны на непродолжительное время работы. Использовать подобные приборы для постоянной и длительной сварки не представляется возможным. Уже после 5-10 минут использования аппарату необходимо дать «отдохнуть» в течение такого же, а иногда большего, промежутка времени.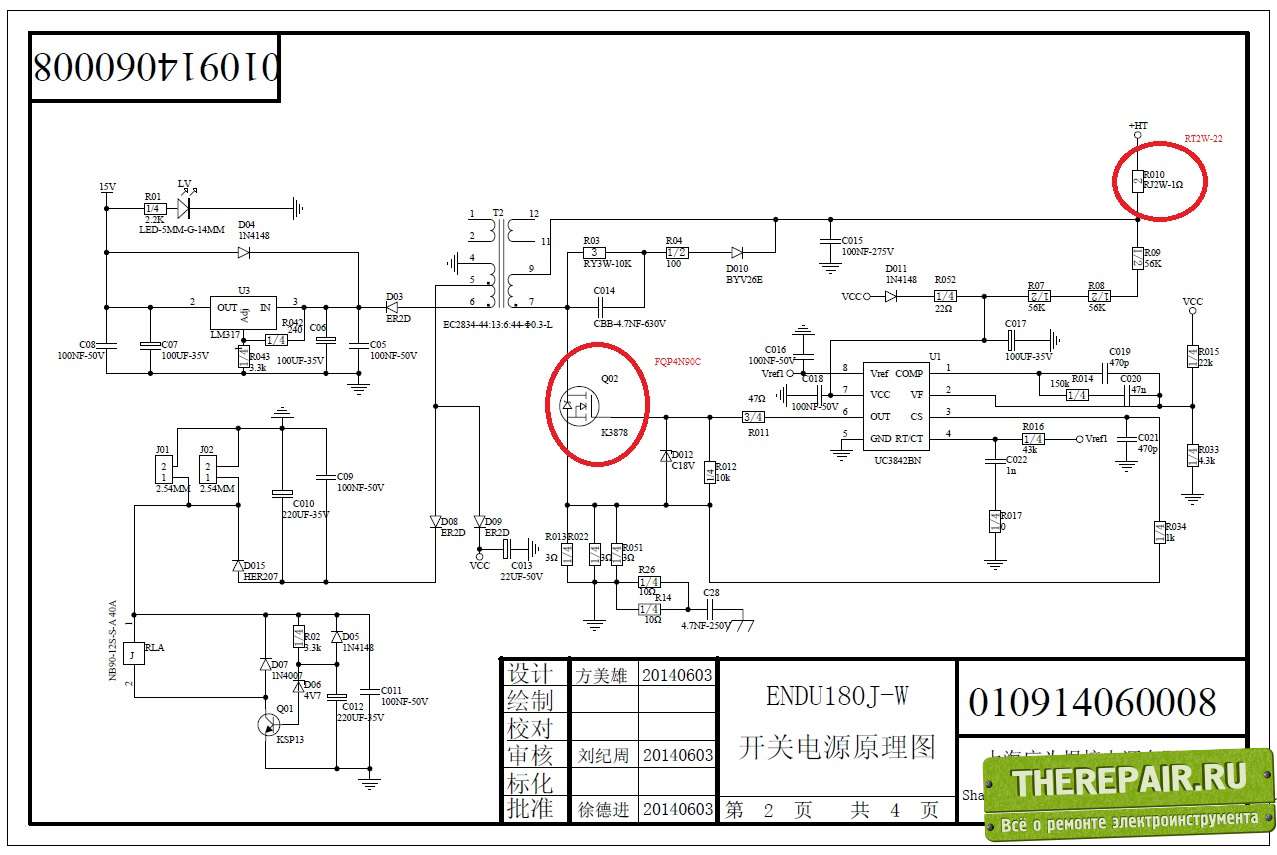
В то же время возможность подключения подобного инвертора в бытовую однофазную сеть делает его весьма удобным для использования в домашних целях. Для быстрой сварки металлических конструкций на даче или для домашней работы не столь критично, сколько сварочный инвертор сделает перерывов.
Инверторы полупрофессионального класса способны функционировать дольше, что достигается благодаря особенностям их конструкции. Подобные устройства используют при ремонте труб, изготовлении каркасов и металлоконструкций. Питаются они, как правило, от трехфазной сети.
Аппараты профессионального класса способны работать без перерыва на протяжении суток. Их сварочный ток может достигать 500 ампер. Это значит, что потребляемая мощность сварочного инвертора подобного типа будет наибольшей.
Все бытовые, некоторые полупрофессиональные и профессиональные аппараты способны питаться от сети 220 вольт. В то же время не стоит забывать, что ток электросети не может превышать 160 ампер.
Приобретая инвертор необходимо заранее рассчитывать, какая мощность ему необходима и какой ток он будет потреблять.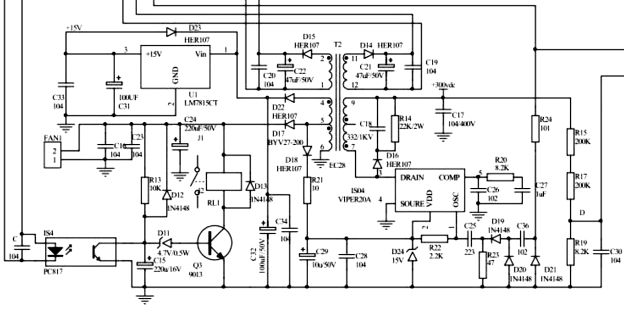
Подключение устройства с более высокими показателями может привести к выключению автомата, либо к выгоранию контактов розетки, так как оборудование рассчитано на большее количество киловатт.
Итак, на что же следует обращать внимание при выборе бытового инвертора? В первую очередь на сварочный ток, характеристика которого указывается производителем в паспорте или руководстве к прибору.
Данный критерий показывает при каком токе будет обеспечена нормальная работа инвертора без перегрузок, с учетом продолжительной нагрузки. Конечно лучше отдать предпочтение аппаратам с запасом по мощности на 30-50% к показателю рабочего тока.
Выбор электродов для разных материалов
Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Расчет» мощности аппарата
Перед тем, как приступать к расчету мощности аппарата, необходимо знать следующие параметры:
- диапазон входного напряжения и сварочного тока;
- напряжение сварочной дуги;
- КПД конкретного прибора;
- продолжительность включения;
- коэффициент мощности.

Интервал сварочного тока показывает, при каких параметрах сети можно работать. Это связано с тем, что на самом деле в бытовых электросетях не наблюдается заявленных 220 вольт. Иногда напряжение может быть меньше 200 В, а иногда – существенно превышать 220 В.
При подключении сварочного аппарата к электросети может наблюдаться падение напряжения на 5-10 процентов от номинального значения.
В связи с этим целесообразно обратить внимание на модели, для которых заявлен рабочий интервал от 150-170 до 220-250 вольт. Именно такие устройства способны обеспечить лучшие показатели мощности.
Диапазон сварочного тока определяет его наибольшее и наименьшее значение. От данной характеристики напрямую зависит мощность инвертора. Для бытовых моделей минимальные значения могут варьироваться от 10 до 50 А, а максимальные – от 100 до 160 А.
Одной из важных характеристик инвертора является продолжительность включения. Данный параметр фактически свидетельствует о том, насколько качественно то или иное устройство. Смысл критерия сводится к соотношению времени работы к «отдыху».
Смысл критерия сводится к соотношению времени работы к «отдыху».
Например, если данный показатель составляет 50%, то на каждые пять минут работы устройство должно охлаждаться такой же промежуток времени. Таким образом, чем ниже этот параметр, тем длиннее будут перерывы.
Высокий процент наоборот свидетельствует о том, что прибор можно использовать продолжительный период времени без перерывов.
Коэффициент мощности сварочного инвертора напрямую зависит от продолжительности включения. Расчет для определения данной характеристики определяется из соотношения времени непрерывной работы к общему времени.
Давайте рассмотрим все на простом примере. Рассчитаем мощность инверторного аппарата для сварки, проработавшего 4 минуты до срабатывания защиты. Затем ему необходимо было остывать две минуты, прежде чем он стал готовым к работе.
Затем ему необходимо было остывать две минуты, прежде чем он стал готовым к работе.
Итак, чтобы узнать какой коэффициент у данного устройства, необходимо три разделить на пять – общее время работы, и умножить на сто. Получаем искомую величину. Для бытового мини варианта и полупрофессионального оборудования коэффициент не превышает 0,6-0,7.
Допустим, имеется прибор, для которого необходимо электроснабжение 160-220 В, а его максимальный ток равен 160 ампер при напряжении дуги 23 вольта. Пусть коэффициент полезного действия такого прибора составляет 0,89, а ПВ 60%.
Перечисленных выше параметров вполне достаточно для расчета потребляемой мощности. Необходимо умножить ток на напряжение дуги и разделить все это на КПД. В результате получиться 4135 Ватт.
Данное значение показывает мощность, потребляемую непосредственно во время работы. Однако, как уже было сказано ранее, необходимо учитывать также и продолжительность включения. Чтобы это сделать, нужно 4135 умножить на 0,6. Получится 2481.
Получится 2481.
Данная величина является средней мощностью. Она считается наиболее актуальной и правильной при определении расхода электроэнергии.
Подобный подход наиболее приближен к действительности. Ведь очень редко можно встретить ситуацию, когда инвертор работал бы сутками напролет без перерывов. Паузы и задержки случаются всегда, без них просто не обойтись.
Стоит хотя бы учесть время, необходимое для смены электродов или для подготовки деталей к сварке.
Для справки
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»
Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
Запрещено использовать:
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
Меры безопасности:
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.

- Защита глаз и лица, обеспечивается маской сварщика.
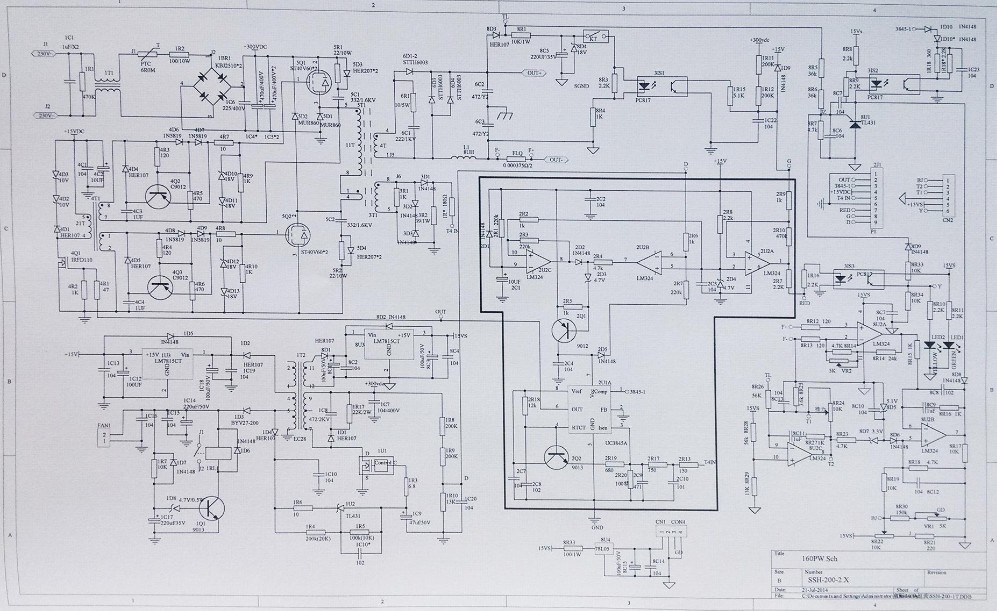
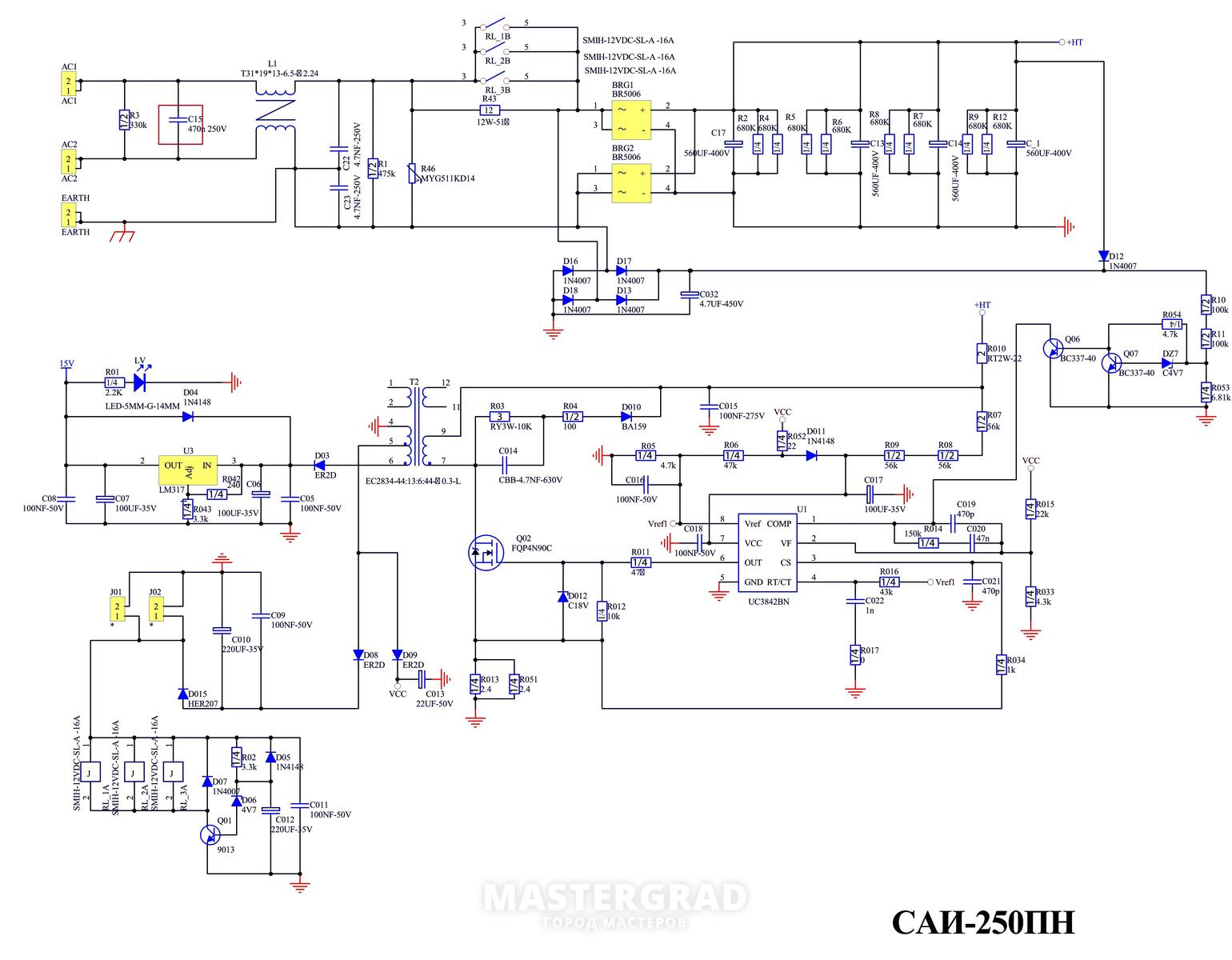
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
Характеристик:
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
Комплектация:
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Дополнительные рекомендации
Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.
- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.

- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.
- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.

- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Схема сварочного инвертора Ресанта: популярные модели
Зачем нужна схема?
В общем смысле, схема — это способ упрощенного представления какого-либо электронного прибора. Говоря о сварочных аппаратах, обычно используют термин «принципиальная схема». Принципиальная схема показывает расположение и взаимосвязь всех электронных компонентов инвертора. Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.
Принципиальная схема показывает расположение и взаимосвязь всех электронных компонентов инвертора. Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.
Электросхема инверторного сварочного аппарата содержит полную информацию не только о взаимосвязи всех компонентов, но и названия этих самых компонентов. С помощью схемы можно найти любой компонент в самом инверторе и, например, заменить его на новый. Проще говоря, схема — то список всех электронных компонентов сварочного инвертора и изображение их взаимосвязи.
Описание и принципы работы
Ресанта САИПА 165 – современный полуавтоматический сварочный инвертор, позволяющий получать качественные швы даже при малом опыте сварки. Полуавтомат подразумевает использование для проведения сварочных работ специализированной проволоки для сварки, которая заменяет привычные электроды.
Данный аппарат юридически относится к странам Прибалтики и по лицензии производится в Китае. Особую популярность имеет в России, а также в Европе, успешно конкурируя с другими агрегатами в данном сегменте.
Особую популярность имеет в России, а также в Европе, успешно конкурируя с другими агрегатами в данном сегменте.
Полуавтоматические сварочные аппараты пользуются большой популярностью, причем не только в готовом виде, но и при переделке в полуавтомат ручных инверторов. Заметим, что подобные опыты не всегда помогают получить качественный агрегат такого типа, как Ресанта САИПА 165.
Розжиг электродуги в данном аппарате не связан с нагрузкой на электросеть, что позволяет применять его в условиях слабых электрических сетей.
Максимальная величина тока равна 160 Ам. Ток поддается плавной регулировке благодаря настройке широтно-импульсной модуляции. Это позволяет избежать скачков напряжения в сети подобных тем, что вызываются при использовании трансформаторов.
Данный агрегат осуществляет сварку стальной проволокой, которая с катушки подается в зону сварки при помощи протяжки. В сварную ванну подается газ для защиты. Он находится в специальном баллоне и снабжен электромагнитным клапаном.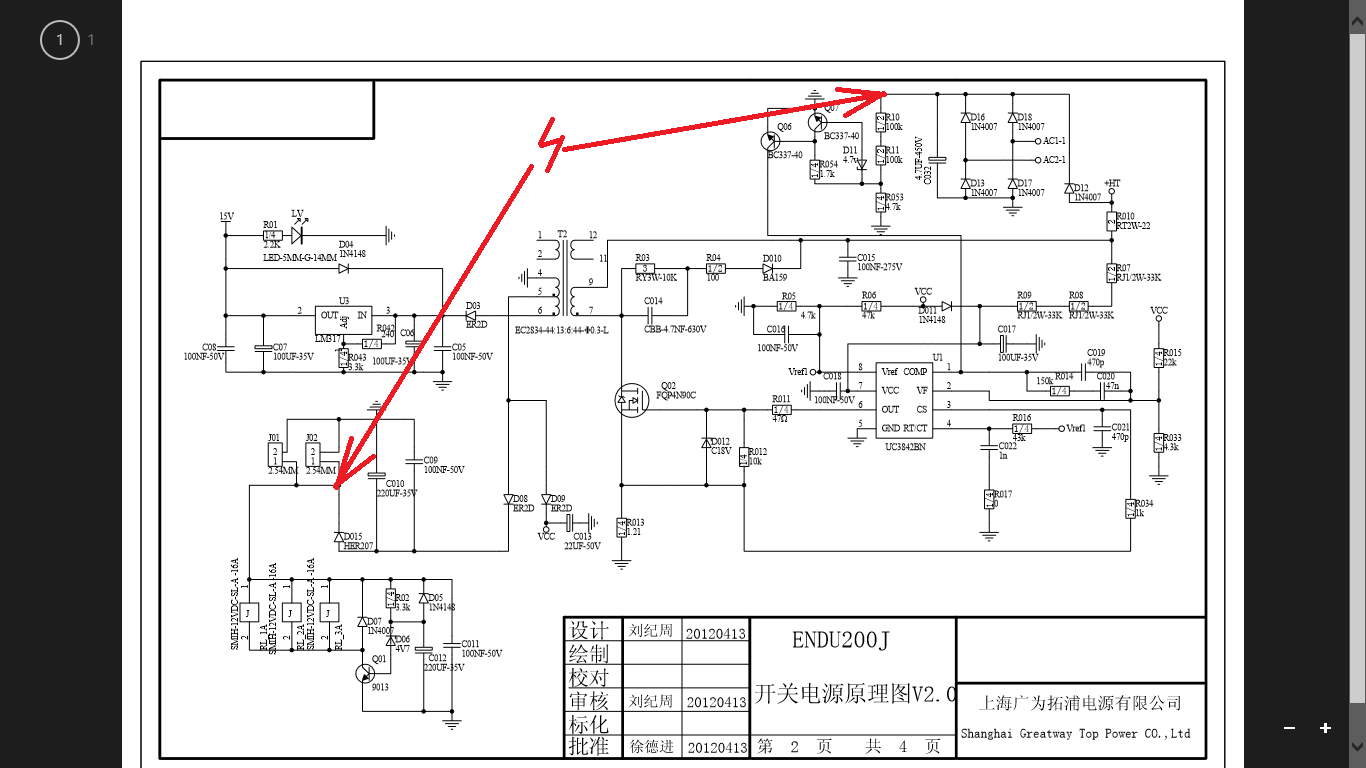
Ресанта САИПА 165 изготавливается в корпусе из стали, которая снабжена крышкой. В голове устройства расположены:
- Регулятор напряжения;
- Индикатор, свидетельствующий о перегреве устройства;
- Индикатор «Сеть»;
- Регулятор подачи проволоки.
Корпус снабжен вентиляционными отверстиями. Накрывать чем-то аппарат во время работы строго запрещено!
Принцип работы инвертора Ресанта заключается в том, что сварочный полуавтомат преобразует переменный ток электросети в постоянный для сварки. Его частота составляет 400 В, что позволяет создать высокочастотное напряжение.
Описание аппаратов и схемы
Далее мы расскажем о четырех популярных китайских сварочных инверторах от бренда Ресанта. Именно китайских, а не латвийских, как многие путают.
Ресанта САИ 220
Аппарат Ресанта САИ 220 — это один из самых популярных сварочных инверторов из всей линейки САИ. При этом один из самых дорогих среди своих «собратьев». Дороже разве что модель САИ 250ПРОФ, о которой мы расскажем позже.
Модель Ресанта САИ220 предназначена для сварки с использование покрытых электродов. Аппарат не подходит для профессионального применения, только для бытового использования. Тем не менее, этот сварочный инвертор успешно справляется с несложным ремонтом на даче или в гараже. Он также подойдет для изучения азов сварки.
Теперь о характеристиках. Ресанта САИ 220 выдает до 220 Ампер сварочного тока чего более чем достаточно для новичка или практикующего сварщика. Кстати, взглянув на название аппаратов в линейке САИ несложно догадаться, какая сила тока у той или иной модели
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания).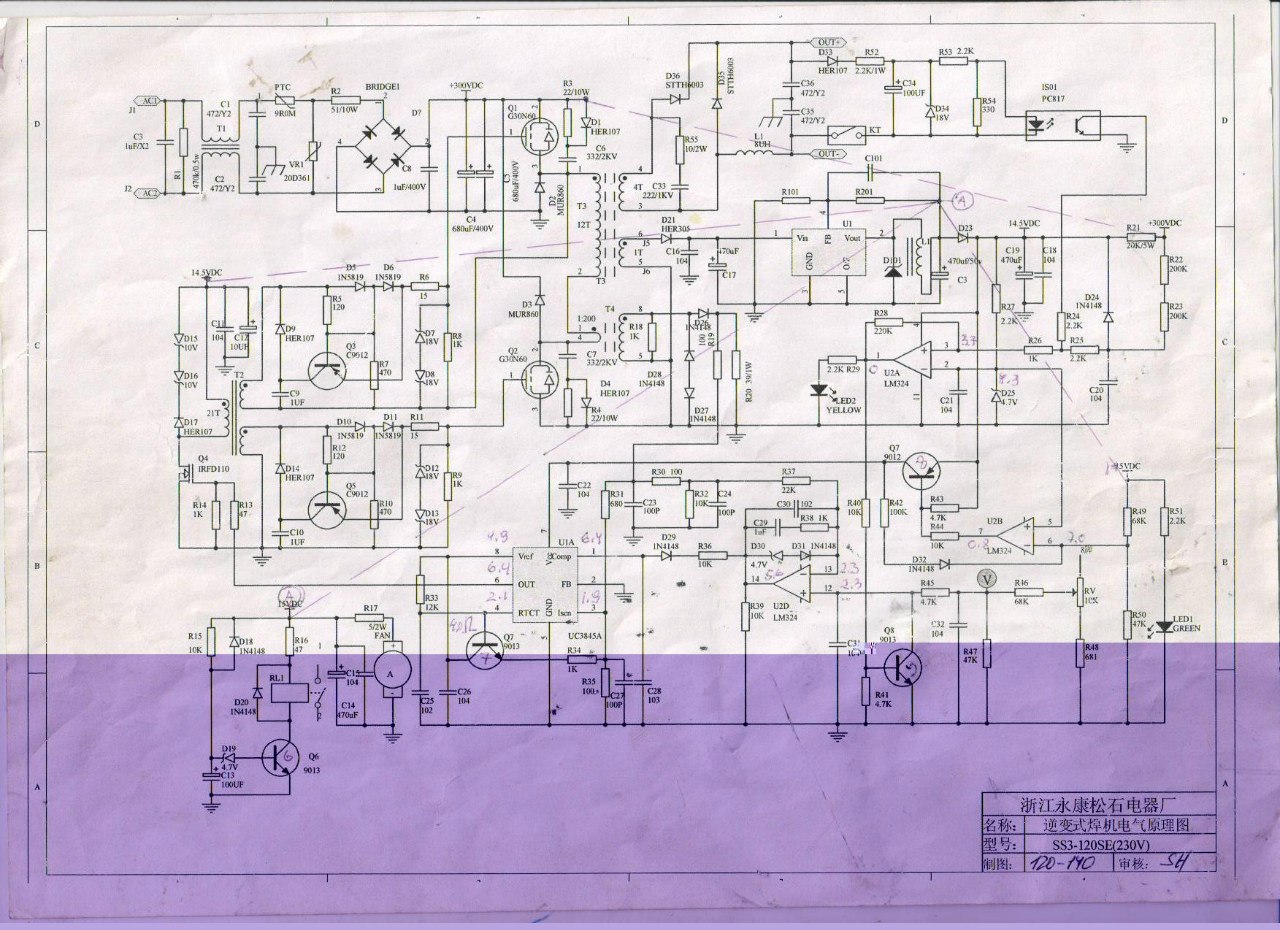 Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
- Прямая полярность постоянного тока (DCSP) в дуговой сварке
- Постоянный ток обратной полярности (DCRP) при дуговой сварке
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Можно легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Недостаточное действие дуговой очистки (очистка от окислов). | Очистка дуги хорошая. |
Дефекты включения могут возникнуть, если поверхности опорной пластины не были должным образом очищены перед сваркой. | Благодаря хорошей дуговой очистке снижается тенденция к включению дефектов. |
| DCSP может вызвать сильное искажение и более широкую ЗТВ в свариваемом компоненте. | Искажения меньше с DCRP, а также узкая зона HAZ. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут быть соединены с помощью DCSP. | Металлы с низкой температурой плавления (например, медь, алюминий) могут быть соединены с помощью DCSP. |
Патент США на машину для многоточечной сварки в сетку Патент (Патент № 4,529,858 от 16 июля 1985 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Изобретение относится к машине для многоточечной сварки в сетку с электродонесущей балкой, которая может перемещаться. вверх и вниз в темпе сварки, на котором с помощью направляющих стержней перемещается множество блоков электродов, нагруженных нажимными пружинами, в направлении к плоскости сварки сетки, и в котором каждый блок электродов может находиться в отведенном положении отдыха.
В машинах для многоточечной сварки сетки этого типа, известных из AT-A-325,393, направляющие стержни, с помощью которых электродные блоки перемещаются с возможностью перемещения на балке электрододержателя, снабжены упорами, которые взаимодействуют со стопорными штифтами. Если балка электрододержателя находится в самом нижнем положении, в котором нажимные пружины электродов сжаты в наибольшей степени, направляющие стержни выбранных электродов можно немного приподнять, прикладывая усилие рукой, путем дальнейшего сжатия нажимные пружины электродов, а соответствующие стопорные штифты могут затем продвигаться под упоры на этих направляющих стержнях до тех пор, пока при последующем подъеме балки держателя электродов не будет предотвращено освобождение рассматриваемых нажимных пружин. Выбранные электроды затем остаются зафиксированными в приподнятом положении покоя относительно несущей электроды балки, и при опускании несущей электрод балки снова не могут соприкасаться со свариваемым изделием.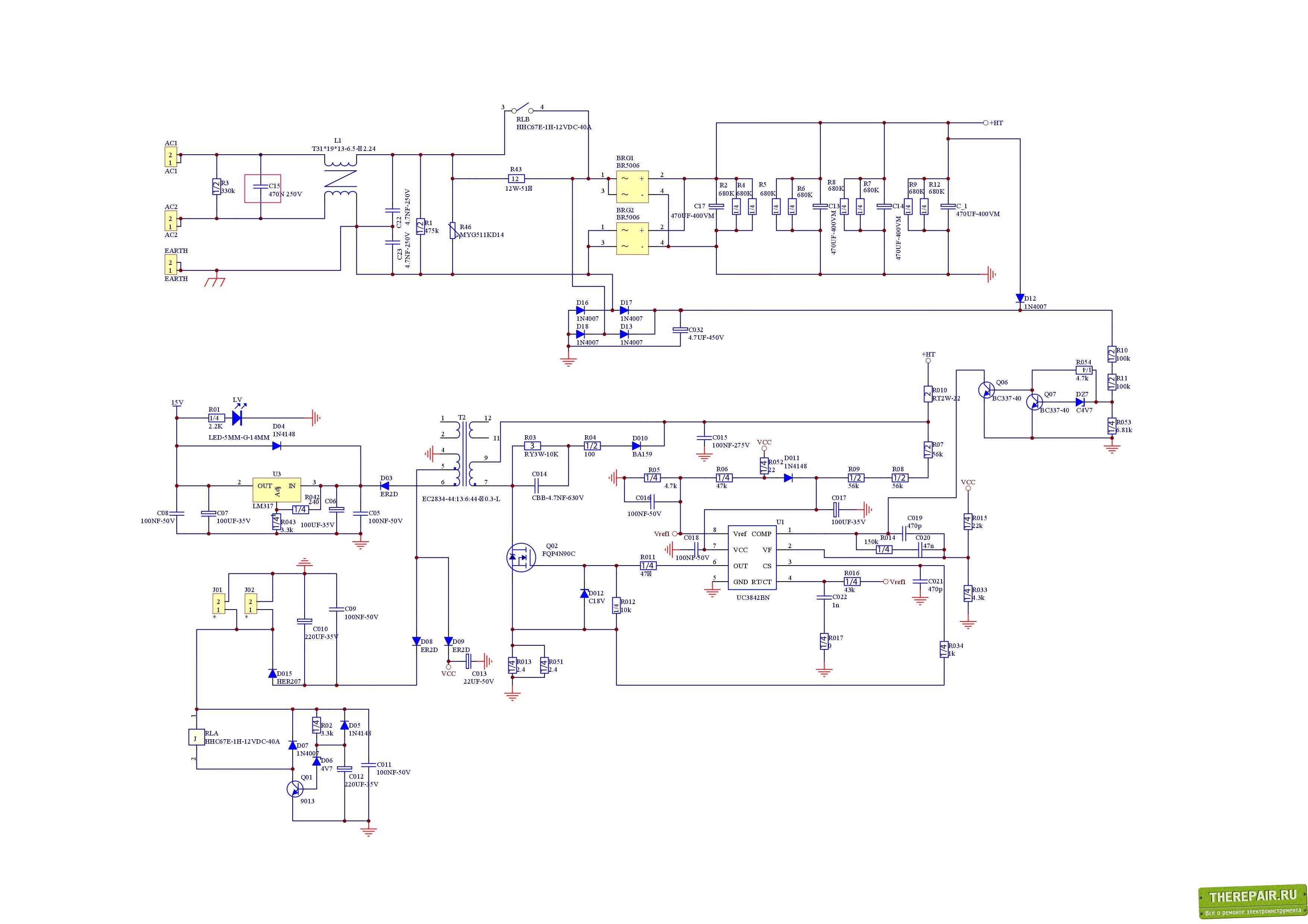
Таким образом можно исключить отдельные электроды из процесса сварки, например, когда сетки должны быть изготовлены с шагом продольных проволок, равным целому кратному наименьшему шагу продольных проволок, т. е. базовому интервал.
В известной машине переустановка электродов, а именно с базового шага на кратный ему путем блокировки ненужных электродов в поднятом положении при сварке на большем шаге, возможна только при остановке аппарата и только вручную, а балка электрододержателя должна, кроме того, находиться в крайнем нижнем положении. Процесс возврата в исходное состояние занимает много времени, так как оператор станка, двигаясь вдоль электрододержателя, должен последовательно защелкнуть стопорные штифты в их активные положения на всех электродах, которые должны быть исключены. Приведение в действие стопорных штифтов вряд ли возможно при наличии в станке сетки, т. к. станочник в этом случае не может дотянуться до тех стопорных штифтов, которые лежат вдоль балки электрододержателя на большем расстоянии, чем вытянутая рука от края сетки. Наконец, перед блокировкой электрода его направляющий стержень должен быть немного приподнят, преодолевая всю значительную смещающую силу соответствующей нажимной пружины, чтобы можно было привести стопорный штифт в активное положение.
Наконец, перед блокировкой электрода его направляющий стержень должен быть немного приподнят, преодолевая всю значительную смещающую силу соответствующей нажимной пружины, чтобы можно было привести стопорный штифт в активное положение.
Целью изобретения является разработка многоточечной сварочной машины, в которой электродные блоки (которые могут быть образованы одиночными электродами для одноточечной сварки или парами электродов для двухточечной сварки вместе с их соответствующие электрододержатели) могут даже во время работы машины выборочно выводиться из или в рабочее положение, в котором они принимают участие в процессе сварки, и в или из, соответственно, положения покоя, в котором они не участвуют в процессе сварки, и нет необходимости в дополнительном напряжении очень мощных нажимных пружин электродов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Эта проблема решена в сварочном аппарате в соответствии с изобретением за счет того, что узлы электродов подвергаются действию возвратных пружин, которые значительно слабее пружин сжатия и имеют тенденцию смещать соответствующий электрод.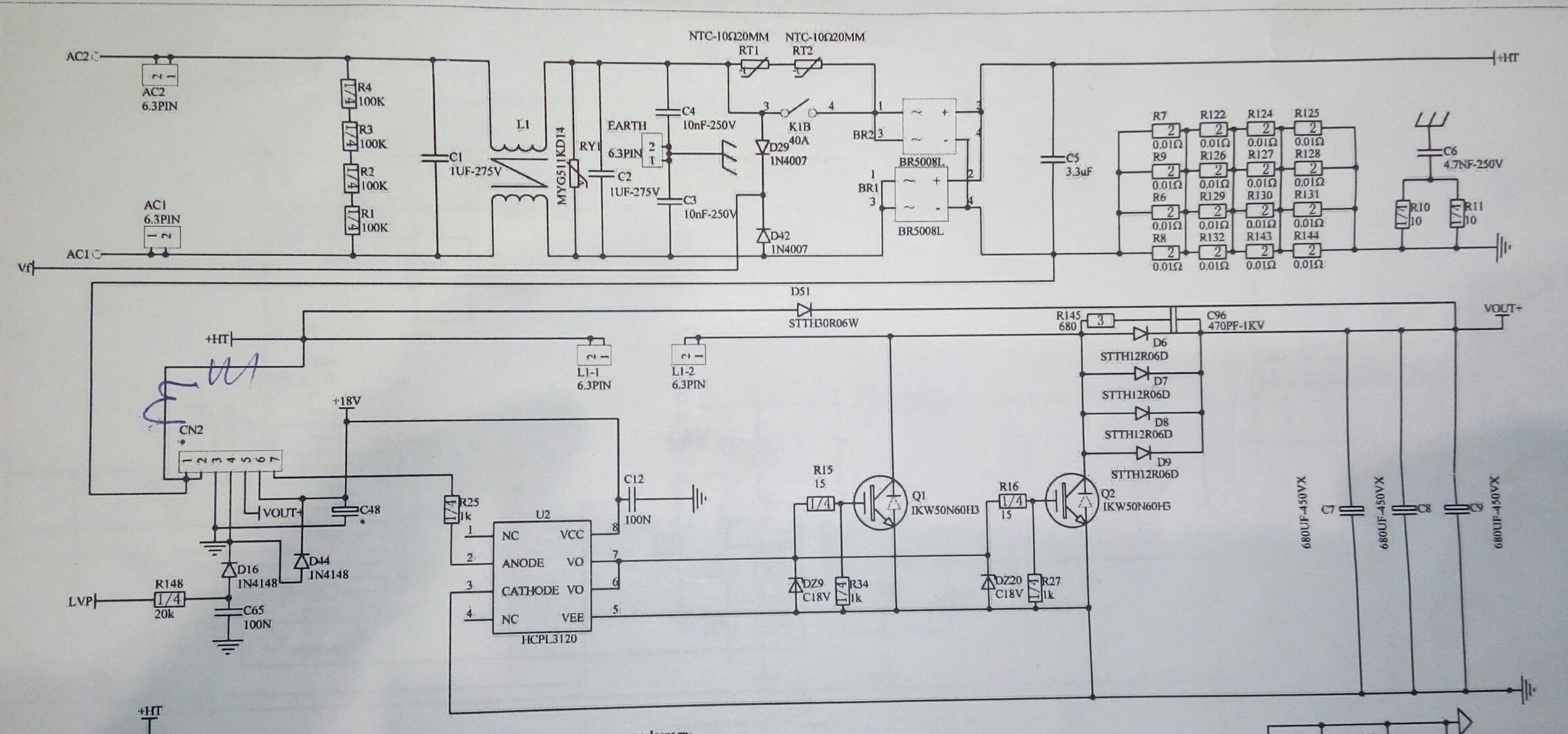 блоки из выдвинутого рабочего положения в убранное положение покоя, лежащие ближе к балке электрододержателя, при этом предусмотрены средства для выдвижения выбранных блоков электродов в рабочее положение за счет преодоления усилия возвратных пружин.
блоки из выдвинутого рабочего положения в убранное положение покоя, лежащие ближе к балке электрододержателя, при этом предусмотрены средства для выдвижения выбранных блоков электродов в рабочее положение за счет преодоления усилия возвратных пружин.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
Дальнейшие признаки изобретения следуют из описания, приведенного ниже со ссылкой на прилагаемые чертежи, на которых:
РИС. 1 показана в вертикальном разрезе верхняя часть, содержащая балку электрододержателя, машины для сварки сетки в соответствии с изобретением;
РИС. 2 показаны в плане два рабочих цилиндра, которые в случае машины на фиг. 1 служат для регулировки соседних электродных блоков;
РИС. 3 показан вид сбоку несущей электрод балки второго варианта осуществления изобретения;
РИС. 4 представляет собой схему устройства гидравлического управления для вариантов осуществления, показанных на фиг. 1 и 3; и
ФИГ.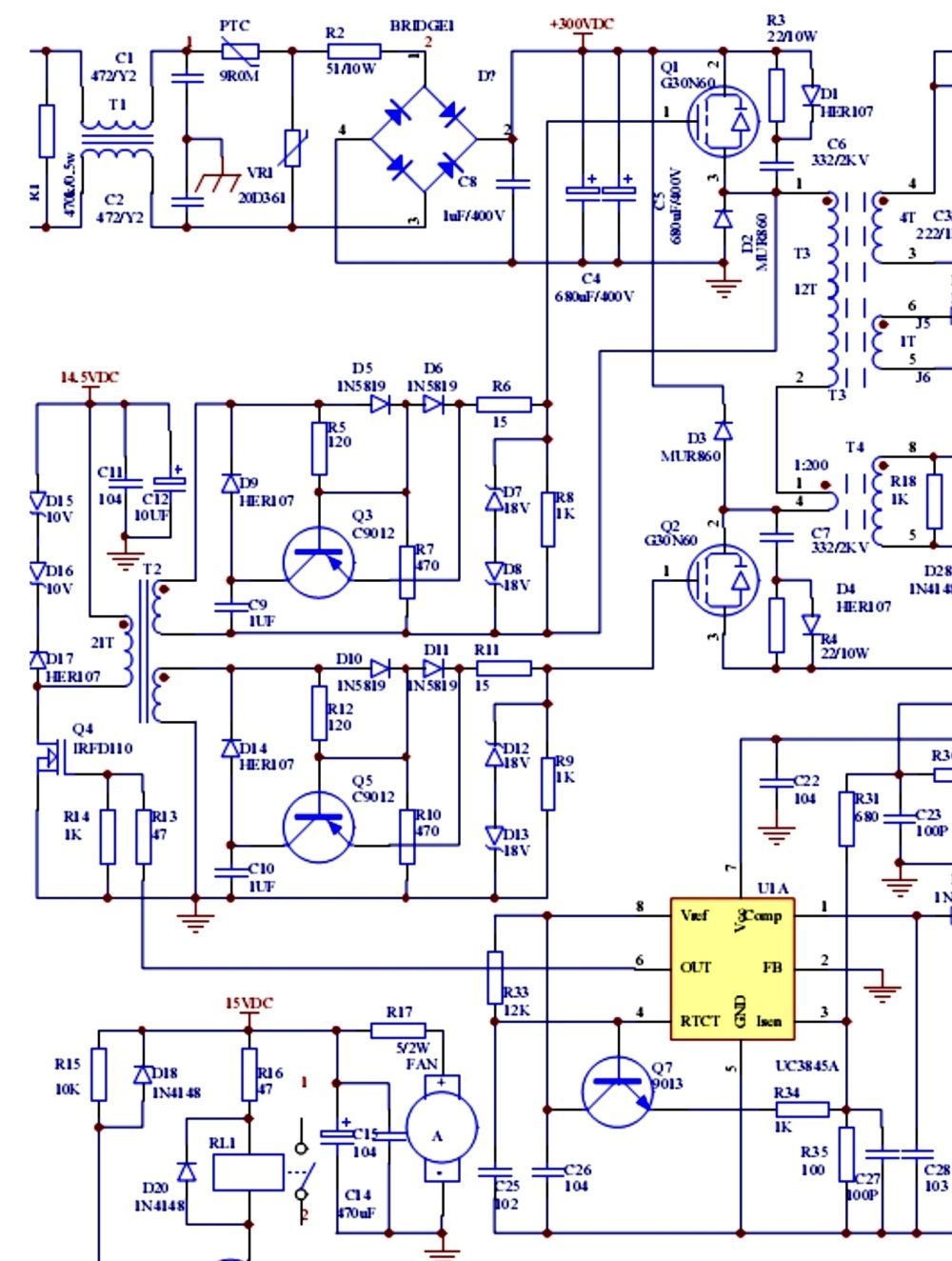 5 и 6 показаны в вертикальной проекции, аналогичные фиг. 3 и 4 балка электрододержателя третьего варианта осуществления изобретения и соответственно схема подходящего для него гидравлического регулирующего устройства.
5 и 6 показаны в вертикальной проекции, аналогичные фиг. 3 и 4 балка электрододержателя третьего варианта осуществления изобретения и соответственно схема подходящего для него гидравлического регулирующего устройства.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
Электродоносная балка 1 решетчатой сварочной машины, выполненная, как известно, в виде коробчатой балки, имеет множество направляющих стержней 2, расположенных в линию вдоль балки. Каждый направляющий стержень 2 окружен винтовой пружиной 3, которая упирается в верхнюю пружинную пластину 4 и нижнюю пружинную пластину 5. В варианте осуществления, показанном на фиг. 1 и 2, направляющий стержень 2 может свободно перемещаться относительно двух пружинных пластин 4 и 5. Резьбовая втулка 6, которая может ввинчиваться в накладку несущей балки 1 и окружает соосно верхний конец направляющего стержня 2, обеспечивает средство вертикальной регулировки каждой верхней пружинной пластины 4 внутри несущей балки 1.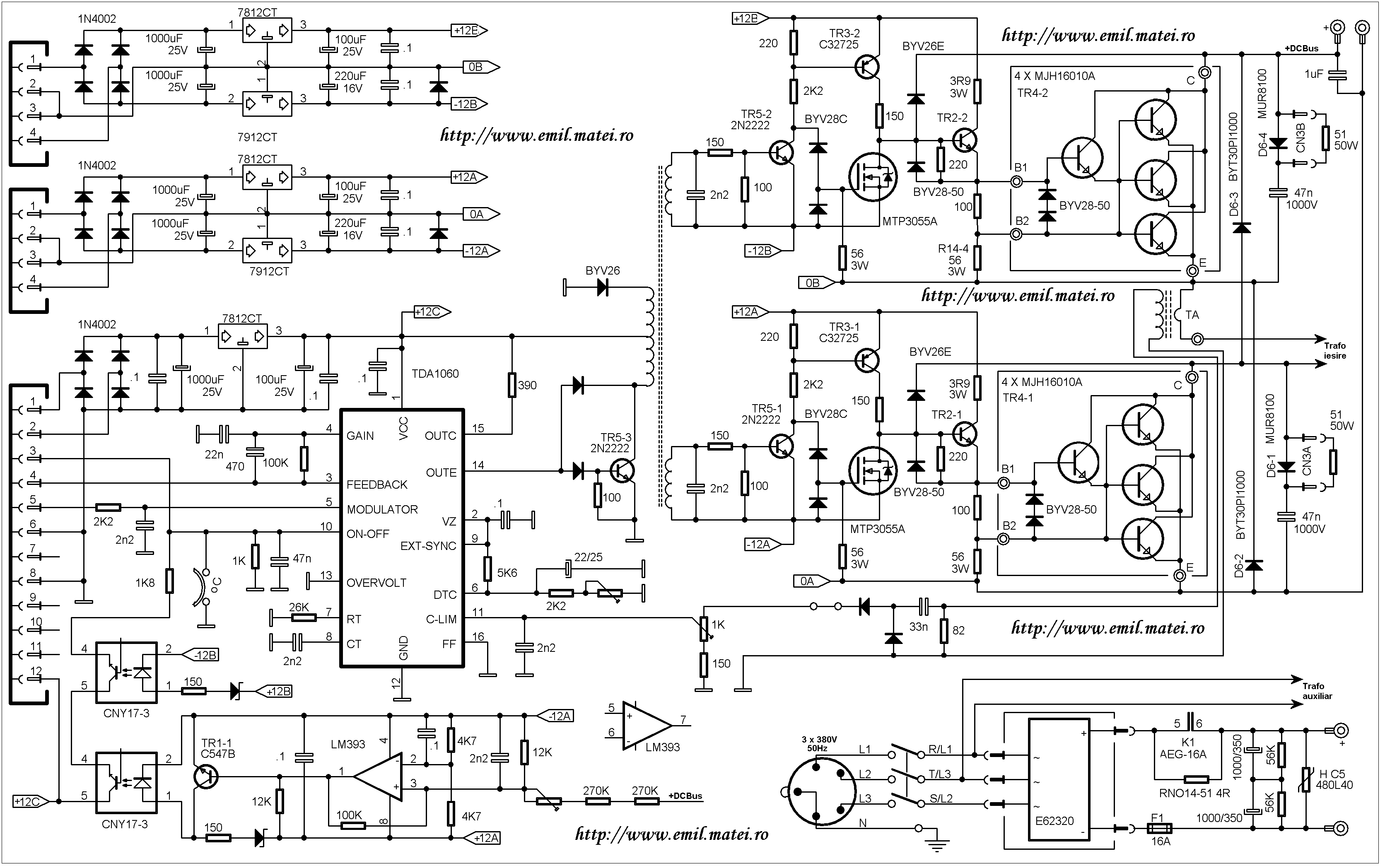 Таким образом, в определенных пределах возможно изменять предварительное напряжение пружин 3, которые служат пружинами давления для сварочных электродов.
Таким образом, в определенных пределах возможно изменять предварительное напряжение пружин 3, которые служат пружинами давления для сварочных электродов.
Нижний конец каждого направляющего стержня 2 закреплен в отверстии 8, просверленном в электродном блоке 7. Возвратная пружина 9 нагружает электродный блок 7 в направлении к несущей балке 1. Между электродным блоком 7 и пластиной пружины 5 показаны две втулки 13 и 14, которые соосно охватывают направляющий стержень 2 и могут смещаться друг относительно друга и относительно направляющего стержня. Втулка 13 имеет верхнюю кольцевую поверхность, упирающуюся в пружинную тарелку 5, а втулка 14 имеет нижнюю кольцевую поверхность, упирающуюся в электродный узел 7. Между соседними кольцевыми торцами на втулках 13 и 14 расположен раздвоенный клин 15. который окружает направляющий стержень 2. Два соединительных звена 18, 19, соединенные шарнирами с клином 15 и со штоком 17 рабочего цилиндра 16, позволяют перемещать клин 15 рабочим цилиндром 16 между положением, показанным на фиг. 1 сплошной линией, а положение, показанное на том же рисунке, штрихпунктирной линией. Положение, показанное на фиг. 1 сплошной линией соответствует на фиг. 2 с положением частей, обозначенным ссылочными номерами 15-19, в то время как положение, показанное на фиг. 1 штрихпунктирной линией соответствует на фиг. 2 с расположением смежных частей, обозначенных ссылочными номерами 15′-19.’.
1 сплошной линией, а положение, показанное на том же рисунке, штрихпунктирной линией. Положение, показанное на фиг. 1 сплошной линией соответствует на фиг. 2 с положением частей, обозначенным ссылочными номерами 15-19, в то время как положение, показанное на фиг. 1 штрихпунктирной линией соответствует на фиг. 2 с расположением смежных частей, обозначенных ссылочными номерами 15′-19.’.
Путем выдвижения клина 15 в положение, аналогичное тому, которое занимает клин 15′, расстояние между соседними кольцевыми торцами на втулках 13 и 14 увеличивается, так что электродный блок 7 смещается из своего положения близко к несущей балке 1, в рабочее положение дальше от несущей балки 1. Направляющий стержень 2, жестко соединенный с электродным блоком 7, следует этому движению, так что он перемещается относительно частей 3, 4, 5, 6 и 9, а это просто натяжение возвратной пружины 9которая увеличивается во время этого движения. Натяжение возвратной пружины 9, слабое по сравнению со спиральной пружиной 3, является единственной силой, которую необходимо преодолеть при продвижении электродного блока 7 из положения покоя в рабочее положение.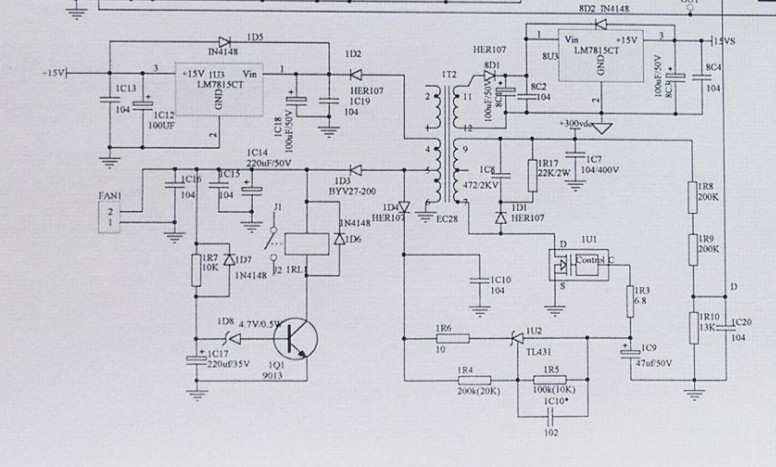
Даже в положении несущей балки, ближайшей к изготавливаемой сетке, электроды 20 тех блоков электродов 7, которые лежат в положении покоя близко к несущей балке 1, не могут соприкасаться с поперечными проволоками Q сетки, образованной из этих поперечных и продольных проволок L, и которая опирается в зоне сварки на противоэлектроды 22. С другой стороны, электроды 20, лежащие в рабочем положении на расстоянии от несущей балки 1, упираются в поперечные проволоки Q при опускании несущей балки 1 (которая подвижна в направлении двойной стрелки P), после чего при любом дальнейшем опускании несущей балки 1 пружины 3 напрягаются и прилагают необходимое давление сварки. Значительное усилие, необходимое для напряжения пружин 3, передается от каждого блока электродов 7 через втулку 14 на клин 15, а от последнего через втулку 13 и пластину пружины 5 — на спиральную пружину 3. Шарнирные соединительные звенья 18 и 19убедитесь, что движению блоков электродов 7 и их направляющих стержней 2 относительно пружин после установки электродов 20 на поперечные проволоки не препятствуют клинья 15.
В то время как в варианте осуществления на фиг. 1 и 2 электродные блоки 7 вместе с направляющими стержнями 2 могут смещаться относительно спиральных пружин 3, пружинных пластин 5 и несущей балки 1, второй вариант, показанный на фиг. 3, зависит от способности направляющих стержней 2 выдвигаться телескопически.
На нижнем конце направляющего стержня 2, который в данном случае жестко соединен с пластиной пружины 5 болтом 24, таким образом, предусмотрен рабочий цилиндр 25, в котором поршень 26 направляется с возможностью скольжения и нагружается возвратную пружину 27 в направлении ее положения покоя рядом с несущей балкой.
Жидкость под давлением может подаваться по трубопроводу 28 в цилиндр 25 или, в качестве альтернативы, цилиндр может быть соединен с резервуаром для жидкости, и давление в цилиндре может быть сброшено.
Блок электродов 7 прикреплен к штоку 29 поршня 26. Внутри цилиндра 25 этот шток образует буртик 30 для ограничения хода поршня.
При воздействии на поршень 26 жидкости под давлением и последующем блокировании подачи напорной среды возвратная пружина 27, опять же слабая по сравнению со спиральной пружиной 3, сжимается и блок электродов 7 продвигается в рабочее положение, удаленное от несущей балки 1. Заключенная в головке блока цилиндров рабочая жидкость теперь действует как несжимаемая передающая среда, через которую при опускании несущей балки 1 давление от блока электродов 7 передается на направляющий стержень 2 и пружинная пластина 5 жестко соединена с ним, так что пружина 3 напряжена.
Заключенная в головке блока цилиндров рабочая жидкость теперь действует как несжимаемая передающая среда, через которую при опускании несущей балки 1 давление от блока электродов 7 передается на направляющий стержень 2 и пружинная пластина 5 жестко соединена с ним, так что пружина 3 напряжена.
В обоих вышеупомянутых вариантах осуществления действие давления на рабочие цилиндры 16 и 25, соответственно, преимущественно регулируется для отдельных электродных блоков 7 с помощью клапанов 21 с электромагнитным управлением в соответствии с фиг. 4. Подходящая схема управления показана на фиг. 4, где части схемы управления, принадлежащие, например, к n различным электродным узлам, отличаются друг от друга индексами а, b. . . н. Цилиндры 16а, 16б. . . 16n (или 25а, 25b… 25n), запитанные или, соответственно, обесточенные соответствующими электромагнитными клапанами 21а, 21b. . . 21n либо с помощью переключателей 31a, 31b с ручным управлением. . . 31n, или через устройство 33 программирования, которое может быть задано наборами клавиш 32a, 32b. . . 32n, может либо снабжаться жидкостью под давлением от насоса 34, либо сбрасываться под давлением путем соединения с резервуаром для жидкости 35.
. . 32n, может либо снабжаться жидкостью под давлением от насоса 34, либо сбрасываться под давлением путем соединения с резервуаром для жидкости 35.
В варианте осуществления по фиг. 5 пружинная пластина 40 жестко соединена с каждым направляющим стержнем 2 и направляется с возможностью скольжения внутри электродонесущей балки 1 двумя направляющими стержнями 41 и 42. Нижние части направляющих стержней 41, 42 окружены втулками 43, 44, которые форма останавливается, ограничивая движение вниз пластины 40 пружины. Возвратная пружина 27 нагружает пластину 40 пружины в направлении вверх. Направляющий шток образован поршневым штоком рабочего цилиндра 45, который служит нажимной пружиной и на который может воздействовать сжатая среда через электромагнитно управляемый золотник 46.
Для этой цели, как показано на РИС. 6, предусмотрены два насоса 47, 48, которые подают жидкость из жидкостного резервуара 49 в патрубки 50, 51, сообщающиеся с этими патрубками 50, 51 расширительные камеры 52, 53. Давления в двух патрубках имеют разные значения и поддерживаются постоянным клапанами регулирования давления 54, 55.
Давления в двух патрубках имеют разные значения и поддерживаются постоянным клапанами регулирования давления 54, 55.
Если рабочий цилиндр 45 соединяется через золотник 46, например, с поводком 51, поршень в цилиндре 45 толкается вниз против действия возвратной пружины 27 до тех пор, пока пружинная пластина 40 входит в контакт с втулками 43, 44. Блок электродов 7 при этом находится в рабочем положении.
Если во время движения вниз балки электрододержателя 1 электрод 20 упирается в свариваемую деталь, направляющий стержень 2 толкается вверх против действия рабочего цилиндра 45, так что жидкость вытесняется из рабочего цилиндра 45 в расширительную камеру 53. Следовательно, давление на заготовку остается постоянным в течение всего процесса прессования и равно давлению свинца, умноженному на поперечное сечение поршня.
Если золотниковый клапан 46 переключиться обратно в положение, показанное на РИС. 6, рабочий цилиндр 45 соединяется с резервуаром 49 и, таким образом, сбрасывается давление, а возвратная пружина 27 возвращает блок электродов 7 обратно в исходное положение.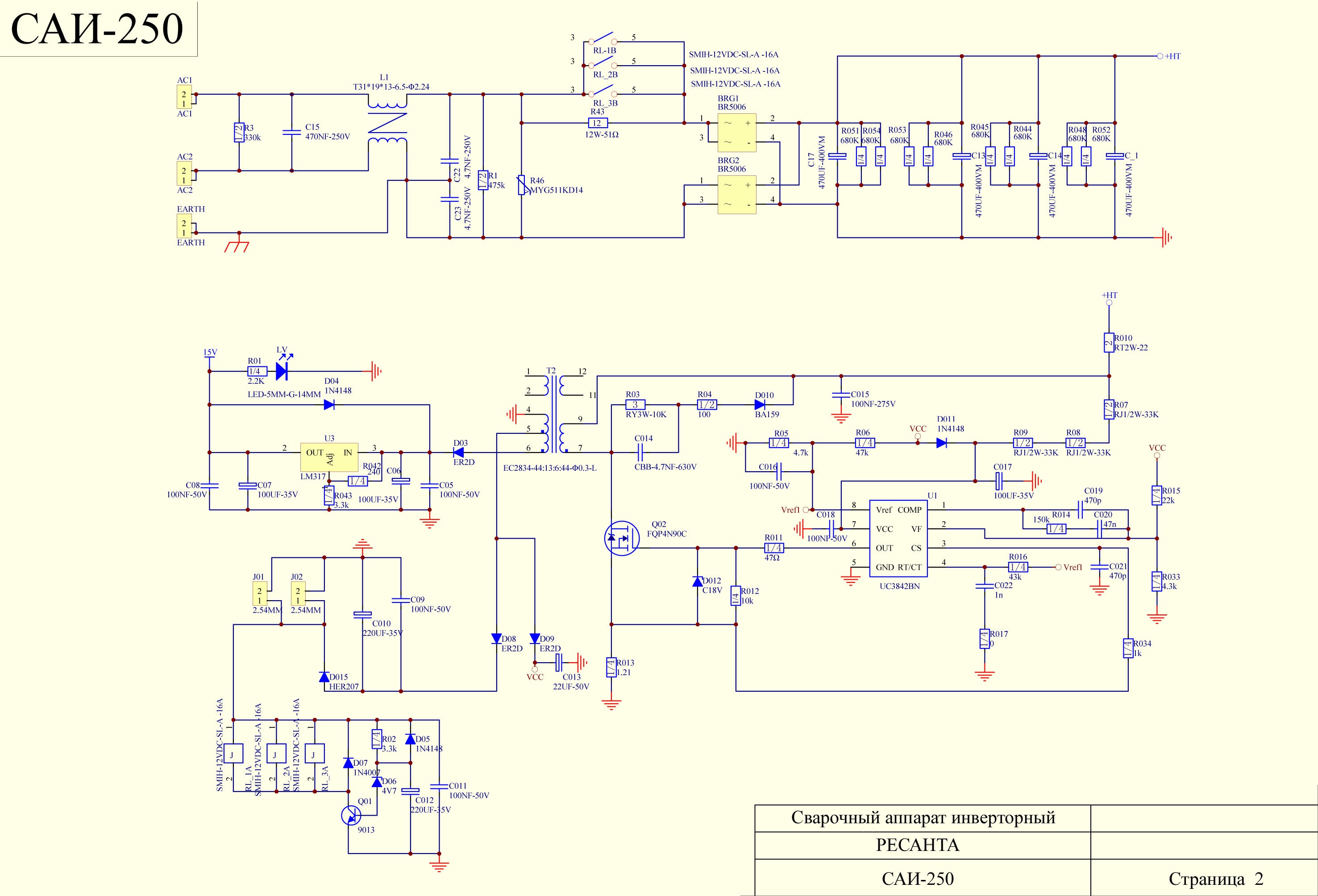
За счет подачи давления на два провода 50 и 51 давления на различных соответствующих уровнях в этом варианте осуществления изобретения на каждый электрод может воздействовать одно из двух дополнительных давлений. Таким образом, в случае сварочных аппаратов, с помощью которых свариваются сетки, состоящие из продольных проволок, имеющих разные соответствующие диаметры проволок (например, маты с экономией кромок), вдоль линии сварки обеспечиваются два различных давления электрода.
Два различных давления вдоль линии сварки, кроме того, могут быть достигнуты в варианте осуществления, показанном на фиг. 3, за счет наличия только одного подводящего кабеля, снабженного расширительной камерой. То есть, если на фиг. 3 на поршень 26 воздействует жидкость под давлением и после продвижения блока электродов 7 в рабочее положение соединение с питающим подводом прерывается, например, электромагнитным золотником, затем все сварочное давление передается через несжимаемой жидкости под давлением, заключенной в цилиндре 25, к спиральной пружине 3.
