Резец для нарезания резьбы: Резец резьбовой для наружной резьбы
Содержание
Резец резьбовой для наружной резьбы
Виды резьбовых резцов
Основные размеры резьбового резца
Геометрия резьбового резца
Выбор резьбового резца
Режимы резания
Маркировка
Изготовление ТОРЦЕВЫХ ФРЕЗ, КОНЦЕВЫЕ ФРЕЗЫ-АКЕ-TIDEWAY-WEMARO, ЗУБЬЯ (РЕЗЦЫ) ГНБ, высокогибкий кабель CHAINFLEX
.Резец резьбовой для наружной резьбы относится к узкоспециализированным инструментам, которые применятся в токарной сфере. Он служит для того, чтобы осуществлять нарезку наружной резьбы необходимого диаметра с заданным шагом и в нужной метрической системе. Для этого нужно правильно подобрать инструмент и заготовку.
Резец резьбовой наружный используется для того, чтобы вырезать на внешней поверхности заготовки диаметральные канавки, которые должны совпадать с внутренней резьбой на другой части детали. При правильном подборе режима обработки можно сделать как стандартную резьбу, так и какую-либо необычную, выходящую за принятые рамки.
фото:резцы резьбовые для наружной резьбы
Размер резца определяет шаг резьбы, так как все они могут работать только в определенном пределе. Каждый резец резьбовой наружный имеют свою длину режущей части и поэтому, превышение размера шага или его уменьшение может привести к тому, что заготовка попросту испортится. Чтобы работать с широким спектром деталей, следует иметь несколько отдельных резцов различных размеров. С учетом того фактора, что резец резьбовой для наружной резьбы используется по внешней поверхности детали, его размеры, как правило, заметно выше, чем у тех, которые используются для внутренней обработки. Резец резьбовой ГОСТ 18885 73 остается актуальным и в наше время.
Каждый резец резьбовой наружный имеют свою длину режущей части и поэтому, превышение размера шага или его уменьшение может привести к тому, что заготовка попросту испортится. Чтобы работать с широким спектром деталей, следует иметь несколько отдельных резцов различных размеров. С учетом того фактора, что резец резьбовой для наружной резьбы используется по внешней поверхности детали, его размеры, как правило, заметно выше, чем у тех, которые используются для внутренней обработки. Резец резьбовой ГОСТ 18885 73 остается актуальным и в наше время.
Для нарезания инструмент имеет особую конструкцию, которая помогает осуществлять данную операцию при любой сложности задачи. Главное, чтобы деталь подходила по размеру и форме. Материал резца всегда должен быть жестче, чем материал заготовки. Чтобы процесс происходил максимально точно, режущую часть нужно ставить строго перпендикулярно к поверхности, на которой будет нарезаться резьба. Если это не соблюдать, то нарезаемый диаметр может с тать меньшим. Резец резьбовой для наружной резьбы оказывается востребованным во многих областях промышленности, так как нарезание резьбы для соединения деталей используется в самых разнообразных механизмах.
Резец резьбовой для наружной резьбы оказывается востребованным во многих областях промышленности, так как нарезание резьбы для соединения деталей используется в самых разнообразных механизмах.
Данные изделия могут иметь несколько конструкционных отличий, несмотря на то, что они предназначаются для одной цели. В основном, это касается параметров, но основными различиями можно определить правую и левую направленность резцов. Она определяет то, как будет крепиться инструмент в станке и с какой стороны будет режущая часть при обработки. В профессиональной работе это очень важно, поэтому, специалисты стараются собрать себе набор необходимого оборудования, которое может пригодиться в работе.
Размер изделия оказывается не менее важным фактором, так как именно он определяет размер заготовки, с которой можно работать, а также максимальный и минимальный размер шага резьбы.
Основные размеры резцов для наружной резьбы
| Высота,мм | Ширина,мм | Длина,мм | Ширина режущей части,мм | Шаг резьбы,мм |
|---|---|---|---|---|
| 10 | 10 | 120 | 4 | 2;4 |
| 12 | 12 | 140 | 5 | 2;5;8 |
| 16 | 16 | 170 | 9 | 3;6;10 |
| 20 | 20 | 200 | 12 | 3;8;12 |
| 25 | 25 | 240 | 14 | 4;10;16 |
Материал режущей части резца может изготавливаться как из быстрорежущей стали, как резец резьбовой ВК8, так и из твердосплавных металлов. Остальная часть корпуса зачастую изготавливается из инструментальной стали, что делается из экономических соображений. Какой именно материал стоит подбирать, зависит от обрабатываемой заготовки.
Остальная часть корпуса зачастую изготавливается из инструментальной стали, что делается из экономических соображений. Какой именно материал стоит подбирать, зависит от обрабатываемой заготовки.
Геометрия резца для наружной резьбы
Несмотря на то, что данный инструмент относится к узкопрофильным и имеет свои уникальные параметры, геометрия режущей части во многом повторяет классические варианты, так как все части в них повторяются. Основным рабочим элементом по-прежнему остается головка, которая выполняет все рабочие операции. Она крепится на стержне, что находится в держателе станка. Для того, чтобы стружка не мешала работе, ее сход происходит по передней поверхности, имеющий специальный угол для того, чтобы она не попадала вновь под резец.
Основная режущая часть – это главная кромка, которая расположена в месте пересечения задней и передней поверхности инструмента. Помимо этого еще существует и вспомогательная кромка, которая расположена в месте пересечения задней и передней вспомогательной поверхности резца.
То место, где пересекается главная и вспомогательная режущая кромка, является вершиной резца. Именно она задействована в основной работе. Величина углов между всеми этими деталями может несколько колебаться, в зависимости от размеров и конкретной модели.
Выбор резьбового резца
Нарезание метрической резьбы резцом является весьма ответственным процессом, так как нужно сделать так, чтобы другая часть, имеющая внутреннюю резьбу, совпадала с изготовленной внешней. Чтобы ничего не испортить, нужно не только правильно подобрать инструмент, но и умело действовать, не совершая неосторожных движений.
Одним из основных параметров выбора является размер инструмента. Этот параметр влияет не только на шаг резьбы, но и на максимальный и минимальный диаметр заготовки, глубину прореза и так далее. При выборе материала нужно отталкиваться от того, из чего сделана заготовка. Если она изготовлена из мягких не каленых металлов, то можно использовать быстрорежущую сталь. Если же применяются жесткие металлы и сплавы, то следует использовать тугоплавкие сплавы. «Совет профессионалов! При совершении нарезки внутренней и внешней резьбы желательно пользоваться инструментами от одного производителя, чтобы избежать проблем с несоответствием.»
Если же применяются жесткие металлы и сплавы, то следует использовать тугоплавкие сплавы. «Совет профессионалов! При совершении нарезки внутренней и внешней резьбы желательно пользоваться инструментами от одного производителя, чтобы избежать проблем с несоответствием.»
Режимы нарезания резьбы резцом
Процесс нарезания производится продольным движением, которое должно быть равномерным по всей длине заготовки, так как в ином случае резьба будет неровной и с ней не сможет соединиться другая часть с внутренней резьбой. Необходимо регулировать одинаковую глубину прорезки и соблюдать плавность оборотов вращения станка. Для каждого типа резьбы есть свои схемы получения результатов, исходя из заданных настроек.
Маркировка
Маркирование резцов идет согласно материалу их основной режущей части. К примеру, в инструменте с маркировкой Т15К6 содержится 15% карбида титана и 6% кобальта. При этом сам материал относится к титановольфрамовой группе твердосплавных металлов.
Резьбовые резцы — Токарное дело
Резьбовые резцы
Категория:
Токарное дело
Резьбовые резцы
Резьбы с высокими требованиями к соосности с другими поверхностями выполняют резьбовыми резцами на токарном станке, настроенном на подачу,- соответствующую шагу нарезаемой резьбы.
Различают резьбовые резцы быстрорежущие и твердосплавные для нарезания наружных и внутренних резьб. Профиль резьбового резца соответствует профилю нарезае-емой резьбы: для метрической резьбы угол профиля е = 60°, для дюймовой £ = 55°. В процессе нарезания резцом возможна некоторая «разбивка» профиля резьбы. Поэтому фактически профиль резца занижается: для резцов из быстрорежущей стали на 10—20’, дЛя твердосплавных резцов на 20—30’.
Заточку резьбовых резцов контролируют специальным шаблоном. Чтобы при нарезании резьбы большого шага задние поверхности головки резца не терлись о стенки резьбовых канавок, применяют два способа: первый — задний угол боковой кромки с той стороны, куда направлена подача суппорта при нарезании, делают большим, чем угол наклона резьбы. Для правой резьбы азат. лев= « + а, а для левой резьбы a3aT.npair= Д + а, где и — угол подъема резьбы (рис. 229, а). Заточенный таким образом резец имеет отрицательный передний угол (—у2) у правой кромки (для правой резьбы), что нежелательно, так как увеличивает шероховатость резьбы. Чтобы избежать указанный недостаток, на передней поверхности резца вдоль правой режущей кромки (для правой резьбы) или вдоль левой режущей кромки (для левой резьбы) затачивают канавку, облегчающую сход стружки; второй — резец затачивают с одинаковыми задними углами о = а2 на правой и левой кромках, но при установке его поворачивают на угол подъема витков. Для этой цели применяют державку с поворотной головкой и делениями. Резьбовой резец ВНИИ с механическим креплением ромбической твердосплавной пластинки показан на рис. 231. Пластинка удерживается прихватом в углублении, которое создается в державке.
Для правой резьбы азат. лев= « + а, а для левой резьбы a3aT.npair= Д + а, где и — угол подъема резьбы (рис. 229, а). Заточенный таким образом резец имеет отрицательный передний угол (—у2) у правой кромки (для правой резьбы), что нежелательно, так как увеличивает шероховатость резьбы. Чтобы избежать указанный недостаток, на передней поверхности резца вдоль правой режущей кромки (для правой резьбы) или вдоль левой режущей кромки (для левой резьбы) затачивают канавку, облегчающую сход стружки; второй — резец затачивают с одинаковыми задними углами о = а2 на правой и левой кромках, но при установке его поворачивают на угол подъема витков. Для этой цели применяют державку с поворотной головкой и делениями. Резьбовой резец ВНИИ с механическим креплением ромбической твердосплавной пластинки показан на рис. 231. Пластинка удерживается прихватом в углублении, которое создается в державке.
1. РЕЗЬБОВЫЕ РЕЗЦЫ:
а—резцы в работе, б — геометрия твердосплавного резьбового резца; резцы. 1 — наружный. 2 — внутренний
2 — внутренний
2. СХЕМА УСТАНОВКИ РЕЗЬБОВОГО ПОВОРОТА
а — резец без подточки, б — резец с подточкой по передней поверхности
3. Резьбовой резец, установленный с поворотом:
а —резец без подточки, б — резец с подточкой по передней поверхности, в — державка с поворотной головкой для резьбового резца; 1 — резец. 2 — винт. 3 — поворотная головка. 4 — корпус. 5 —1 винт
4. Резьбовой резец внии с механическим креплением ромбической пластинки:
1 — держапка. 2 — опорная пластинка. 3 — режущая пластинка. 4 —прижимная планка (прихват)
5. РЕЗЬБОВЫЕ РЕЗЦЫ, ЗАТАЧИВАЕМЫЕ ПО ПЕРЕДНЕЙ ПОВЕРХНОСТИ:
а — призматический, б — дисковый
Для уменьшения числа переточек и упрощения переточки, а также сокращения времени на замену резца широко применяют призматические и дисковые резьбовые резцы, перетачиваемые только по передней поверхности. Для нарезания резьб в сквозных отверстиях (со свободным выходом резца) часто применяют резьбовые гребенки, по профилю напоминающие метчик, т. е. имеющие заборную (с постоянно возрастающей высотой элементарных резьбовых резцов) и калибрующую части. Таким инструментом резьбу нарезают на полную высоту профиля за один проход. Гребенки делятся на стержневые, призматические и круглые.
е. имеющие заборную (с постоянно возрастающей высотой элементарных резьбовых резцов) и калибрующую части. Таким инструментом резьбу нарезают на полную высоту профиля за один проход. Гребенки делятся на стержневые, призматические и круглые.
6. РЕЗЬБОВЫЕ ГРЕБЕНКИ:
а — стержневая, б — призматическая, в — круглая для наружных резьб, г—круглая для внутренних резьб; 11 — заборная часть гребенки
7. СХЕМА НАСТРОЙКИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА НА НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ
Реклама:
Читать далее:
Настройка токарно-винторезного станка на нарезание резьбы резцом
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
Thread Cutter — Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(
595 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Использовать автоматическую обрезку нити для квилтинга.
 .. или нет?
.. или нет?
Этот пост содержит партнерские ссылки, за которые я получаю компенсацию
Джоселин спрашивает:
После использования автоматической обрезки нити в начале следующего шва образуется клубок.
Как этого избежать, если шпульная нить слишком короткая для подъема? Прошиваю на демо Viking Sapphire 930.
Ответить
Я не совсем уверен, о чем вы говорите, о сшивании или о выстегивании, поэтому я обращусь к обоим. Надеюсь, ты не против.
Для тех из вас, у кого более старые машины (например, мой Viking #1+ 1992 года не имел автоматической обрезки нити, а мой Designer I 2001 года имеет), вы активируете обрезку нити одним нажатием кнопки, а обрезка в область шпульки скользит поперек, чтобы обрезать нитки. Это действительно отличная функция, которая экономит время. Пока машина режет, мои руки свободны для выравнивания очередных заплаток для сшивания.
Есть недостаток, по крайней мере на моей 10+ летней машине. Крой не вровень с тканью. Он оставляет хвостик нити длиной от 1-1/2 до 2 дюймов. Лично я возвращаюсь и обрезаю их ножницами, когда дохожу до хорошей точки остановки.
Он оставляет хвостик нити длиной от 1-1/2 до 2 дюймов. Лично я возвращаюсь и обрезаю их ножницами, когда дохожу до хорошей точки остановки.
Для сшивания…
Обычно я отключаю эту функцию и вместо нее использую якорную ткань (некоторые люди называют их «паучки» или «кроличьи хвосты» — возможно, есть и другие милые названия…)
Якорь ткань — это просто лоскут ткани, который вы начинаете и заканчиваете шитьем на до и после ваших реальных патчей. Они экономят время и деньги, потому что у вас нет длинных ненужных концов ниток.
Слева сильно используемый.
Я держу их при себе до тех пор, пока не возникнет проблема с проколом иглы или я случайно не уронил одну на пол, и мне нужна еще одна… срочно!
У всех тех углов, которые вы обрезаете с помощью техники соединительных углов, теперь есть цель!
Ниже показано его изображение в начале сборки. Вы увидите, как они часто используются в инструкциях к бесплатным шаблонам лоскутных блоков на этом веб-сайте.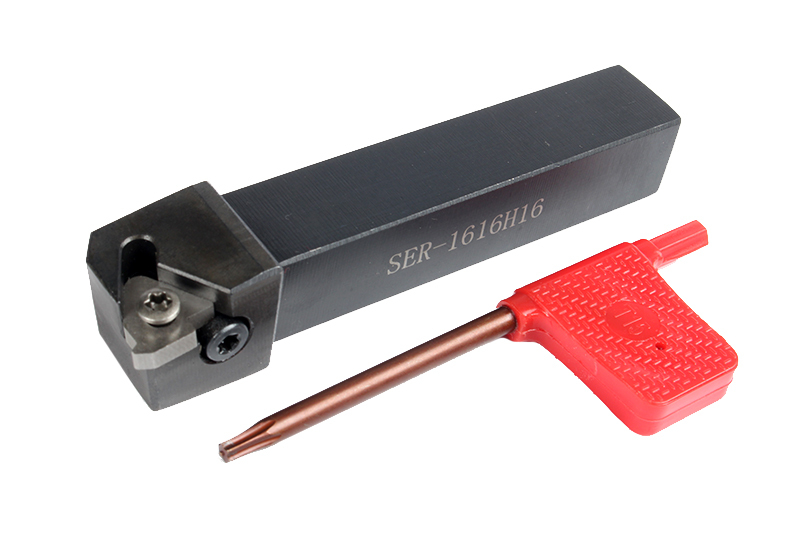
Для машинного квилтинга…
Опять же, я отключаю функцию машинного квилтинга, устанавливая ее на «ручной».
Я не хочу, чтобы нитки спутывались на изнаночной стороне моих стеганых одеял, поэтому я очень тщательно вытягиваю шпульную нить наверх. Для завязывания я использую как микрострочки, так и ручную вязку. Короткий хвост, оставленный резаком, недостаточно длинен ни для того, ни для другого.
Так что я просто не использую его.
То же самое касается «фиксированного стежка» или автоматического завязывания узлов, которые есть в новых машинах. Я думаю, что узел неприглядный на задней части моих стеганых одеял. Я также не уверен, что эти узлы, завязанные на машине, выдержат износ, на который обречены многие из моих узлов. Опять же, я предпочитаю микрострочки или ручное плетение, чтобы закрепить швы.
Поэтому, когда
ДЕЛАТЬ Я использую нитеобрезатель
, мне нравится эта функция, особенно когда я сшиваю что-то, что будет обрезано по размеру — это означает как сшивание бумаги, так и множество основных единиц, которые я делаю для этого.
