Резец расточной для глухих отверстий: Купить резец расточной для глухих отверстий ГОСТ 18883-73 Т15К6 16х16х140
Содержание
Резцы Расточные для глухих отверстий ГОСТ 18883-73 инструмент Саратов, Энгельс
Резцы Расточные для глухих отверстий ГОСТ 18883-73 инструмент Саратов, Энгельс
- Главная
- Металлорежущий инструмент
- Резцы
- Резцы Расточные для глухих отверстий ГОСТ 18883-73
- Резец расточной глух ВК8 12х12х100х20 тип 1 2141-0201
ед.
- Резец расточной глух ВК8 12х12х130
ед.
- Резец расточной глух ВК8 12х12х140
ед.
- Резец расточной глух ВК8 16х12х170 тип1 исп.2
ед.
- Резец расточной глух ВК8 16х16х120
ед.
- Резец расточной глух ВК8 16х16х140
ед.
- Резец расточной глух ВК8 16х16х140 2141-0003
ед.
- Резец расточной глух ВК8 16х16х140 лев
ед.
- Резец расточной глух ВК8 16х16х170
ед.
- Резец расточной глух ВК8 20х16х200 тип1 исп.2
ед.
- Резец расточной глух ВК8 20х20х140х40 тип 2 2141-0075
ед.
- Резец расточной глух ВК8 20х20х170
ед.
- Резец расточной глух ВК8 20х20х170 лев
ед.
- Резец расточной глух ВК8 20х20х200
ед.
- Резец расточной глух ВК8 25х16х140
ед.
- Резец расточной глух ВК8 25х16х170
ед.
- Резец расточной глух ВК8 25х16х200
ед.
- Резец расточной глух ВК8 25х16х200 тип1 исп.2
ед.
- Резец расточной глух ВК8 25х25х200
ед.
- Резец расточной глух ВК8 25х25х220
ед.
- Резец расточной глух ВК8 25х25х220 лев
ед.
- Резец расточной глух ВК8 25х25х240
ед.
- Резец расточной глух ВК8 32х25х280
ед.
- Резец расточной глух Т15К6 12х12х100
ед.
- Резец расточной глух Т15К6 12х12х100х20 тип 1 2141-0201
ед.
- Резец расточной глух Т15К6 12х12х130
ед.
- Резец расточной глух Т15К6 12х12х130 тип 2, исп.1 (виброустойчивые)
ед.
- Резец расточной глух Т15К6 12х12х140
ед.
- Резец расточной глух Т15К6 16х16х120
ед.
- Резец расточной глух Т15К6 16х16х140
ед.
- Резец расточной глух Т15К6 16х16х140
ед.
- Резец расточной глух Т15К6 16х16х140 лев
ед.
- Резец расточной глух Т15К6 16х16х140 тип 2, исп.1(виброустойчивые)
ед.
- Резец расточной глух Т15К6 16х16х170
ед.
- Резец расточной глух Т15К6 20х16х200 2141-0042
ед.
- Резец расточной глух Т15К6 20х20х170
ед.
- Резец расточной глух Т15К6 20х20х170 лев
ед.
- Резец расточной глух Т15К6 20х20х200
ед.
- Резец расточной глух Т15К6 25х16х170
ед.
- Резец расточной глух Т15К6 25х20х240
ед.
- Резец расточной глух Т15К6 25х25х220
ед.
- Резец расточной глух Т15К6 25х25х220 лев
ед.
- Резец расточной глух Т15К6 25х25х240
ед.
- Резец расточной глух Т15К6 32х25х280
ед.
- Резец расточной глух Т15К6 40х32х300 тип 1 исп. 2
ед.
- Резец расточной глух Т30К4 16х16х140
ед.
- Резец расточной глух Т30К4 20х20х170
ед.
- Резец расточной глух Т5К10 12х12х100
ед.
- Резец расточной глух Т5К10 12х12х140
ед.
- Резец расточной глух Т5К10 16х12х170 тип1 исп.2
ед.
- Резец расточной глух Т5К10 16х16х140
ед.
- Резец расточной глух Т5К10 16х16х140 лев
ед.
- Резец расточной глух Т5К10 16х16х170
ед.
- Резец расточной глух Т5К10 20х16х140
ед.
- Резец расточной глух Т5К10 20х20х170
ед.
- Резец расточной глух Т5К10 20х20х170 лев
ед.
- Резец расточной глух Т5К10 25х25х220
ед.
- Резец расточной глух Т5К10 25х25х220 лев
ед.
- Резец расточной глух Т5К10 40х32х300 тип1 исп.2
ед.
- Резец расточной скв Т15К6 40х32х300 тип 1 исп. 2
ед.
- Резец расточной цельный глух ВК8 12х12х120х20 Н2,8 2141-0121
ед.
- Резец расточной цельный глух ВК8 12х12х120х20 Н3,8 2141-0122
ед.
- Резец расточной цельный глух ВК8 12х12х130х30 Н5,5 2141-0123
ед.
- Резец расточной цельный глух ВК8 12х12х140х40 Н7,5 2141-0124
ед.
- Резец расточной цельный глух Т15К6 12х12х120х20 Н2,8 2141-0121
ед.
- Резец расточной цельный глух Т15К6 12х12х120х20 Н3,8 2141-0122
ед.
- Резец расточной цельный глух Т15К6 12х12х130х30 Н5,5 2141-0123
ед.
- Резец расточной цельный глух Т15К6 12х12х140х40 Н7,5 2141-0124
ед.
Добавить инструмент
Оформить заказ
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Прикрепите файл
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
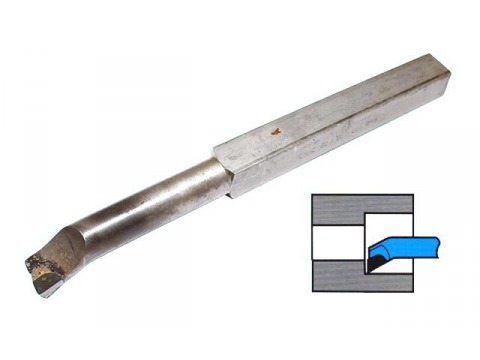
Резец расточной для глухих отверстий, сквозной
Главная страница
→
Наиболее востребованными на сегодняшний день являются резцы расточные, изготовленные из карбидовольфрамовых и титановольфрамовых сплавов, которые позволяют делать сквозные и глухие отверстия в заготовках на больших скоростях. Лучше всего покупать резец расточной нового образца. Его конструкция основательно доработана и оснащена дополнительной отводящей канавкой, благодаря которой стружка удаляется из зоны резания быстро и без особых проблем. Кроме того, такой инструмент имеет более продолжительный срок использования.
Лучше всего покупать резец расточной нового образца. Его конструкция основательно доработана и оснащена дополнительной отводящей канавкой, благодаря которой стружка удаляется из зоны резания быстро и без особых проблем. Кроме того, такой инструмент имеет более продолжительный срок использования.
Навигатор по разделу
Поиск по этому разделу:
Сбросить результаты поиска
скачать прайс-лист
выбранных товаров
Найдено товаров: 11
| Код | Название | Артикул | Цена | ||
|---|---|---|---|---|---|
|
|
432779 |
Резец токарный расточной для глухих отверстий ВК8 16х16х140мм Производитель ВИЗ
| 30353 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
347041 |
Резец токарный расточной для глухих отверстий ВК8 16х16х170мм Производитель ВИЗ
| 46099 |
|
Товар в Корзине
|
|
|
268458 |
Резец токарный расточной для глухих отверстий ВК8 25Х25х200мм Производитель ВИЗ
| 44730 |
|
Товар в Корзине
|
|
|
366638 |
Резец токарный расточной для глухих отверстий Т15К6 16Х16х140мм Производитель ВИЗ
| 30354 | 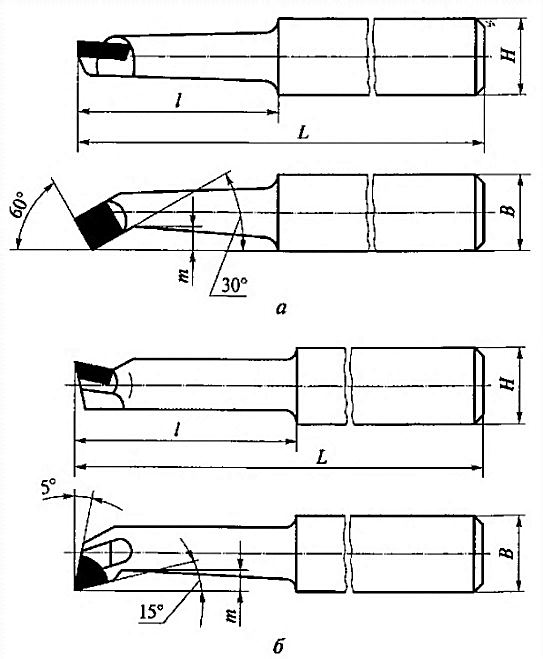 org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
275330 |
Резец токарный расточной для глухих отверстий Т15К6 16Х16х170мм Производитель ВИЗ
| 46984 |
|
Товар в Корзине
|
|
|
202700 |
Резец токарный расточной для глухих отверстий Т15К6 25Х25х200мм Производитель ВИЗ
| 31475 |
|
Товар в Корзине
|
|
|
226471 |
Резец токарный расточной для скв.  отверстий ВК8 16х16х170мм отверстий ВК8 16х16х170мм
Производитель ВИЗ
| 45647 |
|
Товар в Корзине
|
|
|
392714 |
Резец токарный расточной для скв.отверстий Т15К6 16Х16х140мм Производитель ВИЗ
| 30357 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
241780 |
Резец токарный расточной для скв.отверстий Т15К6 16Х16х170мм Производитель ВИЗ
| 45648 |
|
Товар в Корзине
|
|
|
226468 |
Резец токарный расточной для скв.отверстий Т15К6 20х20х170мм Производитель ВИЗ
| 30358 |
|
Товар в Корзине
|
|
|
202714 |
Резец токарный расточной для скв.  отверстий Т15К6 25Х25х200мм отверстий Т15К6 25Х25х200мм
Производитель ВИЗ
| 31476 |
|
Товар в Корзине
|
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>Резцы расточные для глухих отверстий гост18883-73
Арт:
23303
Наименование:
Резец расточной для глухих отверстий ВК8 16х16х140 (2141-0024)
Цена:
150.00 ₽
На складе:
20 шт.
Арт:
23304
Наименование:
Резец расточной для глухих отверстий ВК8 16х16х170 (2141-0025)
Цена:
160. 00 ₽
00 ₽
На складе:
2 шт.
Арт:
23300
Наименование:
Резец расточной для глухих отверстий ВК8 20х20х170 (2141-0027)
Цена:
204.00 ₽
На складе:
98 шт.
Арт:
23308
Наименование:
Резец расточной для глухих отверстий ВК8 20х20х200 (2141-0009)
Цена:
278.00 ₽
На складе:
55 шт.
Арт:
23310
Наименование:
Резец расточной для глухих отверстий ВК8 25х25х200 (2141-0010)
Цена:
413.00 ₽
На складе:
43 шт.
Арт:
23305
Наименование:
Резец расточной для глухих отверстий ВК8 25х25х200 (2141-0030)
Цена:
323. 00 ₽
00 ₽
На складе:
40 шт.
Арт:
23311
Наименование:
Резец расточной для глухих отверстий ВК8 25х25х240 (2141-0011)
Цена:
450.00 ₽
На складе:
64 шт.
Арт:
23317
Наименование:
Резец расточной для глухих отверстий Т15К6 16х16х140 (2141-0024)
Цена:
150.00 ₽
На складе:
70 шт.
Арт:
23314
Наименование:
Резец расточной для глухих отверстий Т15К6 20х20х170 (2141-0027)
Цена:
204.00 ₽
На складе:
100 шт.
Арт:
23322
Наименование:
Резец расточной для глухих отверстий Т15К6 20х20х200 (2141-0009)
Цена:
278. 00 ₽
00 ₽
На складе:
64 шт.
Арт:
23315
Наименование:
Резец расточной для глухих отверстий Т15К6 20х20х200 (2141-0029)
Цена:
230.00 ₽
На складе:
91 шт.
Арт:
23324
Наименование:
Резец расточной для глухих отверстий Т15К6 25х25х200 (2141-0010)
Цена:
413.00 ₽
На складе:
79 шт.
Арт:
23319
Наименование:
Резец расточной для глухих отверстий Т15К6 25х25х200 (2141-0030)
Цена:
323.00 ₽
На складе:
41 шт.
Арт:
23325
Наименование:
Резец расточной для глухих отверстий Т15К6 25х25х240 (2141-0011)
Цена:
450. 00 ₽
00 ₽
На складе:
5 шт.
Арт:
23323
Наименование:
Резец расточной для глухих отверстий Т15К6 25х25х240 (2141-0031)
Цена:
370.00 ₽
На складе:
33 шт.
Арт:
23331
Наименование:
Резец расточной для глухих отверстий Т5К10 16х16х140 (2141-0024)
Цена:
150.00 ₽
На складе:
17 шт.
Арт:
23335
Наименование:
Резец расточной для глухих отверстий Т5К10 20х20х170 (2141-0008)
Цена:
240.00 ₽
На складе:
1 шт.
Арт:
23328
Наименование:
Резец расточной для глухих отверстий Т5К10 20х20х170 (2141-0027)
Цена:
204. 00 ₽
00 ₽
На складе:
33 шт.
Арт:
23336
Наименование:
Резец расточной для глухих отверстий Т5К10 20х20х200 (2141-0009)
Цена:
278.00 ₽
На складе:
64 шт.
Арт:
23329
Наименование:
Резец расточной для глухих отверстий Т5К10 20х20х200 (2141-0029)
Цена:
230.00 ₽
На складе:
71 шт.
Арт:
23338
Наименование:
Резец расточной для глухих отверстий Т5К10 25х25х200 (2141-0010)
Цена:
413.00 ₽
На складе:
18 шт.
Арт:
23333
Наименование:
Резец расточной для глухих отверстий Т5К10 25х25х200 (2141-0030)
Цена:
323. 00 ₽
00 ₽
На складе:
14 шт.
Арт:
23339
Наименование:
Резец расточной для глухих отверстий Т5К10 25х25х240 (2141-0011)
Цена:
450.00 ₽
На складе:
43 шт.
Арт:
23337
Наименование:
Резец расточной для глухих отверстий Т5К10 25х25х240 (2141-0031)
Цена:
370.00 ₽
На складе:
22 шт.
Инструменты Hobe | SXF – фреза для глухих отверстий
Стационарная цельнотвердосплавная расточная фреза
Характеристики:
- Обеспечивает более высокую скорость по сравнению с фрезой для глухих отверстий SXI за счет большего радиуса при вершине (0,06-0,12 мм по сравнению с 0,02 мм). мм)
- Прямые канавки с нейтральным передним углом
- Охлаждающий канал с обратной посадкой для лучшей промывки стружки в глубоком глухом отверстии
- Рабочее направление вперед (осевое)
- Код
- ØD0
- L0
- ØD1
- X-выкл.

- А
- VR
- L9
- L1
- ЧАС
- β
- α
- Бестеллен
- SXF_435_042
- 4
- 35
- 0,42
- 0,21
- 0,38
- 0,06
- 9,5
- 1,5
- 0,04
- 2,5°
- 0,5°
- Выберите
- SXF_435_092
- 4
- 35
- 0,92
- 0,46
- 0,83
- 0,06
- 9,5
- 3,0
- 0,09
- 2,5°
- 0,5°
- Выберите
- SXF_435_142
- 4
- 35
- 1,42
- 0,71
- 1,28
- 0,06
- 9,5
- 4,5
- 0,14
- 2,5°
- 0,5°
- Выберите
- SXF_435_192
- 4
- 35
- 1,92
- 0,96
- 1,73
- 0,06
- 9,5
- 6,0
- 0,19
- 2,5°
- 0,5°
- Выберите
- SXF_435_242
- 4
- 35
- 2,42
- 1,21
- 2,18
- 0,06
- 9,5
- 7,5
- 0,24
- 2,5°
- 0,5°
- Выберите
- SXF_440_092
- 4
- 40
- 0,92
- 0,46
- 0,83
- 0,06
- 14,5
- 5,0
- 0,09
- 2,5°
- 0,5°
- Выберите
- SXF_440_142
- 4
- 40
- 1,42
- 0,71
- 1,28
- 0,06
- 14,5
- 7,5
- 0,14
- 2,5°
- 0,5°
- Выберите
- SXF_440_192
- 4
- 40
- 1,92
- 0,96
- 1,73
- 0,06
- 14,5
- 10,0
- 0,19
- 2,5°
- 0,5°
- Выберите
- SXF_440_242
- 4
- 40
- 2,42
- 1,21
- 2,18
- 0,06
- 14,5
- 12,5
- 0,24
- 2,5°
- 0,5°
- Выберите
- SXF_440_292
- 4
- 40
- 2,92
- 1,46
- 2,63
- 0,06
- 14,5
- 9,0
- 0,29
- 2,5°
- 0,5°
- Выберите
- SXF_440_342
- 4
- 40
- 3,42
- 1,71
- 3,08
- 0,06
- 14,5
- 10,5
- 0,34
- 2,5°
- 0,5°
- Выберите
- SXF_440_392
- 4
- 40
- 3,92
- 1,96
- 3,53
- 0,06
- 14,5
- 12,0
- 0,39
- 2,5°
- 0,5°
- Выберите
- SXF_448_292
- 4
- 48
- 2,92
- 1,46
- 2,63
- 0,06
- 22,5
- 15,0
- 0,29
- 2,5°
- 0,5°
- Выберите
- SXF_448_342
- 4
- 48
- 3,42
- 1,71
- 3,08
- 0,06
- 22,5
- 17,5
- 0,34
- 2,5°
- 0,5°
- Выберите
- SXF_448_392
- 4
- 48
- 3,92
- 1,96
- 3,53
- 0,06
- 22,5
- 20,0
- 0,39
- 2,5°
- 0,5°
- Выберите
- SXF_644_442
- 6
- 44
- 4,42
- 2,21
- 3,98
- 0,08
- 14,5
- 9,0
- 0,44
- 2,5°
- 0,5°
- Выберите
- SXF_644_492
- 6
- 44
- 4,92
- 2,46
- 4,43
- 0,08
- 14,5
- 10,0
- 0,49
- 2,5°
- 0,5°
- Выберите
- SXF_644_542
- 6
- 44
- 5,42
- 2,71
- 4,88
- 0,08
- 14,5
- 11,0
- 0,54
- 2,5°
- 0,5°
- Выберите
- SXF_644_592
- 6
- 44
- 5,92
- 2,96
- 5,33
- 0,08
- 14,5
- 12,0
- 0,59
- 2,5°
- 0,5°
- Выберите
- SXF_656_442
- 6
- 56
- 4,42
- 2,21
- 3,98
- 0,08
- 26,5
- 18,0
- 0,44
- 2,5°
- 0,5°
- Выберите
Как просверлить большое глухое отверстие?
JPMacG
Активный пользователь
#1
Мой действительно основной тупой вопрос дня…. Мне нужно сделать глухое отверстие диаметром 1 дюйм в центре круглого патрона диаметром 4,5 дюйма из 6061T6. Отверстие должно быть глубиной 0,750 дюйма и плоским на дне. У меня заготовка установлена и центрирована в 4-х кулачковом патроне на моем токарном станке.
Какие у меня есть варианты? Должен ли я начать с просверливания отверстия диаметром 3/4 дюйма, может быть, глубиной 5/8 дюйма и закончить расточной оправкой? Мне даже нужно использовать дрель — могу ли я начать и закончить отверстие с помощью борштанги? Есть ли способ лучше?
BGHansen
Опора H-M — алмазный элемент
#2
Я бы сделал именно так, как вы описали. Сначала просверлите отверстие с зазором, не достигая глубины и диаметра. Затем подтяните диаметр и глубину с помощью расточной оправки. Я также использовал концевую фрезу, чтобы получить отверстие с плоским дном, но оно будет большего диаметра. Естественно должна быть концевая фреза с центральной режущей кромкой.
Брюс
Тозгай
Активный пользователь
#3
Короткое сверление, как вы упомянули, а затем растачивание до окончательных размеров, на мой взгляд, тоже хорошо.
4GSR
Гость форума
#4
Используется для заточки инструмента для выполнения коротких отверстий с плоским дном. Начните с пилотного отверстия близкой к необходимой глубине и закончите отверстие с плоским дном с помощью этого инструмента. Я посмотрю, если я могу найти его и разместить его фотографии.
Инструмент отшлифован для использования в 4-позиционном резцедержателе или в держателе типа Aloris. Я не ставил на инструмент ни заднюю, ни верхнюю грабли. Делайте надрезы глубиной примерно до 0,100 и лицевой стороной наружу до нужного вам диаметра. Как только это грубо, вернитесь и закончите до размера. Тот, что показан на моем снимке, был отшлифован на глубину около 13/16 дюймов.
Тот, что показан на моем снимке, был отшлифован на глубину около 13/16 дюймов.
Кен
Последнее редактирование модератором:
кВт
Активный пользователь
#5
Недостаточное сверление. Затем рассверлите до нужного размера и в зависимости от вашего расточной инструмента. Возможно, вам удастся проделать с ним отверстие на всю глубину. Если не выровнять дно с помощью небольшого инструмента из быстрорежущей стали, я использовал длинную быстрорежущую сталь, чтобы сделать дно пары отверстий раньше.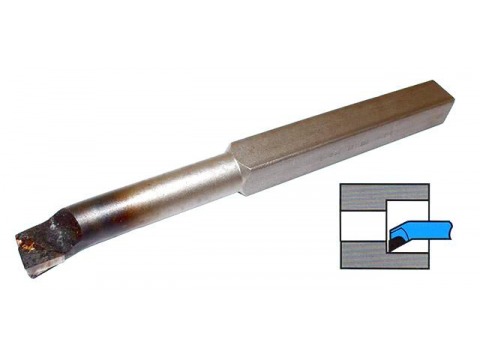
EmilioG
Активный пользователь
#6
Если у вас есть большие телескопические приборы и микрометр 4-5 дюймов, это тоже вам поможет.
f350ca
Гость форума
#7
Установите концевую фрезу 1/2 дюйма в держатель инструмента с горизонтальными канавками. Отцентрируйте его, погрузитесь на глубину, а затем используйте его в качестве расточной оправки, чтобы получить диаметр 3/4.
Отцентрируйте его, погрузитесь на глубину, а затем используйте его в качестве расточной оправки, чтобы получить диаметр 3/4.
Грег
Майки
Глобальный модератор
#8
Джон, в идеале вы хотите использовать положительное оперение. Просверлите самым большим сверлом, которое у вас есть, и остановите кончик сверла, едва достигнув конечной глубины. Используйте борштангу, настроенную на окончательную глубину (используйте ограничитель каретки, чтобы установить этот предел), и прорежьте стороны отверстия, чтобы выпрямить стенки, а затем подайте к центру, чтобы выровнять дно отверстия. Этот первоначальный надрез по направлению к центру предназначен для того, чтобы избавиться от сужающегося материала, оставленного острием сверла. После того, как вы получите плоское дно с помощью этого начального прохода, остальную часть просто рассверливают до конечного внутреннего диаметра и разрезают по направлению к центру после последнего прохода, чтобы очистить дно отверстия.
Этот первоначальный надрез по направлению к центру предназначен для того, чтобы избавиться от сужающегося материала, оставленного острием сверла. После того, как вы получите плоское дно с помощью этого начального прохода, остальную часть просто рассверливают до конечного внутреннего диаметра и разрезают по направлению к центру после последнего прохода, чтобы очистить дно отверстия.
Отверстия с плоским дном, подобные этому, — это простая рутинная работа, которую вы будете выполнять снова и снова. Для этого вам нужно использовать правильную геометрию стержня; в данном случае положительный свинцовый стержень. Стержни с нулевым шагом имеют тенденцию тереться и вызывать вибрацию и проблемы с финишной отделкой в глухих каналах. Прутки с положительным шагом обычно имеют угол опережения 5 градусов, так что режет только кончик, а не вся передняя кромка. Эта геометрия обычно встречается со вставленными стержнями, такими как стержень SCLCR. Если вы собираетесь использовать цельный стержень из быстрорежущей стали, кобальта или напаянного карбида, вам понадобится стержень с положительным шагом или вы должны отшлифовать задний угол спереди.
Если у вас нет упора каретки, установите какой-нибудь твердый упор, чтобы седло останавливалось в точной точке.
Billh50
RIP 2018
#9
Я делал их только с расточной оправкой после сверления до глубины 0,010. Я подвожу диаметр к размеру и устанавливаю циферблат на ноль в этой точке. Затем я начинаю от центра с кончика расточной планки и смотрю на нулевую отметку на циферблате.
JPMacG
Активный пользователь
#10
Спасибо всем. Это отличное место!
Выравнивание дна глухого отверстия
Давидят
Известный член
#1
При сверлении глухого отверстия вы, очевидно, получите на дне «воронку» под углом 118 градусов. Я рассматриваю предложения, которые помогут мне «выровнять» дно отверстия. Я пробовал использовать концевую фрезу и мою расточной головку, но мне это не очень удобно. Мы ценим любые предложения.
Спасибо,
Кузнечик
Рамон
Победитель проекта месяца!!!
#2
Привет, Дэвид,
Конечно, это зависит от глубины и диаметра отверстия, но есть несколько вариантов. Первый и самый простой — сделать сверло с «плоским дном», но для этого потребуется заточить существующее или модифицировать другое сверло того же диаметра. Конец шлифуется под прямым углом, затем к каждой канавке прикладывается угол резания 5-10 * — очень похоже на сверло для пазов. Если вы просто подрежете углы канавок, они войдут в предварительно просверленное отверстие без задиров. Он просто используется для того, чтобы вынуть дно — не для сверления отверстия любой глубины, так как он не будет резать по центру
Если отверстие намного меньше, то шлицевое сверло такого же диаметра даст тот же эффект, но имейте в виду, что дно отверстия не будет по-настоящему плоским. Долото типа «D» можно сделать из буровой штанги или, если есть достаточный зазор, его можно просто вынуть с помощью бурового инструмента.
Если это глубокая скважина, то два основных варианта – сверло с плоским дном или коронка D
Кен I
Победитель проекта месяца!!!
#3
Согласен с Рамоном. Когда мне как ученику сказали сделать это, я подумал, что мой мастер шутит, и проконсультировался с мастером, но после того, как работа была сделана, мне пришлось снова перетачивать. (Было грязное большое сверло MT4 диаметром Ø30 мм на большой радиальной дрели — работа с 5 такими отверстиями IIRC.)
В моей собственной мастерской я ненавижу это делать, поэтому, если я затачиваю сверло с плоским дном, оно остается таким и хранится в коробке с плоским дном.
При необходимости покупаю другую дрель.
В противном случае я отрублю конец сверла с изношенными лезвиями — немного меньше размера не будет проблемой, так как это только когда-либо будет очищать вершину сверла.
Старайтесь придерживаться обычных размеров — в моем случае метрических — с шагом в полмиллиметра — поэтому у меня большинство шагов в полмили до диаметра 13 мм.
Отверстие с плоским дном Ø3,8 лучше иметь чертовски вескую причину, иначе оно в конечном итоге станет Ø4.
Использование концевой фрезы не является хорошей идеей, так как она не прорезает до центра – используйте сверло с 2 или 3 канавками.
С уважением, Кен
Последнее редактирование:
Давидят
Известный член
#4
Спасибо. Мне нравится идея с плоским дном сверла. У меня много подержанных бит, и эта идея звучит именно так, как я искал.
Кузнечик
тиелеев
Известный член
#5
Я обычно нахожу в своей коробке сломанное сверло нужного размера, достаточно коснуться шлифовальной машины небольшим режущим краем, а также при утоплении болтов с головкой под торцевой ключ у меня обычно есть одно уже нужного размера. коробка.
Продолжайте в том же духе. Тед
L98fiero
Известный член
#6
Кен Я сказал:
Использование концевой фрезы не является хорошей идеей, так как она не режет до центра – используйте сверло с 2 или 3 канавками.
Нажмите, чтобы развернуть…
FWIW, есть концевые фрезы с центральной режущей кромкой, McMaster-Carr перечисляет их до 11 зубьев. Макмастер-Карр
, но даже 4-зубая канавка не подходит для сверления на глубину более 1/4 диаметра, а затем с осторожностью, поэтому 4-канавочная канавка не подходит для очистки дна просверленного отверстия, даже при сверлении сверлом 135°. точка, по крайней мере, это мой опыт. Проблема заключается в удалении стружки, так как только одна канавка является центральной.
Хаудер1951
Участник
#7
Кто-нибудь пробовал использовать концевую фрезу или модифицированное сверло в расточной головке? Теоретически это кажется разумным и, вероятно, может быть озадачено как последнее отчаянное средство или разовая необходимость. Просто спрашиваю.
голдстар31
Известный член
#8
Howder1951 сказал:
Кто-нибудь пробовал использовать концевую фрезу или модифицированное сверло в расточной головке? Теоретически это кажется разумным и, вероятно, может быть озадачено как последнее отчаянное средство или разовая необходимость.
Просто спрашиваю.
Нажмите, чтобы развернуть…
Много-МНОГО лет назад это было предложено в Model Engineer, когда разлетелась сломанная дрель с одной «боковой» частью. Не было НИКАКИХ инструментов и точильных станков, которые мог бы сделать средний маленький человек. Он был установлен на небольшой расточной головке в качестве инструмента для резки с одной кромкой. Я попробовал, это сработало.
Сегодня, при изобилии дешевых двухсторонних шлифовальных станков, инструментальных и режущих шлифовальных станков и внедрении дешевых (почти) твердосплавных пластин — я просто сомневаюсь в логике. Мир был полон сломанных наконечников Slocombe на центральных сверлах и бесконечных (во всех смыслах) сверлах. Весь этот ненужный инструментарий из быстрорежущей стали обрел вторую жизнь по мере ремонта расточных инструментов.
Сегодня, хмммм? Я думаю, что тем людям, которые вынуждены прибегать к таким приемам, вероятно, следует найти другое менее дорогое хобби.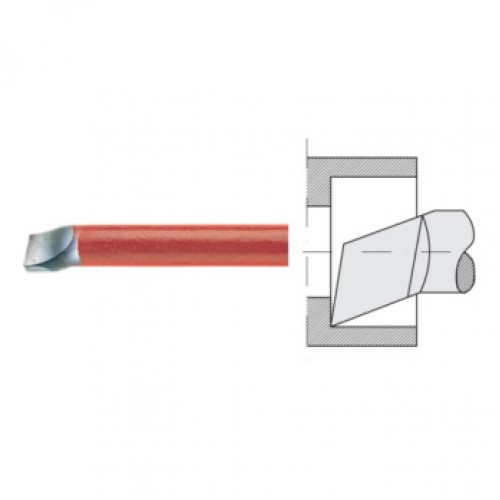
Однако вернемся к тем людям, которые хотят «плоское дно» (без каламбура) Леонард Спэри написал vThe Amateur’s Lathe( 1948, в котором, помимо его отличных ссылок на внешние и адские двигатели в основном его конструкции, он продемонстрировал, как модифицировать для этой цели обычную дрель. Позже Джордж Томас описал, среди прочего, как сделать правильный инструмент для успешного сверления отверстий лучше, чем то, что было доступно нам, обычным людям, в своем превосходном и, казалось бы, непрочитанном Руководстве инженера по моделированию и его методах мастерской.
Мое мнение, но его разделяют многие опытные любители
Норман
грэмголлар
Известный член
#9
Я согласен с комментариями L98fiero, т. е. любая концевая фреза, работающая в глухом отверстии, будет иметь проблемы с удалением стружки. Это особенно относится к центрально-фрезерным станкам, где режущая часть быстро забивается и перегревается.
е. любая концевая фреза, работающая в глухом отверстии, будет иметь проблемы с удалением стружки. Это особенно относится к центрально-фрезерным станкам, где режущая часть быстро забивается и перегревается.
Помимо текущей темы, я обнаружил, что при общем использовании фрезы с центральной режущей кромкой очень хороши, но при резке ковких сталей они дают ужасно мелкую и острую стружку, которую ваши мизинцы тщательно избегают!
Ричард Карлстедт
Известный член
#10
Имейте в виду, что концевые фрезы с центральной режущей кромкой имеют закругление канавок на 1–2 градуса, что означает, что
оставляет выпуклую, а не плоскую поверхность на дне отверстия.
Это означает, что отверстие диаметром 1/4 дюйма может иметь коронку 0,001 на дне — не плоскую, но и не заметную
Rich
голдстар31
Известный член
#11
Ну и да и нет. Любитель с инструментом лучше среднего и шлифовальной машиной не может скруглить крайние концы концевых фрез и сверл.
Я следил за различными конструкциями и их характеристиками. Я только что отдал Кларксона. Никакие инструкции никогда не публиковались до тех пор, пока для Mark2 не было наконец представлено приспособление для поворота радиуса.
Группа Te Quorn болтала о Quorns Mar k1 и Mark2, а я сижу с Quornand, Kennet и китайским клоном Deckel- Тот же ответ!
Прости и все такое
Норман
Рамон
Победитель проекта месяца!!!
- #12
Если центральная режущая фреза с 2, 3 или более канавками не удерживается чем-то очень жестким, вряд ли получится прорезать отверстие того же размера, что и сама фреза, если только центр указанного отверстия не был предварительно разгружен (просверлен). Любая малейшая деформация в удержании фрезы, шпинделя или самих направляющих станка приведет к смещению фрезы от центра. Даже в этом случае оно по-прежнему связано с изменением диаметра, если только оно не выполняется поэтапно (по диаметру), и даже в этом случае, вероятно, не получится «точное» отверстие, как при развертывании или растачивании.0003
Я предложил шлицевое сверло в качестве «средства» для извлечения углов ранее просверленного отверстия до «плоского дна», но это зависит от наличия SD соответствующего размера и, конечно, только для неглубоких отверстий — на самом деле не идеальное решение для вопрос OP
Мне показали технику сверла с плоским дном примерно в 1975 году как средство преодоления отсутствия зенковки для винтов с головкой под ключ. Я использовал его много раз, но что-то подсказывает мне, что до этого он существовал намного дольше, чем время, прошедшее с
Я использовал его много раз, но что-то подсказывает мне, что до этого он существовал намного дольше, чем время, прошедшее с
Иногда я использую сверла для пазов и концевые фрезы, чтобы выровнять торец или открыть отверстие перед расточкой, но никогда не стал бы делать этого для получения отверстия точного диаметра.
Буксир
Чарльз Ламонт
Известный член
№13
goldstar31 сказал:
Ну да и нет. Любитель с инструментом лучше среднего и шлифовальной машиной не может скруглить крайние концы концевых фрез и сверл.
Я следил за различными конструкциями и их характеристиками. Я только что отдал Кларксона. Никакие инструкции никогда не публиковались до тех пор, пока для Mark2 не было наконец представлено приспособление для поворота радиуса.
Группа Te Quorn болтала о Quorns Mar k1 и Mark2, а я сижу с Quornand, Kennet и китайским клоном Deckel- Тот же ответ!
Прости и все такое
Норман
Нажмите, чтобы развернуть…

Норм, я не понимаю. Шлифование радиуса на вершинах фрез с помощью Quorn вполне возможно, но Чеддок объясняет в своей «библии» Quorn, что это сложно.
голдстар31
Известный член
№14
Насколько я помню, Чеддок описывает процедуру со ссылкой на. .. и я цитирую положение в балетном танце’
.. и я цитирую положение в балетном танце’
Очевидно, что группа Quorn, членом которой я являюсь (Ye Gods), выразила озабоченность. Кажется, и у меня есть планы Mk3 и т. Д., Но я не пробовал, пошел на все, чтобы решить проблему. Как Чаддок мог закруглить кончики своих самодельных фрез диаметром 1/10 дюйма, но, по иронии судьбы, не смог их заточить. У меня есть Марк1 со всеми прибамбасами.
Том Уолшоу, писавший как бывший преподаватель инженерного дела и как Тубал Каин, знал об этой проблеме, и его решение заключалось в том, чтобы «камень; крайние советы».
Очевидно, что обработка фрез ДОЛЖНА следовать тому, что мы делаем с токарными инструментами, и округлять этот маленький острый конец. Ну, у меня есть дизайн Кеннета? но продается компанией Model Engineering Services и принадлежит Ивану Лоу — котельщику и, возможно, Арнольду Тропу из Dore Engineering и автору книги «Вертикальное фрезерование в домашней мастерской». Нет упоминания об «округлении». На самом деле Арнольда Тропа спросили на демонстрации SME, почему он не затачивает инструменты на своем Quorn. Да, это был я! Quorn просто слишком долго настраивался. Он сделал один- между прочим!
Да, это был я! Quorn просто слишком долго настраивался. Он сделал один- между прочим!
У меня есть стент, как ни странно, сфабрикованный. Есть ли гаджет, чтобы сделать то, что заявлено возможным. Возможно, подумайте еще раз — этого не происходит.
Итак, снова в домашней мастерской, что делает? Возможно модификация замены Kennet на Worden Mk3 делает. Я все еще со своим. Теперь Mk3 Quorn подходит к концу. 600 фунтов стерлингов за комплект — и не все gubbins, чтобы сделать это, и даже тогда он не завершен, потому что ему нужен набор цанг ER32 с валом 25 мм, а две предыдущие модели рассчитаны на 1 дюйм 9.0696 Кроме того, у меня есть китайский клон Deckel— без точки поворота для округления. Так что мне и другим с этой моделью придется УГАДАТЬ.
Как вы увидите, я был предельно практичным и оставил теорию, предположения и выдумки для другого поста
Ура
N
Чиптоссер
Чиптоссер
№15
Шлицевая дрель. Для меня это новинка.
Судя по определению шлицевого сверла, которое мне удалось найти, оно похоже на то, что можно использовать в древесине.
Я был в этом увлечении только с 1972 года! Должна быть региональная фраза или торговая марка?
В основном я использовал сверла квадратной формы, чтобы удовлетворить потребность в отверстии с плоским дном размером до 3 дюймов.
Для небольших отверстий с плоским дном я обычно предпочитаю использовать фрезу для жесткости.
Для более крупных деталей я буду использовать сверлильный станок из-за его большого стола. Я буду использовать модифицированные концевые фрезы диаметром до 0,500 из-за емкости патрона и сверла с плоским дном.
Теперь помните, вам нужно будет запускать эти инструменты с плоским дном на более низкой скорости! Они чаще вызывают болтовню. У вас больше контакта с поверхностью и из-за геометрии.
Внешние кромки сверла или концевой фрезы можно зашлифовать, чтобы кромки не резались и не впивались в сторону отверстия.
Для этого я также использовал концевые фрезы. Теперь, разумеется, я бы не стал использовать концевую фрезу с торчащими канавками на дюйм, если только вам это абсолютно не нужно. Я бы обрезал конец фрезы на короткую заглушку и позволил хвостовику пройти через отверстие. Две флейты или четыре, зависит от диаметра глубины и т. Д.
Я использовал шлифовальные станки Deckel, чтобы сделать красивые D-образные инструменты и радиусы заточки на углах сверл. Если у вас есть такая необходимость, я использую их только на мельнице.
Большинство одноразовых инструментов для этой цели (сверла, фрезы) я обтачиваю вручную на станочном шлифовальном станке и при необходимости подкрашиваю алмазным кругом или на плоскошлифовальном станке с помощью индексатора.
Здесь, в США, хороший шлифовальный станок Darex. Они становятся очень недорогими.
У них есть пневматический шпиндель для цангового инструмента, используются цанги 5c. очень удобный.
очень удобный.
Те из вас, кто не использовал, не работал на оборудовании с ЧПУ, не были ознакомлены с некоторыми из новых концевых фрез. Да, существует множество концевых фрез с центральной режущей кромкой. Просто делайте то, что вам нужно, экспериментируйте!
голдстар31
Известный член
№16
Сверло для пазов — это сверло с двумя режущими кромками, которое на удивление… прорезает пазы.
Фрезерное сверло при той же задаче, вероятно, срежет слишком большой размер из-за «флаттера фрезы»
Далее?
Чиптоссер
Чиптоссер
# 17
Итак, вы называете концевую фрезу с двумя канавками шлицевым сверлом?
Рамон
Победитель проекта месяца!!!
# 18
Чиптоссер сказал:
Slot Drill, это новинка для меня.
Судя по определению шлицевого сверла, которое мне удалось найти, оно похоже на то, что можно использовать в древесине.
Я был в этом увлечении только с 1972 года! Должна быть региональная фраза или торговая марка?Нажмите, чтобы развернуть.

