Режим резания: Режимы резания: способы расчета, необходимые формулы
Содержание
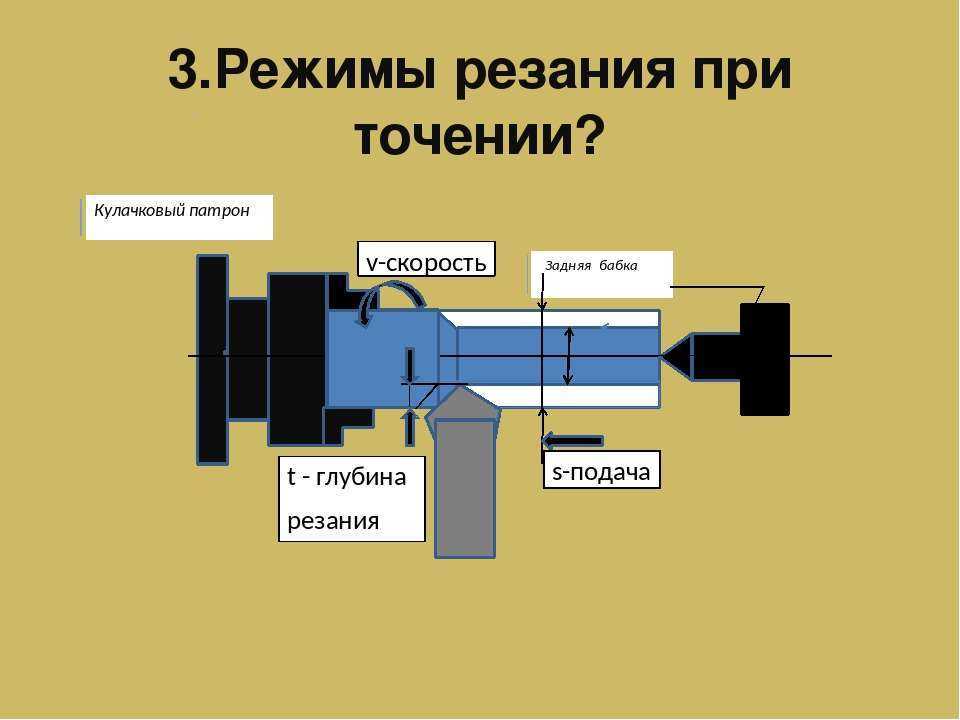
Режимы резания для токарных пластин, рекомендации по настройке подачи, оборотов и глубины резания
05.07.2019
Негативные пластины Позитивные пластины Скачать режимы резания
Режимы резания для негативных пластин AdvaCut
Ознакомиться с ценами, наличием и оформить заказ на токарные пластины можно в разделе Токарные негативные пластины.
| ISO | Материал заготовки | Твердость | Вид обработки | Условия обработки | Геомет- рия | Сплав | Минимальная — оптимальная — максимальная | ||
|---|---|---|---|---|---|---|---|---|---|
| Скорость резания Vc (м/мин) | Глубина резания ap (мм) | Подача Fn (мм/об) | |||||||
| P | Низко- углеро- дистая сталь | ≤HB180 | Тонкая чистовая и чистовая | Без удара | PS | CE1005 | 220-300-380 | 0. 08-0.15-0.30 08-0.15-0.30 | 0.03-0.08-0.15 |
| Чистовая | Без удара | QF | CE1005 | 220-300-380 | 0.40-0.80-1.50 | 0.04-0.12-0.22 | |||
| CE1015 | 200-280-350 | 0.40-1.00-2.00 | 0.08-0.15-0.30 | ||||||
| CC1005 | 220-280-380 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| CC1015 | 200-260-360 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| CC1020 | 200-260-360 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| С ударом | CC1025 | 180-240-320 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | |||||
| Полу- чистовая | Без удара | QM | CE1005 | 200-280-350 | 0.50-1.20-3.00 | 0.15-0.15-0.30 | |||
| CE1015 | 200-260-330 | 0.50-1.50-3.00 | 0. 15-0.20-0.35 15-0.20-0.35 | ||||||
| CC1005 | 200-260-360 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| CC1015 | 180-230-320 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| CC1020 | 180-230-320 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| С ударом | CC1025 | 160-210-300 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | |||||
| Без удара | TS | CE1015 | 200-260-330 | 0.50-1.20-3.00 | 0.10-0.20-0.35 | ||||
| SV | CE1005 | 180-240-330 | 1.00-1.50-3.50 | 0.18-0.15-0.35 | |||||
| CE1015 | 180-230-320 | 1.00-1.50-3.50 | 0.18-0.20-0.40 | ||||||
| С ударом | CC1020 | 180-220-320 | 1.00-2.50-4.50 | 0.18-0.25-0.45 | |||||
| CC1025 | 160-200-300 | 1.00-2.50-4.50 | 0.18-0.25-0.45 | ||||||
| Черновая | Без удара | QR | CC1005 | 130-190-270 | 1. 50-3.50-6.00 50-3.50-6.00 | 0.20-0.30-0.60 | |||
| CC1025 | 120-170-250 | 1.50-3.50-6.00 | 0.20-0.30-0.60 | ||||||
| С ударом | CC1035 | 110-150-230 | 1.50-3.50-6.00 | 0.20-0.30-0.60 | |||||
| Тяжелая черновая | Без удара | QH | CC1005 | 100-150-240 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | |||
| CC1025 | 90-140-210 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | ||||||
| С ударом | CC1035 | 80-130-190 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | |||||
| Углеро- дистая и легиро- ванная сталь | B180-280 | Тонкая чистовая и чистовая | Без удара | PS | CE1005 | 200-270-350 | 0.08-0.15-0.30 | 0.03-0.08-0.15 | |
| Чистовая | С ударом | QF | CE1005 | 200-270-350 | 0. 40-0.80-1.50 40-0.80-1.50 | 0.04-0.12-0.22 | |||
| CE1015 | 180-250-330 | 0.40-1.00-2.00 | 0.08-0.15-0.30 | ||||||
| CC1005 | 200-250-340 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| CC1015 | 180-230-320 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| CC1020 | 180-230-320 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| С ударом | CC1025 | 160-200-300 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | |||||
| Полу- чистовая | Без удара | QM | CE1005 | 180-250-330 | 0.50-1.20-3.00 | 0.15-0.12-0.30 | |||
| CE1015 | 180-230-310 | 0.50-1.50-3.00 | 0.15-0.15-0.35 | ||||||
| CC1005 | 160-230-320 | 0.80-2.00-4.00 | 0.15-0.22-0.40 | ||||||
| CC1015 | 140-210-300 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| CC1020 | 140-210-300 | 0. 80-2.00-4.00 80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| С ударом | CC1025 | 120-190-280 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | |||||
| Без удара | TS | CE1015 | 180-230-310 | 0.50-1.20-3.00 | 0.10-0.20-0.35 | ||||
| Углеро- дистая и легиро- ванная сталь | HB180-280 | Полу- чистовая | Без удара | SV | CE1005 | 160-220-310 | 1.00-1.50-3.50 | 0.18-0.15-0.35 | |
| CE1015 | 160-210-300 | 1.00-1.50-3.50 | 0.18-0.20-0.40 | ||||||
| CC1020 | 140-200-300 | 1.00-2.50-4.50 | 0.18-0.25-0.45 | ||||||
| С ударом | CC1025 | 120-180-280 | 1.00-2.50-4.50 | 0.18-0.25-0.45 | |||||
| Черновая | Без удара | QR | CC1005 | 120-180-260 | 1. 50-3.50-6.00 50-3.50-6.00 | 0.20-0.30-0.60 | |||
| CC1025 | 110-160-240 | 1.50-3.50-6.00 | 0.20-0.30-0.60 | ||||||
| С ударом | CC1035 | 100-140-220 | 1.50-3.50-6.00 | 0.20-0.30-0.60 | |||||
| Тяжелая черновая | Без удара | QH | CC1005 | 90-140-230 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | |||
| CC1025 | 80-130-200 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | ||||||
| С ударом | CC1035 | 70-120-180 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | |||||
| Углеро- дистая и легиро- ванная сталь | HB280-350 | Чистовая | Без удара | QF | CE1005 | 180-250-320 | 0.40-0.80-1.50 | 0.04-0.12-0.22 | |
| CE1015 | 170-230-300 | 0. 40-1.00-2.00 40-1.00-2.00 | 0.08-0.15-0.30 | ||||||
| CC1005 | 160-200-270 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| CC1015 | 150-180-250 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| CC1020 | 150-180-250 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | ||||||
| С ударом | CC1025 | 130-150-230 | 0.40-0.80-2.00 | 0.08-0.15-0.35 | |||||
| Полу- чистовая | Без удара | QM | CE1005 | 160-230-310 | 0.50-1.20-3.00 | 0.15-0.15-0.30 | |||
| CE1015 | 160-210-300 | 0.50-1.50-3.00 | 0.15-0.20-0.35 | ||||||
| CC1005 | 120-180-250 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| CC1015 | 110-170-240 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| CC1020 | 110-170-240 | 0.80-2.00-4.00 | 0.15-0.20-0.40 | ||||||
| Без удара | CC1025 | 100-150-220 | 0. 80-2.00-4.00 80-2.00-4.00 | 0.15-0.20-0.40 | |||||
| Без удара | TS | CE1015 | 150-210-280 | 0.50-1.20-3.00 | 0.10-0.15-0.35 | ||||
| Без удара | SV | CE1005 | 140-190-270 | 1.00-1.50-3.50 | 0.18-0.15-0.35 | ||||
| CE1015 | 140-180-260 | 1.00-1.50-3.50 | 0.18-0.20-0.40 | ||||||
| CC1020 | 110-160-240 | 1.00-2.50-4.50 | 0.18-0.25-0.45 | ||||||
| С ударом | CC1025 | 100-140-220 | 1.00-2.50-4.50 | 0.18-0.25-0.45 | |||||
| Черновая | Без удара | QR | CC1005 | 100-150-210 | 2.00-3.50-6.50 | 0.20-0.30-0.60 | |||
| CC1025 | 90-140-200 | 2.00-3.50-6.50 | 0.20-0.30-0.60 | ||||||
| С ударом | CC1035 | 80-120-180 | 2.00-3.50-6.50 | 0. 20-0.30-0.60 20-0.30-0.60 | |||||
| Тяжелая черновая | Без удара | QH | CC1005 | 80-110-190 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | |||
| CC1025 | 70-100-170 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | ||||||
| С ударом | CC1035 | 60-90-150 | 3.00-6.00-12.00 | 0.35-0.60-1.10 | |||||
| M | Нержа- веющая сталь | ≤HB300 | Тонкая чистовая и чистовая | Без удара | PS | CP5015 | 120-190-250 | 0.08-0.15-0.30 | 0.03-0.08-0.15 |
| CP5025 | 100-170-230 | 0.08-0.15-0.30 | 0.03-0.08-0.15 | ||||||
| Чистовая | Без удара | SF | CP5015 | 120-190-250 | 0.10-0.80-1.50 | 0.08-0.10-0.30 | |||
| Полу- чистовая | Без удара | SM | CC2015 | 200-250-300 | 0.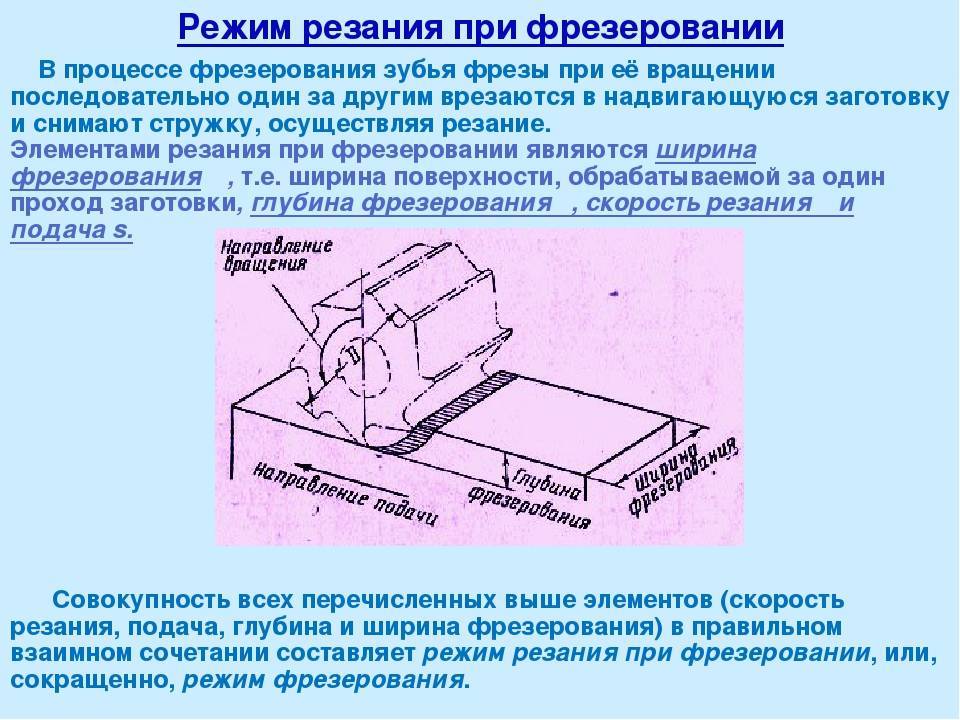 50-1.20-2.00 50-1.20-2.00 | 0.10-0.20-0.40 | |||
| CC2025 | 180-230-280 | 0.50-1.80-3.00 | 0.10-0.20-0.40 | ||||||
| С ударом | CP2015 | 100-160-220 | 1.00-2.50-4.00 | 0.10-0.20-0.40 | |||||
| CP2025 | 100-160-220 | 1.00-2.50-4.00 | 0.10-0.20-0.40 | ||||||
| K | Серый чугун | ≤HB250 | Чистовая и полу- чистовая | Без удара | UK | CC3015 | 230-350-500 | 0.50-1.50-3.00 | 0.10-0.20-0.40 |
| С ударом | CC3025 | 220-320-480 | 0.50-1.50-3.00 | 0.10-0.20-0.40 | |||||
| Черновая | Без удара | HK | CC3015 | 220-320-480 | 0.50-2.00-4.00 | 0.10-0.25-0.50 | |||
| С ударом | CC3025 | 210-300-450 | 0. 50-2.00-4.00 50-2.00-4.00 | 0.10-0.25-0.50 | |||||
| Тяжелая черновая | Без удара | Плоская | CC3015 | 210-300-450 | 1.00-2.50-6.00 | 0.20-0.30-0.60 | |||
| С ударом | CC3025 | 200-280-430 | 1.00-2.50-6.00 | 0.20-0.30-0.60 | |||||
| Чугун с шаро- видным графитом | ≤HB270 | Чистовая и полу- чистовая | Без удара | UK | CC3020 | 180-260-380 | 0.50-1.50-3.00 | 0.10-0.20-0.40 | |
| С ударом | CC3030 | 160-230-350 | 0.50-1.50-3.00 | 0.10-0.20-0.40 | |||||
| Черновая | Без удара | HK | CC3020 | 180-240-360 | 0.50-2.00-4.00 | 0.10-0.25-0.50 | |||
| С ударом | CC3030 | 160-210-340 | 0. 50-2.00-4.00 50-2.00-4.00 | 0.10-0.25-0.50 | |||||
| Тяжелая черновая | Без удара | Плоская | CC3020 | 180-220-350 | 1.00-2.50-6.00 | 0.20-0.30-0.60 | |||
| С ударом | CC3030 | 160-200-330 | 1.00-2.50-6.00 | 0.20-0.30-0.60 | |||||
Режимы резания для позитивных пластин AdvaCut
Ознакомиться с наличием, ценами и оформить заказ можно в разделе Токарные позитивные пластины.
| ISO | Материал заготовки | Твердость | Вид обработки | Условия обработки | Геомет- рия | Сплав | Минимальная — оптимальная — максимальная | ||
|---|---|---|---|---|---|---|---|---|---|
| Скорость резания Vc (м/мин) | Глубина резания ap (мм) | Подача Fn (мм/об) | |||||||
| P | Низко- углеро- дистая сталь | ≤HB180 | Тонкая чистовая и чистовая | Без удара | PS | CE1005 | 220-300-380 | 0. 08-0.15-0.30 08-0.15-0.30 | 0.03-0.08-0.15 |
| Без удара | GS | CE1005 | 220-300-380 | 0.20-0.30-1.50 | 0.02-0.05-0.08 | ||||
| Чистовая | Без удара | МM | CE1005 | 220-280-340 | 0.10-0.50-1.00 | 0.03-0.10-0.20 | |||
| CE1015 | 200-250-310 | 0.10-0.60-1.50 | 0.03-0.10-0.20 | ||||||
| CC1005 | 190-240-320 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| CC1015 | 180-220-300 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| С ударом | CP1025 | 160-200-260 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | |||||
| CC1025 | 170-200-280 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| Чистовая и полу- чистовая | Без удара | GP | CE1005 | 200-250-300 | 0. 30-0.80-1.50 30-0.80-1.50 | 0.05-0.10-0.22 | |||
| CE1015 | 180-230-300 | 0.30-1.00-1.80 | 0.05-0.12-0.22 | ||||||
| CC1015 | 170-200-280 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| CC1020 | 170-200-280 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| С ударом | CP1025 | 140-180-230 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | |||||
| CC1025 | 150-180-260 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| Черновая | Без удара | KM | CC1025 | 140-160-240 | 1.00-2.00-3.50 | 0.13-0.20-0.40 | |||
| С ударом | CC1025 | 130-150-230 | 1.00-2.00-3.50 | 0.13-0.20-0.40 | |||||
| Углеро- дистая и легиро- ванная сталь | HB180-280 | Тонкая чистовая и чистовая | Без удара | PS | CE1005 | 200-250-330 | 0. 08-0.15-0.30 08-0.15-0.30 | 0.03-0.08-0.15 | |
| Без удара | GS | CE1005 | 200-250-330 | 0.20-0.30-1.50 | 0.02-0.05-0.08 | ||||
| Чистовая | Без удара | МM | CE1005 | 200-250-330 | 0.10-0.50-1.00 | 0.03-0.08-0.20 | |||
| CE1015 | 180-230-300 | 0.10-0.60-1.50 | 0.03-0.10-0.20 | ||||||
| CC1005 | 160-200-270 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| CC1015 | 150-180-260 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| С ударом | CP1025 | 130-160-220 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | |||||
| CC1025 | 140-160-240 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| Чистовая и полу- чистовая | Без удара | GP | CE1005 | 180-210-280 | 0. 30-0.80-1.50 30-0.80-1.50 | 0.05-0.10-0.22 | |||
| CE1015 | 160-190-270 | 0.30-1.00-1.80 | 0.05-0.12-0.22 | ||||||
| CC1015 | 140-160-240 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| CC1020 | 140-160-240 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| С ударом | CP1025 | 110-140-210 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | |||||
| CC1025 | 120-140-220 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| Черновая | Без удара | KM | CC1025 | 110-130-200 | 1.00-2.00-3.50 | 0.13-0.20-0.40 | |||
| С ударом | CC1025 | 100-120-190 | 1.00-2.00-3.50 | 0.13-0.20-0.40 | |||||
| HB280-350 | Чистовая | Без удара | МM | CE1005 | 160-220-300 | 0.10-0. 50-1.00 50-1.00 | 0.03-0.08-0.20 | ||
| CE1015 | 140-200-280 | 0.10-0.60-1.50 | 0.03-0.10-0.20 | ||||||
| CC1005 | 140-180-240 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| CC1015 | 130-160-230 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| С ударом | CP1025 | 110-140-200 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | |||||
| CC1025 | 120-140-210 | 0.10-0.60-1.50 | 0.05-0.10-0.20 | ||||||
| Чистовая и полу- чистовая | Без удара | GP | CE1005 | 160-200-270 | 0.30-0.80-1.50 | 0.05-0.10-0.22 | |||
| CE1015 | 130-160-250 | 0.30-1.00-1.80 | 0.05-0.12-0.22 | ||||||
| CC1015 | 120-160-210 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| CC1020 | 120-160-210 | 0.40-1.00-2.50 | 0.07-0. 12-0.30 12-0.30 | ||||||
| С ударом | GP | CP1025 | 90-140-210 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||
| CC1025 | 100-140-220 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| Черновая | Без удара | KM | CC1025 | 90-110-180 | 1.00-2.00-3.50 | 0.13-0.20-0.40 | |||
| С ударом | CC1025 | 80-100-170 | 1.00-2.00-3.50 | 0.13-0.20-0.40 | |||||
| M | Нержавеющая сталь | ≤HB300 | Тонкая чистовая и чистовая | Без удара | PS | CP5025 | 100-170-230 | 0.08-0.15-0.30 | 0.03-0.08-0.15 |
| Без удара | GS | CP5025 | 100-170-230 | 0.20-0.30-1.50 | 0.02-0.05-0.08 | ||||
| Чистовая | Без удара | МM | CP5015 | 150-200-270 | 0. 50-0.70-1.50 50-0.70-1.50 | 0.05-0.10-0.20 | |||
| CC2015 | 200-250-300 | 0.50-0.70-1.50 | 0.05-0.10-0.20 | ||||||
| CC2025 | 180-230-280 | 0.50-0.70-1.50 | 0.05-0.10-0.20 | ||||||
| CP2015 | 100-160-220 | 0.50-0.70-1.50 | 0.05-0.10-0.20 | ||||||
| CP2025 | 100-160-220 | 0.50-0.70-1.50 | 0.05-0.10-0.20 | ||||||
| Полу- чистовая | Без удара | GP | CC2015 | 200-250-300 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | |||
| CC2025 | 180-230-280 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | ||||||
| С ударом | CP2015 | 100-160-220 | 0.40-1.00-2.50 | 0.07-0.12-0.30 | |||||
| CP2025 | 100-160-220 | 0.40-1.00-2.5 | 0.07-0.12-0.30 | ||||||
| K | Серый чугун | ≤HB250 | Чистовая и полу- чистовая | Без удара | GP | CC3015 | 180-280-380 | 0. 30-0.80-2.00 30-0.80-2.00 | 0.05-0.12-0.25 |
| С ударом | CC3025 | 160-250-350 | 0.30-0.80-2.00 | 0.05-0.12-0.25 | |||||
| Черновая | Без удара | KM | CC3015 | 180-260-360 | 1.00-2.00-4.00 | 0.13-0.20-0.40 | |||
| С ударом | CC3025 | 160-230-340 | 1.00-2.00-4.00 | 0.13-0.20-0.40 | |||||
| Чугун с шаро- видным графитом | ≤HB270 | Чистовая и полу- чистовая | Без удара | GP | CC3015 | 160-250-350 | 0.30-0.80-2.00 | 0.05-0.12-0.25 | |
| С ударом | CC3025 | 140-230-330 | 0.30-0.80-2.00 | 0.05-0.12-0.25 | |||||
| Черновая | Без удара | KM | CC3015 | 160-230-330 | 1.00-2.00-4.00 | 0.13-0.20-0.40 | |||
| CC3025 | 140-200-310 | 1. 00-2.00-4.00 00-2.00-4.00 | 0.13-0.20-0.40 | ||||||
| N | Алюми- ниевые сплавы | Упрочненные | Чистовая и полу- чистовая | Без удара | AL | CU4015 | 250-700-970 | 0.50-1.20-3.00 | 0.05-0.10-0.30 |
| С ударом | CU4020 | 250-680-960 | 0.50-1.20-3.50 | 0.05-0.10-0.30 | |||||
| CU4030 | 250-650-950 | 0.50-1.20-4.00 | 0.05-0.10-0.30 | ||||||
| Без обработки | Без удара | CU4015 | 1000-1400-2100 | 0.50-1.20-3.00 | 0.05-0.10-0.30 | ||||
| С ударом | CU4020 | 950-1300-2000 | 0.50-1.20-3.50 | 0.05-0.10-0.30 | |||||
| CU4030 | 950-1200-1950 | 0.50-1.20-4.00 | 0.05-0.10-0.30 | ||||||
Возврат к списку
Выбор режимов резания.
 | МеханикИнфо
| МеханикИнфо
Режим резания. Выбор подачи. Глубина резания. Скорость резания.
Оцените запись
Режим резания.
Содержание
- Режим резания.
- Выбор подачи.
- Определение глубины резания.
- Выбор скорости резания.
При выборе режима резания для каждой конкретной операции необходимо учитывать марку твердого сплава, физико-механические свойства обрабатываемого материала, технические условия на точность и чистоту обработки, реальные возможности станка, степень жесткости системы станок-деталь-инструмент, а также экономически выгодный период стойкости инструмента.
.
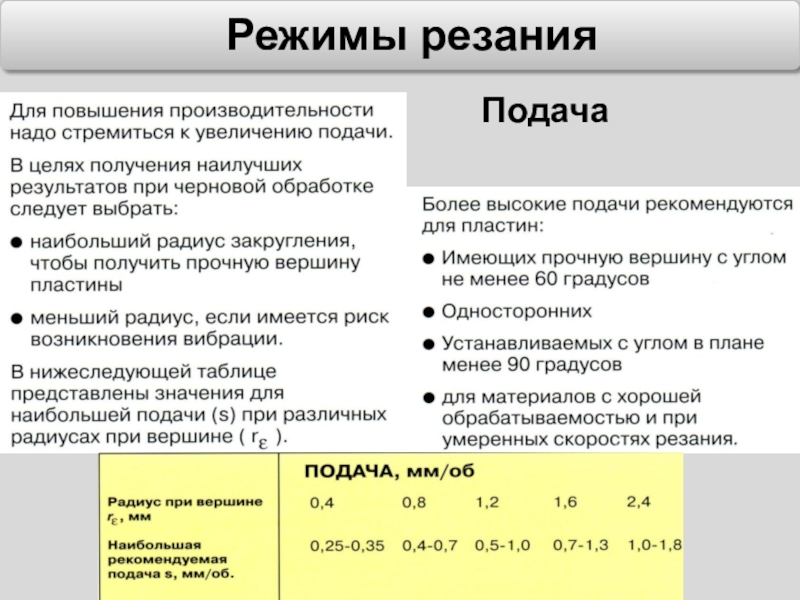
Выбор подачи.
Для получения минимально возможного машинного времени следует работать с наибольшими технологически допустимыми подачами.
Ниже приводятся средние подачи, рекомендуемые при черновой обработке незакаленных сталей, а также стального и чугунного литья.
Таблица 1.
Рекомендуемые средние подачи при черновой обработке незакаленных сталей, стального и чугунного литья.
| Диаметр обрабатываемой детали, мм | Глубина резания, мм | ||
| До 5 | Свыше 5 до 10 | Свыше 10 до 15 | |
| Величина подачи мм/обор. | |||
| До 30 | 0,2-0,5 | — | — |
| 50 | 0,4-0,8 | — | — |
| 80 | 0,6-0,12 | 0,5-1,0 | — |
| 120 | 1,0-1,6 | 0,7-1,3 | — |
| 180 | 1,4-2,0 | 1,1-1,8 | 0,8-1,5 |
| 260 | 1,8-2,6 | 1,5-2,0 | 1,1-2,0 |
Примечание: При чистовой обработке подача устанавливается в зависимости от требуемой чистоты обрабатываемой поверхности.
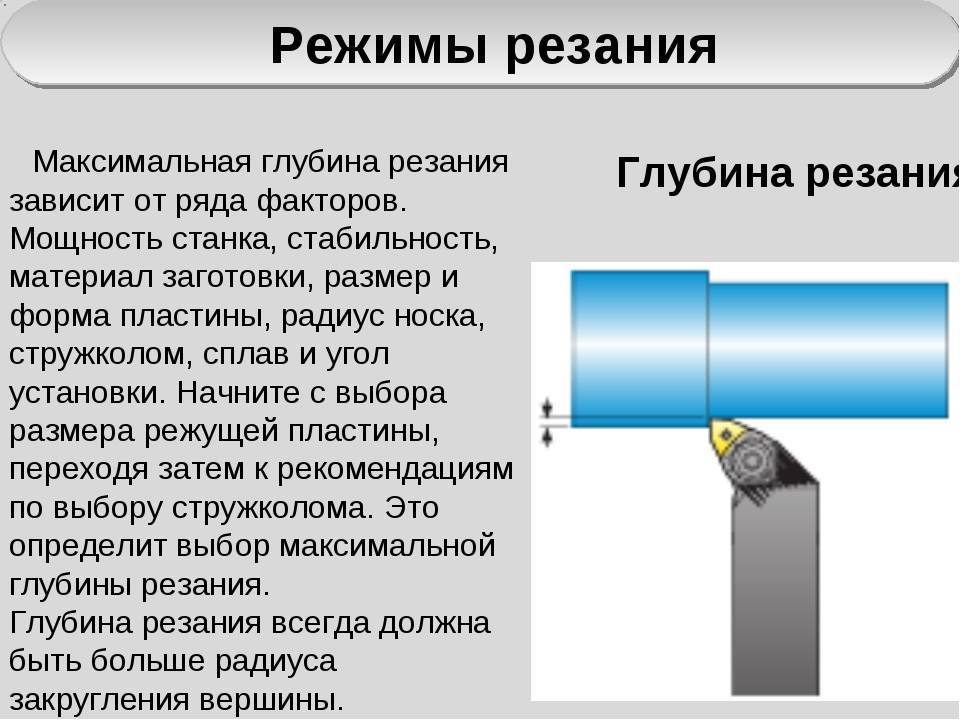
Определение глубины резания.
Глубина резания назначается с учетом предусмотренного технологией припуска на обработку.
Черновую и получистовую обработку следует выполнять по возможности за один проход, оставляя лишь необходимый припуск на последующие отделочные операции.
Выбор скорости резания.
Ниже приводятся скорости резания для некоторых, наиболее распространенных в промышленности, материалов при наружной продольной обточке деталей простейших форм без охлаждения.
При нормальных условиях работы указанные в таблице скорости резания обеспечивают стойкость резцов около 60 мин. Машинного времени.
Таблица 2.
Скорости резания при наружной продольной обточке деталей простейших форм без охлаждения.
Диатермокоагуляция в режиме резания и рассечение большого лоскута
Сравнительное исследование
. 2011 май; 127(5):2093-2098.
doi: 10.1097/PRS.0b013e31820cf46e.
Паскаль Руссо
1
, Хьюье Винсент, Бенуа Потье, Даниэль Арно, Винсент Дарсонваль
принадлежность
- 1 Анже и Пуатье, Франция Отделение пластической, реконструктивной и эстетической хирургии Университетской больницы.

PMID:
21532437
DOI:
10.1097/PRS.0b013e31820cf46e
Сравнительное исследование
Паскаль Руссо и др.
Plast Reconstr Surg.
2011 май.
. 2011 май; 127(5):2093-2098.
doi: 10.1097/PRS.0b013e31820cf46e.
Авторы
Паскаль Руссо
1
, Югье Винсент, Бенуа Потье, Даниэль Арно, Винсент Дарсонваль
принадлежность
- 1 Анже и Пуатье, Франция Отделение пластической, реконструктивной и эстетической хирургии Университетской больницы.
PMID:
21532437
DOI:
10.1097/PRS.0b013e31820cf46e
Абстрактный
Фон:
Целью данного исследования было определение общей частоты осложнений, связанных с использованием диатермокоагуляции в режиме разреза для рассечения лоскута.
Методы:
Из-за высокой частоты осложнений, обычно связанных с абдоминопластикой, была выбрана модель большого лоскута, абдоминопластики или абдоминальной дермолипэктомии. Проведен ретроспективный обзор 647 операций абдоминопластики, 320 из которых выполнены монополярной диатермокоагуляцией в режущем режиме и 327 стальным скальпелем. Две группы были схожи по морфологическим характеристикам, предписаниям и процедурам. В обоих случаях гемостаз выполняли точечным монополярным током коагуляции. Был проведен анализ частоты серьезных общих осложнений (например, тромбоз глубоких вен и легочная эмболия), серьезных хирургических осложнений (например, острая кровопотеря) и «малых» осложнений (например, послеоперационные вторичные скопления или замедленное заживление ран).
Две группы были схожи по морфологическим характеристикам, предписаниям и процедурам. В обоих случаях гемостаз выполняли точечным монополярным током коагуляции. Был проведен анализ частоты серьезных общих осложнений (например, тромбоз глубоких вен и легочная эмболия), серьезных хирургических осложнений (например, острая кровопотеря) и «малых» осложнений (например, послеоперационные вторичные скопления или замедленное заживление ран).
Полученные результаты:
В группе электрохирургии частота неинфекционных скоплений была значительно выше, как и изготовление дренажей. Не было замечено различий в сроках повторного вмешательства по поводу острой гематомы, послеоперационных инфекционных скоплений, кровопотери, пребывания в стационаре или тромбоэмболических осложнений. Операции со стальным скальпелем заняли значительно больше времени. Последующее наблюдение было значительно дольше в группе диатермокоагуляции.
Выводы:
Монополярная диатермокоагуляция уже зарекомендовала себя в общей работе каждого хирурга. Кроме того, этот метод остается лучшим с точки зрения скорости, с которой может быть выполнено хирургическое вмешательство при рассечении больших площадей. Тем не менее более высокая частота хирургических осложнений приводит к более длительному периоду наблюдения, что отчасти противоречит этому преимуществу.
Кроме того, этот метод остается лучшим с точки зрения скорости, с которой может быть выполнено хирургическое вмешательство при рассечении больших площадей. Тем не менее более высокая частота хирургических осложнений приводит к более длительному периоду наблюдения, что отчасти противоречит этому преимуществу.
Похожие статьи
Техника диссекции для абдоминопластики: проспективное исследование скальпеля по сравнению с диатермокоагуляцией (режим коагуляции).
Валенса-Филипе Р., Мартинс А., Силва А., Васконес Л.О., Амаранте Х., Коста-Феррейра А.
Валенса-Филипе Р. и др.
Plast Reconstr Surg Glob Open. 6 февраля 2015 г .; 3 (1): e299. doi: 10.1097/GOX.0000000000000222. Электронная коллекция 2015 янв.
Plast Reconstr Surg Glob Open. 2015.PMID: 25674380
Бесплатная статья ЧВК.Постбариатрические пациенты, перенесшие контурную абдоминопластику: две техники подъема лоскута и их влияние на послеоперационные осложнения.

Арако А., Зорге Р., Овертон Дж., Арако Ф., Граванте Г.
Арако А. и др.
Энн Пласт Сург. 2009 июнь; 62 (6): 613-7. doi: 10.1097/SAP.0b013e3181856d85.
Энн Пласт Сург. 2009.PMID: 19461270
Техника диссекции для абдоминопластики с сохранением фасции Скарпа: сравнительное исследование техники отрыва по сравнению с диатермокоагуляцией.
Торрес-Сильва К., Писко А., Валенса-Филипе Р., Ребело М., Перес Х., Васконес Л., Коста-Феррейра А.
Торрес-Сильва С. и соавт.
Aestet Surg J. 14 июня 2021 г .; 41 (7): NP804-NP819. дои: 10.1093/asj/sjaa428.
Эстет Сург Дж. 2021.PMID: 33403390
Скальпель против электрохирургии при больших разрезах брюшной полости.
Чаронкван К., Ихеозор-Эджиофор З., Реркасем К., Матовинович Э.

Чаронкван К. и др.
Cochrane Database Syst Rev. 2017 Jun 14;6(6):CD005987. doi: 10.1002/14651858.CD005987.pub3.
Кокрановская система базы данных, ред. 2017 г.PMID: 28931203
Бесплатная статья ЧВК.Обзор.
Реконструкция пупка с двусторонним квадратным выдвижением лоскутов «тыквы-зубы».
Purnell CA, Турин SY, Думанян Г.А.
Purnell CA и соавт.
Plast Reconstr Surg. 2018 Январь; 141(1):186-189. doi: 10.1097/PRS.0000000000003929.
Plast Reconstr Surg. 2018.PMID: 29280880
Обзор.
Посмотреть все похожие статьи
Цитируется
Сохранение фасции Scarpa для снижения уровня серомы у пациентов с массивной потерей веса, перенесших абдоминопластику: сравнительное исследование.
Repo O, Oranges CM, di Summa PG, Uusalo P, Anttinen M, Giordano S.

Репо О и др.
Дж. Клин Мед. 2023 13 января; 12 (2): 636. doi: 10.3390/jcm12020636.
Дж. Клин Мед. 2023.PMID: 36675566
Бесплатная статья ЧВК.Побочные эффекты коагуляции мягких тканей с использованием гелиевой плазменной технологии отдельно и в сочетании с ультразвуковой липосакцией.
Руфф П.Г., Ванек П., Никиэль М.
Рафф П.Г. и соавт.
Aestet Surg J Открытый форум. 2022 Июл 18;4:ojac064. doi: 10.1093/asjof/ojac064. Электронная коллекция 2022.
Aestet Surg J Открытый форум. 2022.PMID: 36211477
Бесплатная статья ЧВК.Сравнение формирования серомы на участках донорского лоскута глубокого нижнего эпигастрального перфоратора, поперечной мышечно-кожной тонкой мышцы и верхней ягодичной артерии после микрохирургической реконструкции молочной железы.
Торговец А., Спек Н.Е., Михалак М., Шефер Д.Дж., Фархади Дж.
Торговец А и др.
Арх Пласт Хирург. 2022 г., 30 июля; 49 (4): 494-500. doi: 10.1055/s-0042-1751103. электронная коллекция 2022 июль.
Арх Пласт Хирург. 2022.PMID: 35919555
Бесплатная статья ЧВК.Окончательный выход дренажа за 24 часа и послеоперационный день являются плохими показателями надлежащего удаления дренажа.
Чуа С., Басконе С.М., Перейра С., Хай Дж., Парк Дж., Хидешима К., Бхатти С., Неманпур С., Леон Б., Хан Г.
Чуа С. и др.
Plast Reconstr Surg Glob Open. 2022 14 апреля; 10 (4): e4160. дои: 10.1097/ГОКС.0000000000004160. электронная коллекция 2022 апр.
Plast Reconstr Surg Glob Open. 2022.PMID: 35441067
Бесплатная статья ЧВК.Эстетическая и функциональная абдоминопластика: анатомическая и клиническая классификация на основе 12-летнего ретроспективного исследования.

Клингер М., Клингер Ф., Джаннаси С., Банди В., Винчи В., Катания Б., Лиза А., Веронези А., Баттистини А., Джакконе М., Кавиджоли Ф., Майоне Л.
Клингер М. и соавт.
Plast Reconstr Surg Glob Open. 2021 20 декабря; 9(12):e3936. doi: 10.1097/GOX.0000000000003936. электронная коллекция 2021 дек.
Plast Reconstr Surg Glob Open. 2021.PMID: 34938642
Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Рекомендации
Ван Учелен Дж. Х., Веркер П. М., Кон М. Осложнения абдоминопластики у 86 пациентов. Plast Reconstr Surg. 2001; 107: 1869–1873.
Теймурян Б., Роджерс В.Б. III. Национальный обзор осложнений, связанных с аспирационной липэктомией: сравнительное исследование.
 Plast Reconstr Surg. 1989; 84: 628–631.
Plast Reconstr Surg. 1989; 84: 628–631.
Питанги И. Эстетическая пластическая хирургия головы и тела. Том. 2. Нью-Йорк: Springer-Verlag; 1981.
Ле Луарн С, Паскаль Ж.Ф. Абдоминопластика с высоким верхним натяжением. Эстетик Пласт Хирург. 2000; 24: 375–381.
Лучано А.А., Содерстром Р.М., Мартин Д.С. Основные принципы электрохирургии в оперативной лапароскопии. J Am Assoc Gynecol Laparosc. 1994; 1: 189–195.
Типы публикаций
термины MeSH
Новый режим разреза для ТУР-П • health-in-europe.
 com
com
Сухой разрез, новый режим разреза, разработанный специально для трансуретральной резекции простаты (ТУР-П), был запущен компанией Erbe Elektromedizin, Тюбинген. , Германия. Это, с High Cut и Auto Cut, означает, что система Erbes VIO теперь предлагает весь спектр режущих качеств, необходимых для процедур TUR-P, TUR-B и TUV-P, сообщает фирма.
Режим Dry Cut сводит к минимуму кровотечение во время TUR-P, а эффективная коагуляция сосудов во время резания означает, что риск абсорбции ирригационной жидкости (синдром TUR) также потенциально снижается, отмечает фирма. «Визуализация в области хирургического вмешательства остается четкой в течение длительного периода времени из-за ограниченного образования пузырьков газа во время резания. Кроме того, надежный гемостаз значительно сокращает время процедуры, поскольку повторная коагуляция требуется редко. Автоматическая регулировка мощности дает максимальный эффект при минимальной выходной мощности. Соседние структуры максимально щадят, а износ инструментов снижается».
‘Эти качества не достигаются за счет увеличения выхода энергии. Автоматическая регулировка мощности с помощью электрохирургических генераторов VIO поддерживает низкую выходную мощность при одновременном достижении наилучшего гемостаза», — добавляет Эрбе. ‘Подобно тому, как система VIO может быть настроена для урологических процедур с помощью специального программного обеспечения и выходных разъемов, система также может быть индивидуально настроена для использования во всех других хирургических специальностях,
Зажим Erbe BiClamp
Фирма также выпустила новый инструмент для безопасной коагуляции васкуляризированных тканевых структур, таких как брыжейка, брюшина или сальник, перед разрезанием. Erbe сообщает, что обычно можно обойтись без подготовки, диссекции и снабжения отдельных сосудов, поскольку коагуляция выполняется быстро и эффективно. Процедура может быть проведена во время открытой операции, а также лапароскопии. Система Erbe VIO поддерживает BiClamp с помощью специального программного и аппаратного обеспечения.
