Резец токарный прямой проходной: Резец проходной прямой 32*20*170 Т5К10 ГОСТ 18878-73 купить по выгодной цене
Содержание
Режущие инструменты для токарных станков. Руководство по инструментам для токарных станков в формате PDF сверление, торцевание, растачивание и резка с помощью токарных режущих инструментов, которые применяются к заготовке для создания объекта с симметрией относительно этой оси.
Для работы общего назначения используется одноточечный инструмент, но для специальных операций могут использоваться многоточечные инструменты. Посмотрите приведенное ниже видео, чтобы получить представление о работе токарного станка.
При работе на токарном станке для разных операций требуются разные типы режущих инструментов для токарных станков в соответствии с процессом использования режущих инструментов для токарных станков .
Режущие инструменты для токарных станков :
Ниже приведены типы режущих инструментов для токарных станков , используемых в токарных станках:
- Токарный инструмент.
- Инструмент для снятия фаски.

- Инструмент для нарезания резьбы.
- Инструмент для нарезания внутренней резьбы.
- Облицовочный инструмент.
- Инструмент для нарезки канавок.
- Формовочный инструмент.
- Расточной инструмент.
- Отрезной инструмент.
- Зенковка
- Инструмент для подрезки
- По методу подачи
- Правосторонний инструмент
- Левосторонний инструмент
- Круглая головка
- Инструмент для черновой обработки.
- Токарный инструмент для чистовой обработки.
- Обычные токарные инструменты,
- Плоские формовочные инструменты,
- Круглые формовочные инструменты.
- Простые формовочные инструменты
- Плоские формовочные инструменты типа «ласточкин хвост».
- Долото с двумя режущими кромками на двух концах используется для быстрой обработки.
- Широкая двухлезвийная фреза вставляется в борштангу для завершения операции растачивания.

- Два или более сверла могут быть вставлены в борштангу для разных диаметров за одну настройку.
- Расточные оправки крепятся к задней бабке для растачивания небольших отверстий диаметром от 12 до 100 мм.
- Для растачивания отверстий большего диаметра расточные оправки зажимаются двумя зажимными блоками и удерживаются в резцедержателе.
- Для прецизионного растачивания или растачивания деталей нестандартного размера с опорой на поперечные салазки, стержень опирается на центры и вращается.
- В расточном инструменте режущая кромка инструмента имеет достаточный передний зазор для очистки заготовки.
- Для усиления вершины инструмента предусмотрен двойной зазор, первичный и вторичный.
- Чем меньше диаметр отверстия, тем больше должен быть передний зазор.
- Больший задний угол требует уменьшения переднего угла в расточном инструменте.

- Носик инструмента прямой или круглый в зависимости от желаемого типа отделки.
- Правосторонний инструмент
- Левосторонний инструмент
- Круглая головка
- Файловые инструменты: типы, части, методы, приложения с (PDF)
- 31 Тип гаечных ключей: как использовать? С [Изображениями и PDF]
- Металлические компоненты . Бесчисленное количество применений в автомобильной, аэрокосмической и тяжелой технике зависит от точеных металлических валов, стержней и других различных компонентов.
 Обычные металлические материалы, используемые в этих деталях, могут включать алюминий, латунь и сталь.
Обычные металлические материалы, используемые в этих деталях, могут включать алюминий, латунь и сталь. - Акриловые компоненты. Токарная обработка с ЧПУ — это популярный метод создания цилиндрических акриловых деталей, таких как компоненты для вывесок, детали машин для микрофлюидных устройств и декоративные элементы, такие как украшения и предметы искусства.
- Электронные компоненты. Токарная обработка с ЧПУ ценна для производства различных электронных компонентов, в том числе компонентов, используемых в печатных платах. Производственные процессы, управляемые компьютером, сделали эти детали меньше и эффективнее, чем когда-либо прежде.

900 53
Посмотреть слайд-шоу этого поста:
Согласно способ использования инструмента
1. Токарный инструмент
В основном существует два класса токарных инструментов:
1.1 Инструмент для черновой токарной обработки
Основная функция инструмента для черновой токарной обработки заключается в удалении максимального количества металла за минимальное время, которое позволяют инструмент, работа и станок. Угол резания настолько отшлифован, что может выдерживать максимальное давление резания.
Угол резания настолько отшлифован, что может выдерживать максимальное давление резания.
1.2 Токарный инструмент для чистовой обработки
Токарный инструмент используется для удаления очень небольшого количества металла. Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность.
2. Инструмент для снятия фаски
Прямые токарные инструменты также используются в качестве инструмента для снятия фаски, когда режущие кромки установлены под углом к фаске.
Если необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски, боковая режущая кромка которого заточена под углом фаски.
3. Инструмент для токарной обработки уступа
Квадратный уступ обтачивается с помощью токарного инструмента с острым лезвием или торцевого инструмента. Скошенный уступ может быть обработан прямым токарным инструментом, имеющим угол боковой режущей кромки и нулевой радиус при вершине. Скругленное плечо обтачивается прямым токарным инструментом с радиусом вершины, соответствующим радиусу скругления заготовки.
Скругленное плечо обтачивается прямым токарным инструментом с радиусом вершины, соответствующим радиусу скругления заготовки.
4. Инструмент для нарезания резьбы
4.1 Инструмент для нарезания наружной резьбы
Метрическая, B.S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.
Форма инструмента определяется прилежащим углом на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W.
он включает угол на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W.
Размер или поперечное сечение режущих кромок инструмента зависит от шага резьбы. На рисунке ниже показан H.S.S. инструмент для нарезания резьбы.
Таким образом, для обработки различных винтовых резьб с различными шагами используются инструменты для получения точной резьбы.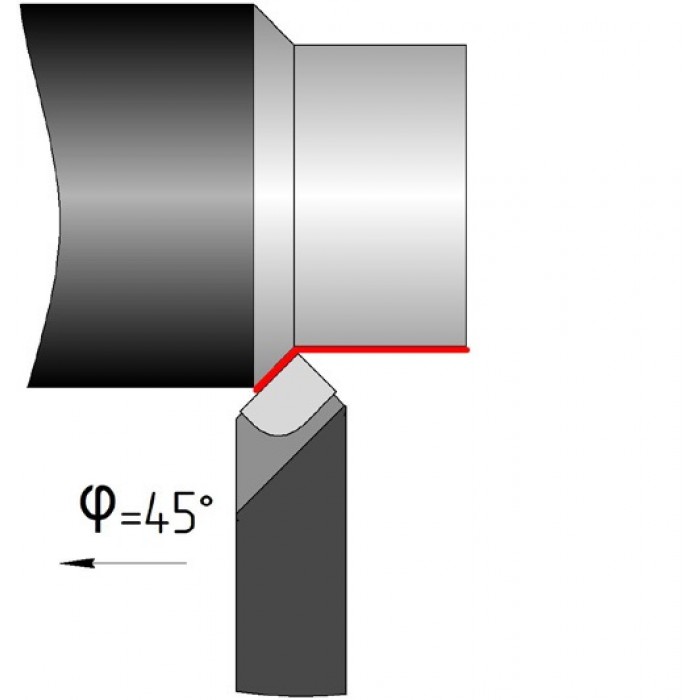 Носик инструмента заостренный, плоский или закругленный в зависимости от формы корня резьбы.
Носик инструмента заостренный, плоский или закругленный в зависимости от формы корня резьбы.
Измеритель резьбового инструмента используется для проверки формы и размера инструмента после его заточки.
4.1.1 Инструмент для нарезания резьбы квадратного сечения
Боковой зазор инструмента для нарезания резьбы квадратного сечения имеет первостепенное значение для предотвращения трения инструмента о вертикальную поверхность резьбы.
Как правило, передний задний угол определяется путем прибавления 5 ° к углу подъема резьбы, а задний боковой зазор получается путем вычитания 5 ° из угла подъема винтовой линии, если ø — передний боковой задний угол, — задний боковой клиренс, то из формулы:
Ширина режущей кромки должна быть равна половине шага резьбы.
Небольшой задний угол от 1° до 2° предусмотрен на боковой стороне инструмента, чтобы предотвратить ребристость поверхности при работе.
4.2 Инструмент для нарезания внутренней резьбы
Режущая кромка инструмента точно такая же, как у инструмента для нарезания наружной резьбы, но передний задний угол значительно увеличен, как у расточного инструмента.
Инструмент кованого орбитального типа, удерживаемый на расточной оправке. Острие инструмента должно быть выровнено с работой.
Читайте также: 22 Различные виды операций на токарном станке
5. Торцовочный инструмент
Торцовочный инструмент снимает металл боковыми режущими кромками. Таким образом, в инструменте для торцовки нет необходимости использовать передние грабли. На рисунке показан H.S.S. торцовочный инструмент, предназначенный для отделочных работ.
Инструмент имеет угол боковой режущей кромки 2° и угол концевой режущей кромки 34°, может быть размещен в пространстве между концом заготовки и мертвой точкой 60°, оставляя зазор 2° с обеих сторон.
Стандартное сечение хвостовика: 20×20, 25×25, 32×32, 40×40 и 50×55, все выражено в мм. Длина инструмента составляет 125, 140, 170, 200 и 240 мм, а радиус вершины варьируется от 0,5 до 1,6 мм.
6. Инструмент для нарезки канавок
Инструмент для нарезки канавок подобен отрезному инструменту, показанному на рисунке. Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза.
Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза.
7. Формовочный инструмент
Точение криволинейных профилей может быть затруднено при использовании
Обычный токарный инструмент может нарушить цель, если копировальная насадка используется для воспроизведения формы шаблона. Плоские формовочные инструменты бывают двух типов:
Простые формовочные инструменты
Режущие кромки этих инструментов отшлифованы до формы канавки, выточки или резьбы, которую необходимо нарезать.
Инструменты для формирования плоского ласточкиного хвоста имеют более широкую режущую кромку, соответствующую желаемой форме. Конец инструмента «ласточкин хвост» устанавливается в специальный держатель инструмента. Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.
Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.
Переточка всегда выполняется на верхней стороне инструмента, что не меняет форму инструмента.
Инструменты круглой формы
Эти инструменты предпочтительны в производственных работах, так как могут использоваться очень длинные режущие поверхности, что увеличивает срок службы инструмента.
Центр инструмента устанавливается немного выше центральной линии заготовки, чтобы обеспечить эффективный передний задний угол на инструменте. Инструмент будет тереться о заготовку, если центры имеют одинаковую высоту.
Центр инструмента обычно выше центральной линии токарного станка на 1/20–1/10 диаметра инструмента. Эта высота называется «смещением». Переточка производится только плоской шлифовкой.
8. Расточный инструмент
Расточный инструмент аналогичен левостороннему наружному токарному инструменту в том, что касается его режущей кромки.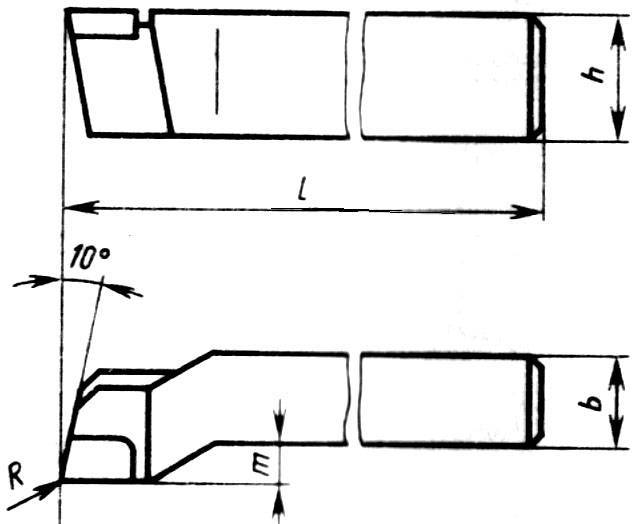
Инструмент может быть типа долота, вставляемого в расточной оправку или держатель, или кованого типа с хвостовиком. На рисунке показан H.S.S. бита инструмента вставлена в борштангу.
Расточная оправка изготовлена из мягкой стали с вырезанными в ней пазами или отверстиями для установки насадки, которая фиксируется винтом с внутренним шестигранником. Величина выступа режущей кромки инструмента из центра стержня определяет диаметр готового отверстия изделия.
Долото обычно вставляется под прямым углом к центральной линии стержня для сверления непрерывного отверстия, проходящего от одного конца до другого.
8.1 Разная конструкция бурового инструмента
Долото устанавливается на одну ось, выступающую за конец стержня, для растачивания глухого отверстия.
8.2 Расточные оправки:
8.3 Зазор для расточного инструмента
9. Инструмент для зенкерования
Операция зенкерования может выполняться обычным сверлильным инструментом. Режущая кромка инструмента настолько отшлифована, что после точения может оставить заплечик. Обычно используется цековка с несколькими режущими кромками.
10. Инструмент для подрезки
Инструмент для подрезки или нарезания канавок имеет острие и форму режущей кромки, точно соответствующие форме требуемой канавки.
Задний угол указан со всех сторон инструмента. Для канавочной режущей кромки используется продольная подача. Угол переднего зазора зависит от отверстия работы.
11. Отрезной инструмент
Отрезной инструмент обычно выковывается и используется в качестве бит для инструментов с твердосплавными наконечниками. Отрезной инструмент делается максимально узким, чтобы снимать минимум металла.
Ширина режущей кромки только от 3 до 12 мм. Длина режущего инструмента, который вставляется в заготовку, должна быть немного больше, чем радиус обрабатываемого прутка.
Поскольку инструмент проникает глубоко в заготовку, по всему периметру режущей кромки инструмента обеспечивается зазор, чтобы предотвратить его трение о рабочую поверхность.
Так как инструмент имеет чистую режущую кромку, он не имеет боковых передних кромок, на инструменте предусмотрен небольшой задний передний угол для облегчения потока судов.
Читайте также: Скорость резания, Подача, Глубина резания и Время обработки на токарном станке
По методу подачи подачи
9005 3
1. Правосторонний инструмент
На рисунке показан правосторонний инструмент. То, что подается от станины токарного станка, т.е. от задней бабки к концу передней бабки при выполнении таких операций, как точение, нарезание резьбы и т. д.
д.
Правосторонний инструмент формируется на его левом конце, если смотреть сверху, его носик направлен в сторону от оператора.
2. Левосторонний инструмент
Левосторонний инструмент показан на рисунке. Это то, что подается слева к правому концу станины токарного станка, то есть от передней бабки к концу задней бабки.
Левосторонний инструмент используется для нарезания левой резьбы или точения, при котором на правом конце заготовки остается уступ.
У левостороннего инструмента режущая кромка сформирована на правом конце, если смотреть сверху, когда его носик направлен в сторону от оператора.
Левосторонний инструмент также может использоваться для торцевания.
3. Инструмент с круглым носом
Инструмент для точения с круглым носом показан на рисунке. Возможно подача слева направо или справа на левый конец станины станка. По этой причине у них нет задней рейки и боковой рейки.
В некоторых случаях на инструменте предусмотрена небольшая задняя граблина. Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции.
Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции.
Читайте также: 7 типов токарных патронов
Вот и все, спасибо за внимание. Если у вас есть какие-либо вопросы по «Режущие инструменты для токарных станков », задавайте их в комментариях ниже. Если вы нашли эту статью полезной, пожалуйста, поделитесь ею с друзьями.
Теперь вы можете скачать PDF-файл этого поста.
Скачать PDF
Подпишитесь на нашу рассылку, чтобы получать уведомления:
Введите адрес электронной почты…
Читайте также:
Что такое токарная обработка с ЧПУ?
Опубликовано sachin на | Оставить комментарий
Токарная обработка с числовым программным управлением (ЧПУ) является одним из наиболее часто используемых методов производства, с возможностью изготовления контурных цилиндрических деталей с исключительной точностью и повторяемостью. В работе бесчисленных машин в различных отраслях промышленности используются прецизионные валы и стержни. Эти валы и стержни обычно создаются с использованием процесса токарной обработки из-за его способности надежно создавать осесимметричные детали. В этом сообщении блога мы рассмотрим процесс токарной обработки с ЧПУ и типы деталей, которые можно производить с помощью этого процесса.
В работе бесчисленных машин в различных отраслях промышленности используются прецизионные валы и стержни. Эти валы и стержни обычно создаются с использованием процесса токарной обработки из-за его способности надежно создавать осесимметричные детали. В этом сообщении блога мы рассмотрим процесс токарной обработки с ЧПУ и типы деталей, которые можно производить с помощью этого процесса.
Свяжитесь с нами
Как работает токарная обработка с ЧПУ?
При токарной обработке с ЧПУ режущий инструмент движется линейно вместе с вращающейся заготовкой. Токарный станок вращает заготовку с высокой скоростью, а режущий инструмент постепенно уменьшает диаметр заготовки в соответствии с заданной конструкцией детали. Процесс ЧПУ выполняется до тех пор, пока заготовка не достигнет заданных размеров и не станет готовой деталью.
Существует четыре типа токарной обработки с ЧПУ: токарная обработка конуса, прямолинейная токарная обработка, обработка внешних канавок и профилирование. Каждый из этих процессов может производить заготовки различной формы, в том числе конические, прямые, рифленые или изогнутые. Независимо от конкретного процесса, при токарной обработке обычно используются одноточечные режущие инструменты, которые обеспечивают набор углов, уникальный для каждого материала заготовки. Большинство токарных центров с ЧПУ и токарных станков также могут иметь инструменты для дополнительных вторичных процессов, таких как расточка и сверление.
Каждый из этих процессов может производить заготовки различной формы, в том числе конические, прямые, рифленые или изогнутые. Независимо от конкретного процесса, при токарной обработке обычно используются одноточечные режущие инструменты, которые обеспечивают набор углов, уникальный для каждого материала заготовки. Большинство токарных центров с ЧПУ и токарных станков также могут иметь инструменты для дополнительных вторичных процессов, таких как расточка и сверление.
Какие детали можно изготовить на токарном станке с ЧПУ?
Услуги токарной обработки с ЧПУ
очень универсальны, что делает их идеальными для различных отраслей промышленности, от машиностроения и аэрокосмической промышленности до изобразительного искусства. Типичные детали, изготовленные на токарных станках с ЧПУ, могут включать:
Услуги токарной обработки с ЧПУ от PEP Manufacturing
Токарная обработка с ЧПУ
производит широкий спектр высококачественных деталей и продуктов, но важно найти подходящего поставщика, чтобы обеспечить качество и надежность. В PEP Manufacturing мы можем предоставить надежные услуги токарной обработки с ЧПУ с использованием самых современных технологий в сочетании с нашими квалифицированными операторами.
