Резьбовое соединение арматуры на муфтах: Резьбовые муфты для соединения арматуры
Содержание
Механическое соединение арматуры муфтами заказать в Екатеринбурге
Механическое соединение арматуры обжимным прессом
Результат механического соединения арматуры
Механическое соединение арматуры муфтами – широко распространенный метод, применяемый в различных направлениях строительства. Этот способ соединения арматурных стержней используется в качестве альтернативы сварке и вязке с помощью проволоки. Использование муфт обеспечивает прочность соединения, равномерное распределение нагрузки, значительно сокращает количество отходов и лома арматуры на стройплощадке. Муфты широко применяются при строительстве фундаментов, мостов, электростанций, различных монолитных сооружений.
Классификация механических соединений арматуры
Механическое соединение выполняется с помощью муфты, также могут использоваться дополнительные элементы. Такие соединения классифицируются по условиям работы, способам скрепления арматуры и назначению, правильный выбор обеспечивает надежность и долговечность соединения. Рассмотрим каждый тип подробнее.
Такие соединения классифицируются по условиям работы, способам скрепления арматуры и назначению, правильный выбор обеспечивает надежность и долговечность соединения. Рассмотрим каждый тип подробнее.
Классификация соединений арматуры по условиям работы
В зависимости от условий использования в железобетонных конструкциях различают два типа соединений:
- Растянутые. Они могут использоваться для скрепления арматурных стержней, применяемых в конструкциях, испытывающих нагрузки и на сжатие, и на растяжение.
- Сжатые контактные. В этом случае усилия будут передаваться через торцевые части арматурных стержней, они не рассчитаны на растягивающие нагрузки.
Тип по условиям работы выбирается в зависимости от места эксплуатации соединения и нагрузок, которые предстоит выдерживать железобетонным конструкциям.
Классификация соединений по способу скрепления арматуры
В зависимости от типа применяемых муфт и конфигурации места скрепления выделяют следующие типы соединений:
- Резьбовые.
 На концы арматурных стержней с помощью метода нарезки или накатки наносится резьба, соответствующая по размеру резьба также наносится на внутреннюю поверхность муфты. Для нарезки или накатки резьбы используется специальное оборудование, обеспечивающее высокую скорость работы. Соединение может иметь коническую или цилиндрическую резьбу, которая наносится непосредственно на конец арматурного стержня или на предварительно высаженную головку – участок с увеличенным с помощью давления диаметром.
На концы арматурных стержней с помощью метода нарезки или накатки наносится резьба, соответствующая по размеру резьба также наносится на внутреннюю поверхность муфты. Для нарезки или накатки резьбы используется специальное оборудование, обеспечивающее высокую скорость работы. Соединение может иметь коническую или цилиндрическую резьбу, которая наносится непосредственно на конец арматурного стержня или на предварительно высаженную головку – участок с увеличенным с помощью давления диаметром. - Опрессованные. Для такого способа используется соединительная муфта, которая устанавливается на концах стержней арматуры и фиксируется с помощью высокого давления. Прочность соединения обеспечивается благодаря вдавливанию материала муфты между ребрами на поверхности арматуры – в результате создается прочная фиксация благодаря пластической деформации металла.
- Комбинированные. В этом случае для скрепления арматуры используются специальные соединительные муфты, которые сочетают в себе возможности резьбовых и опрессованных.
 В этом случае соединительные элементы сначала устанавливается на концы арматурных стержней и запрессовываются под высоким давлением, а затем они соединяются между собой с помощью резьбы.
В этом случае соединительные элементы сначала устанавливается на концы арматурных стержней и запрессовываются под высоким давлением, а затем они соединяются между собой с помощью резьбы. - Винтовые. Этот способ подходит для арматуры, имеющей специальный периодический профиль. Арматурные стержни соединяются муфтой, которая затем фиксируется с двух сторон контргайками. Они имеют резьбу, соответствующую профилю арматуры.
- Болтовые. В этом случает используется длинная соединительная муфта с отверстиями, в которые устанавливаются болты с заостренными наконечниками. Они фиксируются в теле арматурного стержня.
Выбор типа соединения зависит от условий использования арматуры, величины нагрузок, которые должна выдерживать муфта, а также некоторых других параметров. Наиболее широкое распространение получили резьбовые, опрессованные и комбинированные соединения, так как они дают возможность значительно увеличить скорость работы.
Типы соединений по назначению
Механическое соединение арматуры муфтами также можно классифицировать по назначению соединения. Различают следующие типы:
Различают следующие типы:
- Стандартное соединение. Оно предполагает соединение двух арматурных стержней одинакового диаметра, причем один из них может вращаться. Стандартное соединение может использоваться при сборке различных сеток и каркасов арматуры для строительства монолитных железобетонных сооружений.
- Переходные соединения. Они работают по тому же принципу, однако для скрепления используются арматурные стержни, различающиеся по диаметру. В остальном переходный тип не отличается от стандартного.
- Позиционные соединения. Они используются, если ни один из стержней не в состоянии свободно вращаться. Такой тип конструкции может применяться при сборке уже готовых элементов каркасов, а также для скрепления криволинейных стержней. Позиционные соединения могут выполняться с использованием стягивающего или удлиняющего элемента, с помощью стандартной муфты или элемента с разнонаправленной резьбой.
- Привариваемые соединения.
 Из применяют для скрепления металлоконструкций или закладных деталей с арматурными стержнями.
Из применяют для скрепления металлоконструкций или закладных деталей с арматурными стержнями. - Соединения под метрический болт. Это особая разновидность, для которой применяются болты с метрической резьбой. Она может использоваться для соединения арматуры с деталями несущих элементов, например, различных опор или колонн.
Еще одной разновидностью соединительных элементов являются концевые анкеры. Они устанавливаются на конец арматурного стержня, а затем анкеруются в железобетонные конструкции. В результате обеспечивается прочная фиксация, соединение приобретает устойчивость к интенсивным механическим нагрузкам.
Выбор типа соединения будет зависеть от условий его использования и от типа конструкций, в которые устанавливаются различные типы муфт. Необходимо правильно рассчитать воздействующие нагрузки и учесть все особенности эксплуатации, чтобы соединение получилось максимально прочным и долговечным.
Требования к механическим соединениям арматуры
Соединительные муфты и другие элементы, используемые при скреплении арматурных стержней на различных строительных объектах, должны в обязательном порядке проходить сертификацию. Полная проверка должна подтвердить их соответствие установленным стандартам и техническим требованиям. Геометрические размеры и сортамент соединений могут меняться в зависимости от конкретной марки производителя.
Полная проверка должна подтвердить их соответствие установленным стандартам и техническим требованиям. Геометрические размеры и сортамент соединений могут меняться в зависимости от конкретной марки производителя.
К соединительным элементам предъявляются следующие требования:
- Соединения должны соответствовать нормативным требованиям по прочности, пластичности, выносливости и деформатичности.
- Если соединения используются в районах с повышенной сейсмической активностью, они должны обладать достаточной выносливостью при малоцикловом нагружении.
- Все типы муфт и контргаек должны снабжаться заводской маркировкой. В ней должна присутствовать следующая информация: тип соединительного элемента, диаметр используемой арматуры, номер либо фирменный знак производителя. Маркировка должна сохраняться до использования изделия, поэтому она может наноситься с помощью несмываемой краски, прочерчиванием иглой или другими методами, которые указаны в требованиях ГОСТ 7566.

- Соединительные элементы должны иметь геометрические размеры, соответствующие требованиям нормативной документации. Допустимые отклонения не превышают установленных величин.
- Муфты опрессованного соединения должны удлиняться минимум на 8% от первоначальной длины, если иное значение не зафиксировано в нормативной документации к конкретному изделию.
- При установке муфты способом многократного деформирования муфта обжимается по направлению от центра к краям.
Производитель соединительных элементов должен разрабатывать регламент по использованию изделий. В инструкции должна присутствовать информация по сборке соединения, контролируемым параметрам, подготовительным работам, а также другие сведения, которые помогут соблюсти требования нормативной документации.
Соблюдение требований к качеству изготовления и правильности использования соединительных муфт обеспечивает прочность скрепления арматурных стержней и их способностью выдерживать требуемые нагрузки. Конструкции, в которых предполагается использовать механические соединения арматуры, должны проектироваться со строгим соблюдением нормативных документов.
Конструкции, в которых предполагается использовать механические соединения арматуры, должны проектироваться со строгим соблюдением нормативных документов.
Муфты для арматуры | ЭкоСтройПроект
Среди основных направлений работы волоколамского завода «ЭкоСтройПроект» выделяется успешное производство стальных муфт для соединения арматуры: резьбового типа (с конической и цилиндрической резьбой) и обжимного типа (с мобильным гидравлическими станциями). На российском строительном рынке данные муфты представлены партнёрскими дилерскими сетями нашего холдинга под торговым марками «КонКон», «РоллКон» и «ПРЕСКО». Предлагаемые строителям и проектировщикам системы механического соединения от завода «ЭкоСтройПроект» представляет собой универсальные способы соединения арматурных стержней без использования сварки с существенной экономией арматуры за счёт минимализации «нахлёста». В рамках предлагаемых нашими инженерами резьбовых систем «МСА» стык арматуры происходит посредством специальной соединительной муфты — стальногог цилиндра с внутренней конической резьбой аналогичной профилю резьбы на стержнях, который наносится (или накатывается предварительно).
Технология механического соединения арматуры (МСА), при её внедрении в строительный проект, позволяет получать равнопрочные соединения по всей длине арматурной конструкции при существенно меньших затратах, как времени, так и ресурсов. Равнопрочный стержень в отличие от соединений «внахлест» (при стандартной вязке арматуры) гарантирует равномерность распределения нагрузок по всему арматурному каркасу и как следствие его большую стабильность уже в готовом железобетонном объекте. Это принципиально важно для особо-прочных объектов, строительства в сейсмоопасных районах (например на Дальнем Востоке, Кавказе или в Крыму). При достижении равнопрочности каждая муфта становится элементом равно-связанным с обоими соединяемыми арматурными стержнями, которые демонстрируют качества «непрерывности», например при испытаниях на деформации или разрыв (производились в лабораториях НИИЖБ им. Гвоздева). Все предлагаемые системы МСА завода «ЭкоСтройПроект» полностью сертифицированы, имеют обширное портфолио успешных внедрений в проекты, документы, подтверждающие соответствие ГОСТу 34278-2017 («Соединения арматуры механические для железобетонных конструкций»), технические свидетельства Минрегионразвития и ГосСтроя о возможности системы использоваться в строительстве по всей территории России, включая зоны с экстремальными условиями строительства.
После 10 лет успешной работы муфтовые соединения «ЭкоСтройПроект» — это равно универсальные и популярные системы механического соединения арматуры, подходящие для проектов любого масштаба в России и СНГ!
Отдельно отметим запас станков для нарезки и накатки резьбы для продажи клиентом, для сдачи в долговременную аренду, а также для подрядных работ. Наличие запасных частей и комплектующих для всех станков, включая специфические резцы также призвано обеспечить бесперебойную работу на объектах заказчиков. Отапливаемые цеха для сложных арматурных работ позволяют выполнять нарезку или накатку резьбы прямо на складских площадках партнёров «ЭкоСтройПроект», не занимая места для оператора на строительной площадке. В целом за счет своей неприхотливости станок запускается одинаково быстро на объекте или в цеху — в любых условиях. Большой штат опытных специалистов арматурщиков позволяет решать любые вопросы и существенно ускорить работы на проекте любого уровня. Кроме подрядных работ партнёры «ЭкоСтройПроект» может организовать обучение работников компании-клиента.
Большой штат опытных специалистов арматурщиков позволяет решать любые вопросы и существенно ускорить работы на проекте любого уровня. Кроме подрядных работ партнёры «ЭкоСтройПроект» может организовать обучение работников компании-клиента.
Отдельно отметим, что качество поставляемых муфт гарантируется собственным производством «ЭкоСтройПроект» в Волоколамске. Роботизированные цеха и качественная сталь гарантируют высокую точность производимой продукции и минимальные допуски до нескольких микрон. Автоматизированный заготовительный участок арматурного сырья позволяет производить большое количество муфт любой длины и диаметра. Производство сертифицировано по стандартам ISO 9001, аналогичные сертификаты есть у операторов станков с ЧПУ на производстве. Несколько этапов контроля гарантируют точность каждой муфты. В общей сложности «ЭкоСтройПроект» производит более 30 различных видов муфт, не считая больших типо-размеренных линеек. Современное высокоточное ЧПУ оборудование завода гарантирует точность резьбы согласно ГОСТ 34278-2017, который отдельно описывает «соединения арматуры механические для железобетонных конструкций», в том числе с цилиндрической (параллельной) резьбой, которая используется конкретно в муфтах Роллкон. Малые габариты муфты за счет данного типа резьбы обеспечивают уменьшение общего веса железобетонных конструкций и облегчают монтаж и опалубочных работы на объекте. В общей сложности по некоторым оценкам «ЭкоСтроПроект» может производить более 100 000 муфт в месяц — разных видов и диаметров, но всегда максимально качественно. Возможность располагать муфты Роллкон в одном сечении позволяет существенно экономить арматуру, усиливая позитивный эффект от внедрения механических соединений арматуры от «ЭкоСтроПроект».
Малые габариты муфты за счет данного типа резьбы обеспечивают уменьшение общего веса железобетонных конструкций и облегчают монтаж и опалубочных работы на объекте. В общей сложности по некоторым оценкам «ЭкоСтроПроект» может производить более 100 000 муфт в месяц — разных видов и диаметров, но всегда максимально качественно. Возможность располагать муфты Роллкон в одном сечении позволяет существенно экономить арматуру, усиливая позитивный эффект от внедрения механических соединений арматуры от «ЭкоСтроПроект».
Технологическая система с резьбовыми муфтами состоит из:
- стальных муфт с резьбой различного типа (, изготовленные по по специальной промышленной технологии;
- концевых анкеров для быстрой анкеровки арматурных стержней в железобетонных конструкциях
- оборудования для нарезки или накатки резьбы на арматурных стержнях, прежде всего — фирменного запатентованного резьбонарезного станка
- дополнительного оборудования: станка для ручной нарезки, сжимного соединения, а также гидравлического пресса холодного прессования
- универсальногомонтажного оборудования (динамометрического ключа) для контроля затяжки
Соединение арматуры муфтовым методом имеет ряд ощутимых преимуществ для строителей и проектировщиков
- Возможность соединения арматурных стержней всех диаметров, применяемых при армировании железобетонных конструкций
- Минимальное увеличение диаметра стержня в месте соединения, не влияющее на величину защитного слоя бетона
- Создание равнопрочного соединения на всю длину стержня
- Полное исключение отвинчивания благодаря затяжке соединения с нормируемым усилием
- Сохранение геометрической оси стержня по всей длине арматурного стержня
- Механическое соединение может применяться при наличии арматурных стержней любой длины, формы, диаметра или комбинации диаметров арматуры
Резьбовые фитинги для труб — Резьбовые фитинги
Резьбовые фитинги для труб доступны с размерами до 4 дюймов NPS (номинальный размер трубы), но обычно не используются с размерами более 2 дюймов. Для трубопроводных систем требуются резьбовые фитинги, чтобы менять направление и подключаться ко всему оборудованию и устройствам, необходимым для их функционирования. Эти фитинги изготавливаются стандартных размеров.
Для трубопроводных систем требуются резьбовые фитинги, чтобы менять направление и подключаться ко всему оборудованию и устройствам, необходимым для их функционирования. Эти фитинги изготавливаются стандартных размеров.
На видео ниже представлен обзор резьбового фитинга.
Стенограмма видео
Здравствуйте. Сегодня речь пойдет о фитингах с резьбой; они называются напорными фитингами. Фитинги под давлением бывают двух типов: фитинги с раструбной сваркой и резьбовые фитинги. Это набор резьбовых фитингов из нержавеющей стали, а это крестовина с резьбой. Все эти фитинги весят 3000 фунтов, и я покажу вам, что они довольно толстые.
Резьбовая переходная муфта. Это заглушка с резьбой, нарезанная отсюда и закрытая с другого конца. Это резьбовая полумуфта, это резьбовая полная муфта, это резьба крестовая, это резьба 9Колено 0°, это резьбовое соединение, а это резьбовое уличное колено.
Для сравнения покажу — это фитинг под приварку враструб и вы можете увидеть, как он выглядит в сравнении с фитингом с резьбой. Если вы посмотрите сюда, в раструбном сварном шве труба вставляется сюда, тогда как в резьбовом фитинге вы навинчиваете трубу.
Резьбовые фитинги доступны из кованой углеродистой стали, нормализованной A105, A105; они доступны из нержавеющей стали, 304, 316; и они также доступны из никелевых сплавов, а также из дуплексной нержавеющей стали. Резьбовые фитинги чаще всего используются при номинальном давлении 3000 и 6000 фунтов. Они также доступны в 2000 фунтов стерлингов.
Чтобы вкратце рассказать о каждом из компонентов, это уличное колено с резьбой 90°. Вот как это выглядит. Женский конец здесь, мужская резьба здесь, поэтому обычно, если вы видите что-то подобное, это уличный отвод.
Это резьбовое соединение. Это образец трубы, который у нас есть. В этом видео мы используем трубу из углеродистой стали, хотя это фитинг из нержавеющей стали, чтобы продемонстрировать вам, как это сделать. Вы навинчиваете его, и вот как вы делаете соединение на резьбовом фитинге.
Вы навинчиваете его, и вот как вы делаете соединение на резьбовом фитинге.
Это крестовина с резьбой, со всех четырех сторон можно продеть трубу и сделать соединение. Это колено с резьбой 90°. Разница между коленом с резьбой и коленом для стыковой сварки заключается в том, что вы заметите, что это гораздо более тугой поворот, в зависимости от вашего применения. Резьбовые фитинги обычно доступны от 1/2 дюйма до 4 дюймов. Они чаще встречаются примерно в 1 дюйм, 1 дюйм, с половиной, 2 дюйма. Обычно вы не увидите много людей, использующих от 3 до 4 дюймов. Наиболее распространенная классификация давления — 3000 фунтов. это 9Колено с резьбой 0°, и вы можете видеть, что это гораздо, гораздо более тугой поворот, больше, чем у фитинга для стыковой сварки с коротким радиусом. Колено 90, это гораздо более крутой поворот.
Колено с резьбой 45°. Опять же, вы продеваете трубу прямо здесь, и вот как вы делаете соединение. Это тройник с резьбой, вы также можете получить его, это обычный тройник, но вы также можете получить переходной тройник, где ответвление меньше, чем основной участок.
Это крышка с резьбой. То же самое, для 1-дюймовой трубы вы навинчиваете ее и закрываете конец трубы, ниппель, сопло или что у вас есть.
Это разные резьбовые соединения, и нам часто задают вопрос, в чем разница между полной муфтой и полумуфтой? Это полное соединение, и основное отличие состоит в том, что полное соединение имеет резьбу на обоих концах, поэтому вы можете нарезать трубу здесь, вы можете нарезать другую трубу прямо здесь и сделать полное соединение. Это полная муфта с резьбой на 3000 фунтов. То же самое в полумуфте только резьба с одного конца. Некоторые люди говорят, что полумуфта составляет половину длины, что во многих случаях составляет половину длины, но причина, по которой они называются полумуфтами, заключается в том, что вы можете соединить только одну половину трубы. Если вы проденете его прямо здесь, на другом конце нечего будет продевать. Вот почему это называется полумуфтой. Они составляют примерно половину длины.
Это переходная муфта, так что это от 1 дюйма до 3/4 дюйма, поэтому, если у вас есть труба с резьбой, 1 дюйм с одной стороны и 3/4 с другой стороны, вы можете использовать резьбовую переходную муфту. муфту и установите соединение меньшего размера с другой стороны.
муфту и установите соединение меньшего размера с другой стороны.
Резьбовой фитинг является частью фитингов под давлением. Резьбовые фитинги доступны с номинальным давлением 2000 фунтов, 3000 фунтов, 6000 фунтов. Грубо говоря, 2000 фунтов не очень распространены, но они относятся к графику 80, а 3000 фунтов примерно относятся к графику 160. Резьбовой фитинг на 3000 фунтов имеет максимальное номинальное давление 3000 фунтов. Это немного сложнее, это не очень просто, номинальное давление зависит от температуры, поэтому при повышении температуры номинальное давление снижается. Они доступны из кованой углеродистой стали, A105, A105 N; они доступны из нержавеющей стали; они доступны в никелевых сплавах.
В другом нашем видео мы покажем вам разницу с фитингом из ковкого железа. Многие задаются вопросом: чем отличается кованый резьбовой фитинг от фитингов из ковкого чугуна? Кратко скажу вам, что фитинги из ковкого железа используются в легкой промышленности, в сантехнике. Эти резьбовые фитинги рассчитаны на высокое давление, они изготовлены из кованой стали.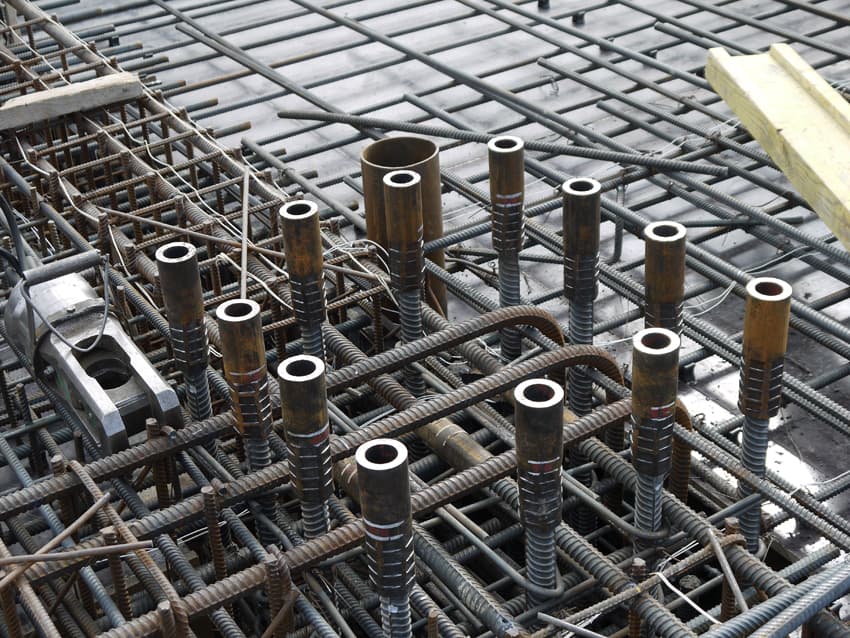 Одно большое отличие состоит в том, что фитинг из ковкого чугуна плохо поддается сварке, тогда как фитинг с резьбой можно сваривать. Опять же, это резьбовой фитинг, но в зависимости от вашего применения, если есть необходимость в его сварке, вам лучше использовать кованую углеродистую сталь. Кроме того, фитинги из ковкого железа выпускаются на 150 и 300 фунтов. Вы можете сделать сравнение намного ниже, в то время как резьбовой фитинг имеет номинальное давление 3000 и 6000 фунтов. Вот и все. Спасибо.
Одно большое отличие состоит в том, что фитинг из ковкого чугуна плохо поддается сварке, тогда как фитинг с резьбой можно сваривать. Опять же, это резьбовой фитинг, но в зависимости от вашего применения, если есть необходимость в его сварке, вам лучше использовать кованую углеродистую сталь. Кроме того, фитинги из ковкого железа выпускаются на 150 и 300 фунтов. Вы можете сделать сравнение намного ниже, в то время как резьбовой фитинг имеет номинальное давление 3000 и 6000 фунтов. Вот и все. Спасибо.
Сборка резьбовых пластиковых фитингов | Фитинги LASCO
Что можно и чего нельзя делать при сборке резьбовых пластиковых фитингов
Сегодня миллионы километров пластиковых труб с резьбовыми фитингами обеспечивают надежную работу без утечек. Однако небольшой процент этих резьбовых пластиковых фитингов может протечь или сломаться. Причиной этого является неправильная сборка резьбовых соединений.
Вот некоторые рекомендации по сборке соединений из ПВХ:
- Не затягивайте соединения слишком сильно, сделав им «еще один оборот, чтобы убедиться».
 .
. - Не оборачивайте тефлоновой лентой, тефлоновой пастой или трубной смазкой, чтобы увеличить объем или смазать соединение. Обязательно используйте герметик для резьбовых соединений.
- Не используйте «более прочные» резьбовые фитинги сортамента 80, полагая, что они могут решить проблему расщепления из-за чрезмерного затягивания.
- Используйте только резьбовые фитинги сортамента 40 с трубами и фитингами сортамента 40.
- Не затягивайте слишком сильно.
- Затяните от руки плюс один или два оборота.
На фитингах из ПВХ с наружной резьбой диаметр каждой последующей резьбы немного больше, чем у предыдущей. Женские нити последовательно уменьшаются. Это называется конусностью, и степень конусности указана (1¾ градуса) в Американском национальном стандарте B2.1. Все производители труб добровольно следуют этим стандартам, чтобы гарантировать своим клиентам, что они получают качественные материалы.
Поскольку резьба сужается, дополнительные витки вызывают растяжение или «деформацию» охватывающей части. Это расколет охватывающую арматуру так же, как клин, забитый кувалдой, расколет пень.
Это расколет охватывающую арматуру так же, как клин, забитый кувалдой, расколет пень.
Величина деформации увеличивается по мере уменьшения размера трубы. Следовательно, резьбовые соединения меньшего диаметра легче разрезать, чем соединения большего диаметра. Фитинги меньшего диаметра также легче перетянуть, потому что их сопротивление крутящему моменту меньше. В таблице 1 приведены уровни деформации и напряжения растяжения в зависимости от диаметра трубы.
«Напряжение» (растягивающее напряжение) представляет собой силу, создаваемую растяжением наружной резьбы, умноженную на сопротивление ПВХ. Сопротивление ПВХ составляет 400 000 фунтов на квадратный дюйм (psi). Деформация за оборот после затяжки от руки для однодюймовой трубы из ПВХ составляет 0,00447, поэтому напряжение за оборот составляет 1788 фунтов на квадратный дюйм. Таким образом, однодюймовое резьбовое соединение из ПВХ, затянутое на четыре оборота сильнее, чем от руки, создаст растягивающее напряжение 7 152 фунтов на квадратный дюйм. Соединение обречено на провал, так как напряжение превышает предел прочности на растяжение ПВХ в 7000 фунтов на квадратный дюйм, даже без добавления напряжения на растяжение, вызванного давлением внутри ирригационной системы (максимум до 2000 фунтов на квадратный дюйм).
Соединение обречено на провал, так как напряжение превышает предел прочности на растяжение ПВХ в 7000 фунтов на квадратный дюйм, даже без добавления напряжения на растяжение, вызванного давлением внутри ирригационной системы (максимум до 2000 фунтов на квадратный дюйм).
Таблица 1
Уровни деформации и растягивающего напряжения в резьбе из ПВХ.
Затяжка вручную+2 оборота
Размер
Деформация/поворот
Напряжение/поворот
Максимально допустимый
Гидростатическое напряжение
(IPS)
(в/в)
(psi)
(psi)
½
0,00588
2352
6704
¾
0,00461
1844
5688
1
0,00447
1788
5576
1 ¼
0,00349
1396
4792
1 ½
0,00302
1208
4416
2
0,00239
956
3912
2 ½
0,00287
1148
4296
3
0,00234
936
3872
4
0,0018
720
3440
Правильный способ сборки резьбового соединения из ПВХ — сортамент 40 или 80 — затяжка от руки плюс один-два оборота — не более. Два оборота после затяжки от руки плюс напряжение системного давления находятся в пределах предела прочности на растяжение однодюймового ПВХ. ([1788 фунтов на квадратный дюйм x 2] + 2000 фунтов на квадратный дюйм = 5576 фунтов на квадратный дюйм).
Два оборота после затяжки от руки плюс напряжение системного давления находятся в пределах предела прочности на растяжение однодюймового ПВХ. ([1788 фунтов на квадратный дюйм x 2] + 2000 фунтов на квадратный дюйм = 5576 фунтов на квадратный дюйм).
Не используйте тефлоновую ленту, тефлоновую пасту или смазку для труб. Обязательно используйте герметик.
Тефлоновая лента, тефлоновая паста и трубная присадка предназначена для металлических труб и фитингов. Соединения металлических фитингов затягивать труднее, чем пластиковые; поверхности имеют тенденцию к истиранию без помощи таких смазок, как тефлон или трубная смазка. Пластиковые фитинги в такой смазке не нуждаются.
Когда тефлоновая лента наматывается на пластиковую наружную резьбу, это увеличивает деформацию и напряжение растяжения. Тенденция большинства установщиков состоит в том, чтобы неправильно намотать ленту на несколько толщин вокруг наружной резьбы, что еще больше увеличивает загрязнение и напряжение.
Тефлоновая паста и присадка для труб, как и тефлоновая лента, делают резьбовые соединения скользкими. Их использование на фитингах из ПВХ может привести к чрезмерному крутящему моменту.
При работе с резьбовыми пластиковыми фитингами используйте подходящий герметик. Правильный герметик для резьбовых соединений не затвердевает, совместим с пластиком и не добавляет скользкости.
Незатвердевающий состав под давлением воды нагнетается в потенциальные места утечки, тем самым выполняя настоящую функцию герметизации. Ленты и затвердевающие пасты позволяют образовать путь утечки, когда соединение отвинчивается, механически изгибается или расширяется при повышении температуры.
Герметик должен быть совместим с пластиком. Многие марки герметиков для труб содержат масла, растворители или носители, которые могут повредить пластик. Надлежащий герметик должен быть сертифицирован производителем как безвредный для материала фитинга и не загрязняющий жидкость в трубе.
Наконец, герметик не должен смазывать соединение до такой степени, что будет поощряться чрезмерное затягивание. Некоторые герметики, представленные на рынке, отвечают всем этим требованиям.
Не используйте резьбовые фитинги Schedule 80 в системе Schedule 40. Используйте те же резьбовые фитинги Schedule с теми же трубами и фитингами Schedule.
Многие установщики систем пластиковых трубопроводов, столкнувшиеся с проблемами расщепления, считают, что фитинги сортамента 40 непрочны. Они пришли к выводу, что проблему можно решить, перейдя на «более прочную» арматуру Schedule 80. В этом рассуждении есть несколько заблуждений.
Во-первых, все проблемы, связанные с чрезмерной затяжкой, применимы как к системам Schedule 80, так и к системам Schedule 40. Хотя стенки фитингов с внутренней резьбой Schedule 80 толще, толщина стенок не влияет на уровни напряжений и деформаций. См. Таблицу 1.
Во-вторых, установщики считают, что системы Schedule 80 прочнее, поскольку они имеют более высокие номинальные значения давления, чем системы Schedule 40. Это верно только при сравнении систем с компонентами, склеенными вместе с растворителем. См. Таблицу 2. Если ввести хотя бы одну трубу или ниппель с резьбой из ПВХ, то номинал всей системы должен быть снижен на 50 процентов.
Это верно только при сравнении систем с компонентами, склеенными вместе с растворителем. См. Таблицу 2. Если ввести хотя бы одну трубу или ниппель с резьбой из ПВХ, то номинал всей системы должен быть снижен на 50 процентов.
Таблица 2
Максимальное статическое давление* для ПВХ типа 1120 при 73° F
Размер | Расписание 40 | Расписание 80 |
|
|---|---|---|---|
(IPS) | Сварка растворителем | Сварка растворителем | Резьбовое соединение |
½ | 600 | 850 | 425 |
¾ | 480 | 690 | 345 |
1 | 450 | 630 | 315 |
1¼ | 370 | 520 | 260 |
1½ | 330 | 470 | 235 |
2 | 280 | 400 | 200 |
2½ | 300 | 420 | 210 |
3 | 260 | 270 | 185 |
4 | 220 | 320 | 160 |
Это снижение рейтинга связано с уменьшением толщины стенки фитинга из-за резьбы. Кроме того, большинство пластиков, включая ПВХ, «чувствительны к насечкам». Когда гладкая стенка пластиковой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, подобно тому, как толстый лист стекла ломается по нанесенной на его поверхности линии. Вот почему наличие даже одного резьбового фитинга в системе требует уменьшения на 50%.
Кроме того, большинство пластиков, включая ПВХ, «чувствительны к насечкам». Когда гладкая стенка пластиковой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, подобно тому, как толстый лист стекла ломается по нанесенной на его поверхности линии. Вот почему наличие даже одного резьбового фитинга в системе требует уменьшения на 50%.
Помня об этих правилах, можно избежать многих ненужных головных болей и затрат, связанных с неправильной установкой систем.
Тип резьбы для фитингов из ПВХ
Существует множество различных типов резьбы, которые используются в производстве фитингов из ПВХ. Далее поясняются некоторые из наиболее часто используемых стилей резьбы и их чувствительность к изгибающим нагрузкам. Охватываемые стили: стандартная V-образная резьба, контрфорсная резьба и резьба ACME.
Стандартная V-образная резьба
Большинство пластмасс, включая ПВХ, чувствительны к надрезам. Стекло, поскольку это очень чувствительный материал, является очень хорошим примером.
Стекло, поскольку это очень чувствительный материал, является очень хорошим примером.
Для резки стекла на поверхности процарапывается насечка. Надрез создает высокую концентрацию напряжения или концентратор напряжения, что обозначено красной областью на диаграмме выше. Приложение изгибающей нагрузки приведет к разрушению стекла вдоль стойки напряжения или выемки.
Резьба может создавать одинаковые концентрации напряжений, создавая соответствующие типы концентраторов напряжения, которые могут привести к трещинам. Типичная машинная и трубная резьба имеет профиль, основанный на пазе типа «V».
Напряжение, возникающее в точке «V», функционально существенно снижает прочность резьбы. Вот почему рабочее давление фактически снижается на 50 % в системах, в которых используются пластиковые фитинги с резьбой, по сравнению с системами, в которых используются только фитинги без резьбы.
Контрфорсная резьба
Некоторые производители выпускают шарнирные соединения с альтернативным профилем резьбы, называемым контрфорсной резьбой. Они продвигают косые насечки на своих нитях, добавляя прочности. Правда в том, что эти «контрфорсные» резьбы по-прежнему имеют V-образный паз в основании профиля резьбы, что, следовательно, делает их чувствительными к изгибающим нагрузкам. Прочность этих фитингов по-прежнему существенно снижена.
Они продвигают косые насечки на своих нитях, добавляя прочности. Правда в том, что эти «контрфорсные» резьбы по-прежнему имеют V-образный паз в основании профиля резьбы, что, следовательно, делает их чувствительными к изгибающим нагрузкам. Прочность этих фитингов по-прежнему существенно снижена.
Резьба ACME
Резьба ACME имеет конфигурацию, исключающую V-образный вырез. Это специальная резьба, обеспечивающая зазор с трубами любого диаметра и обеспечивающая высокую прочность. Резьба ACME менее чувствительна к изгибающим нагрузкам, поскольку не имеет V-образного надреза.
Поворотные соединения и соединения для труб и фитингов Westlake имеют конструкцию резьбы ACME. Этот элемент конструкции обеспечивает высокое качество детали, которая менее подвержена поломке. Дополнительная особенность резьбы в стиле ACME заключается в том, что она обеспечивает «свободное» и «легкое» движение до правильного зацепления. Эта функция предотвращает «прилипание», «блокировку» или «заедание», характерные для деталей с резьбой из ПВХ.
Пластик с резьбой в системах
Компания Westlake Pipe & Fittings включила эту статью Института пластиковых труб о пластике с резьбой в системах. Обсуждаются рекомендации по добавлению в систему резьбовых пластиковых фитингов.
Несмотря на то, что резьбовые термопластиковые системы не рекомендуются для систем высокого давления, трубопроводов, где утечки могут быть опасными, или для труб большого диаметра (более 2 дюймов), они имеют два явных преимущества. Их можно быстро демонтировать для временного демонтажа, а также использовать для соединения пластиковых и непластиковых материалов. Следует соблюдать следующие рекомендации по изготовлению резьбовых соединений термопластичных труб и фитингов, адаптированные из Института пластиковых труб:
- Нарезайте только трубы с толщиной стенки, равной или превышающей толщину трубы сортамента 80.
- Для труб из ПВХ и ХПВХ, рассчитанных на номинальное давление, уменьшите номинальное давление трубы с резьбой в два раза по сравнению с трубой без резьбы.

- Для нарезки резьбы используйте только плашки для труб, предназначенные для пластика. Держите штампы чистыми и острыми. Не режьте ими другие материалы.
- Тиски для удержания трубы при нарезке резьбы и трубный ключ должны быть сконструированы и использованы таким образом, чтобы не повредить трубу. Рекомендуется использовать ленточные ключи. При необходимости в конец трубы можно вставить деревянные заглушки, чтобы предотвратить деформацию стенки трубы.
- Можно использовать следующую общую процедуру для нарезания резьбы: — Используйте фильеру с соответствующими направляющими, чтобы плашка начиналась и шла под прямым углом к оси трубы. Любые заусенцы или острые края на направляющей, которые могут поцарапать трубу, должны быть удалены. — Не используйте смазочно-охлаждающую жидкость. Однако иногда капля масла может попасть на бегунок. Это предотвращает вибрацию и способствует получению чистой и гладкой резьбы.
- Перед сборкой резьбу следует смазать и загерметизировать незатвердевающей трубной смазкой.

- При свинчивании резьбовых соединений следует соблюдать осторожность, чтобы не перетянуть соединение. Как правило, достаточно одного-двух оборотов после затяжки от руки. Дальнейшее затягивание может привести к расколу пластиковых деталей с внутренней резьбой.
Переходы от пластиковых трубопроводов могут быть выполнены с фланцами, резьбовыми фитингами или муфтами. Фланцевые соединения ограничены 150 фунтами на квадратный дюйм, а резьбовые соединения ограничены 50% номинального давления трубы.
ИНСТИТУТ ПЛАСТИКОВЫХ ТРУБ (PPI)A Подразделение Общества индустрии пластмасс, Inc. 250 Park Avenue, New York, New York 10017 (212) 687-2675
Почему резьбовые соединения выходят из строя
Чтобы понять, что происходит при затягивании резьбового соединения, мы должны понимать механизм затягивания соединения. Во-первых, давайте рассмотрим, что происходит, когда стандартное соединение болта и гайки затягивается, чтобы сжать два объекта вместе.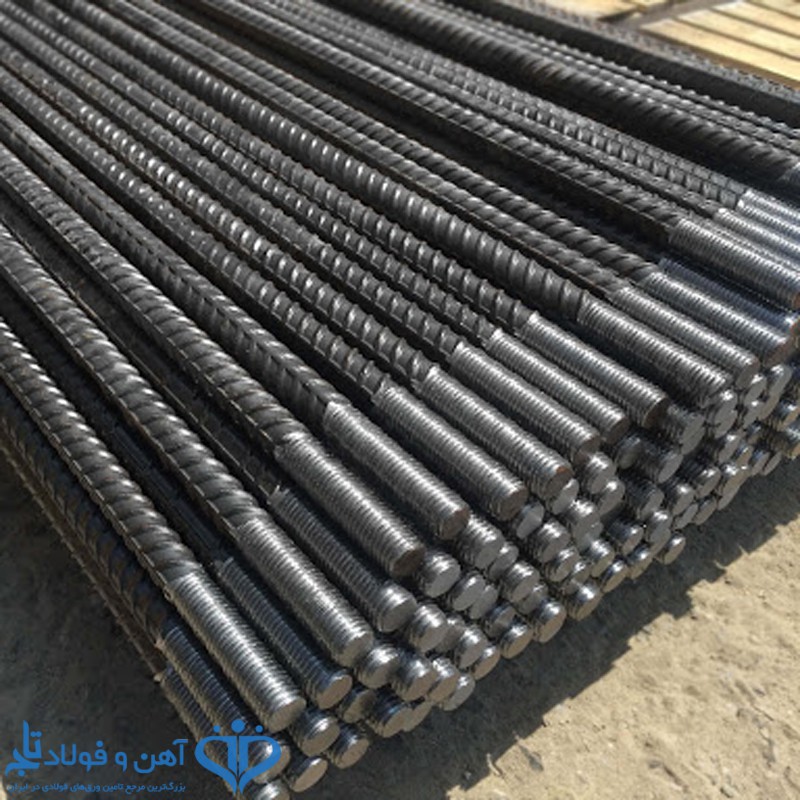 Подумайте о соединении болтами двух стальных стержней. Когда гайка навинчивается на болт, гайка «свободно вращается» и легко вращается по всей длине резьбы. Поскольку стальные стержни сжаты вместе, гайка больше не вращается свободно, а оказывает сопротивление вращению или крутящему моменту.
Подумайте о соединении болтами двух стальных стержней. Когда гайка навинчивается на болт, гайка «свободно вращается» и легко вращается по всей длине резьбы. Поскольку стальные стержни сжаты вместе, гайка больше не вращается свободно, а оказывает сопротивление вращению или крутящему моменту.
Чем больше крутится гайка, тем больше сопротивление или крутящий момент. Дополнительный поворот гайки и ее ход по резьбе создают прижимную силу к стальным стержням. Увеличение крутящего момента частично компенсируется сжатием стальных стержней. При этом гайка пытается вытащить головку болта через отверстие в стержнях. Вытягивание болта или растяжение является ключевой частью успешного болтового соединения. Во многих высокотехнологичных приложениях мера силы зажима определяется удлинением или растяжением болта как более точным, чем показание крутящего момента. Прочность на растяжение стального вала, болта в этом примере и его удлинение более стабильны, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика плотность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение тугих соединений является результатом приложения нагрузок, которые деформируют или растягивают соединительные детали.
Прочность на растяжение стального вала, болта в этом примере и его удлинение более стабильны, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика плотность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение тугих соединений является результатом приложения нагрузок, которые деформируют или растягивают соединительные детали.
Теперь, используя информацию, которую мы только что рассмотрели, давайте объясним, что происходит при затягивании конического резьбового соединения трубы. Точно так же, как болт и гайка, до тех пор, пока не возникнет прижимное усилие, коническая резьба «свободно вращается» до тех пор, пока не исчезнет зазор между наружной и внутренней резьбой. По мере того, как два компонента заклиниваются вместе на большем количестве оборотов, внутренние силы увеличиваются.
Национальная трубная резьба имеет конусность 1¾°, что означает, что каждая наружная резьба немного больше в диаметре, чем предыдущая, а внутренняя резьба последовательно уменьшается. При трубной резьбе 1 дюйм угол конусности означает, что каждая соседняя резьба составляет 0,0055 дюйма или примерно толщину этой страницы, отличающуюся по диаметру. По мере того, как наружная и внутренняя резьбы поворачиваются за пределы «свободного хода», части заклиниваются вместе, в результате чего внутренняя резьба растягивается, а охватываемая слегка сжимается. Этот конус означает, что, когда резьба затягивается от руки, любое дополнительное заклинивание двух частей вызовет напряжение в охватывающих частях. Так как практически все материалы прочнее при сжатии, чем при растяжении. Даже если резьбовые части с наружной и внутренней резьбой имеют одинаковую прочность или материал, внутренняя часть будет растягиваться до разрушения до того, как охватываемая часть выйдет из строя при сжимающей нагрузке. . Помните, что герметичность соединения является результатом сопротивления материалов растяжению. Сталь обладает пределом прочности или сопротивлением растяжению примерно в семь раз больше, чем ПВХ, а это означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение, чем металлические фитинги.
При трубной резьбе 1 дюйм угол конусности означает, что каждая соседняя резьба составляет 0,0055 дюйма или примерно толщину этой страницы, отличающуюся по диаметру. По мере того, как наружная и внутренняя резьбы поворачиваются за пределы «свободного хода», части заклиниваются вместе, в результате чего внутренняя резьба растягивается, а охватываемая слегка сжимается. Этот конус означает, что, когда резьба затягивается от руки, любое дополнительное заклинивание двух частей вызовет напряжение в охватывающих частях. Так как практически все материалы прочнее при сжатии, чем при растяжении. Даже если резьбовые части с наружной и внутренней резьбой имеют одинаковую прочность или материал, внутренняя часть будет растягиваться до разрушения до того, как охватываемая часть выйдет из строя при сжимающей нагрузке. . Помните, что герметичность соединения является результатом сопротивления материалов растяжению. Сталь обладает пределом прочности или сопротивлением растяжению примерно в семь раз больше, чем ПВХ, а это означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение, чем металлические фитинги.
Диаметр шага
Это означает, что при каждом обороте после затягивания пальца или «свободного хода» охватывающая часть растягивается больше, чем охватываемая сжимается. Наибольшее напряжение, развиваемое в резьбовом соединении конической трубы, приходится на диаметр делительной части.
Делительный диаметр — это точка, которая находится посередине между основанием и вершиной резьбы. Именно на делительном диаметре в резьбовом соединении начинается любая трещина или разрушение, которые затем распространяются наружу через стенку фитинга. Поскольку трещина возникает на делительном диаметре, любая дополнительная толщина стенки компонента с внутренней резьбой мало защищает от чрезмерного затягивания.
Чтобы понять, почему самые высокие нагрузки приходятся на диаметр делительной части, мы должны увидеть, как распределяются нагрузки от заклинивания. Для этого примера возьмем трубную резьбу 1 дюйм! Деформация — это изменение диаметра при каждом обороте резьбового соединения, в этом примере диаметр делителя увеличивается на 0,0055 дюйма за каждый полный оборот. Поскольку средний диаметр на конце внутренней резьбы составляет 1,230, а диаметр увеличивается на 0,0055 дюйма на каждый оборот, это дает деформацию 0,00447 дюйма на дюйм. Принимая во внимание, что изменение делительного диаметра на внешней стенке фитинга с размером 1,673 будет равно 0,00329.дюйм/дюйм
Поскольку средний диаметр на конце внутренней резьбы составляет 1,230, а диаметр увеличивается на 0,0055 дюйма на каждый оборот, это дает деформацию 0,00447 дюйма на дюйм. Принимая во внимание, что изменение делительного диаметра на внешней стенке фитинга с размером 1,673 будет равно 0,00329.дюйм/дюйм
Обратите внимание, что растяжение по внешнему диаметру охватывающей части меньше, чем по делительному диаметру, показывая, где находится наибольшая деформация. Напряжение или растягивающее напряжение — это сила, создаваемая развиваемой деформацией, умноженная на сопротивление материала для увеличения, в данном случае ПВХ. Поскольку сопротивление растяжению или модуль упругости ПВХ составляет 400 000 фунтов на квадратный дюйм. Это означает, что нагрузка на эту резьбовую часть диаметром 1 дюйм на делительном диаметре составляет; 0,00447 x 400 000 или 1788 фунтов на кв. дюйм/оборот. Таким образом, с ПВХ, имеющим прочность на растяжение 7000 фунтов на квадратный дюйм, легко увидеть, что всего несколько оборотов после затяжки вручную или «свободного хода» могут привести к выходу фитингов из ПВХ из строя. Если мы затянем соединение 3.9закручивая вручную, мы превышаем прочность ПВХ и вызываем его растрескивание.
Если мы затянем соединение 3.9закручивая вручную, мы превышаем прочность ПВХ и вызываем его растрескивание.
Правильный способ сборки резьбового соединения из ПВХ — сортамент 40 или 80 — затяжка от руки плюс один-два оборота — не более. Два оборота после затяжки от руки плюс напряжение системного давления находятся в пределах предела прочности на растяжение однодюймового ПВХ. Рабочее давление трубы из ПВХ основано на уровне напряжения 2000 фунтов на квадратный дюйм. Это означает, что 1-дюймовое резьбовое соединение с внутренней резьбой подвергается кольцевому напряжению 7364 фунтов на квадратный дюйм при затяжке всего на три оборота после затяжки от руки и ниже при номинальном рабочем давлении трубы. Как видите, в этом случае соединение находится на грани сбоя.
(1788 фунтов на квадратный дюйм x 3) + 2000 фунтов на квадратный дюйм = 7364 фунтов на квадратный дюйм
В таблице ниже показано напряжение на один оборот, количество оборотов до разрушения и деформация, возникающая в соединениях трубной резьбы другого размера. Важно отметить, что наиболее распространенные резьбовые соединения размером менее 1 дюйма могут сломать фитинг из ПВХ с внутренней резьбой всего за несколько оборотов после затяжки вручную.
Важно отметить, что наиболее распространенные резьбовые соединения размером менее 1 дюйма могут сломать фитинг из ПВХ с внутренней резьбой всего за несколько оборотов после затяжки вручную.
Как же, спросите вы, правильно сделать пластиковое фитинговое соединение? Во-первых, мы должны признать, что часть с внутренней резьбой должна быть самой прочной. Если соединение изготовлено из различных материалов, таких как металл и ПВХ, то часть с наружной резьбой должна быть пластиковой, чтобы обеспечить наименьшую вероятность разрушения соединения. Если соединение полностью пластиковое и используется резьбовой герметик, его химический состав должен быть совместим с используемыми материалами. Так как герметик или ленты, содержащие тефлон ® уменьшают трение, они маскируют нагрузки и напряжения, возникающие во время процесса затяжки. Из-за зазора между основанием или впадиной и вершинами сопрягаемой резьбы имеется небольшой спиральный путь утечки, который удлиняет резьбовое соединение.
