Резец токарный расточной для сквозных отверстий: Резец расточной для сквозных отверстий ГОСТ 18882–73 – купить в Москве
Содержание
Резец токарный по металлу (Ширина, мм
Резец токарный по металлу (Ширина, мм — 16), цены и характеристики — РИНКОМ
Скрыть уведомление
Внимание! Все заказы, сделанные в предстоящие праздники с 6.05 по 9.05, будут обработаны в первый же рабочий день (10 мая)!
Главная
Инструменты
Резцы токарные
Резец токарный по металлу
шириной — 16 мм
шириной — 16 мм
По умолчанию
- По умолчанию
- По наименованию
- По цене
- По размеру скидки
Подбор по параметрам
Сбросить все параметры
Ширина, мм: 16
Резец CDNCN 1616 h21 N проходной 79476 | 6 383 | 1 в наличии
| |
Резец проходной упорный отогнутый 16х16х110 ВК8 2103-1105 66807 | 297 | 27 в наличии
| |
Резец отрезной 16х16х150 Р6М5 2130-4013, 2131-4015 77989 | 897 | 43 в наличии
| |
Резец отрезной 16х16х80х5 Р6М5 2120-0515 81981 | 1 511 | Срок 30 дней
| |
Резец отрезной 16х16х80х8 Р6М5 2120-0517 81982 | 1 511 | Срок 30 дней
| |
Резец отрезной 16х16х80х12 Р6М5 2120-0519 81980 | 1 511 | Срок 30 дней
| |
Резец проходной упорный отогнутый 16х16х110 Т15К6 2103-1105 66808 | 297 | 37 в наличии
| |
Резец подрезной 16х16х125 Р6М5 81983 | 1 368 | 71 в наличии
| |
Резец проходной упорный отогнутый 20х16х120 Т5К10 2103-0071 107082 | 273 | 15 в наличии
| |
Резец проходной упорный отогнутый 20х16х140 ВК8 107083 | 273 | 15 в наличии
| |
Резец проходной упорный отогнутый 20х16х140 ВК8 левый 107084 | 333 | 10 в наличии
| |
Резец проходной упорный отогнутый 25х16х140 ВК8 2103-0007 66810 | 270 | 200 в наличии
| |
Резец проходной упорный отогнутый 25х16х140 ВК8 2103-0008 левый 107085 | 326 | 210 в наличии
| |
Резец проходной упорный отогнутый 25х16х140 Т5К10 2103-0007 66811 | 286 | 38 в наличии
| |
Резец проходной упорный отогнутый 25х16х140 Т5К10 2103-0008 левый 107086 | 326 | 10 в наличии
| |
Резец проходной упорный отогнутый 25х16х140 Т15К6 2103-0007 66812 | 286 | 59 в наличии
| |
Резец проходной упорный отогнутый 25х16х140 Т15К6 2103-0008 левый 107087 | 326 | 10 в наличии
| |
Резец CSBPR 1616 H09 проходной 79506 | 6 383 | 1 в наличии
| |
Резец долбежный проходной 25х16х300 Р6М5 (2180-0802) 105505 | 4 343 | 5 в наличии
| |
Резец долбежный прорезной 25х16х300 Р6М5 (2182-0605) 105513 | 4 522 | 5 в наличии
| |
Резец долбежный прорезной 25х16х300 Р6М5 (2182-0606) 105514 | 4 594 | 5 в наличии
| |
Резец CTDPL 1616 h21 проходной 79556 | 6 383 | 1 в наличии
| |
Резец CTFPL 1616 h21 подрезной 79561 | 6 383 | 1 в наличии
| |
Резец CTFPR 1616 h21 подрезной 79567 | 6 383 | 1 в наличии
| |
Резец CTGPR 1616 h21 проходной 79581 | 6 383 | 1 в наличии
| |
Резец MSSCR 1616 H9 проходной 79654 | 6 576 | 1 в наличии
| |
Резец MSSCR 2016 проходной 79655 | 6 839 | 1 в наличии
| |
Резец MSSCR 2516 проходной 79656 | 7 366 | 1 в наличии
| |
Резец токарный проходной прямой 25х16х140 ВК8 2100-0017 66783 | 212 | 86 в наличии
| |
Резец токарный проходной прямой 25х16х140 Т15К6 2100-0017 66784 | 214 | 91 в наличии
|
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Резец токарный по металлу
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Виды концевых фрез
Фрезерование концевыми фрезами
Нарезание резьбы метчиком
Дефекты резьбы
Виды отверток
Ширина фрезерования
Глубина фрезерования: принципы и расчеты
Как нарезать резьбу клуппом?
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie.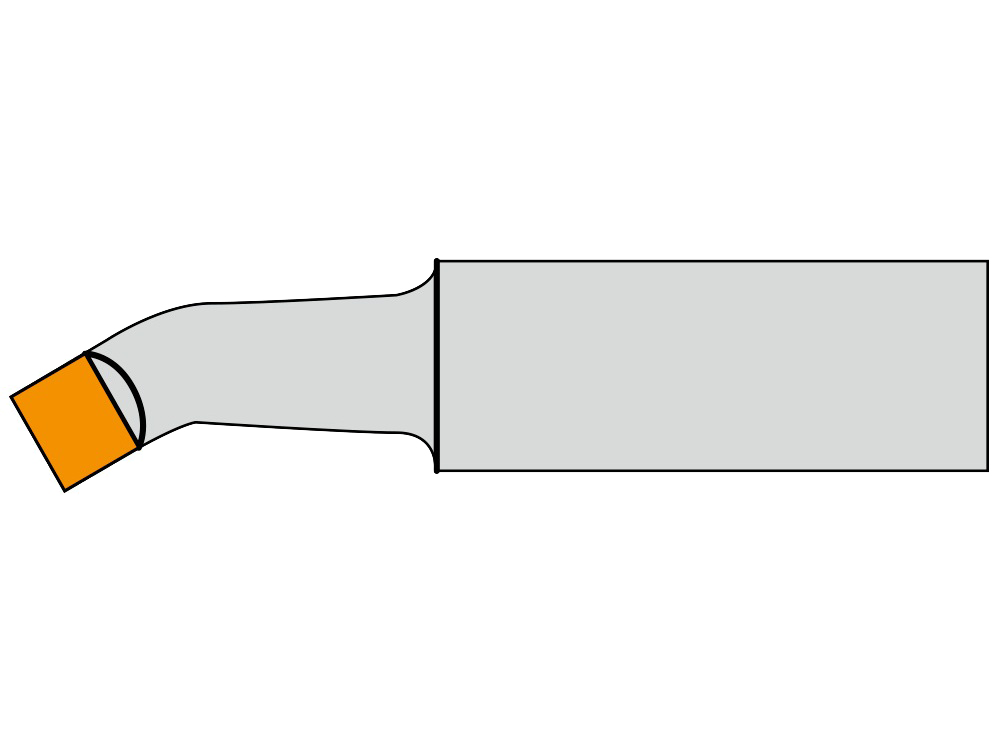 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
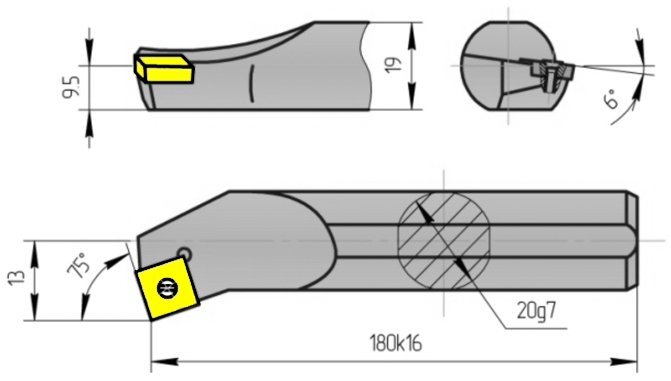
Н09161614003 Резец токарный расточной для сквозных отверстий 16х16х140 ВК8 ХИЗ — Н09-1616140-03
Распечатать
Главная Инструмент и ключи, оборудование
26
1
Код для заказа: 825300
Добавить фото
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении
VISA, MasterCard, МИР
Долями
Оплата через банк
Производитель: ХИЗ
Получить информацию о товаре или оформить заказ вы можете по телефону
8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — больше 10 шт.
Данные обновлены: 07.05.2023 в 21:30
- Все характеристики
Отзывы о товаре
Вопрос-ответ
Характеристики
Сообщить о неточности
в описании товара
Код для заказа
825300
Артикулы
Н09-1616140-03
Производитель
ХИЗ
Ширина, м:
0. 016
016
Высота, м:
0.016
Длина, м:
0.14
Вес, кг:
0.14
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты
помогут вам найти ответ
Чтобы задать вопрос, необоходимо
авторизоваться/зарегистрироваться
на сайте
Чтобы добавить отзыв, необходимо
авторизоваться/зарегистрироваться
на сайте
Чтобы подписаться на товар, необходимо
авторизоваться/зарегистрироваться
на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
- Для этого товара еще нет обзоров.
Написать обзор
Наличие товара на складах и в магазинах, а также цена товара указана на 07.05.2023 21:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
Сверление рукоятки инструмента
Сверление отверстия в рукоятке инструмента
В описанных здесь методах используется токарный станок со сверлом, закрепленным в патроне Jacobs.
Патрон Jacobs может быть установлен либо на передней, либо на задней бабке, в зависимости
по используемому методу.
Усложняющим фактором является длина ручки по сравнению с диаметром
шип для патрона прокрутки, а патрон не может надежно удерживать деталь такой длины. А
небольшое боковое усилие на неподдерживаемом конце может привести к смещению рукоятки от центра.
Кроме того, если рукоятка смещена от центра, центробежная сила может изменить ситуацию.
хуже, и ручка может слететь с токарного станка.
Дополнительным осложнением является то, что сверло может отклоняться в начале сверления
так, чтобы полученное отверстие было не по центру. Мы обходим это, просверливая отверстие
перед доведением внешнего профиля ручки до окончательных размеров. После
просверливается отверстие, ручка снова помещается между центрами с центром конуса в
задняя бабка вставляется в отверстие. Это центрирует заготовку на отверстии для
окончательная формовка.
Выбор сверла
Тип? Обычно доступны следующие: Форстнер, пика, штифт, пилот,
и знакомая спиральная дрель. Предполагая, что все типы доступны, какой из них должен
мы используем?
Прежде всего, сверление будет производиться в торцевой древесине
не преуспевают в торцевом зерне, по крайней мере, не так хорошо, как в боковом волокне. Поэтому даже
хотя их можно заставить работать, ни один из них не является предпочтительным.
Наконечник с острием имеет тенденцию быть слишком агрессивным и иногда может иметь тенденцию к самоподачи.
В худшем случае сверло может ввернуться в древесину и застрять. Мы
должны избегать этого любой ценой, так что штифты не нужны, и мы также отклоним
биты контрольной точки из-за их сходства с точкой штифта.
Остался один тип — знакомая спиральная дрель. Это лучший выбор для бурения
в торцевое зерно. Его единственный недостаток заключается в том, что он не имеет острого острия, как
другие, чтобы найти его точно, требуют немного больше внимания.
Размер? Измерьте хвостовик инструмента и сравните его с диаметром сверла.
намерен использовать. Просверлите отверстие в куске металлолома и проверьте соответствие. Если вы должны,
лучше сделать отверстие слишком большим, чем слишком маленьким. Его
Простое дело — заполнить большую дыру эпоксидной смолой, но увеличить дыру, повторно заполнив
с большим сверлом не так просто, потому что оно имеет тенденцию самопроизвольно цепляться за древесину.
Запуск —
центральная точка будет отмечена там, где должно войти сверло. Это может быть
все, что вам нужно, чтобы спиральное сверло не смещалось от центра. Тем не менее, зенкер
в ручной дрели
спиральное сверло для зацепления. Это увеличивает вероятность того, что долото не будет дрейфовать.
значительное количество.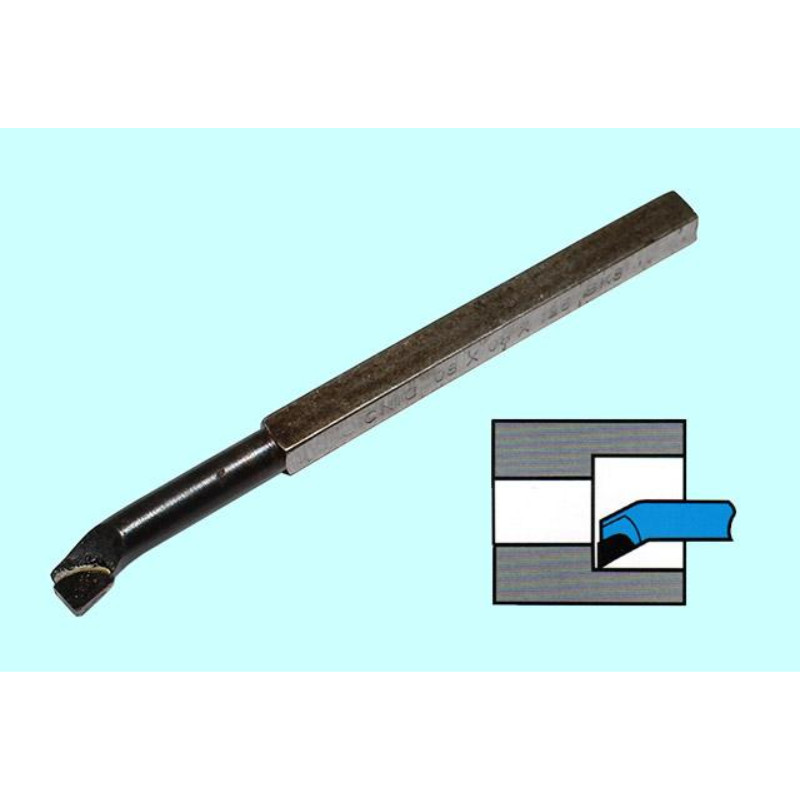
Дело в том, что небольшой занос или блуждание на старте ничего не изменит.
Ошибку можно исправить, когда заготовку снова установить между центрами, по центру
на отверстии по центру конуса на задней бабке.
Скорость? Медленно запускайте токарный станок при сверлении большим сверлом. Скорость около 500
Обороты хорошие. Чаще очищайте чипсы.
Сделайте это: просверлите отверстие.
Ниже описаны шесть различных методов или вариантов сверления отверстия.
Вы можете выбрать тот, который вам нравится.
Метод 1А: прямой подход. Просверлите отверстие концом задней бабки в заготовке
не поддерживается. Делайте это только в том случае, если вы можете замедлить токарный станок примерно до 100 об/мин.
Установите рукоятку в спиральный патрон так, чтобы кулачки патрона захватили шип в
задний конец ручки. Используйте центр точки на задней бабке, чтобы выровнять деталь.
Снимите центр наконечника и установите патрон Jacobs и сверло в пиноль
задняя бабка. Поднимите сверло, пока оно не соприкоснется с центральной точкой
Поднимите сверло, пока оно не соприкоснется с центральной точкой
ручка, в которой нужно просверлить отверстие.
Установите токарный станок на очень низкую скорость вращения, предпочтительно около 100. Запустите токарный станок и продвигайтесь вперед.
сверло для сверления отверстия. Как только отверстие запущено, вы можете увеличить число оборотов в минуту до
около 500.
Имейте в виду, что если вы запускаете токарный станок на высокой скорости и ручка начинает уходить
центр до того, как буровое долото войдет в зацепление достаточно для обеспечения устойчивости, оно склонно к
отрываться от токарного станка, довольно бурно.
Этот метод небезопасен, но как только сверло войдет в дерево, само сверло
будет стремиться стабилизировать ручку. Ваши шансы выше, если древесина твердая и
сильно с очень тугими кулачками патрона. Мне повезло с этим методом для ручек
примерно до 10 дюймов в длину. С более длинными ручками не пробовал.
Способ 1B: просверлите начальное отверстие. Используйте ручную дрель, чтобы просверлить отверстие в конце
Используйте ручную дрель, чтобы просверлить отверстие в конце
пробел, может быть, 3/8 дюйма в глубину. Затем, при подготовке к сверлению отверстия под инструмент,
вставьте сверло в отверстие перед запуском токарного станка. Бит будет держать
пустой от центра.
Вы можете использовать сверло Форстнера или лопату, чтобы просверлить стартовое отверстие. Хотя эти
не преуспевают в торцевом волокне, они имеют острие, чем у спирального сверла, и
легче точно позиционировать. Сверление в заготовке всего на долю дюйма
не должно быть сложно.
Способ 2: используйте центрирующее кольцо. Это дополнение к описанному выше методу. центрирование
кольцо надевается на шип, повернутый на конце бланка, чтобы стабилизировать его перед
сверло включено. Детали показаны на следующей схеме и фото.
Чтобы просверлить отверстие в рукоятке, установите рукоятку между спиральным патроном и
центр точки. Если вы еще этого не сделали, поверните короткий шип на конце
ручка для центрирующего кольца. Если сделать диаметр шипа 1,25”,
Если сделать диаметр шипа 1,25”,
его можно отвернуть позже, не мешая окончательному формованию рукояти.
Снимите вращающийся центр и установите патрон Jacobs и сверло. Поместите центрирование
кольцо на шип на конце ручки.
Переместите заднюю бабку вперед, чтобы сверло прошло через отверстие в центрирующем
кольцо и слегка касается конца рукоятки. Вращать токарный станок вручную
убедиться, что все в порядке, а затем запустить токарный станок и начать сверлить
дыра. После того, как отверстие просверлено на глубину 1/2 дюйма или около того, центрирующее кольцо
можно снять, чтобы стружка легче очищалась.
Чтобы повернуть центрирующее кольцо: (1) Начните с короткой заготовки шпинделя длиной около 1,5 дюйма.
устанавливается между центрами. (2) Поверните шип на каждом конце заготовки.
(3) Установите заготовку в спиральный патрон и сформируйте выемку, соответствующую шипу.
на ручке. Я использую шип диаметром 1,25”-
(4) Переверните заготовку в патроне и просверлите отверстие для сверла, используя
то же сверло, которое будет использоваться для сверления отверстия в ручке.
Способ 3: используйте стабилизирующий шпиндель. Другой метод заключается в использовании небольшого устойчивого шпинделя.
для стабилизации переднего конца рукоятки. Минута или около того требуется для настройки
устойчивый — это небольшая цена за дополнительную безопасность. Это предполагает, конечно,
что у тебя такой устойчивый.
Установите люнет на токарный станок, а затем установите рукоятку между спиральным патроном
и центр точки на задней бабке. Установите ролики люнета напротив детали.
Затем установите патрон Jacobs в заднюю бабку и просверлите отверстие.
Способ 4: вместо люнета используйте предохранительное приспособление. Если у вас нет небольшой устойчивой,
вы можете использовать гораздо более простое крепление
рукоятка сместится от центра и вылетит из патрона. это будет лишним
это будет лишним
мили с точки зрения безопасности, а для защиты от крупного несчастного случая, который
вероятно, если ручка сместится от центра, начнет вращаться, а затем будет брошена
от токарного станка.
Крепление состоит из вертикальной панели, прикрепленной к направляющим станка с
отверстие, через которое проходит ручка. Отверстие немного больше, чем заготовка
так что, как правило, нет контакта между заготовкой и приспособлением.
Я использую основание веревки, чтобы удерживать небольшой прямоугольник из фанеры толщиной 1/4 дюйма, в котором
Сверлю отверстие. После того, как приспособление установлено, процедура сверления
так же, как для метода 1A выше.
Сверление в магазине-
Вы можете приобрести готовые деревянные рукоятки, которые уже идут в комплекте с наконечником
установлен. Тем не менее, вы должны просверлить отверстие для инструмента. Центр будет отмечен
на конце наконечника, где вы просверлите отверстие.
Нет удобного способа установить рукоятку в спиральный патрон, не рискуя
повреждение отделки. Поэтому мы не можем использовать методы, описанные выше.
Я устанавливаю патрон Jacobs и сверло в шпиндель передней бабки и
вставьте центр чашки в конус Морзе задней бабки. Затем с центрированием
кольцо, надетое на наконечник рукоятки, рукоятка захватывается между сверлом
бит и центр чашки. Я беру ручку левой рукой, чтобы она не вращалась.
во время операции сверления и наденьте рукоятку на долото, повернув
маховик задней бабки правой рукой.
Не требуется больших усилий, чтобы ручка не вращалась, и даже если она вращается
начнет вращаться, он останется захваченным между сверлом и центром чаши.
Есть только один сценарий с этим методом, который может привести к неприятностям, и
большая беда в этом.
Если бита схватится и ввинчивается в рукоятку, рукоятка потянется к
бит. Вы больше не сможете его удерживать. Если ручка вытянута из
центр чаши, он быстро сместится с центра, а затем резко начнет вращаться, пока
он слетает с токарного станка.
Мы можем сделать две вещи, чтобы этого не произошло. Сначала используем сверло
который не склонен питаться самостоятельно. Биты Brad Point и Pilot Point не должны использоваться.
Если вас интересует конкретное сверло, установите его в ручную дрель и попробуйте просверлить
в конец волокна куска лома, чтобы увидеть, как он себя ведет.
Во-вторых, мы используем заводской центр чашки
шансов, что конец рукоятки можно будет вытащить из него. Направления для
поворачивая центр чашки, отдаются дальше вниз.
Переключатель Start/Stop на моем токарном станке расположен на передней бабке. Это требует от меня
немного потанцевать, чтобы запустить токарный станок. После установки ручки между
сверло и центр чашки, я держу его правой рукой, запуская токарный станок
с моей левой. Затем я берусь за ручку левой рукой и перемещаю правую руку к
маховик задней бабки, чтобы выдвинуть рукоятку и начать сверление.
После того, как отверстие просверлено, я убираю рукоятку, разблокируя заднюю бабку и потянув
его и ручку от сверла. Затем я могу остановить токарный станок на досуге.
Вы можете использовать этот же метод, чтобы просверлить отверстие в ручке, которую вы делаете, конечно, поэтому
это добавляет еще один метод к приведенным выше для сверления отверстия в магазине —
ручка.
Меры предосторожности: Предположим, вы просверлили отверстие, и случайно оно оказалось слишком маленьким.
Если вы решите повторно просверлить отверстие, используя долото, возможно, только на 1/32 дюйма больше,
будьте очень осторожны, потому что бита почти наверняка сама подастся и вкрутится в
дыра. В качестве альтернативы можно сделать шлифовальную оправку и отшлифовать внутреннюю часть
отверстие, как описано в предыдущей статье.
Точение центра чашки
Создание центра чашки только для того, чтобы просверлить отверстие, может показаться большой проблемой. Однако,
Однако,
это не займет много времени, это делается из соображений безопасности и требует поворота
и делать стружку, что весело. Кроме того, если вы сделаете один, вы можете использовать его остальные
вашей жизни, если вы не потеряете ее. Итак, не теряйте его.
Вот процедура:
(1) Установите заготовку шпинделя длиной около 4,5 дюйма и диаметром 2,25 дюйма между центрами.
Исправьте это и поверните шип на каждом конце.
(2) Установите заготовку в спиральный патрон. Выдолбите часть чашки. Вы можете использовать Форстнера
бит, чтобы просверлить или выдолбить его так, как вы выдолбили коробку. Размер диаметра
углубления, чтобы свободно надевать на конец рукоятки инструмента. Полый его на глубину
около 1,5”.
(3) Переверните заготовку в патроне. Поднимите заднюю бабку и используйте центр точки
для поддержки. Поверните часть, которая должна соответствовать конусу Морзе, до однородной
цилиндр диаметром 0,75 дюйма.
(4) Поверните конус. Диаметр большого конца должен быть 0,7 дюйма. В маленьком
конец, на расстоянии 2,5 дюйма, диаметр должен быть 0,57 дюйма. (в дробях, большой конец: чуть более
11/16”; на маленьком конце: чуть более 9/16 дюйма)
(5) Проверьте посадку по конусу Морзе плунжера задней бабки и внесите необходимые корректировки.
вы чувствуете себя нужным. Он не должен быть идеальным.
Back to Top Next: Ferrules
Отверстия для охлаждающей жидкости режущего инструмента | Производство сверл с охлаждающей жидкостью
Прецизионная обработка отверстий для СОЖ в зенкере
Отрасли >> Производство режущего инструмента
Корпорация XACT Wire EDM обладает возможностями и опытом для решения самых сложных задач высокоскоростного электроэрозионного бурения малых отверстий. Наш обширный опыт включает в себя геометрическое растачивание отверстий в карбиде и других труднообрабатываемых материалах.
Распространенное недавнее применение для высокоскоростной электроэрозионной обработки малых отверстий включает режущие инструменты. Все больше и больше мастерских выбирают станки с подачей СОЖ через шпиндель (TSC), в которых используются фрезы с отверстиями для подачи СОЖ. Этот подход имеет много преимуществ по сравнению с подачей СОЖ: более длительный срок службы режущих инструментов, лучшее качество обработки заготовки, лучший отвод стружки и повышенная производительность. Системы подачи СОЖ через шпиндель также необходимы операторам, контролирующим несколько станков, а также для производства без отключения света.
Во многих случаях может быть достигнуто отношение глубины к диаметру 100/1 (диаметр отверстия 0,040 дюйма, глубина 4,0 дюйма). Практически не образуются заусенцы. Никакие силы резания не задействованы, поэтому не требуется дорогостоящее крепление для удержания фрезы во время сверления. Угол входа и твердость материала не имеют значения, так как резку выполняют мельчайшие электрические разряды.
XACT Wire EDM обеспечивает прецизионную обработку отверстий с подачей СОЖ для производителей режущего инструмента по всей стране. Свяжитесь с нами, чтобы получить быстрые, точные и конкурентоспособные расценки на наши услуги электроэрозионной обработки с небольшими отверстиями для деталей от 1 до 100 000+.
Свяжитесь с нами сегодня, чтобы узнать цену
Хорошо оснащен для сверления глубоких отверстий малого диаметра в твердом сплаве
Мы также можем обработать отверстия с помощью станка, в котором используется охлаждающая жидкость на масляной основе, а не обычная деионизированная вода. Этот процесс обеспечивает лучший контроль кромки, чистоту поверхности и скорость обработки твердого сплава. Он дополняет наши многочисленные другие высокоскоростные станки для сверления мелких отверстий (HSSH), которые используются для всех других токопроводящих материалов.
- Размеры электродов от 0,010 (0,25 мм) до 0,118 (3,0 мм) в различных конфигурациях
- Допуски до +/-0,005 дюйма (и лучше, если требуется)
- Быстрое выполнение работ
- Образцы для испытаний по запросу
- Сертификат ISO 9001:2015
Прототипы станков со сквозной подачей СОЖ
XACT Wire EDM обеспечивает надежное сверление отверстий с подачей СОЖ для производителей инструментов с ЧПУ и резцедержателей, включая услуги по прототипированию.
Мы можем создавать отверстия для охлаждающей жидкости в различных компонентах, включая:
- Сквозные насадки/адаптеры СОЖ
- Цанги
- Сверла / Сверла / Сверлильные патроны / Ступенчатые сверла
- Концевые фрезы / Торцевые фрезы / Резьбовые фрезы
- Шпиндели
- Развертки
- Маршрутизаторы
- Держатели инструментов
- Расточные оправки
- Зенковки
- Метчики
- Токарные инструменты
Наши возможности электроэрозионной обработки малых отверстий включают многие металлы и сплавы, такие как:
- Карбид
- Кобальт
- Быстрорежущий кобальт (HSCO)
- Инструментальная сталь
- Углеродистая сталь
- Быстрорежущие стали (HSS)
Как крупная специализированная электроэрозионная мастерская, мы располагаем необходимым оборудованием для работы со всеми проводящими материалами, суперсплавами и закаленными материалами, включая Ferro-TiC и CPM10v.
