Резец расточной проходной: Купить резец расточной для глухих отверстий ГОСТ 18883-73 Т15К6 16х16х140
Содержание
металлорежущий, абразивный инструмент и оснастка в Минске
| на главную | о компании | контакты
| отправить запрос |
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
- Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
- Гарантия на всю продукцию
- Возможна отсрочка платежа
- Доставка по всей Беларуси
- Опыт 20 лет и более 300 довольных клиентов
- Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
- В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия.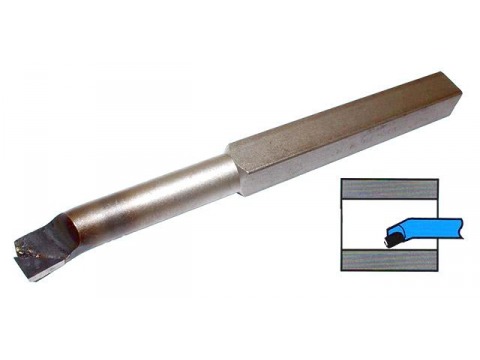 Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
© 2022
Велес-инструмент
г. Минск, ул. Неждановой, д.6, к.2
Минск, ул. Неждановой, д.6, к.2
+375 17 287-67-95
+375 17 361-29-90
+375 44 572-85-76
+375 29 115-80-29
+375 29 682-43-01
Факс: +375 17 216-06-91
veles-prom.by
Сайт работает на платформе Nestorclub.com
Резец токарный подрезной отогнутый правый, Т15К6, 20х16х120 мм, ГОСТ 18880-73 []
Каталог →
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные подрезные отогнутые. ГОСТ 18880-73 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
| ГОСТ 18880-73 | |
| Обозначение резца | 2112-0055 |
| Направление резца | правый |
| Угол врезки пластины | 0º |
| Пластина | твёрдый сплав Т15К6 |
| Габаритные размеры, мм | 20х16х120 |
Описание:
Резец токарный подрезной отогнутый предназначен для протачивания заготовок вдоль оси её вращения, при этом позволяет обрабатывать торцевые поверхности деталей. Также применяется в целях подрезки уступов под прямым или острым углом к основному направлению обтачивания. Подходят для работы как с поперечной, так и продольной подачей.
Также применяется в целях подрезки уступов под прямым или острым углом к основному направлению обтачивания. Подходят для работы как с поперечной, так и продольной подачей.
В резце токарном подрезном отогнутом с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный подрезной отогнутый правый, Т15К6, 20х16х120 мм, ГОСТ 18880-73 может отличаться от розничной (магазинной) цены.
Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок.
Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте.
Проверяйте комплектацию товара и его технические возможности в момент получения товара.
Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный подрезной отогнутый правый, Т5К10, 20х12х125 мм, ГОСТ 18880-73
ГОСТ 18880-73, обозначение резца 2112-0053, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 20х12х125 мм
Отправить запрос
Резец токарный подрезной отогнутый правый, ВК8, 20х16х120 мм, ГОСТ 18880-73
ГОСТ 18880-73, обозначение резца 2112-0013, правый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 20х16х120 мм
Отправить запрос
Резец токарный подрезной отогнутый правый, Т5К10, 20х16х120 мм, ГОСТ 18880-73
ГОСТ 18880-73, обозначение резца 2112-0055, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 20х16х120 мм
Отправить запрос
Резец токарный подрезной отогнутый правый, Т15К6, 25х16х140 мм, ГОСТ 18880-73
ГОСТ 18880-73, обозначение резца 2112-0057, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 25х16х140 мм
Отправить запрос
Резец токарный подрезной отогнутый левый, ВК8, 25х16х140 мм, ГОСТ 18880-73
ГОСТ 18880-73, обозначение резца 2112-0006, левый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х16х140 мм
Отправить запрос
Сообщить о поступленииX
| имя: | * |
| телефон: | * |
| e-mail: | |
| комментарий: |
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
| имя: | * |
| телефон: | * |
| e-mail: |
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара?
Cообщите нам, мы обязательно это исправим.
| ошибка: | * |
отправить
Расточные станки | Расточные инструменты
Усовершенствованные системы режущих инструментов
Расточные инструменты предназначены для устранения проблем с вибрацией и вибрацией при выполнении различных операций по обработке отверстий. Наши специально разработанные расточные инструменты увеличивают срок службы инструмента, повышая производительность и рентабельность.
Сверление
Многофункциональная обработка отверстий
Отверстия коренных подшипников блока цилиндров и отверстия кулачкаОтверстия кулачка головки цилиндра
Выбор правильного инструмента для растачивания цилиндров для вашей работы может сэкономить вам время и деньги. Стандартные инструменты для растачивания не всегда сочетают в себе нужные функции, чтобы каждый раз обеспечивать быстрое растачивание и надежные результаты. Когда вы выбираете специальный инструмент для растачивания линий, обратное растачивание или инструмент для растачивания цилиндров от Colonial Tool, вы можете работать на более высоких скоростях для большей производительности.
Кроме того, вы сократите время простоя и продлите срок службы своего расточных инструментов, выбрав специальный инструмент для расточных цилиндров. Индивидуальный расточный инструмент, разработанный для ваших конкретных потребностей, может быть оптимизирован для наилучшего набора параметров резания, включая:
• Углы в плане
• Глубина резания
• Снижение вибрации
• Теплоотвод
• Замена режущего инструмента
Результатом стал высококачественный расточный инструмент, который легко настроить и использовать для небольших, средних или больших объемов производства. Вы также можете выбрать специальные расточные инструменты для растачивания и обработки прототипов, чтобы создавать уникальные и сложные отверстия. Нестандартные расточные инструменты являются популярным выбором для машинного растачивания, растачивания цилиндров и двигателей, а также для любых других ситуаций внутреннего растачивания.
Вы также можете выбрать специальные расточные инструменты для растачивания и обработки прототипов, чтобы создавать уникальные и сложные отверстия. Нестандартные расточные инструменты являются популярным выбором для машинного растачивания, растачивания цилиндров и двигателей, а также для любых других ситуаций внутреннего растачивания.
Что такое растачивание в обработке?
При механической обработке расточкой называется процесс расширения уже просверленного (или отлитого) отверстия с помощью однолезвийного режущего инструмента (или расточной головки, содержащей несколько таких инструментов), например, как в расточка ствола орудия или цилиндра двигателя. Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Существуют различные виды сверления. Расточная оправка может поддерживаться на обоих концах (что работает только в том случае, если существующее отверстие является сквозным) или на одном конце (что работает как для сквозных, так и для глухих отверстий). Lineboring (линейное сверление, линейное сверление) подразумевает первое. Обратное растачивание (обратное растачивание, обратное растачивание) — это процесс просверливания существующего отверстия и последующего растачивания на «тыльной» стороне заготовки (относительно передней бабки станка).
Из-за ограничений конструкции инструмента, налагаемых тем фактом, что заготовка в основном окружает расточный инструмент, расточка по своей природе несколько сложнее, чем точение, с точки зрения меньшей жесткости держателя инструмента, повышенных требований к заднему углу (ограничение величины опоры, которая может придаваться режущей кромке), а также трудности контроля получаемой поверхности (размеры, форма, шероховатость поверхности). Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Растачивание и точение имеют абразивные аналоги при внутреннем и наружном круглом шлифовании. Каждый процесс выбирается на основе требований и значений параметров конкретного приложения.
Специальные инструменты для оптимизированного растачивания
В то время как стандартные инструменты для растачивания подходят для многих областей применения, специальные инструменты для растачивания позволяют сосредоточиться на уникальных задачах обработки. Многие мастерские могут сэкономить время, выбрав расточные инструменты по индивидуальному заказу или инструменты для обратного растачивания от Colonial Tool. В зависимости от диаметра требуемого отверстия, формы и толщины материала стандартные отверстия могут не обеспечивать быстрых и стабильных результатов.
Неудовлетворительное растачивание может произойти, когда:
• Ваш расточный инструмент допускает слишком сильную вибрацию или дребезг
• Вам требуются дополнительные проходы из-за неподходящей геометрии инструмента
• Вы не можете настроить инструмент для своего типа детали
• Вы не может быстро заменить или заточить режущие кромки
Не тратьте время, усилия и деньги, пытаясь сделать вашу деталь подходящей для вашего расточной инструмента. Вместо этого выберите специальный расточный инструмент, адаптированный к вашим деталям. Используя специальный расточный инструмент, изготовленный с учетом ваших уникальных процессов, вы увидите повышение производительности и эффективности при сокращении времени простоя и снижении затрат на единицу продукции. Все больше и больше наших клиентов видят преимущества нашей нестандартной конструкции расточных инструментов и выбирают это гибкое решение с добавленной стоимостью.
Спасение в долгосрочной перспективе
Контроль затрат в вашем механическом цехе или производственном цехе означает поиск наилучшего компромисса между качеством инструмента и окупаемостью инвестиций.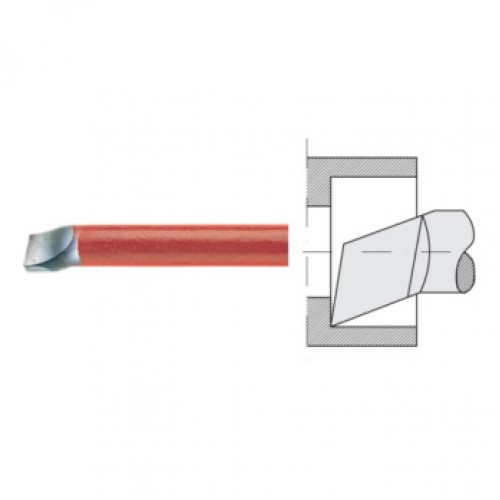 С помощью нестандартных расточных инструментов от Colonial Tool вы получаете инструменты, которые идеально подходят для ваших нужд и обеспечивают более высокую скорость резания. Вы уменьшите брак и переделок и увидите улучшения в производительности и эффективности, которые быстро окупят ваши расточные инструменты. Такого рода долгосрочная ценность действительно может со временем возрасти, поэтому воспользуйтесь нашим опытом в создании нестандартных расточных инструментов для вашего бизнеса.
С помощью нестандартных расточных инструментов от Colonial Tool вы получаете инструменты, которые идеально подходят для ваших нужд и обеспечивают более высокую скорость резания. Вы уменьшите брак и переделок и увидите улучшения в производительности и эффективности, которые быстро окупят ваши расточные инструменты. Такого рода долгосрочная ценность действительно может со временем возрасти, поэтому воспользуйтесь нашим опытом в создании нестандартных расточных инструментов для вашего бизнеса.
Свяжитесь с нашей командой сегодня, чтобы получить бесплатное предложение и запросить дополнительную информацию о наших нестандартных инструментах. Мы можем предоставить инструменты для линейного растачивания и инструменты для обратного растачивания для широкого диапазона диаметров, материалов и обработки поверхности. Приходите и откройте для себя преимущества доверия такому лидеру, как Colonial Tool, для всех ваших потребностей в нестандартных расточных инструментах.
Уменьшите вибрацию инструмента, избегая этих 5 ошибок при использовании расточных оправок
Применение расточных оправок очень популярно в токарной промышленности, поскольку они обеспечивают мастеру чрезвычайное разнообразие и точность. Однако правильная работа расточной оправки необходима для обеспечения максимальной эффективности цеха и достижения превосходной чистоты деталей. Существует множество ошибок, которые можно совершить при работе с расточной оправкой, и многие из них вызывают чрезмерную вибрацию или вибрацию при обработке, которых следует избегать. Узнайте о пяти ошибках, которые могут вызывать дребезг инструментов в ваших скучных приложениях, и о том, как раз и навсегда избавиться от дребезга.
Однако правильная работа расточной оправки необходима для обеспечения максимальной эффективности цеха и достижения превосходной чистоты деталей. Существует множество ошибок, которые можно совершить при работе с расточной оправкой, и многие из них вызывают чрезмерную вибрацию или вибрацию при обработке, которых следует избегать. Узнайте о пяти ошибках, которые могут вызывать дребезг инструментов в ваших скучных приложениях, и о том, как раз и навсегда избавиться от дребезга.
Ошибка при использовании расточной оправки 1: использование затупившейся фрезы
Растачивание изношенным инструментом значительно увеличивает силы резания, создаваемые резом, что приводит к вибрации. Чем больше инструмент используется, тем больше у него шансов на истирание или, другими словами, нарост на кромке (BUE), что делает обязательным осмотр расточной оправки перед каждым применением. Оснащение вашего инструментального станка высококачественными расточной оправкой может помочь снизить BUE, обеспечивая острую и долговечную режущую кромку, предназначенную для конкретного применения.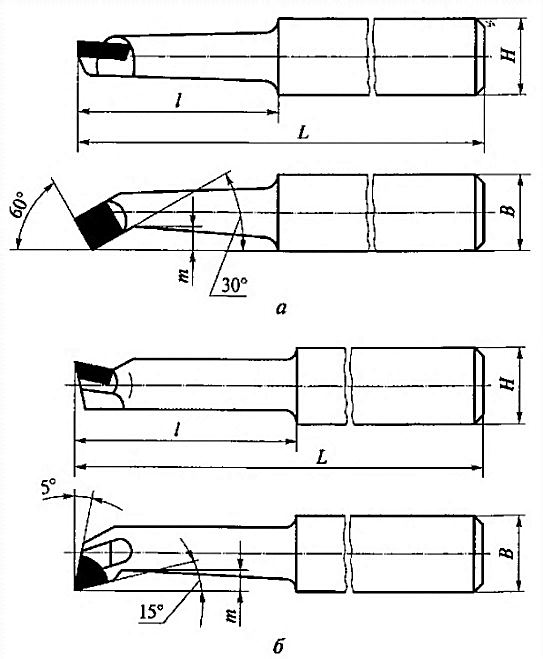 Узнайте о других способах снижения BUE при токарной обработке уже сегодня.
Узнайте о других способах снижения BUE при токарной обработке уже сегодня.
Источник изображения: Твердосплавные вставки Режимы отказа от износа. | Machining4.eu, 2022
Ошибка при применении расточной оправки 2: использование неправильных скоростей и подачей
Как и во многих других случаях, использование неправильных скоростей и подач может привести к ухудшению производительности. При сверлении использование слишком высокой нагрузки на стружку может вызвать отклонение, что значительно увеличивает вероятность поломки инструмента. Использование слишком низкой нагрузки стружки не позволяет инструменту резать достаточно, что приводит к отскакиванию инструмента от материала, что приводит к повышенному износу инструмента и ухудшению качества обработки детали. При работе с расточной оправкой обязательно используйте скорость и подачу, рекомендуемые для используемого инструмента. Micro 100 предоставляет загружаемые и удобные для печати значения скорости и подачи для всех стандартных и быстросменных токарных инструментов Micro-Quik.
Ошибка при работе с расточной оправкой 3: Отсутствие поддержки заготовки
Основной причиной вибрации при растачивании является отсутствие поддержки заготовки. Если заготовка не поддерживается должным образом при входе в приложение для растачивания, инструмент начнет вибрировать. Важно не только убедиться, что используется правильное удерживающее устройство, но также важно убедиться, что ваша установка максимально жесткая. Узнайте больше о стилях закрепления и соображениях, чтобы убедиться, что вы правильно поддерживаете свою заготовку при следующем сверлении.
Точно так же фиксация инструмента также играет жизненно важную роль в работе расточной оправки. Важно выбрать держатель инструмента, который подходит для используемого инструмента и является максимально жестким. Многие машинисты выбирают инструменты, которые повышают эффективность обработки за счет увеличения скорости смены инструмента. Например, производитель режущего инструмента Micro 100 предлагает держатели Micro-Quik, которые обеспечивают непревзойденную жесткость, осевую и радиальную повторяемость, постоянство от наконечника к наконечнику и точность от детали к детали при смене инструмента менее чем за 30 секунд.
Источник изображения: @abom79
Ошибка при работе с расточной оправкой 4: Сверление неправильного начального отверстия
Перед началом растачивания необходимо просверлить правильное отверстие, чтобы убедиться, что расточная оправка имеет достаточный контакт с заготовкой для правильной стабилизации реза. Если отверстие слишком большое, расточная оправка может отклониться от заготовки. Если отверстие слишком маленькое, для инструмента не будет достаточного зазора, что увеличивает вероятность износа инструмента и, возможно, отказа инструмента. При выборе сверла для подготовки заготовки к сверлению следует учитывать два параметра: ширину головки и минимальный диаметр отверстия.
Ширина головки или значение «H» на приведенном выше линейном чертеже, — это фактическая ширина сверлильного инструмента. Минимальный диаметр отверстия r представляет собой расчетный размер, немного превышающий размер головки, связанный с наименьшим размером сверла, который следует использовать для начала сверления.