Резец для нарезания резьбы внутренней: Купить резец резьбовой для внутренней резьбы ГОСТ 18885-73 ВК8 10х10х120
Содержание
Резец токарный по металлу (ГОСТ
Резец токарный по металлу (ГОСТ — 18885-73), цены и характеристики — РИНКОМ
Главная
Инструменты
Резцы токарные
Резец токарный по металлу
18885-73
18885-73
По умолчанию
- По умолчанию
- По наименованию
- По цене
- По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 18885-73
Резец резьбовой 12х12х140 Т5К10 для внутренней резьбы 2662-0003 66868 | 309 | 38 в наличии
| |
Резец резьбовой 12х12х140 ВК8 для внутренней резьбы 2662-0003 66867 | 406 | 30 в наличии
| |
Резец резьбовой 16х10х100 ВК8 для наружней резьбы 2660-0001 66869 | 314 | 48 в наличии
| |
Резец резьбовой 16х10х100 Т15К6 для наружней резьбы 2660-0001 66870 | 314 | 61 в наличии
| |
Резец резьбовой 16х16х170 Т15К6 для внутренней резьбы 2662-0005 66872 | 359 | 39 в наличии
| |
Резец резьбовой 16х16х170 Т5К10 для внутренней резьбы 2662-0005 66873 | 359 | 55 в наличии
| |
Резец резьбовой 16х16х170 ВК8 для внутренней резьбы 2662-0005 66871 | 281 360 | 57 в наличии
| |
Резец резьбовой 20х12х120 ВК8 для наружней резьбы 2660-0003 108141 | 461 | 90 в наличии
| |
Резец резьбовой 20х12х120 Т5К10 для наружней резьбы 2660-0003 140383 | 461 | 200 в наличии
| |
Резец резьбовой 20х16х120 ВК8 для наружней резьбы 2660-0005 109755 | 461 | 388 в наличии
| |
Резец резьбовой 20х16х120 Т15К6 для наружней резьбы 2660-0005 109756 | 461 | 418 в наличии
| |
Резец резьбовой 20х16х120 Т5К10 для наружней резьбы 2660-0005 109757 | 461 | 400 в наличии
| |
Резец резьбовой 20х20х200 Т5К10 для внутренней резьбы 2662-0007 66876 | 441 | 68 в наличии
| |
Резец резьбовой 20х20х200 Т15К6 для внутренней резьбы 2662-0007 66875 | 441 | 39 в наличии
| |
Резец резьбовой 20х20х200 ВК8 для внутренней резьбы 2662-0007 66874 | 447 | 28 в наличии
| |
Резец резьбовой 25х16х170 ВК8 для наружней резьбы 2660-0005 66877 | 464 | 74 в наличии
| |
Резец резьбовой 25х16х140 ВК8 для внутренней резьбы 2660-0005 108142 | 479 | 111 в наличии
| |
Резец резьбовой 25х16х170 Т15К6 для наружней резьбы 2660-0005 66878 | 464 | 69 в наличии
| |
Резец резьбовой 25х16х170 Т5К10 для наружней резьбы 2660-0005 108143 | 479 | 21 в наличии
| |
Резец резьбовой 25х16х140 Т5К10 для внутренней резьбы 2660-0005 108144 | 479 | 61 в наличии
| |
Резец резьбовой 25х16х140 Т15К6 для внутренней резьбы 2660-0005 108145 | 479 | 36 в наличии
| |
Резец резьбовой 25х25х240 Т5К10 для внутренней резьбы 2662-0009 79374 | 758 | 17 в наличии
| |
Резец резьбовой 25х25х240 ВК8 для внутренней резьбы 2662-0009 108146 | 784 | 75 в наличии
| |
Резец резьбовой 25х25х240 Т15К6 для внутренней резьбы 2662-0009 108147 | 784 | 69 в наличии
| |
Резец резьбовой 32х20х170 Т15К6 для наружней резьбы 2660-0007 66879 | 594 | 21 в наличии
| |
Резец резьбовой 32х20х170 Т5К10 для наружней резьбы 2660-0007 66880 | 594 | 16 в наличии
| |
Резец резьбовой 32х20х170 ВК8 для наружней резьбы 2660-0007 108148 | 615 | 64 в наличии
|
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Резец токарный по металлу
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Виды отверток
Ширина фрезерования
Глубина фрезерования: принципы и расчеты
Как нарезать резьбу клуппом?
Фрезерование уступов и пазов
Клупп для нарезания резьбы
Автомобильная резьба: разновидности и способы определения
Токарная резьба
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Резцы резьбовые для внутренней резьбы, резцы резьбовые для внутренней резьбы, резьбонарезной резец
8-812-309-89-91
Обратный звонок
| Ваш регион: Москва Изменить |
|
Увеличить изображение
Характеристика и цены
Описание
|
 50 руб
50 рубВ нашем интернет-магазине можно купить резцы резьбовые для внутренней резьбы,оптом и в розницу по низкой цене Резьбонарезной резец
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение!
Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического
лица
Спасибо за ваше обращение!
Наш оператор в скором времени свяжется с вами.
Ok
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker — Приложение !
Приложение Machineseeker для iPhone и Android .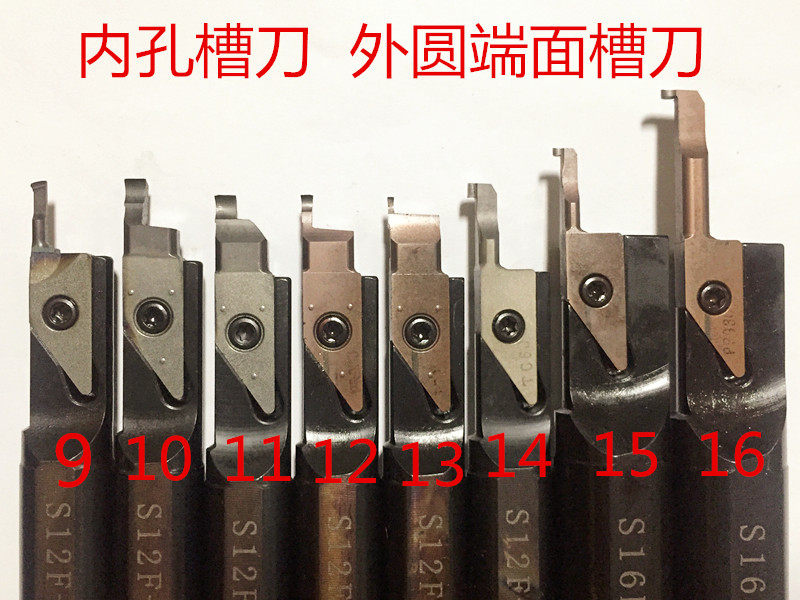
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины:
Топ 200
-1к
-2к
-3k
-4k
-5к
-6к
-7к
-8k
-9к
-10к
-11к
-12к
-13к
-14k
-15к
-16к
-17к
-18k
-19к
-20к
-21k
-22k
-23k
-24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
Указанные товарные знаки принадлежат их соответствующим владельцам.
Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
© 1999-2022 Machineseeker Group GmbH
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
Какие существуют методы обработки внутренней резьбы?
Нарезание резьбы — это метод обработки различных внутренних и наружных резьб с помощью инструментов для нарезания резьбы. Нарезка резьбы является наиболее эффективным и экономичным методом обработки деталей с резьбой.
Каковы методы обработки внутренней резьбы?
Обработка резьбы или производство относится к процессу или производству механической обработки большого количества деталей с резьбой с помощью автоматического многоосевого инструмента. Методы обработки внутренней резьбы включают нарезание резьбы, экструзию, фрезерование, токарную обработку и шлифование.
Нарезание внутренней резьбы:
Нарезание резьбы — это эффективный и часто используемый метод обработки. Нарезание резьбы представляет собой непрерывный процесс резки, при котором материал заготовки отрезается последовательно расположенными режущими кромками. Окончательный размер резьбы можно получить за один проход. Метчики специально изготавливаются в соответствии с большим диаметром, меньшим диаметром и делительным диаметром резьбы. Поскольку метчики должны выполнять черновую и чистовую обработку за один проход, необходимо эффективно удалить большое количество стружки, которая может создавать избыточное давление, что может привести к проблемам с качеством резьбы или повреждению метчика. Метчики со спиральными канавками имеют канавки с переменным шагом для превосходного контроля над стружкодроблением.
При нарезании резьбы особое внимание следует уделять контролю над стружкодроблением. При обработке материалов заготовок с низкой твердостью, высокой вязкостью и легкообрабатываемыми длинными полосами стружки. Эти нити стружки могут образовывать комки вокруг метчика или накапливаться в канавках, вызывая поломку метчика в отверстии. Алюминий, углеродистая сталь и нержавеющая сталь серии 300 часто являются наиболее сложными материалами для контроля стружки. Метчики могут обрабатывать практически любой материал заготовки с твердостью ниже HRC50, а некоторые метчики могут обрабатывать даже материалы заготовки с твердостью до HRC65.
Эти нити стружки могут образовывать комки вокруг метчика или накапливаться в канавках, вызывая поломку метчика в отверстии. Алюминий, углеродистая сталь и нержавеющая сталь серии 300 часто являются наиболее сложными материалами для контроля стружки. Метчики могут обрабатывать практически любой материал заготовки с твердостью ниже HRC50, а некоторые метчики могут обрабатывать даже материалы заготовки с твердостью до HRC65.
Размер пор — еще один фактор, который необходимо учитывать. Большинство конечных пользователей могут нарезать отверстия диаметром менее 16 мм. Если диаметр отверстия превышает 16 мм, они столкнутся с проблемой, достаточно ли мощности станка для поворота метчика. Когда диаметр резьбового отверстия меньше 6,35 мм, из-за ограниченного пространства для стружки и низкой прочности метчика малого диаметра процесс нарезания резьбы подвержен проблемам.
Кроме того, длина внутренней резьбы, которую может обрабатывать метчик, обычно может превышать ее диаметр более чем в 3 раза. Для резьбы с глубокими отверстиями метчики, как правило, работают быстрее, чем однозубые резьбофрезы. Если стружка успешно удалена из отверстия, резьбовое отверстие можно нарезать на глубину, допускаемую конструкцией метчика. Поскольку диаметр и шаг фиксированы, метчик не может обрабатывать резьбовые отверстия с разными характеристиками. Поскольку площадь контакта между метчиком и стенкой отверстия во время нарезания резьбы большая, и будет создаваться большое усилие резания, метчик может сломаться и застрять в отверстии, что приведет к поломке заготовки. Нарезание резьбы предъявляет высокие требования к смазочным материалам для эффективного завершения механической обработки.
Для резьбы с глубокими отверстиями метчики, как правило, работают быстрее, чем однозубые резьбофрезы. Если стружка успешно удалена из отверстия, резьбовое отверстие можно нарезать на глубину, допускаемую конструкцией метчика. Поскольку диаметр и шаг фиксированы, метчик не может обрабатывать резьбовые отверстия с разными характеристиками. Поскольку площадь контакта между метчиком и стенкой отверстия во время нарезания резьбы большая, и будет создаваться большое усилие резания, метчик может сломаться и застрять в отверстии, что приведет к поломке заготовки. Нарезание резьбы предъявляет высокие требования к смазочным материалам для эффективного завершения механической обработки.
Экструзия внутренней резьбы:
Путем переноса материала заготовки экструдированные метчики могут обрабатывать внутреннюю резьбу до 4-кратного диаметра. Поскольку стружка не образуется, нет необходимости беспокоиться об образовании комков стружки. Однако экструзионная обработка резьбы требует, чтобы твердость заготовки была ограничена ниже HRC40. Кроме того, из-за необходимости переноса материала материал заготовки должен обладать хорошей пластичностью. Экструзионные метчики обычно меньше 19мм в диаметре и может быть всего 0,5 мм. Чем больше диаметр метчика, тем больше сила трения, возникающая при обработке, и тем выше потребляемая мощность станка.
Кроме того, из-за необходимости переноса материала материал заготовки должен обладать хорошей пластичностью. Экструзионные метчики обычно меньше 19мм в диаметре и может быть всего 0,5 мм. Чем больше диаметр метчика, тем больше сила трения, возникающая при обработке, и тем выше потребляемая мощность станка.
По сравнению с режущими метчиками экструдированные метчики более жесткие и с меньшей вероятностью ломаются. Давление, действующее на режущий метчик, является тангенциальной силой через его многоугольную поверхность, в то время как давление, действующее на метчик для экструзии, представляет собой радиальную силу, направленную к центру метчика, и, следовательно, намного больше тангенциальной силы.
Прессованная резьба прочнее, чем обработанная резьба, потому что экструдированные метчики формируют резьбу, сжимая зернистую структуру материала заготовки. По сравнению с нарезанием резьбы, экструзионное нарезание резьбы требует, чтобы станок имел больший крутящий момент и мощность, более высокие требования к стабильности зажима заготовки, а усилие, необходимое для переноса материала заготовки, больше, чем при резке материала заготовки. Требования к точности сверления отверстий под винты также выше.
Требования к точности сверления отверстий под винты также выше.
Однако экструдированные нити неприемлемы в медицинской и аэрокосмической промышленности. Малый диаметр резьбы, формируемой экструзионным нарезанием резьбы, является дефектом, а аэрокосмическая промышленность не допускает острий при малом диаметре резьбы. Однако этот дефект не влияет на прочность резьбы на растяжение, поэтому она до сих пор широко используется для деталей общего назначения.
Фрезерование внутренней резьбы:
Резьбофрезы используют винтовую интерполяцию для нарезания внутренней и внешней резьбы, а большинство станков с ЧПУ имеют функцию фрезерования резьбы. Резьбофрезерование можно выполнять цельными твердосплавными резьбовыми фрезами или резьбовыми фрезами со сменными пластинами. Резьбовые фрезы с несколькими зубьями могут нарезать резьбу на всю глубину за один оборот вокруг отверстия, в то время как резьбовые фрезы с одним зубом имеют режущие кромки только с одной стороны, поэтому они могут нарезать только одну резьбу за раз. Однако большинство резьбовых фрез имеют несколько зубьев.
Однако большинство резьбовых фрез имеют несколько зубьев.
Резьбофрезерование подходит для обработки материалов с твердостью ниже HRC65 и обладает превосходной универсальностью. Различные материалы заготовок обычно можно обрабатывать с помощью одной или двух резьбовых фрез с покрытием. Контроль над стружкодроблением при резьбофрезеровании менее сложен, а резьбофрезерование представляет собой прерывистое резание. Сломанная короткая стружка может образовываться независимо от характеристик материала заготовки. Резьбовые фрезы охватывают широкий диапазон размеров обработки, от резьбы калибра 0–80 до резьбы самого большого диаметра. Оптимальная глубина отверстия, подходящая для резьбофрезерования, должна находиться в пределах примерно 2,5 диаметра отверстия. Сила резания резьбофрезерования не сбалансирована. Если длина фрезерования слишком велика, большая радиальная сила резания создаст большое боковое давление. Это вызовет такие проблемы, как отклонение фрезы, выкрашивание режущей кромки и т. д., и может даже привести к поломке фрезы небольшого размера.
д., и может даже привести к поломке фрезы небольшого размера.
Однако резьбовые фрезы с одним зубом могут обрабатывать более глубокие резьбовые отверстия, даже в 20 раз превышающие глубину отверстия. Поскольку все резание происходит на конце фрезы, нет проблем с отклонением инструмента. Фрезерование резьбы имеет много преимуществ. Однозубая фреза может обрабатывать ряд резьбовых отверстий с одинаковым шагом и разными диаметрами, в то время как однозубая фреза может обрабатывать отверстия с несколькими шагами и диаметрами. Кроме того, одной резьбовой фрезой можно обрабатывать как глухие, так и сквозные отверстия, а также обрабатывать как правую, так и левую резьбу. Поскольку резьбовая фреза имеет плоское дно, она может нарезать всю резьбу почти у дна глухого отверстия. Даже если фреза сломается, маловероятно, что деталь будет утилизирована, а резьбовую фрезу можно комбинировать с другими инструментами для проделывания отверстий, чтобы сформировать составной инструмент.
Резьбовые фрезы с плоским дном производят полную резьбу на дне глухих отверстий. Фрезерование резьбы имеет большее время цикла, чем нарезание резьбы метчиком. Поскольку фрезерование резьбы требует специального программирования, некоторые пользователи могут не захотеть использовать этот метод обработки. Но такого рода программы несложны и могут быть скомпилированы с помощью многих программ для программирования ЧПУ. Некоторые компании по-прежнему предпочитают нарезание резьбы, потому что они не хотят, чтобы оператор вмешивался в процесс, а резьбофрезерование требует от оператора некоторых компенсирующих регулировок станка. Диаметр фрезы будет постепенно уменьшаться из-за нормального износа, и для поддержания надлежащего размера обработки оператор должен компенсировать износ инструмента путем регулировки. Необходимо измерить допуск резьбы и отрегулировать параметры обработки в соответствии с измеренной величиной износа. Оператор может только регулярно проверять резьбу с помощью калибра. Если результат проверки неудовлетворителен, кран необходимо заменить.
Фрезерование резьбы имеет большее время цикла, чем нарезание резьбы метчиком. Поскольку фрезерование резьбы требует специального программирования, некоторые пользователи могут не захотеть использовать этот метод обработки. Но такого рода программы несложны и могут быть скомпилированы с помощью многих программ для программирования ЧПУ. Некоторые компании по-прежнему предпочитают нарезание резьбы, потому что они не хотят, чтобы оператор вмешивался в процесс, а резьбофрезерование требует от оператора некоторых компенсирующих регулировок станка. Диаметр фрезы будет постепенно уменьшаться из-за нормального износа, и для поддержания надлежащего размера обработки оператор должен компенсировать износ инструмента путем регулировки. Необходимо измерить допуск резьбы и отрегулировать параметры обработки в соответствии с измеренной величиной износа. Оператор может только регулярно проверять резьбу с помощью калибра. Если результат проверки неудовлетворителен, кран необходимо заменить.
Точение внутренней резьбы:
Другой способ обработки внутренней резьбы — на многошпиндельном станке или токарном станке со сменной пластиной или встроенным мини-расточным инструментом. Эта обработка может выполняться пластинами с одним или несколькими зубьями. Многозубые пластины имеют несколько зубьев на каждой режущей кромке, причем каждый последующий зуб имеет большую глубину резания, чем предыдущий. Использование многозубых пластин сокращает количество проходов, необходимых для завершения процесса нарезания резьбы. Однако многозубые пластины дороже, поэтому они более выгодны для массового производства, а не для мелкосерийной обработки.
Эта обработка может выполняться пластинами с одним или несколькими зубьями. Многозубые пластины имеют несколько зубьев на каждой режущей кромке, причем каждый последующий зуб имеет большую глубину резания, чем предыдущий. Использование многозубых пластин сокращает количество проходов, необходимых для завершения процесса нарезания резьбы. Однако многозубые пластины дороже, поэтому они более выгодны для массового производства, а не для мелкосерийной обработки.
Пластины для точения резьбы могут обрабатывать как внутреннюю, так и внешнюю резьбу. Внутренние резьбы можно натачивать с помощью встроенных расточных инструментов. При точении резьбы с помощью инструмента с одним зубом пользователь может использовать пластину с полным или частичным профилем, которая может обрабатывать полный профиль резьбы. Обработка этой пластиной требует отдельной пластины для каждого шага.
Полнопрофильные пластины позволяют нарезать более прочную и точную резьбу за меньшее количество проходов, чем неполные пластины, потому что пластина может одновременно производить большой, вспомогательный и средний диаметры резьбы. Резьба, наточенная некоторыми профильными вставками, не имеет вершины, а некоторые профильные вставки имеют только один зуб, поэтому резьбу с разным шагом можно обрабатывать с разной глубиной резания. Эта резьба имеет острый радиус вершины, что снижает прочность грубой резьбы и требует больше времени для машины.
Резьба, наточенная некоторыми профильными вставками, не имеет вершины, а некоторые профильные вставки имеют только один зуб, поэтому резьбу с разным шагом можно обрабатывать с разной глубиной резания. Эта резьба имеет острый радиус вершины, что снижает прочность грубой резьбы и требует больше времени для машины.
Токарная обработка резьбы с помощью сменных инструментов может выполняться в широком диапазоне размеров, от самого большого диаметра до резьбовых отверстий размером всего 6 мм. Отверстия под винты диаметром менее 6 мм необходимо обрабатывать твердосплавными инструментами, а минимальный обрабатываемый диаметр может достигать около 1,25 мм. Резьбонарезные инструменты со стальным хвостовиком подходят для обработки отверстий под винты глубиной не более чем в 3 раза больше диаметра отверстия, а резьбонарезные инструменты с твердосплавным хвостовиком позволяют обрабатывать отверстия глубиной в 4-5 раз больше диаметра отверстия. дыра. Точение резьбы также может обрабатывать заготовки из различных материалов, а также нарезание резьбы на заготовках или суперсплавах с твердостью HRC50. Однако из-за высокой твердости и абразивности этих материалов срок службы инструмента может быть сокращен.
Однако из-за высокой твердости и абразивности этих материалов срок службы инструмента может быть сокращен.
Шлифование внутренней резьбы:
Шлифование резьбы — это высокоточный метод обработки и эффективный выбор для прецизионной внутренней резьбы с жесткими допусками. На шлифовальном станке можно обрабатывать различные внутренние резьбы, канавки, кольца подшипников и другие детали. Типичные детали, которые можно обрабатывать с помощью шлифовального станка для внутренней резьбы, включают калибры-кольца с резьбой, роликовые гайки, шариковые винты и многое другое.
Для шлифования внутренней резьбы требуются специальные шлифовальные станки. Для шлифования резьбы с точным профилем зубьев установочное положение шлифовального круга станка должно быть наклонено в соответствии с углом подъема резьбы, для чего требуется ось вращения, а у большинства шлифовальных станков общего назначения это условие отсутствует. . Можно использовать метод параллельного шлифования по оси А, а модифицированный многозубый шлифовальный круг вставляется непосредственно в заготовку для шлифования внешней резьбы, но для шлифования внутренней резьбы требуется однозубый шлифовальный круг, установленный на оси А в соответствии с к углу спирали.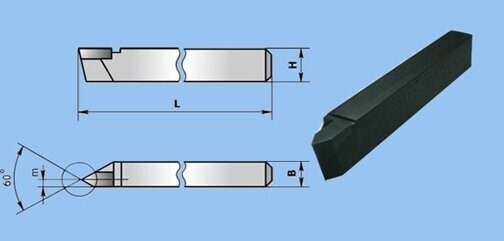
Внутренний диаметр шлифования резьбы с большей экономичностью обработки обычно составляет 10-525 мм. Эмпирическое правило для шлифования внутренней резьбы с глубокими отверстиями заключается в том, что отношение длины к диаметру вала шлифовального круга не должно превышать 7:1. Проблема при шлифовании внутренней резьбы с глубоким отверстием заключается в взаимном ограничении между углом наклона спирали и диаметром отверстия. По мере увеличения длины резьбы и уменьшения диаметра отверстия становится трудно шлифовать заготовку с большим углом наклона спирали, поскольку ось шлифования с большей вероятностью сталкивается с заготовкой. Стружкодробление при шлифовании внутренней резьбы включает промывку зоны шлифования охлаждающей жидкостью. Кроме того, из-за ограниченного пространства во внутреннем отверстии довольно сложно обеспечить попадание охлаждающей жидкости в зону шлифования в направлении вращения шлифовального круга, не препятствуя попаданию шлифовального круга и шлифовального вала в маленькое отверстие.
