Револьверная головка токарного станка с чпу: Головки для токарных станков: виды и их устройство
Содержание
Головки для токарных станков: виды и их устройство
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию.
Револьверные токарные головки
Устанавливаются на суппорт токарного станка и обеспечивает крепление оправок резцов. Количество позиций револьверной головки может быть различным — 6, 8, 12, реже больше. Увеличение количества мест для крепления инструмента, зачастую, невозможно без уменьшения сечения оправки. В каждую позицию возможна установка резцов, сверл, метчиков.
Конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки. Различные инструменты, производя смену и перемещение по программе производят необходимые технологические операции.
Револьверная головка токарного станка с ЧПУ содержит в себе, как правило, 1 электропривод, обеспечивающий как смену позиции, так и фиксацию диска. . Устройство револьверных головок токарных станков с ЧПУ позволяет производить смену позиции инструмента по кратчайшему расстоянию. После выбора активного инструмената также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента.
. Устройство револьверных головок токарных станков с ЧПУ позволяет производить смену позиции инструмента по кратчайшему расстоянию. После выбора активного инструмената также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента.
Шлифовальная головка
Шлифовальная головка для токарного станка позволяет производить шлифовку деталей без применения дополнительного станочного оборудования. Устанавливается на суппорт станка. Привод шлифовального круга осуществляется от собственного электродвигателя, подключенного к основному электрооборудованию.
Применение различных профилей кругов, оправок, установка бабки и суппорта под углом друг к другу позволяют шлифовальной головке обрабатывать любые детали со сложными поверхностями. Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Фрезерные головки
Возможность фрезерования детали на токарном станке обеспечивается револьверной головкой с управляемым приводом вращения режущего инструмента и возможностью позиционирования шпинделя (реализация оси С). Позволяют выполнять фрезерные операции на деталями, закрепленными в патроне токарного станка. Оправки условно делятся на осевые, радиальные и с регулируемым углом наклона инструмента. Точные угловые перемещения обрабатываемой детали вокруг оси шпинделя обеспечиваются двигателем шпинделя и датчиком позиционирования шпинделя. Перемещение фрезы относительно обрабатываемой заготовки осуществляется стандартными осями токарного станка.
Резьбонарезные головки
Резьбонарезные головки для токарных станков предназначены для высокоточного нарезания внутренней и внешней резьбы на деталях. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
В конструкции головок предусмотрено регулирование размера нарезаемой резьбы. По окончании нарезки осуществляется автоматическое раскрытие головки, чтобы при обратном ходе отсутствовало соприкосновение гребенки с деталью. Сами нарезные гребенки установлены в кулачках на винтах и звездочках.
Приводная головка для токарного станка
Приводная головка для токарного станка применяется для закрепления в ней приводного инструмента при выполнении дополнительных технологических операций:
-
Нарезание резьбы фрезерованием. -
Точение поверхностей и отверстий под углом к оси заготовки. -
Сверление отверстий различных размеров со смещением от оси детали. -
Фрезерование всевозможных плоскостей.
Головки различаются по способу установки между осями инструмента и детали. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Свое применение приводные головки находят в токарных обрабатывающих центрах, работающих под управлением ЧПУ. Сфера их применения — крупносерийное производство однотипных деталей.
Вихревая головка
Применяется для вихревого нарезания резьбы. Вихревая головка для токарного станка устанавливается на каретке суппорта. В ней размещается до четырех резцов. Привод осуществляется ременной передачей от собственного электродвигателя.
Заготовка устанавливается в центрах токарного станка, одновременно проходя через головку, которая установлена эксцентрично относительно оси заготовки. Вращаясь, резцы головки поочередно снимают металл с обрабатываемой детали. Таким способом выполняют как наружную, так и внутреннюю резьбу.
Вихревая головка позволяет производить нарезку резьбы на большой скорости, что способствует получению поверхности с высокой чистотой обработки. Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Резьбонакатная головка для токарного станка
Позволяет изготовить резьбу на любой детали с высокой производительностью.
Аксиальные или осевые головки используются для накатки резьбы на пустотелых деталях большой длины (трубы), изделиях сложной конфигурации (валы). Применяются на одиночных станках или в составе автоматических линий. Возможна работа вручную.
Головки имеют несколько резьбонакатных роликов со шлифовальными витками. Установленные под углом к оси детали, они при вращении накатывают виток резьбы за один оборот детали. Возможно вращение как самой головки, так и детали.
Радиальные головки накатывают короткие резьбы, конические, с их помощью производят маркировку изделий, выглаживают и формируют детали. Тангенциальные головки используются для накатывания цилиндрической и конической резьбы различного вращения на любом участке детали.
Многорезцовая головка для токарного станка
Спиральная многорезцовая ножевая головка применяется для обработки ступенчатых изделий одновременно несколькими резцами в крупносерийном производстве. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
Дата внесения последних изменений 16.06.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Револьверная головка и приводной инструмент
Револьверная головка и приводной инструмент
Передовые инженерные разработки, безотказная работа
Сверхпрочная цельная муфта
В револьверных головках Haas теперь используется встроенная муфта, диаметр которой на 46% больше, чем на предыдущих моделях. Мы обрабатываем зубцы муфты непосредственно на револьверной головке и ее кожухе для создания максимально компактной и надежной системы. Для револьверных головок использована система с двойным зажимом, которая обеспечивает силу зажима на 20% больше чем у предыдущей модели, а система цилиндрической ЗП с сервоприводом снижает время индексации на 25%.
Мы обрабатываем зубцы муфты непосредственно на револьверной головке и ее кожухе для создания максимально компактной и надежной системы. Для револьверных головок использована система с двойным зажимом, которая обеспечивает силу зажима на 20% больше чем у предыдущей модели, а система цилиндрической ЗП с сервоприводом снижает время индексации на 25%.
ВОТ
12-позиционная револьверная головка Haas BOT обеспечивает сверхпрочное крепление инструментов и расточных оправок. Револьверная головка принимает типовые для индустрии державки, прикрепляемые болтом, по всему периметру, а также оснащена радиальными пазами на поверхности для крепления токарных резцов как в правостороннем, так и в левостороннем направлении.
Стандартные для:
- ST-10
- ST-15
- ST-20
- ST-25
- ST-30
- ST-35
- ST-40
- ST-40L
- ST-45
- ST-45L
- ST-55
VDI
12-позиционная револьверная головка VDI поддерживает типовые для индустрии станции приводных инструментов (при комбинации с опцией приводного инструмента) и стационарные державки с креплением VDI40. Фиксирующий клин обеспечивает фиксацию державок в револьверной головке, обеспечивая быструю и легкую перенастройку.
Фиксирующий клин обеспечивает фиксацию державок в револьверной головке, обеспечивая быструю и легкую перенастройку.
Опционные для:
- ST-10
- ST-10Y
- ST-15
- ST-15Y
- ST-20
- ST-25
- ST-30
- ST-35
Гибрид
12-позиционная гибридная револьверная головка Haas принимает инструменты VDI40 (включая приводные инструменты), а также стандартные для индустрии инструменты с болтовым креплением. Револьверная головка имеет 6 позиций для инструментов VDI и 6 позиций для инструментов BOT (радиальные пазы для токарных инструментов и станции по периметру для инструментов для обработки цилиндрических отверстий).
Стандартные для:
- ST-10Y
- ST-15Y
Опционные для:
- ST-10
- ST-15
- ST-40
- ST-40L
- ST-45
- ST-45L
BMT65
12-позиционная револьверная головка BMT65 от Haas предусматривает износоустойчивое крепление для токарной обработки и расточки инструментов с целью улучшения исполнения, а также дополнительную очистку инструмента при работе с задней бабкой. Державки, стандартные для индустрии, легко фиксируются без необходимости дополнительного выравнивания, что сокращает время настройки. Револьверная головка доступна как с приводным инструментом, так и без приводного инструмента.
Державки, стандартные для индустрии, легко фиксируются без необходимости дополнительного выравнивания, что сокращает время настройки. Револьверная головка доступна как с приводным инструментом, так и без приводного инструмента.
Револьверная головка BMT65 с приводным инструментом обеспечивает выполнение вспомогательных операций – фрезеровка, сверление, долбежка, нарезание резьбы метчиком – на торце детали и на ее диаметре. Чтобы увеличить производительность еще больше, для обеих версий существует опция полуиндексации, которая вдвое увеличит число доступных станции до 24.
Стандартные для:
- ST-20Y
- ST-25Y
- ST-30Y
- ST-35Y
- DS-30Y
Опционные для:
- ST-20
- ST-25
- ST-30
- ST-35
Револьверная головка BMT65 с возможностью индексации половины позиций позволяет увеличить количество доступных инструментов до 24, причем 12 из них могут являться приводными инструментами. Головка выглядит также с внешней стороны, но обеспечивает индексацию через каждые 15 градусов вместо 30. В эту комплектацию входят специальные стационарные державки.
В эту комплектацию входят специальные стационарные державки.
Правильно настроить приводные инструменты
Надлежащая настройка приводных инструментов на токарном центре может быть достаточно сложной. Марк продемонстрирует этот процесс с пошаговым обучением, просмотрев которое вы узнаете ответы на все свои вопросы. Если у вас есть токарный станок Haas с приводными инструментами или вы планируете приобрести его, вы просто обязаны посмотреть этот видеоролик!
ST-10Y с приводным инструментом
Способность поворачивать и обрабатывать фрезой сложные детали, а также выполнять несколько операций на одном станке повышает производительность, снижает количество ручных переустановов и улучшает точность. Токарный станок Haas ST-10Y с возможностью использования оси Y с меньшей занимаемой площадью обеспечивает перемещение по оси Y 102 мм (±51 мм от осевой линии) для нецентрального фрезерования, сверления и нарезания резьбы; стандартно комплектуется приводными инструментами с высоким крутящим моментом и осью C с сервоприводом для универсальной возможности использования поворотной оси.
ST-55 с очень толстой револьверной головкой с инструментом с болтовым креплением
В этой демонстрации мы начнем с детали весом в 2 000 фунтов! Начиная с черновой обработки со съемом 0,25″ и скоростью 0,025″ за оборот, мы быстро удаляем большое количество материала. Даже при профилировании криволинейных поверхностей инструмент выполняет обработку с хорошим шагом 0,112″ и с 0,050″ на оборот, следуя динамичной траектории инструмента. К тому времени, как мы закончили, мы удалили более 800 фунтов стали!
Cookies
To make this site work properly, we sometimes place small data files called cookies on your device. Most big websites do this too.
What are cookies?
A cookie is a small text file that a website saves on your computer or mobile device when you visit the site. It enables the website to remember your actions and preferences (such as login, language, font size and other display preferences) over a period of time, so you don’t have to keep re-entering them whenever you come back to the site or browse from one page to another.
Просмотреть уведомление о соблюдении конфиденциальности и файлах Cookie
Револьверная головка станка с чпу
Главная / ЧПУ станок / Станки по металлу / Револьверная головка станка с чпу
Револьверная головка станка с ЧПУ применяется с вертикальной, горизонтальной и наклонной осями вращения. Смена инструмента осуществляется поворотом головки на нужное число позиций и последующей фиксацией головки. Время смены инструмента в этом случае составляет 1—4 секунды.
Револьверная головка, в отличие от других инструментальных магазинов, является непосредственным рабочим органом станка, воспринимающим силы резания. Поэтому она должна характеризоваться высокой прочностью, жесткостью и точностью позиционирования при повороте. Режущие инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Замена инструментов в головке должна осуществляться удобно и легко, к инструменту должен быть свободный доступ.
На рис. 1 показаны конструкции револьверных головок, применяемых на токарных станках с ЧПУ.
1 показаны конструкции револьверных головок, применяемых на токарных станках с ЧПУ.
Многие заготовки, которые обрабатываются используя токарные станки с ЧПУ, помимо точения, требуют других видов обработки: сверления соосных и несоосных продольных и поперечных отверстий; нарезания резьбы метчиками; фрезерования боковых поверхностей и канавок и др.
Рис. 1. Конструкции револьверных головок станков с ЧПУ: α — звездообразная; б — барабанная фирмы Duplomati (Италия)
В этом случае шпиндель станка, кроме вращения, имеет управляемый поворот по координате С, а в конструкции револьверных головок предусматривают возможность установки помимо неподвижных также и вращающихся инструментов (сверл, метчиков, фрез и др.). Для привода вращения этих инструментов используют отдельный регулируемый электродвигатель, установленный непосредственно на револьверной головке. В качестве примера на рис. 2 показаны две конструктивные схемы таких головок.
В первой конструкции револьверной головки станка с ЧПУ (рис. 2, α) вращение от электродвигателя 1 передается на центральный вал 2 с центральной конической шестерней 6 и далее на все позиции револьверной головки 4 с вращающимися инструментами 3, подключаемыми к вращению муфтами 5.
2, α) вращение от электродвигателя 1 передается на центральный вал 2 с центральной конической шестерней 6 и далее на все позиции револьверной головки 4 с вращающимися инструментами 3, подключаемыми к вращению муфтами 5.
Во второй конструкции (рис. 2, б) вращение от электродвигателя 1 передается через вал 2 и муфту 3 только на одну позицию револьверной головки 5, где установлен вращающийся инструмент 4.
В настоящее время разработан унифицированный ряд револьверных головок для токарных станков с ЧПУ, выпускаемых специализированными фирмами, например фирмами Sauter (Германия), Baruffaldi и Duplomatic (Италия) и др. Так, фирма Sauter выпускает шесть типоразмеров револьверных головок с посадочным диаметром для самой головки от 108 до 370 мм, массой головок от 36 до 460 кг.
Рис. 2. Примеры конструктивных схем вращения инструментов в револьверных головках: α — через конические зубчатые передачи и соединительные муфты; б — через ременную передачу
Некоторые специализированные фрезерные станки с ЧПУ при использовании для обработки заготовок небольшого количества инструментов также применяют 5-и 6-позиционные револьверные головки, что сокращает время смены инструмента. Недостатками таких револьверных головок являются: их малая вместимость; необходимость в каждой позиции револьверной головки иметь шпиндель, что усложняет и удорожает ее конструкцию; снижение жесткости шпиндельной бабки и точности установки инструмента при повороте и фиксации головки.
Недостатками таких револьверных головок являются: их малая вместимость; необходимость в каждой позиции револьверной головки иметь шпиндель, что усложняет и удорожает ее конструкцию; снижение жесткости шпиндельной бабки и точности установки инструмента при повороте и фиксации головки.
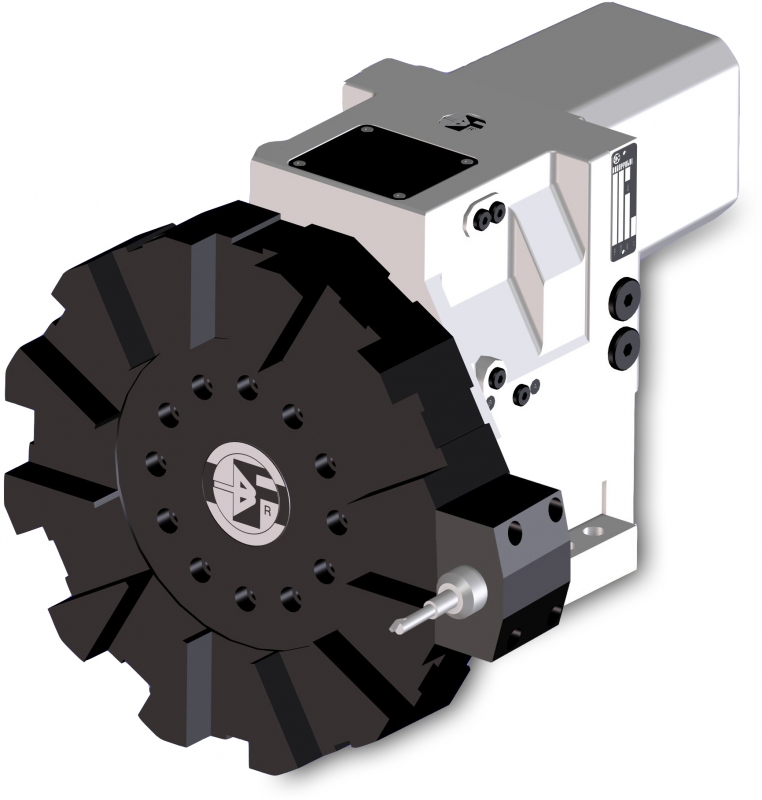
Условия обработки улучшаются, а конструкция упрощается при применении конусной револьверной головки 1 с наклонной осью ее вращения (рис. 3, α). В этом случае имеется только один шпиндель 3, который в рабочей позиции соединяется поочередно с оправками 4, установленными в позициях головки. Движение подачи режущего инструмента осуществляется путем перемещения шпиндельной бабки 2 с револьверной головкой. Однако в этом случае величина перемещения l1 ограничена.
Фирма Olivetti (Италия) также использует в качестве магазина револьверную головку для станка 1 с наклонной осью ее вращения (рис. 3, б), но в этом случае уже нет ограничений на величину рабочего хода инструмента l1, так как происходит движение подачи не шпиндельной бабки 2, а только пиноли шпинделя 3. Опускаясь вниз, пиноль захватывает оправку с инструментом и подает его на требуемое расстояние при неподвижной головке 1.
Опускаясь вниз, пиноль захватывает оправку с инструментом и подает его на требуемое расстояние при неподвижной головке 1.
Недостаток этой конструкции по сравнению с показанной на рис. 3, α — меньшая жесткость шпинделя при большом вылете пиноли (особенно при фрезеровании) с перемещением рабочих органов станка по координатам X и Y.
Двух-, трех- и четырехпозиционные револьверные головки для станков с ЧПУ применяют на шлифовальных станках с ЧПУ, когда в отдельных позициях устанавливают шлифовальные круги для наружного и внутреннего шлифования.
Рис. 3. Схемы револьверных головок, применяемых на фрезерных и многоцелевых станках с ЧПУ: α — конусная револьверная головка с подачей вместе со шпиндельной бабкой; б — двенадцатипозиционная револьверная головка с подачей только пиноли со шпинделем и оправкой с инструментом
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Процедура выравнивания револьверной головки токарного станка с ЧПУ
: 10 шагов
Последнее обновление: 26 июля 2022 г.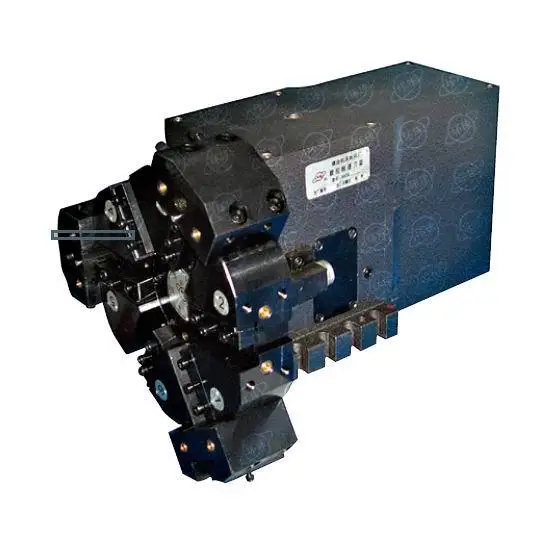 , NichedSEO В конце концов, многие люди мало что знают об этом процессе. Тем не менее, я здесь, чтобы помочь. Постараюсь подробно рассказать о процедуре.
, NichedSEO В конце концов, многие люди мало что знают об этом процессе. Тем не менее, я здесь, чтобы помочь. Постараюсь подробно рассказать о процедуре.
Но перед этим вы должны знать, почему правильное выравнивание револьверной головки токарного станка с ЧПУ так важно. Итак, без лишних слов, приступим.
Вы также можете прочитать:
Содержание
Почему важна юстировка
Юстировка револьверной головки токарного станка является важным этапом. Если не выровнять должным образом, это может в конечном итоге привести к сбою машины. Выравнивание будет определять, насколько квадратно сверла будут проходить в гнездах расточных оправок. Необходимо убедиться, что они проходят вдоль оси Z и вырезаются точно по центру.
Если какое-либо выравнивание выполнено плохо, может произойти неконтролируемый износ инструмента, что сократит срок службы ваших инструментов. Проблемы с поломкой и размерами тоже в списке!
Таким образом, правильная установка револьверной головки имеет первостепенное значение для долговечности вашего токарного станка.
Предостережение: Вы можете быть хороши в этих вещах, но было бы разумно прибегнуть к помощи технического помощника для такого рода задач. В противном случае вы можете усугубить ситуацию.
Пошаговая процедура юстировки
Вот 10 пошаговых процедур юстировки револьверной головки токарного станка с ЧПУ.
Этап 1
Сначала нужно вытащить башню. Для этого вам нужно получить рым-болт на верхней части башни и вытащить козловой кран. Итак, возьмите некоторые инструменты и приступайте к делу.
Шаг 2
После того, как вы закончите, вы увидите обратную сторону изогнутой муфты. Вам придется надеть на него пылезащитное кольцо. Если есть ржавчина, ее нужно очистить.
Шаг 3
После того, как вы его очистите, вам нужно обратить внимание на отверстие для охлаждающей жидкости. У разных производителей разные идеи на этот счет. Например, Mozak использует подпружиненный плунжер с уплотнительным кольцом или резиновым уплотнением на торце.
Шаг 4
Теперь, когда вы хорошо рассмотрели отверстие для охлаждающей жидкости башни, вам нужно установить башню обратно.
Убедитесь, что фланец установлен на правильные зубья. В противном случае вы не сможете поставить башню обратно. А если вы потеряете все винты на башне, то потеряете ГРМ между шлицевым валом и муфтой.
Шаг 5
После того, как вы поставили турель на место, несколько раз ударьте по ней молотком. Вы увидите, как башня немного движется. Ну, это из-за отсутствия гидравлического давления. Как только он сработает, турель тут же втянется обратно.
Шаг 6
Теперь начинается выравнивание. Во-первых, вы должны убедиться, что передняя часть башни параллельна оси x. Для этого нужен индикатор.
Шаг 7
После этого нужно немного повернуть турель. Теперь нижняя сторона будет легкой, а верхняя — нет. Вам нужно будет снять крышку и отодвинуть ее. Настолько далеко, насколько возможно. Теперь вытащите один конус из нижней части, а другой оставьте. Для этого можно использовать скользящий молоток.
Настолько далеко, насколько возможно. Теперь вытащите один конус из нижней части, а другой оставьте. Для этого можно использовать скользящий молоток.
Шаг 8
На следующем шаге мы установим выравнивание кривой соединения. Идея состоит в том, чтобы вращать башню по оси X. В зависимости от результата индикатора вам может потребоваться ослабить болты на изогнутой муфте и вставить ее обратно в нужное место.
Шаг 9
Если индикатор по-прежнему показывает положительное значение, когда ось X находится в положительном положении, необходимо повернуть револьверную головку. Индикатор поможет вам понять, как далеко вам нужно переместить башню, чтобы правильно выстроить ее.
Шаг 10
После завершения выравнивания затяните стяжные болты.
Полное пошаговое видеоруководство
Я нашел это полное руководство по выравниванию башни на Youtube очень сложным и замечательным материалом. Надеюсь, это поможет.
Надеюсь, это поможет.
Заключение
Эй, я не утверждаю, что револьверная головка станка с ЧПУ проста для любого новичка. Но это тоже не невозможно. Если вы будете внимательны и правильно будете следовать инструкциям, то вы сможете сделать это правильно.
Но это тоже не невозможно. Если вы будете внимательны и правильно будете следовать инструкциям, то вы сможете сделать это правильно.
Однако в процессе могут возникнуть некоторые сложности. Для этого я здесь, чтобы помочь. Если вы столкнетесь с каким-либо препятствием, просто дайте мне знать. Я сделаю все возможное, чтобы помочь вам.
Стать большим, повернуться безопасно. Добро пожаловать в вращающийся мир!
Купить Проверка центровки револьверной головки токарного станка Оправка на биение оправки
Основная причина чрезмерного износа и поломки инструмента напрямую связана с биением патрона, а также чрезмерным люфтом или осевым люфтом. Эта тестовая планка револьверной головки может использоваться для проверки револьверной головки токарного станка на точность и выравнивание, а также для обеспечения стабильной производственной среды, а также согласованности при перемещении заданий с одного станка на другой.
Лампы для проверки револьверной головки просты в использовании и позволяют быстро проверить перпендикулярность револьверной головки. Проверьте его после того, как машина вышла из строя, и примите соответствующие меры, прежде чем начинать делать детали из отходов.
Проверьте его после того, как машина вышла из строя, и примите соответствующие меры, прежде чем начинать делать детали из отходов.
Тестовая планка револьверной головки токарного станка Биение Допуски и точность
0,003 мм (3 микрона) или 0,0001 дюйма. или лучше.
Все направляющие оправки включают сертификаты и кейс для хранения
Это поверхностно-упрочненный материал, а не мягкий материал, как у многих более дешевых тестовых стержней, доступных на рынке.
Тестовые стержни для выравнивания револьверной головки доступны для всех основных конусов станков, включая:
- CAT / DIN / BT
- Крутой конус
- HSK
- Капто
- км
- Морзе
- VDI
- А2
Машина | Д | Л | D1 | Д2 | CtoC1 | CtoC2 | Цена | Номер детали |
| ДМГ Мори | 40 | 220 | 40 | 11 | 62 | 70 | 1406,00 $ | К2161-54 |
| ДМГ Мори | 50 | 300 | 60 | 13 | 84 | 94 | 1589,00 $ | К2161-55 |
| Окума | 50 | 300 | 60 | 13 | 73 | 65 | 1602,00 $ | К2161-56 |
| Окума | 50 | 300 | 60 | 13 | 78 | 80 | 1572,00 $ | К2161-57 |
| Доосан | 40 | 220 | 45 | 9 | 58 | 58 | 1366,00 $ | К2161-58 |
| Доосан | 40 | 220 | 55 | 11 | 64 | 64 | 1477,00 $ | К2161-59 |
| Доосан | 50 | 300 | 65 | 13 | 73 | 70 | 1572,00 $ | К2161-60 |
| Доосан | 50 | 300 | 75 | 13 | 90 | 90 | 1596,00 $ | К2161-61 |
| Мазак | 40 | 225 | 68 | 9 | 68 | 110 | 1746,00 $ | К2161-62 |
| Мазак | 50 | 325 | 80 | 11 | 72 | 145 | 2033,00 $ | К2161-63 |
| Биглия | 40 | 220 | 55 | 11 | 63 | 65 | 1477,00 $ | К2161-64 |
* Если у вас есть какие-либо вопросы или особые требования к другой длине и конусности, пожалуйста, свяжитесь с нами, и мы вам поможем! *
Звоните, чтобы узнать о текущей доступности — обычно у нас есть в наличии тестовые панели CAT, BT, другие, как правило, за 1-2 дня до отправки.

Перед добавлением в корзину необходимо выбрать один из следующих вариантов:
Тестовый стержень
Не выбрано (10 фунтов)
40 мм x 220 мм x 40 мм для DMG Mori (K2161-54) (+1406,00 долл. США) (+10 фунтов)
50 мм x 300 мм x 60 мм для DMG Mori (K2166) 1589,00 $ ) (12 фунтов)
50 мм x 300 мм x 60 мм для Okuma (K2161-56) ( + 1 602,00 $ ) (12 фунтов)
50 мм x 300 мм x 60 мм для Okuma (K2161-57) ( + 1 572,00 $ ) (12 фунтов 2) 2 01 мм x 1 401 мм 45 мм для Doosan (K2161-58) (+1366,00 долларов США) (10 фунтов)
40 мм x 220 мм x 55 мм для Doosan (K2161-59) (+1477,00 долларов США) (10 фунтов)
50 мм x 300 мм x 65 мм для Doosan (K2161-60) (+1572,00 долл. США) (12 фунтов)
50 мм x 300 мм x 75 мм для Doosan (K2161-61) (+1596,00 долл. США) (12 фунтов)
40 мм x 225 мм (K21 Mak18 x 6) -62) (+$1746,00) (10 фунтов)
50 мм x 325 мм x 80 мм для Mazak (K2161-63) (+$2033,00) (12 фунтов)
40 мм x 220 мм x 55 мм для Biglia (K2161-64) (+$1477,00 фунтов) (10 фунтов)
Обработка с ЧПУ | Будет ли это работать? Обходной путь для смещения револьверной головки токарного станка с ЧПУ.
 | Практик Машинист
| Практик Машинист
Помощник по трудоустройству TN
Чугун
#1
Привет, ребята. Мне нужно передать идею более опытным маэстро. Во-первых, небольшая предыстория:
В нашем магазине есть два токарных станка с ЧПУ с наклонной станиной, оба Haas, SL-20 и SL-30 Big Bore. Оба винтажа начала 2000-х. SL-20 имеет башню с болтовым креплением, SL-30 имеет башню VDI40. Ни у них нет движущихся инструментов или оси Y.
У нас постоянно возникают проблемы с этими станками при использовании дрелей или других подобных инструментов, в частности SL-30. Как я уверен, вы уже догадались, проблема заключается в выравнивании оси шпинделя.
Всего несколько недель назад наш ремонтник целый день проверял работу башни SL-30. Я перепроверил его, у него каждая дырка в башне была не более 0,002 TIR, в основном 0,001. Что ж, вот мы и готовимся к большому производственному заданию, а его уже перенесли. Пара отверстий, которые я мог проверить, были на 0,008 с каждой стороны, что было бы Y. Хуже, когда вы добавляли держатель инструмента, патрон ER и инструмент. С некоторым разбросом в зависимости от зажима инструмента я получил биение сверла до 0,012 — НА СТОРОНУ! Если бы это было на мельнице, вы бы попали на территорию интерполяции!
Плохо! Положительным моментом является то, что мы можем перенести операцию сверления на фрезерный станок, куда деталь все равно направляется после токарной обработки, и оказывается, что указанная дрель может работать намного быстрее, если вы не ограничены 2000 об/мин…
Мне кажется очевидным, что простой перенастройкой машины не обойтись, так как малейшая мелочь может сдвинуть ее с места. Я пинаю своего рода обходной путь для этого. Здесь я бы добавил, что стандартная рабочая процедура для нас при установке сверла в станок заключается в том, чтобы указать его центр. Я бы хотел просто нажать F2 и чувствовать себя комфортно, но это не так.
Я пинаю своего рода обходной путь для этого. Здесь я бы добавил, что стандартная рабочая процедура для нас при установке сверла в станок заключается в том, чтобы указать его центр. Я бы хотел просто нажать F2 и чувствовать себя комфортно, но это не так.
Моя идея похожа на концепцию четырехкулачкового патрона. Поскольку держатель инструмента не повторяется, его необходимо регулировать.
Итак, я думаю, взять две определенные державки/блоки и расточить их, чтобы получить зазор 0,020 или около того на прямолинейном хвостовике 1 дюйм (то есть расточить до внутреннего диаметра 1,02 дюйма). Затем добавьте третью пару установочных винтов. Имеющиеся у нас держатели имеют установочные винты на передней (X-) и верхней сторонах (Y-?). Ни к чему хорошему, когда твои дрели всегда на низком уровне! Поэтому добавьте третью пару установочных винтов снизу.
Я думаю, что вдавливание инструмента и выравнивание плоскости с помощью установочных винтов со стороны X должно выровнять инструмент прямо по крайней мере по оси X, возможно, также по оси Y (прямо, но не концентрично) .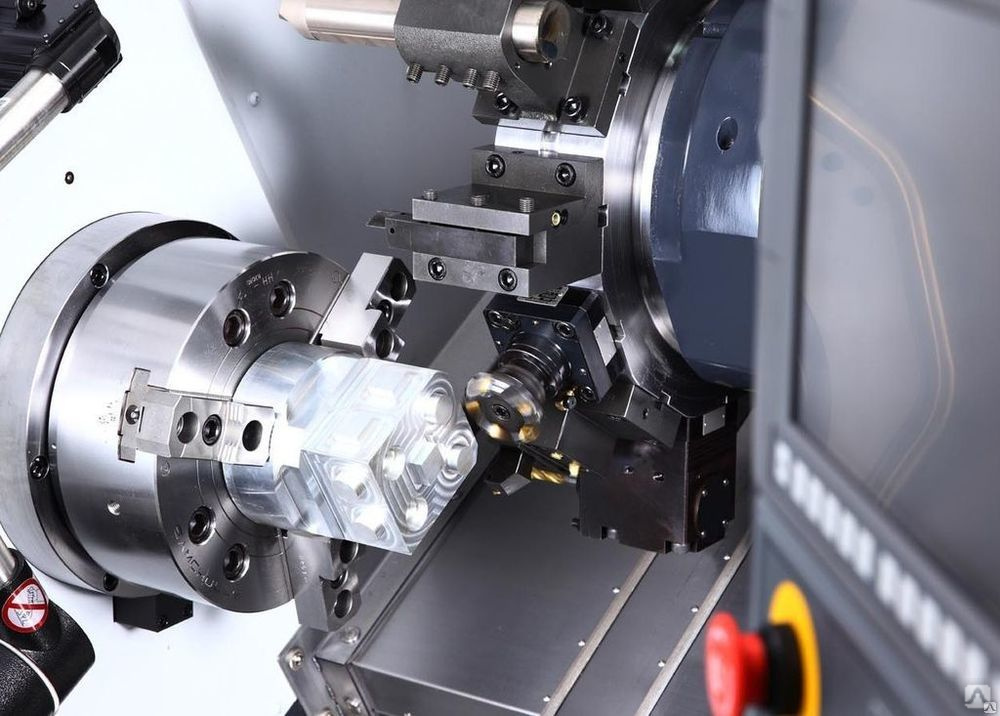 Затем верхний и нижний винты позволяют регулировать «Y», потенциально позволяя указывать инструмент — как говорит наш владелец, mortus testes … мертвые орешки!
Затем верхний и нижний винты позволяют регулировать «Y», потенциально позволяя указывать инструмент — как говорит наш владелец, mortus testes … мертвые орешки!
Добавлю последнее замечание. Поскольку у нашего SL-20 турель на болтах, у него уже есть пара установочных винтов с обеих сторон блока. Все, что ему нужно, это клиренс.
Я знаю, наверное, это звучит ужасно — указывать даже простое упражнение, и я бы хотел, чтобы был другой способ. Я открыт для предложений на любом фронте (кроме «купить машину получше», не в рамках бюджета, если бы это было так!), касается ли это моей концепции или нет. Имейте это!
дстрыр
Алмаз
#2
Существуют держатели инструментов с цангами ER, которые можно отрегулировать по центру на токарных станках. У меня есть около 6 таких для моего подержанного Doosan, потому что кто-то до меня разбил его, и я никогда не смог бы сверлить твердосплавными сверлами без него.
У меня есть около 6 таких для моего подержанного Doosan, потому что кто-то до меня разбил его, и я никогда не смог бы сверлить твердосплавными сверлами без него.
Dial-Ables — Дом
Коматозный
Титан
#3
Не лучше ли использовать время, чтобы выяснить, почему ваша турель перемещается на 0,008 за пару недель? У вас есть установочное отверстие, которое было избито слишком большого размера? Разбитые подшипники? Вам не хватает пинов? Болты сняты? Ваш ремонтник недостаточно затянул его? Я не знаю ваших турелей, но где-то есть первопричина.
Даже если вы указываете во всех своих упражнениях, что может помешать этому двигаться на вас, как только задание будет запущено и запущено?
Д.
 Д.Машина
Д.Машина
Нержавеющая сталь
#4
сначала выясните что и почему сбивается… может быть башня, клин башни или даже передняя бабка..
после того, как вы подошли как можно ближе, затем используйте инструмент для винтовых станков, чтобы набрать сверла, чтобы НЕ БЫЛО биения …. Поместите индикатор на лицевую сторону патрона, а затем выровняйте его у основания сверла и Вы можете перемещать держатели винтовых станков, чтобы получить нулевое биение.
Дэн из Окленда
Титан
#5
Если вы не можете или не можете потратить время на исправление несоосности, существует буквально тонна старых инструментов для револьверной головки, и использование регулируемых держателей сверл было в значительной степени стандартной процедурой. В большинстве из них использовалась разъемная втулка для захвата хвостовиков инструментов, но есть и такие, которые имеют цанговые наконечники. Меньшие размеры также были довольно стандартными для Hardinge DV-59.2-е операционные машины, патроны и т. Д. Просто идея подумать, хотите ли вы пойти по этому пути. Вот ссылка e-bay на то, что я имею в виду.
Б/у Держатель инструмента B & S 1″ США ДЕРЖАТЕЛЬ ИНСТРУМЕНТА ДЛЯ РЕВЕРЛЬНОГО ТОКА, Хвостовик 1″ *1423* | eBay
Бык
Алмаз
#6
Согласен с ребятами выше — нужно разобраться, почему он так свободно двигается!
Даже если вы наберете гайки в своем инструменте, через два часа вас снова не будет. В чем смысл?
Я предполагаю, что ваш парень просто недостаточно натягивает болты? Может быть, они предназначены для ключа trq, но, может быть, этого недостаточно? Я понимаю, что вы, возможно, рискуете зачистить дыры, но мне кажется, что на данный момент это стоит риска?
Или, может быть, вы часто делаете тяжелые прерывистые движения?
Знаете ли вы, через что прошли рабочие места за последние недели cpl?
Может быть, нужно уменьшить некоторые из этих параметров резки?
Опция:
Если вы можете определить свое отверстие с револьверной головкой как есть, вы, вероятно, можете поместить сверло в плавающий держатель развертки.
Я делаю это регулярно, и таким образом вы можете крепко держать инструменты обычной спиральной дрелью.
——————————————
Подумай о снеге Эх!
Бык
делжр15
Чугун
#7
возможно ли, что конические штифты повреждены/ослаблены, а делительная пластина движется?
Бобв
Алмаз
#8
У меня есть старый индекс Уэллса, и головка все время отскакивала.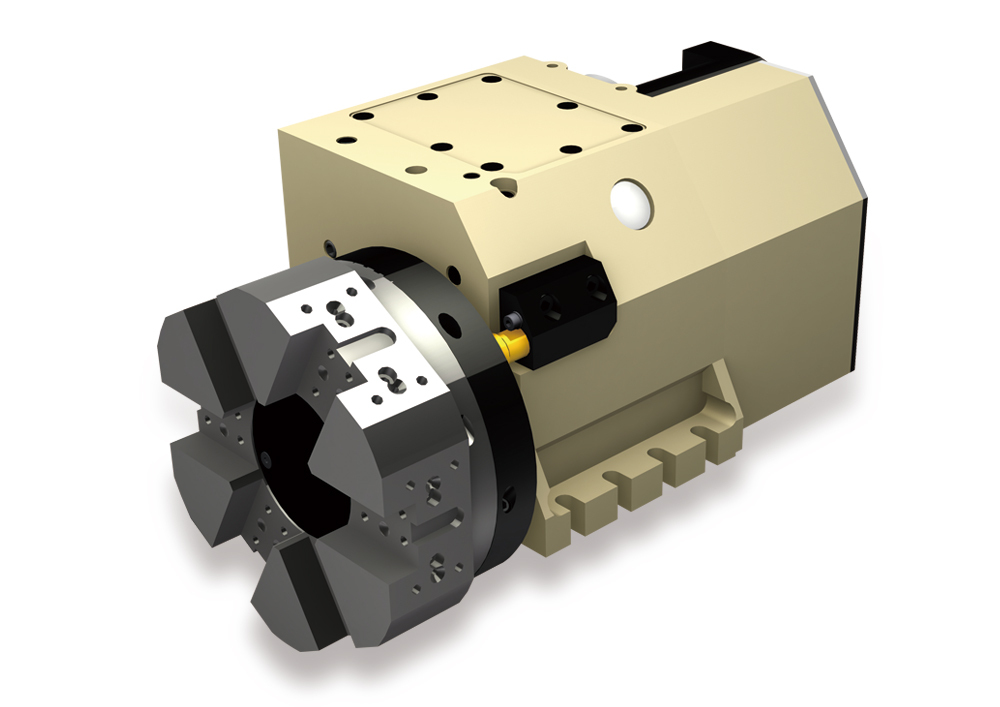 ..
..
Примерно после 3-й разборки, наконец, вытащил шпильки….
За годы затяжки и, скорее всего, затяжки, они достигли предела текучести..
Затяните их, и голова сдвинется, снова затяните.. Двигайтесь… Повторите промывку…
Мораль этой истории… Проверьте болты, крепящие турель к муфте. Вы не должны быть
, передвигаясь вот так.
Юлси
Алмаз
#9
Я видел подобные проблемы на токарных станках Haas. Если вы используете сверла с большими пластинами, станки фактически выйдут из выравнивания. Но это выравнивание по X/Z.
Вы полностью разобрали башню? Бьюсь об заклад, в курвике есть куча грязи, которая мешает ему полностью зажать. Удерживает ли он размер при повороте наружного или внутреннего диаметра?
Удерживает ли он размер при повороте наружного или внутреннего диаметра?
Вы можете это проверить. Просто установите свой индикатор на башне по оси «y» и ударьте по башне молотком. Если стрелка индикатора двигается, ваш Curvic задействован не полностью.
Бык
Алмаз
#10
Юлси сказал:
Я видел подобные проблемы на токарных станках Haas. Если вы используете сверла с большими пластинами, станки фактически выйдут из выравнивания. Но это выравнивание по X/Z.
Вы полностью разобрали башню? Бьюсь об заклад, в курвике есть куча грязи, которая мешает ему полностью зажать. Удерживает ли он размер при повороте наружного или внутреннего диаметра?
Вы можете это проверить. Просто установите свой индикатор на башне по оси «y» и ударьте по башне молотком. Если стрелка индикатора двигается, ваш Curvic задействован не полностью.
Нажмите, чтобы развернуть…

Он упомянул, что они указали все (большинство?) станций и все были в порядке. Если бы это был просто мусор, я бы не подумал, что они получат все хорошие результаты, а через неделю получат все плохие результаты?
————————
Подумай о снеге Эх!
Бык
Гобо
Титан
#11
Еще один голос за выяснение ПОЧЕМУ он движется. У вас есть качели, которые просто не признаются в непреднамеренных ударах? Что-то, что я однажды видел, это изготовление втулки для сверла со смещенным от центра отверстием на 10 или 15 тысяч. Затем просто поверните втулку сверла в револьверной головке и перемещайте ось X, пока не окажетесь в центре. Просто имейте в виду, что установочные винты, удерживающие втулку в вашей башне, вероятно, не будут сидеть на втулке ровно. Это хорошо работает для небольших сверл. Никогда не пробовал его для чего-то большого.
Помощник по трудоустройству TN
Чугун
#12
Первый — ВАУ. Вот почему я прихожу в Практический Машинист! Спасибо всем за ваш вклад. Я рассмотрю все, что могу до сих пор. Я удивлен!
На обгон передней бабки:
До сих пор я никогда не понимал, как сильно это может кусать нас сзади. Да, чем дальше от передней бабки вы перемещаетесь, тем больше вы смещаетесь от центра… как только станок откроется, надеюсь, через пару дней, я увижу, насколько он прямой. Как вы все сказали, я не удивлюсь, если он выйдет. Нам… не хватает тщательной профилактики и подобных проверок.
Я доложу, когда закончу. Я читал об этом, так что это должно быть достаточно просто проверить. Починим, ну, мы пересечем этот каньон, когда подъедем к нему. Ха!
На башне движется:
Хорошие вопросы во всем. Насколько мне удалось выяснить, токарные станки Haas не имеют конических штифтов для выравнивания. Только болты с головкой под ключ, все они имеют номинальный зазор. Бывший босс был здесь около года назад и сказал мне, как сильно он хотел вставить пару штифтов в башню, чтобы починить ее, но… Я думаю, это открывает перед вами, возможно, более дорогие «хрусты».
Бывший босс был здесь около года назад и сказал мне, как сильно он хотел вставить пару штифтов в башню, чтобы починить ее, но… Я думаю, это открывает перед вами, возможно, более дорогие «хрусты».
Но при затянутых болтах башня никак не двигается. На самом деле, даже если все два десятка винтов закручены, башня не сдвинется с места от удара молотком. Что касается крутящего момента, ну, в основном, они настолько тугие, что человек может затянуть их с помощью обычного шестигранного ключа. Теперь я говорю, что он не будет двигаться — от удара молотка это ключ … Рычаг на расточной оправке или токарном инструменте при тяжелом резании, я уверен, приложит совсем другую силу, к сожалению, правильный вид для вращения башня.
Что касается причин, я действительно не уверен, как это могло произойти. У меня есть идея, я думаю, что после того, как мы выровняли револьверную головку, мы выполнили большую работу, кусок 12-дюймового А2. Сделали много тяжелой резки, до 100% нагрузки на шпиндель на станке.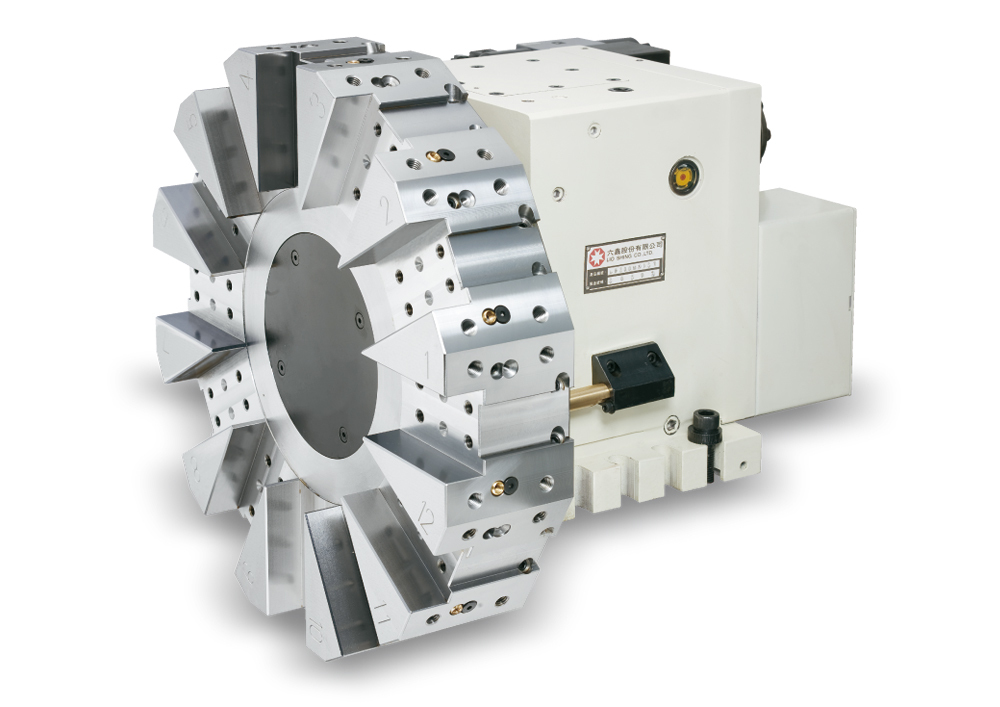 .. что к
.. что к
Замечу, однако, что у нас не было работ с прерывистым монтажом
Отличная информация! программист, но я передал ему эту информацию. Это ситуация, которую мы, безусловно, должны исправить… Я поговорю с ним завтра о том, как быстро я могу проверить некоторые вещи на машине.
Наконец, dstry — сколько работают эти инструменты, скажем, патрон ER32? Цены на их сайте я не нашел. Спасибо за ссылку, клянусь, в наше время есть инструмент для всего.
Бык
Алмаз
№13
100% нагрузка на шпиндель не должна влиять на револьверную головку — если только ваш инструмент не висит НАМНОГО, тогда. .. может быть…
.. может быть…
Что касается крутящего момента, ну, в основном, они настолько тугие, что человек может затянуть их обычным шестигранным ключом.
Нажмите, чтобы развернуть…
ИЗМЕНЯТЬ!
У вас есть 3/4-дюймовый ЕМТ длиной 1 дюйм?
(Какой уважающий себя специалист по техническому обслуживанию не имеет?)
Затяните, чтобы сломать/зачистить/закруглить, и снять RCCH.
—— ——————
Подумай о снеге Эх!
Бык
патрон
Алюминий
№14
Перед тем, как расточить держатель инструмента, я бы попробовал использовать регулируемую втулку сверла.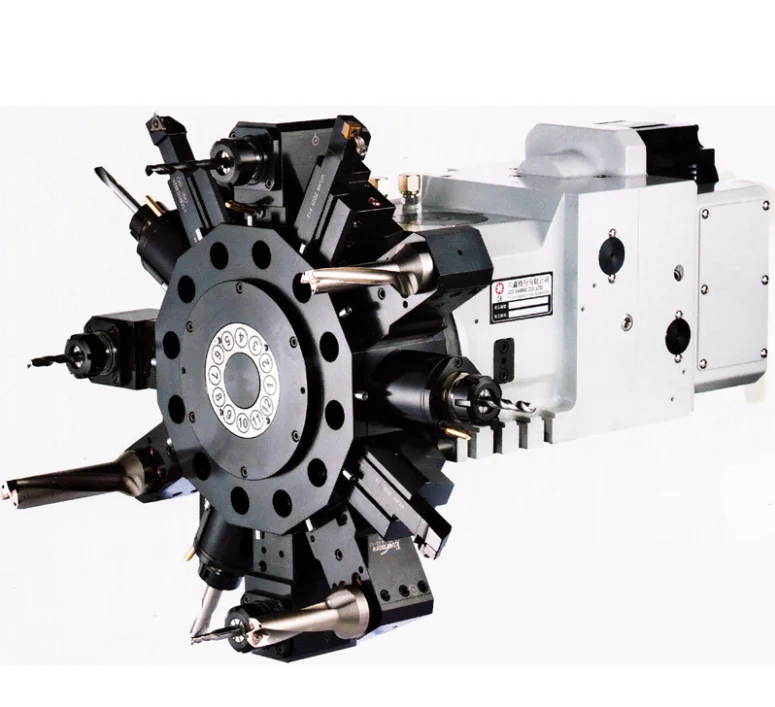 По сути, это эксцентриковая втулка, которую вы вставляете в блок инструментов, затем вставляете в нее сверло, затем вы можете поворачивать втулку и перемещать сверло по оси Y. проверьте страницу 8 по ссылке ниже.
По сути, это эксцентриковая втулка, которую вы вставляете в блок инструментов, затем вставляете в нее сверло, затем вы можете поворачивать втулку и перемещать сверло по оси Y. проверьте страницу 8 по ссылке ниже.
http://www.innovativetoolsales.com/drilling_brochure.pdf
чип_производитель
Нержавеющая сталь
№15
Делаете ли вы тяжелый наружный диаметр? черновой на этих машинах?
Все, кого я знаю, у которых есть токарный станок Haas, не могут долго поддерживать их выравнивание.
Думаю, это скорее конструктивный недостаток/плохая конструкция турели.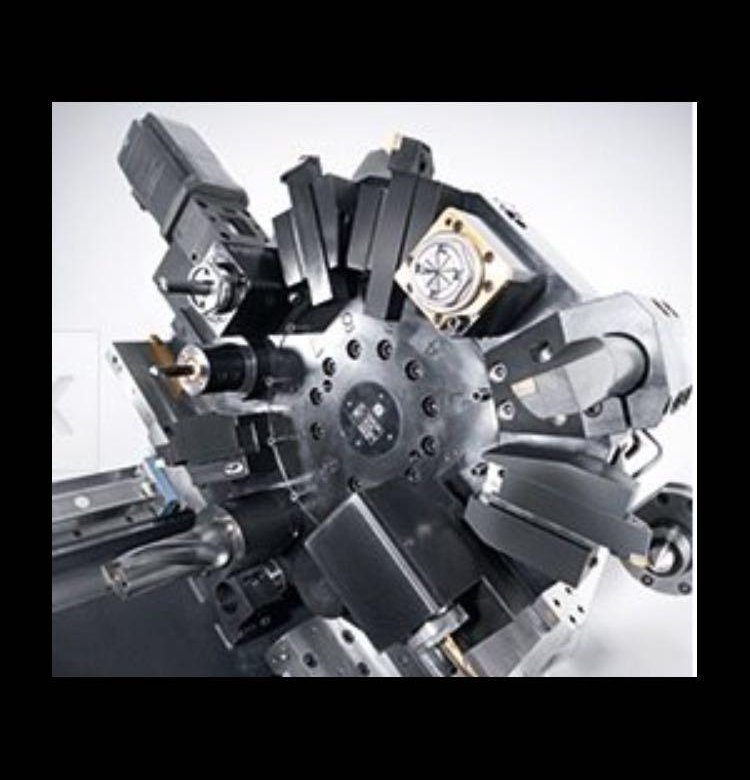
Насколько я знаю, с этим ничего нельзя поделать (кроме замены машины на что-то более жесткое).
Помощник по трудоустройству TN
Чугун
№16
Итак, ребята, у меня есть кое-какие результаты. Я взял 3-дюймовый кусок алюминия и снял кусок длиной около 8 дюймов без опоры, используя острую алюминиевую вставку. К моему большому удивлению, это было прямо как стрела! Точнее, на самом деле. Усреднив мои измерения, он был прямым в пределах одной-двух десятых, цилиндрическим в пределах того же. Я был очень удивлен.
Итак… дело не в этом.
Я спрошу у нашего мейнта. парень о том, чтобы еще немного затянуть винты, и будет немного изучать втулки эксцентрикового сверла, как было предложено. Это выглядит намного лучше! Я должен буду посмотреть PDF-файл Чакера завтра, когда у меня будет приличное подключение к Интернету.
парень о том, чтобы еще немного затянуть винты, и будет немного изучать втулки эксцентрикового сверла, как было предложено. Это выглядит намного лучше! Я должен буду посмотреть PDF-файл Чакера завтра, когда у меня будет приличное подключение к Интернету.
Я предполагаю, что наши патроны ER с хвостовиком 1 дюйм будут закреплены в круглой втулке диаметром 1,5 дюйма с внутренним диаметром. эксцентрик примерно на 0,015 дюйма. Патрон ER будет закреплен собственной плоскостью, установочными винтами во втулке … не уверен, что втулка будет удерживаться в держателе инструмента. Если я надену на нее лыски, она будет индексироваться в определенных точках. … но я говорю это, не глядя на вышеупомянутый PDF-файл!
Мы на правильном пути, ребята!
Бык
Алмаз
# 17
Job Shopper TN сказал:
Хорошо, ребята, у меня есть некоторые результаты. Я взял 3-дюймовый кусок алюминия и снял кусок длиной около 8 дюймов без опоры, используя острую алюминиевую вставку. К моему большому удивлению, это было прямо как стрела! Точнее, на самом деле. Усреднив мои измерения, он был прямым в пределах одной-двух десятых, цилиндрическим в пределах того же. Я был очень удивлен.
Итак… дело не в этом.
Нажмите, чтобы развернуть…
Вы только что проверили прямолинейность шпинделя относительно направляющих оси Z.
Этот тест не имел отношения к башне.
Ранее вы упомянули о том, что длинная дрель выходит из строя?
Вам нужно будет запустить свой индикатор — прижать его к патрону и коснуться верхней пластины револьверной головки (лицевой и/или боковой) и выполнить толчковое движение по осям X и Z, чтобы увидеть, есть ли там какой-либо конус.
Тогда есть радиальное (ось Y?) выравнивание, которое, по-видимому, является для вас большой проблемой.
——————————————
Подумай о снеге Эх!
Бык
ЭндерDRM
Алюминий
# 18
«Все, кого я знаю, у которых есть токарный станок Haas, не могут долго его выравнивать.»
бинго
Помощник по трудоустройству TN
Чугун
# 19
Бык сказал:
Вы только что проверили прямолинейность шпинделя относительно направляющих оси Z.
Этот тест не имел отношения к башне.Ранее вы упомянули о том, что длинная дрель выходит из строя?
Вам нужно будет запустить свой индикатор — прижать его к патрону и коснуться верхней пластины револьверной головки (лицевой и/или боковой) и выполнить толчковое движение по осям X и Z, чтобы увидеть, есть ли там какой-либо конус.Тогда есть радиальное (ось Y?) выравнивание, которое, по-видимому, является для вас большой проблемой.
—————————
Подумай о снеге Эх!
БыкНажмите, чтобы развернуть…
Я понимаю, что ты имеешь в виду, Окс. Я думаю, главное, что я обнаружил, это то, что, по крайней мере, мой шпиндель не вышел из строя со станком, как вы говорите. Таким образом, чем дальше вы уходите, тем хуже не становится, ха-ха. Детские шаги…
Таким образом, чем дальше вы уходите, тем хуже не становится, ха-ха. Детские шаги…
Теперь то, что вы упомянули о башне размером квадрата , это интересно. Я проверю это утром. В идеале, передняя часть башни должна быть абсолютно прямой, без движения индикатора при толчке X… и то же самое в Z, на внешнем диаметре. башни.
Завтра посмотрю. Я также, просто ради усердия, попытаюсь запустить индикатор в канале револьверной головки и из него, чтобы проверить прямолинейность Z … Несмотря на то, что машина старая, это могут быть какие-то из этих оправок, или, возможно, сами отверстия могут быть легко раструблены или просто изношены … Насколько мне известно, все державки поставлялись со станком, когда он был куплен новым!
