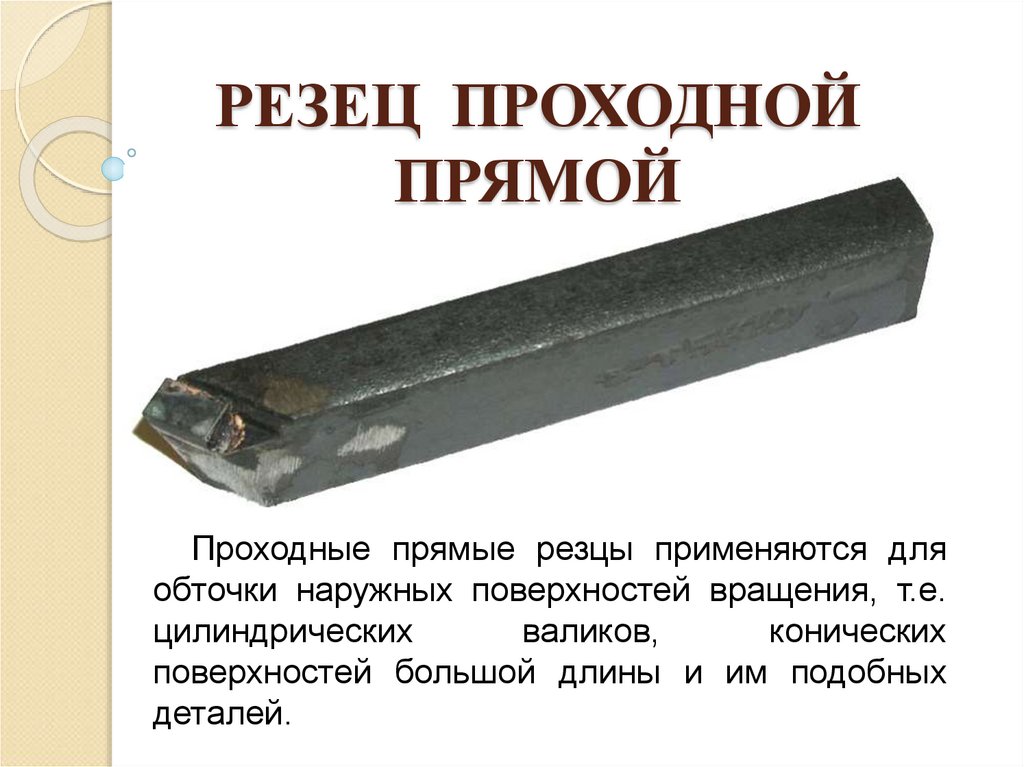
Резец прямой проходной углы: Резец проходной прямой 25*16*140 Т15К6 ГОСТ 18878-73 купить по выгодной цене
Содержание
Резцы
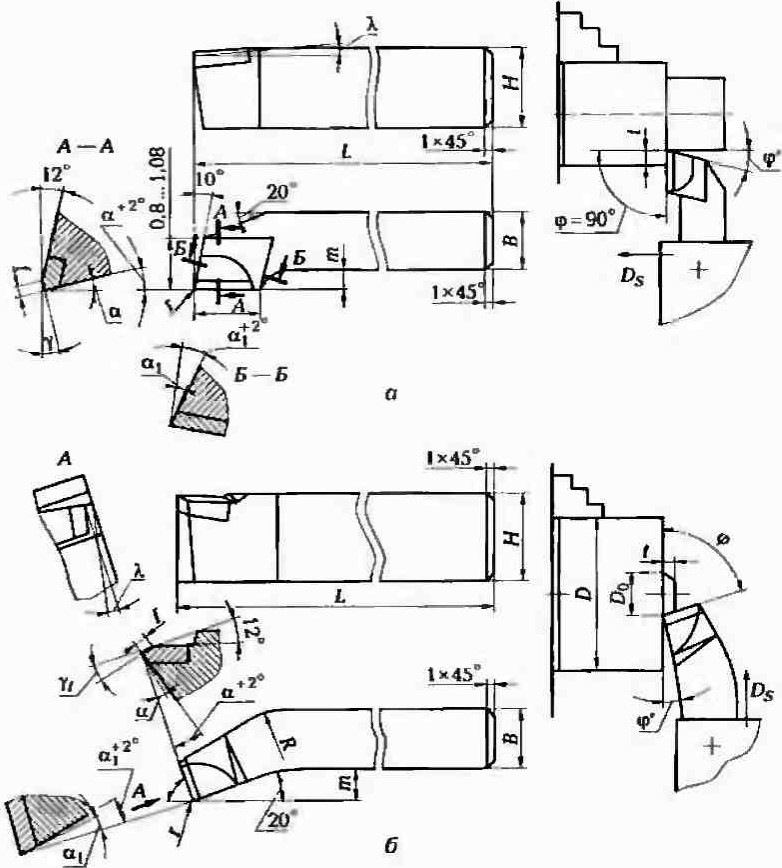
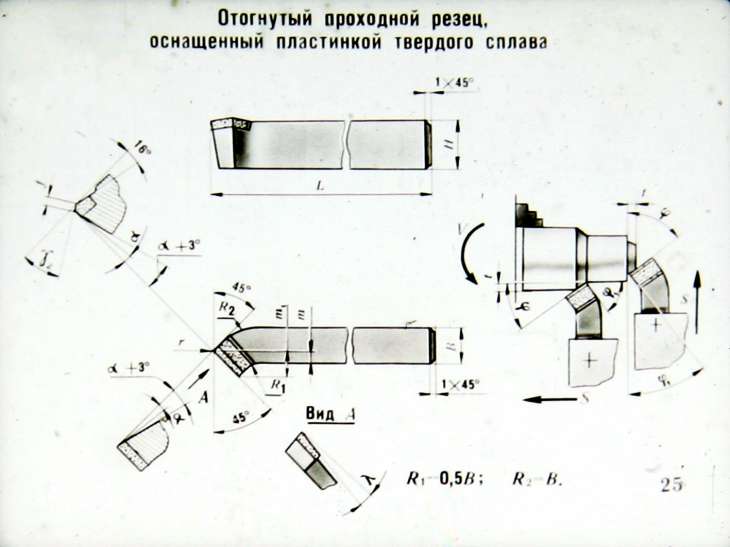
1.Резцы токарные проходные отогнутые, основные размеры
из быстрорежущей стали ГОСТ 18868-73
Таблица 1
Сечение
резца
,
h×b
L
m
16×10
20×12
25×16
32×20
40×25
100
120
140
170
20
7
8
11
14
18
с пластинами из твердого сплава ГОСТ 18877-73
Таблица 2
Сечение
резца
,
h×b
L
m
16×10
20×12
25×16
32×20
40×25
50×32
50×40
100
120
140
170
200
240
240
6
7
10
13
16
18
23
2. Резцы токарные проходные прямые с углом в плане φ равном 45, 60, и 75°, ГОСТ 18878-73, основные размеры
Таблица 3
Сечение
резца
,
hЧb
L
m
при угле в
плане
φ
45
60
75
16×10
16×10
20×12
20×12
25×16
25×16
30×20
30×20
40×25
40×25
100
100
120
120
140
140
170
170
200
200
6
—
7
—
9,0
—
12,0
—
14,0
—
—
4,5
—
—
—
7,0
—
9,0
—
11,0
—
—
—
3,0
—
—
—
—
—
—
3. Резцы токарные проходные упорные, ГОСТ 18879-73, основные размеры
Угол врезки пластины 10˚
Таблица 4
Сечение
резца
,
h×b
L
m
R
16×10
20×12
25×16
32×20
40×25
50×32
110
120
140
170
200
240
4
6
8
10
12
14
0,4
0,4
0,4
0,8
0,8
1,2
Угол врезки 0˚
Таблица 5
Сечение
резца
,
h×b
16×10
20×12
25×16
32×20
40×25
50×32
L
m
R
110
4
0,4
120
6
0,4
140
8
0,4
170
10
0,8
200
12
0,8
240
14
1,2
4. Резцы подрезные отогнутые, ГОСТ 18880-73, основные размеры
Угол врезки пластины 10˚
Таблица 6
Сечение
резца
,
h×b
L
m
R
16×10
20×12
25×16
32×20
40×25
50×32
110
120
140
170
200
240
5
6
8
10
12
14
0,4
0,4
0,4
0,8
0,8
0,8
Угол врезки пластины 0˚
Таблица 7
Сечение
резца
,
h×b
16×10
20×12
25×16
32×20
40×25
50×32
L
m
R
110
5
0,4
125
6
0,4
140
8
0,4
170
10
0,8
200
12
0,8
240
14
0,8
5. Резцы токарные подрезные с пластинами типа 43, ГОСТ 2379-77, из быстрорежущей стали, ГОСТ 18871-73, основные размеры
Таблица 8
Сечение
резца
,
h×b
L
m
16×10
20×12
25×16
32×20
40×25
100
120
140
170
200
4
5
6
8
12
6. Резцы токарные расточные для обработки сквозных отверстий, ГОСТ 18882-73, основные размеры
Таблица 9
Сечение
резца,
h×b
L
l
d
m
D
наим. отверстия
16×12
170
80
—
6,0
40
16×16
120
25
8
3,5
14
20×16
200
100
—
8,0
55
20×20
140
40
12
5,5
21
25×20
240
120
14
10,0
70
32×25
280
160
—
12,0
80
40×32
300
180
—
16,0
110
Таблица 10
Сечение
резца,
h×b
16×12
20×16
32×25
L
l
d
m
D
наим. отверстия
170
80
—
6
40
200
100
—
8
55
280
160
—
12
80
7. Резцы токарные расточные для обработки глухих отверстий, ГОСТ 18883-73, основные размеры
Таблица 11
Сечение
резца
h×b
12×112
16×16
40×32
L
l
d
m
D
наим. отверстия
100
20
6
2,5
10
120
25
8
3,5
14
300
180
—
16
110
Таблица 12
Сечение
резца,
h×b
16×12
20×16
32×25
L
l
d
m
D
наим. отверстия
170
80
—
6
40
200
100
—
8
55
280
160
—
12
80
8. Резцы токарные резьбовые для нарезания наружной резьбы, ГОСТ 18876-73, основные размеры.
Таблица 13
Сечение
резца,
h×b
L
l
m
Шаг резьбы,
P
Резцы типа 1 для метрической
резьбы с углом в плане 59˚
30΄
16×10
100
40
1,5
0,5-2,5
Резцы типа 3 для трапецеидальной резьбы с углом в плане 30˚
20×12
120
40
3
2
9. Резцы токарные резьбовые для нарезания резьбы в отверстиях ГОСТ 18885-73, основные размеры
Резцы типа 2 для метрической резьбы с углом в плане 60˚
Таблица 14
Сечение
резца
,
h×b
L
l
d
m
Шаг резьбы,
P
D
наим.
16×16
170
60
16
9
1. 5-4
30
Резцы типа 4 для трапецеидальной резьбы с углом в плане 30˚
Резцы с механическим креплением сменных пластин
Резец проходной SVVNN 1616H-12F с механическим креплением ISCAR
Резец проходной SVVBR 2525 М11-В1 с механическим креплением Sandvik
Резец проходной PCLNR 2525 M12 с механическим креплением Sandvik
Резец проходной MVJNR 2525M-16 с механическим креплением ISCAR
Резец проходной PRGNR 3225 P15 с механическим креплением Sandvik
Резец отрезной АР-416 с механическим креплением 20х20х150мм
Резец отрезной АР-589 с механическим креплением 25х25х80 мм автомат
Резец отрезной П38 08 с механическим креплением 32х32х170 мм левый
Резец отрезной 25х20х150 с механическим креплением пластин толщиной 5,5 мм
Резец подрезной отогнутый 20х20х150 с механическим треугольной пластины TNUM-220408 (2103-0695)
Резец проходной MРТNR 2020 K11 с механическим креплением пятигранной пластины 20х20х120 мм
Резец проходной прямой К. 01.4927 25х25х150 с механическим креплением квадратных пластин 03111-120408 ВОК-60,71 (SNGN-120408 ВОК-60,71) с углом 45 градусов, прижим сверху
Резец проходной прямой 25х25х150 с механическим креплением квадратной пластины 03111-120408 ВОК-60, SNUN-120408 ВОК-71 с углом 45 градусов, прижим сверху
Резец проходной прямой CSDNN 2525 M12 с механическим креплением квадратной пластины SNUN-120404 ВОК-60, SNUN-120408 ВОК-71 с углом 45 градусов, прижим сверху
Резец проходной отогнутый правый MPTNR 2020 K11 20х20х125 К11 с механическим пятигранной пластины PNUM-120408
Резец проходной с механическим креплением пятигранной пластины 24х20х120 мм (Т5К10)
Резец проходной с механическим креплением пластины ГЕКСАНИТ-Р (КОМПОЗИТ 10) 25х20х130
Резец расточной 25х20х170 РЭО 8100 с механическим креплением вставок эльбора-Р для обработки закаленной стали, высокопрочных чугунов и др. материалов твердостью до НЗС 60-64
Резец подрезной с мех. креплением ЭЛЬБОРОМ-Р (КОМПОЗИТ 01) 20х20х125 45 град. (10 вставок) РЭО 80.00.00
резец (державка L166F-2525-310) 25х25 с мех.креплением пластин (Sandvik)
резец (державка SSBCR1616M09) 16х16 с мех.креплением пластин (Sandvik)
резец (державка SSBCR1616H09 HG) 16х16 с мех.креплением пластин (Sandvik)
резец (державка SPEL 609.039 (611091R002) SU с мех. креплением пластин (Sandvik)
резец (державка SPEL 609.046 (6.1209 1L302) с мех.креплением пластин (Sandvik)
резец (державка SCLCR 09M S25T) с мех.креплением пластин (Sandvik)
резец (державка SCFCL 11 S16R) с мех.креплением пластин (Sandvik)
резец (державка CSDPN 2020K12) с мех.креплением пластин (Sandvik)
резец (державка CSKPR 2525M12) с мех.креплением пластин (Sandvik)
резец (державка R 142.0-20-161 340 129992 R1) с мех.креплением пластин (Sandvik)
Резцы контурные
Резец контурный PDJNTR 2020 K15 20х20х125 с механическим креплением ромбической пластины ВК8 с углом 55 градусов
резец контурный 20х20х125 с мех.кр. ромб. пластин ВК8 с углом 55º
резец контурный 25х25х125 с механическим креплением ромбических пластин Т15К6 с углом 63º
Резцы зуборезные
резец зуборезный 25х18х140 1ЗУБР КНБ со вставкой круглого сечения d 10х25мм оснащённая СТМ эльбором-Р, с верхним скосом 30º (композит 01)
резец зуборезный 25х18х140 1ЗУБР КНБ со вставкой круглого сечения d 10х25мм оснащённая СТМ эльбором-Р, с верхним скосом 30º (композит 01)
Угловой резак для фиброцемента | Malco Products
Угловой резак для фиброцемента | Малько Продукты | FCC7
перейти к содержанию
5 отзывов | Написать отзыв
Угловой резак Malco FCC7 для фиброцементного сайдинга, вырезает несколько углов фиброцементного сайдинга с гильотинной точностью. Никелированное лезвие с рукояткой с высоким рычагом требует меньшего усилия для получения чистых срезов с минимальным содержанием пыли в воздухе. Лезвие закреплено над большой гильотинной пластиной, чтобы обеспечить зазор для резки углов в 5/16 ″ (8 мм) плитах из фиброцемента шириной до 12 ″ (305 мм). Откидные ножки в нижней части ножниц действуют как опорные удлинители для операции резки. Эти опоры также позволяют устанавливать гильотину для фиброцемента на пильных коньках для дополнительной работы на уровне верстака.
Особенности
Обеспечивает чистый рез с минимальным количеством пыли.
Ручка с большим усилием требует меньшего усилия.
Долговечное никелированное лезвие.
Резак позволяет делать угловые разрезы.
Может устанавливаться на пилы для использования.
Технические характеристики
№ по каталогу
Описание
Вес нетто. фунты (кг)
FCC7
Угловой резак для фиброцемента
45 (20. 4)
Часто задаваемые вопросы
Как настроить гильотину для работы?
На гильотине на головке лезвия на заводе устанавливается зажим, который удерживает лезвие на месте во время транспортировки. Этот зажим необходимо удалить, чтобы гильотина работала. Выньте зажим из положения блокировки и расположите его позади лезвия, чтобы лезвие не открывалось слишком далеко во время использования. Зажим должен находиться в положении блокировки, когда гильотина не используется.
Ручка гильотины не будет установлена, когда она будет доставлена. Ручку можно быстро собрать с помощью двух болтов, поставляемых с завода. Ручка может оставаться установленной, так как клипса надежно зафиксирует всю ручку во время транспортировки.
В передней части основания есть две складные ножки. Эти ножки должны быть выдвинуты во время использования для устойчивости резака.
Как делать угловые разрезы?
Направляющая расположена так, чтобы облегчить выполнение пропилов под углом 90 градусов. Подрядчик должен использовать квадрат скорости для точного позиционирования ограждения на 9порезы 0 градусов. Ограничитель должен быть перемещен в сторону, ослабив ручку, при выполнении пропилов под углом, отличным от 90 градусов. Обратите внимание, что ограждение можно перемещать в любую сторону от лезвия, что позволяет сделать гильотину удобной как для левой, так и для правой руки.
Как пользоваться гильотиной?
Гильотина позволяет подрядчику использовать обычный процесс измерения и маркировки. Рекомендуется, чтобы подрядчик провел линию разреза на сайдинге, как обычно. Для достижения наилучших результатов подрядчику рекомендуется начинать резку с самой узкой стороны поля. Тем не менее, любой способ будет работать нормально, это зависит от подрядчика. Выровняйте отмеченную линию с лезвием и начните резать, подрядчик должен будет сделать несколько разрезов, перемещая материал вдоль основания гильотины. Обратите внимание, что резка готовой стороной вверх обеспечит наилучшие результаты.
Можно ли заточить лезвие?
Лезвие рассчитано на 12 000 резов (8 000 футов) по длине 8,25-дюймовых сайдинговых досок, затачивать гильотинное лезвие не рекомендуется.
В чем разница между гильотинами FCC7 и FCC4?
FCC7 делает прямые или любые угловые пропилы в фиброцементном сайдинге до 12 дюймов. Гильотина FCC4 делает прямые пропилы в 8-дюймовом фиброцементном сайдинге, который сегодня является самым популярным размером.
Есть ли у Malco несколько решений для резки фиброцементного сайдинга?
Malco также предлагает турбоножницы для резки фиброцементного сайдинга; доступна пневматическая версия и версия с навесным оборудованием. Версия с насадкой предназначена для использования с проводной или беспроводной дрелью на 14,4 В или выше. Турбоножницы предлагают уникальное решение для механической резки, при котором образуется минимальное количество пыли. Насадка Turbo Shear обеспечивает большую гибкость в работе, позволяя подрядчикам быстро преобразовать бур в ножницы для резки волокнистого цемента. Турбоножницы предлагают мощное решение для резки с минимальным количеством пыли.
Предложение Malco включает в себя три разных диска для циркулярной пилы для быстрой резки нескольких досок за один раз. Наши диски для циркулярных пил имеют меньше зубьев, что позволяет производить меньше пыли, чем другие диски.
Кроме того, Malco предлагает ручные ножницы для резки фиброцементного сайдинга. Ножница позволяет удобно обрезать как прямую, так и дугообразную форму, не требуя источника питания. Ножница предлагает гибкость с минимальным количеством пыли.
Имеются ли запасные части?
Нет, в настоящее время мы не предлагаем запасные части.
Загрузки
Гарантия:
Каталоги:
Мой отзыв об угловой фрезе для фиброцементного сайдинга
Отзывы
5 отзывов | Написать обзор
Написать отзыв
Любовь
Пользуюсь постоянно, мне нравится!
Отличный инструмент для фиброцементного сайдинга!
Делает чистый и быстрый срез. Требуется немного силы рук, но у меня не было проблем, а мне 80 лет.
Потрясающий
Это лучший резак на рынке для фиброцементных плит. Я бы не стал делать поперечные надрезы каким-либо другим способом
Резак Malco
Было немного сложно сделать длинные разрезы по фронтонам, но в остальном получилось отлично. Не нужно было беспокоиться о пыли, связанной с работой с фиброцементными изделиями.
Сэкономил мне много работы — сработало отлично
Как подрядчик по покраске, я часто занимаюсь заменой сайдинга и жесткой доски. Это делает мою работу намного проще, быстрее и аккуратнее. Это отличный продукт.
Вопросы? Обратная связь? работает на программном обеспечении для живого чата Olark
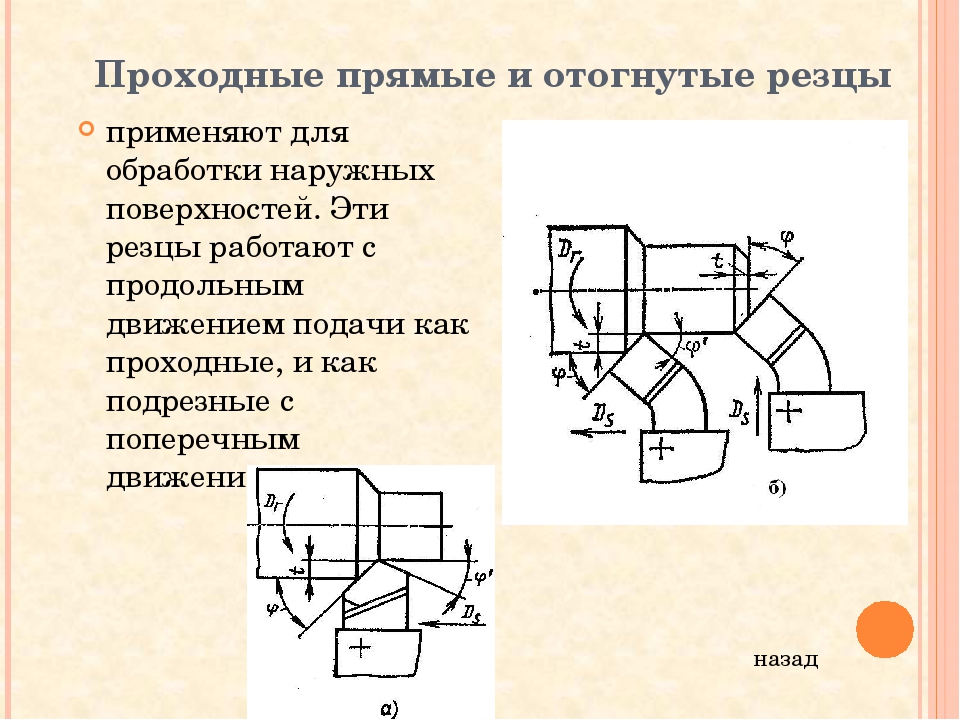
Знакомство с углом в плане
Торцевое фрезерование со сменными инструментами распространено в мастерских. Не нужно глубоко изучать предложения от поставщиков индексируемых инструментов, чтобы понять, что существует множество конструкций инструментов. Как выбрать правильный для приложения может быть сложной задачей. Однако, если понять влияние основных конструктивных особенностей торцевой фрезы, выбор подходящего корпуса фрезы становится намного проще.
Одной из таких характеристик является угол опережения инструмента. Угол опережения представляет собой угловой размер, измеряемый параллельно режущей кромке инструмента и поверхности изготавливаемой детали (рис. 1). Угол влияет на то, как работает инструмент, как его следует применять и как выглядит готовая деталь. Типичные углы опережения, доступные для стандартных инструментов, составляют 90°, 60°, 45° и 15°.
Рисунок 1: Угол опережения торцевой фрезы может иметь большое влияние на ее работу.
Расчеты
Стоит попытаться понять, как угол опережения влияет на направление сил резания (рис. 2). Генерируемые результирующие силы резания всегда реагируют в направлении, перпендикулярном режущей кромке. Математически, чтобы облегчить понимание этих сил, их можно разбить на два вектора: один в горизонтальном направлении и один в вертикальном направлении.
Рис. 2: Чистую силу резания можно разделить на осевую и радиальную составляющие.
Амплитуда каждого вектора показывает, где действует большая из этих двух сил (рис. 3). Используя формулу базовой тригонометрии, можно рассчитать, как следует разделить эти силы. Умножение чистой силы (F N ) на синус или косинус угла опережения показывает, какая часть сил действует вертикально, а какая — горизонтально.
Горизонтальные силы, действующие перпендикулярно оси инструмента, менее желательны, чем вертикальные силы. Думайте об этом, как о попытке сдвинуть лицевую мельницу с центра. Силы, движущиеся в этом направлении, могут вызвать отклонение, вибрацию и наклон шпинделя, что приводит к снижению срока службы инструмента и снижению качества детали. Вертикальные силы более желательны, потому что они параллельны оси инструмента. Это означает, что они направлены прямо вверх по оси шпинделя, которая имеет всю жесткость станка, противодействующую этим силам. Машина лучше приспособлена для обработки сил в этом направлении, поэтому работа не теряет стабильности.
Осевое истончение стружки
Угол в плане также связан с явлением, называемым осевое истончение стружки, которое является результатом геометрии угла в плане и скорости подачи. Когда угол в плане равен 90°, физическая толщина стружки равна шагу на зуб, запрограммированному в станке. Поскольку толщина стружки измеряется перпендикулярно углу в плане, по мере увеличения угла в плане толщина стружки становится меньше при одинаковом подаче на зуб (рис. 4).
Рис. 4. Чем меньше угол в плане, тем больше влияние осевого утончения стружки.
Независимо от того, насколько сильно на толщину стружки влияет истончение стружки, толщина стружки должна соответствовать рекомендациям производителя режущего инструмента. Это означает увеличение подачи на зуб (F Z ) по мере увеличения угла в плане, чтобы поддерживать рекомендуемую толщину стружки. Если он станет слишком маленьким, инструмент может тереть, а не резать заготовку.
Второй недостаток неправильного противодействия эффектам осевого утоньшения стружки связан с управлением теплом, выделяемым при торцовом фрезеровании. Если чип становится слишком маленьким, он теряет способность удерживать тепло, которое в идеале должно уходить в чип и уноситься. Когда такой передачи тепла не происходит, тепло переходит в деталь или инструмент. И то, и другое нежелательно, потому что это ухудшит качество детали или срок службы инструмента.
Сравнения
Каждый выбор имеет свои преимущества и недостатки, поэтому рассмотрите компромисс между 9Торцевые фрезы 0°, 45° и 15°.
Самым большим преимуществом использования торцевой фрезы с углом в плане 90° является то, что она может формировать уступ прямоугольной формы. (Эти инструменты иногда называют фрезами для уступов.) Много раз, особенно при чистовой обработке детали, требуется прямоугольное уступ. Это может быть не только на дне кармана, но и, если необходимо изготовить более высокую стенку, путем опускания фрезы и выполнения нескольких проходов для изготовления стенки. Это приложение потребует истинного угла опережения 90°. Если бы это была не настоящая 90°, такие как торцевая фреза с квадратной пластиной, которая обычно может производить уступ 89,75°, она не будет соответствовать большинству спецификаций готовых деталей. Это небольшое отклонение было бы видно в высоком плече.
Жертва заключается в том, что 100 % нагрузки приходится на осевое направление, что облегчает возникновение вибрации. Это ограничивает скорость подачи и объясняет, почему большинство торцевых фрез 90° имеют положительную геометрию пластины для высвобождения сил резания. Отсутствие осевого утончения стружки также ограничивает подачу и скорость.
Фреза с высокой подачей является хорошим выбором для больших вылетов, поскольку она направляет большую часть сил резания вверх через шпиндель.
Часто говорят, что в каждом цеху должна быть как минимум одна торцевая фреза с шагом 45°, потому что она равномерно распределяет силы резания: 50 % в осевом направлении и 50 % в радиальном направлении. Такой способ управления силами резания обеспечивает стабильную и равномерную резку, позволяя максимизировать скорость и подачу. Угол в плане также обеспечивает хорошее истончение стружки. Поскольку фактическая стружка примерно на 30 % тоньше, скорость подачи необходимо увеличить на 30 %, чтобы сохранить рекомендуемую нагрузку стружки.
Неспособность создать квадратный уступ в готовой детали является основным недостатком этой торцевой фрезы, поэтому ее следует рассматривать как инструмент для черновой обработки. Особенно при подготовке детали операция часто требует черновой обработки материала и не требует уступа. В этом случае гораздо эффективнее использовать торцевую фрезу с шагом 45°, чтобы получить более высокую производительность съема материала и лучший баланс сил резания, действующих на шпиндель.
Торцевые фрезы с углом в плане 15° обычно считаются фрезами с высокой подачей. Другими словами, приложение немного отличается от стандартных фейсфрез. В этом случае угол опережения настолько велик, что силы резания и осевое истончение стружки становятся односторонними. Что касается сил резания, 93% приходится на осевое направление, которое направлено вверх через шпиндель. Это делает фрезу с шагом 15° достаточно стабильной даже при больших вылетах или при обработке глубоких карманов. Только 7% сил резания приходится на радиальное направление.
Термин фреза с высокой подачей описывает, как должна работать торцевая фреза с углом в плане 15°. Увеличение требуемого продвижения на зуб по сравнению с торцевой фрезой 90° составляет около 93%, поэтому рекомендуемые параметры резания обычно находятся в диапазоне от 1,27 до 1,52 мм (от 0,05 до 0,06 дюйма) на зуб. Это обеспечивает высокую скорость удаления.
Если детали закреплены неправильно или имеют тонкое дно, силы резания в осевом направлении могут иметь негативные последствия. Помните поговорку «На каждое действие есть равное и противоположное противодействие»? Направление большей части сил резания на шпиндель вызывает противоположную реакцию, когда те же самые силы прижимают деталь. Поэтому он должен быть достаточно жестким и способным воспринимать большие силы резания в осевом направлении.
Когда пластина имеет крайний угол в плане 15°, обычно требуется очень легкий DOC. Истинный DOC зависит от размера вставки. Хотя это часто рассматривается как ограничивающее, интенсивные скорости подачи могут с лихвой компенсировать легкие DOC, а общие скорости съема по-прежнему могут превышать скорость 9Торцевая фреза 0°, принимающая тяжелые DOC при более медленных подачах и скоростях.
Торцевые фрезы бывают разных конфигураций. Разнообразные дизайны предназначены для конкретных целей. Понимание причин, лежащих в основе характеристик дизайна, помогает конечному пользователю выбрать правильный инструмент для приложения.
Угол опережения — это характеристика, которая сильно влияет на работу фрезы и на подходящие области применения инструмента.
 Резцы токарные проходные прямые с углом в плане φ равном 45, 60, и 75°, ГОСТ 18878-73, основные размеры
Резцы токарные проходные прямые с углом в плане φ равном 45, 60, и 75°, ГОСТ 18878-73, основные размеры
 Резцы токарные проходные упорные, ГОСТ 18879-73, основные размеры
Резцы токарные проходные упорные, ГОСТ 18879-73, основные размеры Резцы подрезные отогнутые, ГОСТ 18880-73, основные размеры
Резцы подрезные отогнутые, ГОСТ 18880-73, основные размеры Резцы токарные подрезные с пластинами типа 43, ГОСТ 2379-77,
Резцы токарные подрезные с пластинами типа 43, ГОСТ 2379-77, Резцы токарные расточные для обработки сквозных отверстий, ГОСТ 18882-73, основные размеры
Резцы токарные расточные для обработки сквозных отверстий, ГОСТ 18882-73, основные размеры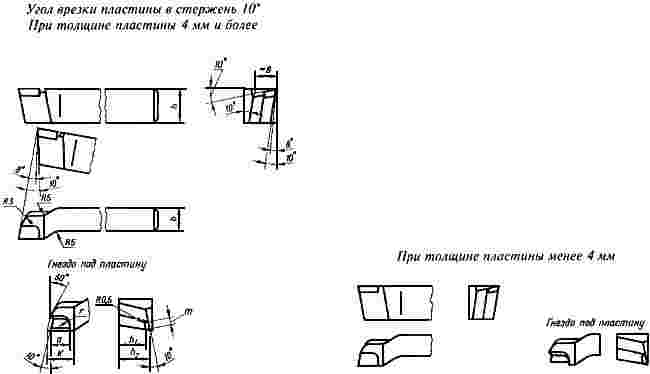 отверстия
отверстия отверстия
отверстия отверстия
отверстия Резцы токарные резьбовые для нарезания резьбы в отверстиях ГОСТ 18885-73, основные размеры
Резцы токарные резьбовые для нарезания резьбы в отверстиях ГОСТ 18885-73, основные размеры 5-4
5-4 01.4927 25х25х150 с механическим креплением квадратных пластин 03111-120408 ВОК-60,71 (SNGN-120408 ВОК-60,71) с углом 45 градусов, прижим сверху
01.4927 25х25х150 с механическим креплением квадратных пластин 03111-120408 ВОК-60,71 (SNGN-120408 ВОК-60,71) с углом 45 градусов, прижим сверху
 +6 сменных пластин
+6 сменных пластин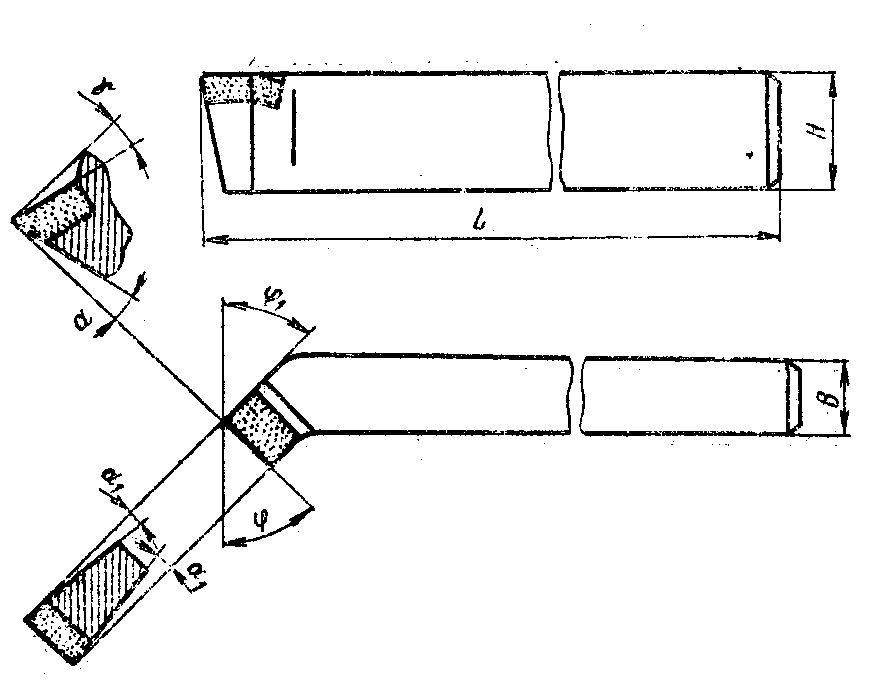 креплением ЭЛЬБОРОМ-Р (КОМПОЗИТ 01) 32х25х170 мм45 град.(10 вставок) ИС204-03
креплением ЭЛЬБОРОМ-Р (КОМПОЗИТ 01) 32х25х170 мм45 град.(10 вставок) ИС204-03 (10 вставок) РЭО 94.00
(10 вставок) РЭО 94.00 креплением с цилиндрической головкой d=10мм, Lобщ.=32мм lдо головки=25мм и шестигранным углублением под ключ 5мм
креплением с цилиндрической головкой d=10мм, Lобщ.=32мм lдо головки=25мм и шестигранным углублением под ключ 5мм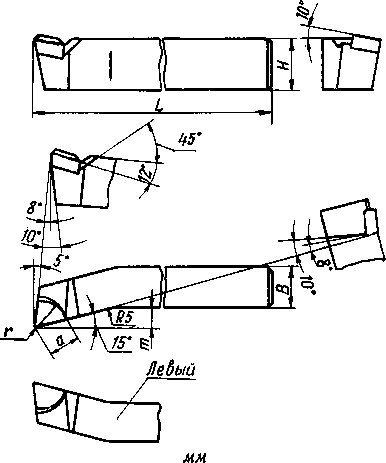 креплением с цилиндрической головкой d=10мм, Lобщ.=27мм lдо головки=20мм и шестигранным углублением под ключ 5мм
креплением с цилиндрической головкой d=10мм, Lобщ.=27мм lдо головки=20мм и шестигранным углублением под ключ 5мм креплением ромбических пластин 80° CNMM, CNMG, CNMA, CNGA правый (Sandvik) прижим рычагом за отверстие, угол 95°
креплением ромбических пластин 80° CNMM, CNMG, CNMA, CNGA правый (Sandvik) прижим рычагом за отверстие, угол 95°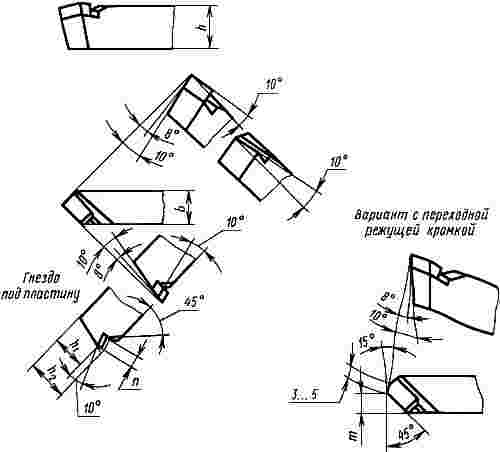 креплением ромбических пластин 55° левый (Sandvik)
креплением ромбических пластин 55° левый (Sandvik) креплением пластин (Sandvik)
креплением пластин (Sandvik)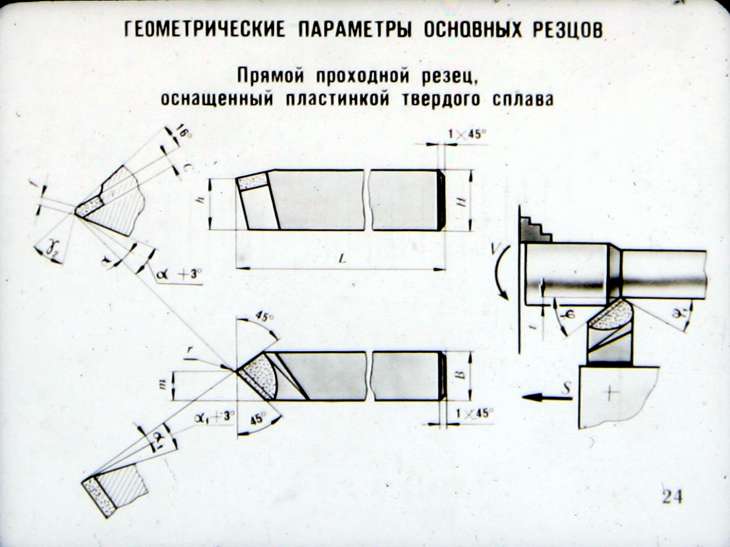 Никелированное лезвие с рукояткой с высоким рычагом требует меньшего усилия для получения чистых срезов с минимальным содержанием пыли в воздухе. Лезвие закреплено над большой гильотинной пластиной, чтобы обеспечить зазор для резки углов в 5/16 ″ (8 мм) плитах из фиброцемента шириной до 12 ″ (305 мм). Откидные ножки в нижней части ножниц действуют как опорные удлинители для операции резки. Эти опоры также позволяют устанавливать гильотину для фиброцемента на пильных коньках для дополнительной работы на уровне верстака.
Никелированное лезвие с рукояткой с высоким рычагом требует меньшего усилия для получения чистых срезов с минимальным содержанием пыли в воздухе. Лезвие закреплено над большой гильотинной пластиной, чтобы обеспечить зазор для резки углов в 5/16 ″ (8 мм) плитах из фиброцемента шириной до 12 ″ (305 мм). Откидные ножки в нижней части ножниц действуют как опорные удлинители для операции резки. Эти опоры также позволяют устанавливать гильотину для фиброцемента на пильных коньках для дополнительной работы на уровне верстака. 4)
4) Подрядчик должен использовать квадрат скорости для точного позиционирования ограждения на 9порезы 0 градусов. Ограничитель должен быть перемещен в сторону, ослабив ручку, при выполнении пропилов под углом, отличным от 90 градусов. Обратите внимание, что ограждение можно перемещать в любую сторону от лезвия, что позволяет сделать гильотину удобной как для левой, так и для правой руки.
Подрядчик должен использовать квадрат скорости для точного позиционирования ограждения на 9порезы 0 градусов. Ограничитель должен быть перемещен в сторону, ослабив ручку, при выполнении пропилов под углом, отличным от 90 градусов. Обратите внимание, что ограждение можно перемещать в любую сторону от лезвия, что позволяет сделать гильотину удобной как для левой, так и для правой руки.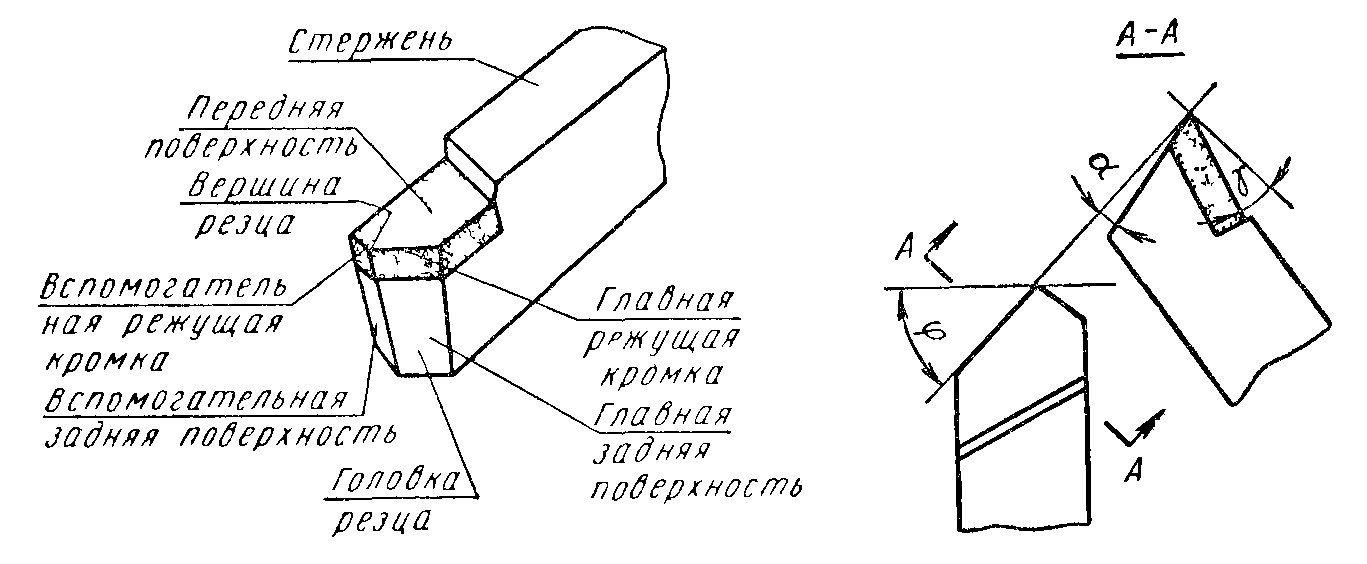
 Турбоножницы предлагают мощное решение для резки с минимальным количеством пыли.
Турбоножницы предлагают мощное решение для резки с минимальным количеством пыли.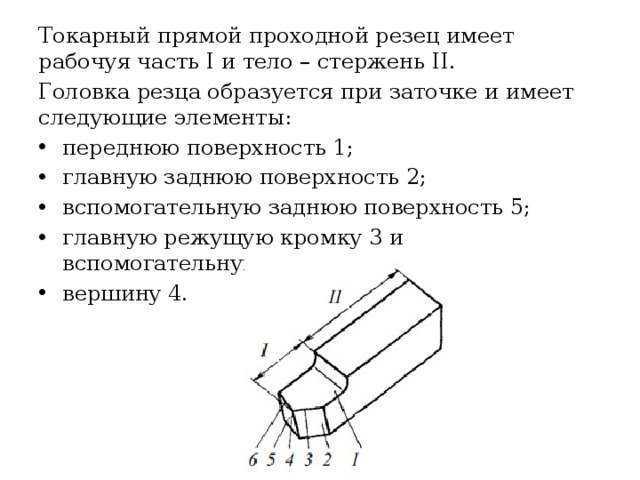 Требуется немного силы рук, но у меня не было проблем, а мне 80 лет.
Требуется немного силы рук, но у меня не было проблем, а мне 80 лет.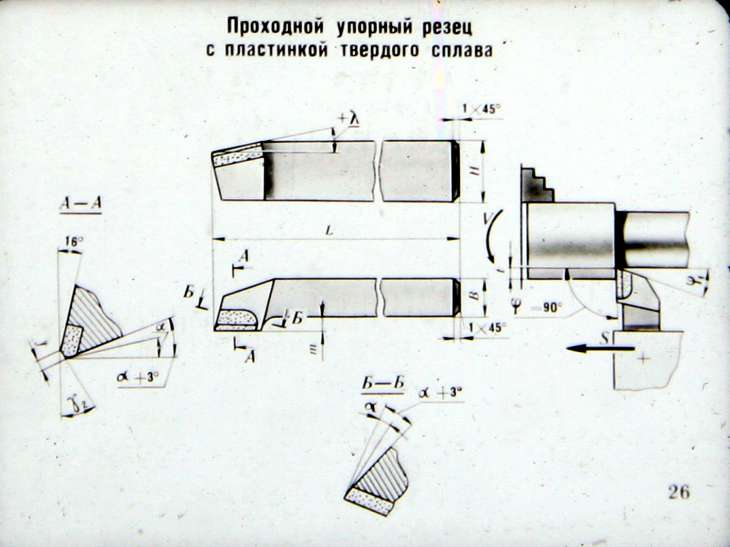 Как выбрать правильный для приложения может быть сложной задачей. Однако, если понять влияние основных конструктивных особенностей торцевой фрезы, выбор подходящего корпуса фрезы становится намного проще.
Как выбрать правильный для приложения может быть сложной задачей. Однако, если понять влияние основных конструктивных особенностей торцевой фрезы, выбор подходящего корпуса фрезы становится намного проще.
 Машина лучше приспособлена для обработки сил в этом направлении, поэтому работа не теряет стабильности.
Машина лучше приспособлена для обработки сил в этом направлении, поэтому работа не теряет стабильности.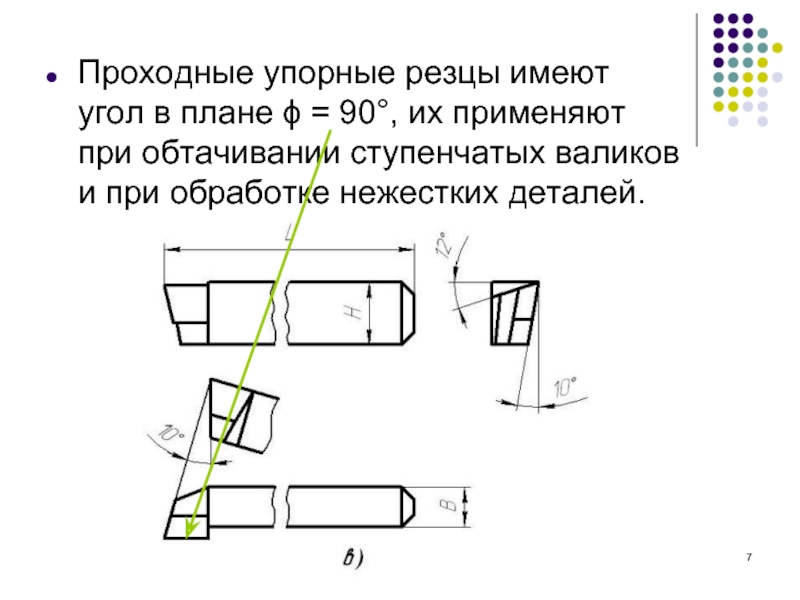 Если он станет слишком маленьким, инструмент может тереть, а не резать заготовку.
Если он станет слишком маленьким, инструмент может тереть, а не резать заготовку.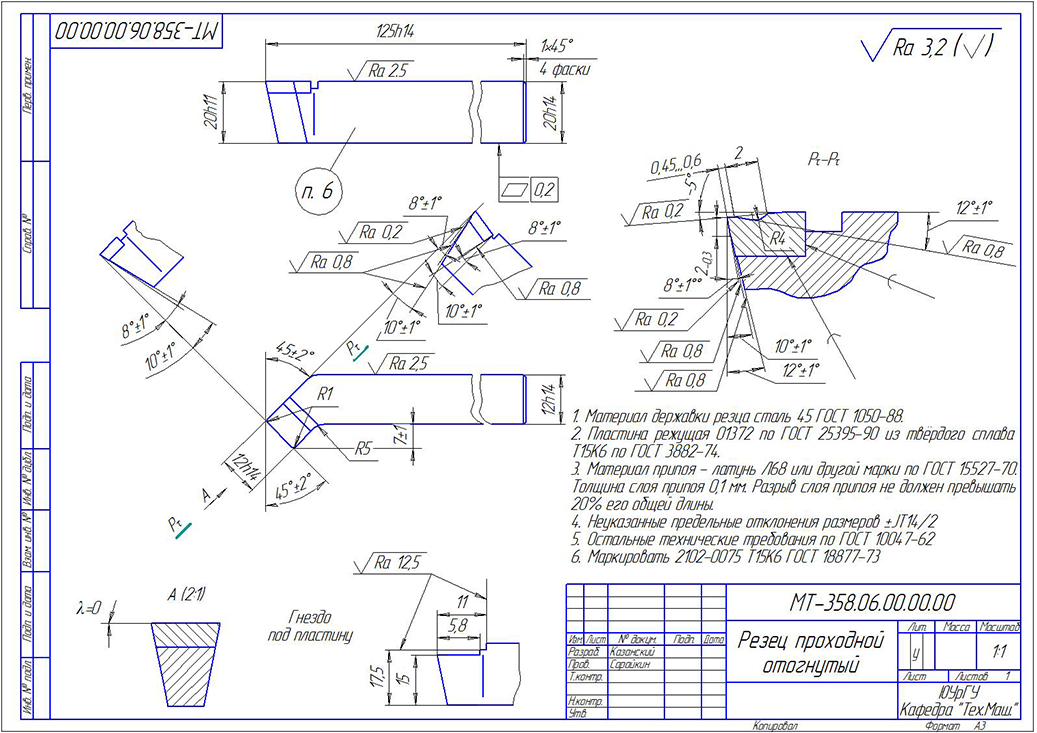 Это может быть не только на дне кармана, но и, если необходимо изготовить более высокую стенку, путем опускания фрезы и выполнения нескольких проходов для изготовления стенки. Это приложение потребует истинного угла опережения 90°. Если бы это была не настоящая 90°, такие как торцевая фреза с квадратной пластиной, которая обычно может производить уступ 89,75°, она не будет соответствовать большинству спецификаций готовых деталей. Это небольшое отклонение было бы видно в высоком плече.
Это может быть не только на дне кармана, но и, если необходимо изготовить более высокую стенку, путем опускания фрезы и выполнения нескольких проходов для изготовления стенки. Это приложение потребует истинного угла опережения 90°. Если бы это была не настоящая 90°, такие как торцевая фреза с квадратной пластиной, которая обычно может производить уступ 89,75°, она не будет соответствовать большинству спецификаций готовых деталей. Это небольшое отклонение было бы видно в высоком плече.
 Помните поговорку «На каждое действие есть равное и противоположное противодействие»? Направление большей части сил резания на шпиндель вызывает противоположную реакцию, когда те же самые силы прижимают деталь. Поэтому он должен быть достаточно жестким и способным воспринимать большие силы резания в осевом направлении.
Помните поговорку «На каждое действие есть равное и противоположное противодействие»? Направление большей части сил резания на шпиндель вызывает противоположную реакцию, когда те же самые силы прижимают деталь. Поэтому он должен быть достаточно жестким и способным воспринимать большие силы резания в осевом направлении.