Режимы резания: Режимы резания и стойкость инструмента
Содержание
Режимы резания и стойкость инструмента
Обновлено: 06.02.2023
Автор статьи : Enex
При обработке резанием необходимо добиться оптимального сочетания производительности обработки и стойкости инструмента. Недостаточная стойкость инструмента увеличивает простои оборудования при замене инструмента, что приводит к снижению производительности. Если выбран слишком щадящий режим резания, то стойкость инструмента возрастет, но время обработки детали увеличится, что так же снижает эффективность использования оборудования и общую производительность. Для обеспечения эффективности обработки необходимо не только правильно выбрать инструмент, но и подобрать оптимальные параметры режима резания, о чем мы сегодня и поговорим.
Стойкость — это время достижения допустимой величины износа режущего инструмента.
Есть три основных параметра при точении, каждый из которых влияет на стойкость инструмента скорость резания подача и глубина резания. Меняя данные параметры мы можем добиться наилучшего для нас результата.
Меняя данные параметры мы можем добиться наилучшего для нас результата.
Скорость резания (Vc) — наибольшая скорость перемещения режущей кромки относительно заготовки (измеряется в м/мин ).
Подача (fn) инструмента при точении равна расстоянию, на которое перемещается режущая кромка вдоль оси детали за один ее оборот (измеряется в мм/об ).
Глубина резания (ap) — это половина разности обрабатываемого и обработанного диаметра заготовки (измеряется в мм ).
Потребляемая мощность (Pc) — это мощность, необходимая для осуществления процесса резания (измеряется в кВт).
Удельная сила резания (kc) — численно равна силе резания, отнесенной к 1 мм2 сечения срезаемого слоя (является постоянной величиной для каждого обрабатываемого материала, измеряется в Н/мм2).
Влияние скорости резания (Vc)
Слишком высокая скорость резания
Интенсивный износ по задней поверхности
Низкое качество обработанной поверхности
Быстрое лункообразование
Пластическая деформация
Слишком низкая скорость резания
Влияние подачи (fn)
Слишком высокая подача
Потеря контроля над стружкообразованием
Неудовлетворительное качество обработанной поверхности
Лункообразование, пластическая деформация
Высокая потребляемая мощность
«Приваривание» стружки
Повреждение кромок стружкой
Слишком низкая подача
Влияние глубины резания (ap)
Слишком большая глубина резания
Высокая потребляемая мощность
Поломка режущей пластины
Повышенные силы резания
Слишком маленькая глубина резания
С учетом геометрии пластины и марки твердого сплава для различных типов операций при выборе скорости резания необходимо учитывать тип и твердость обрабатываемого материала, желаемый характер стружки на протяжении всего пути резания, глубину резания и подачу, жесткость технологической системы СПИД (станок-приспособление-инструмент-деталь) и условия обработки (прерывистое резание и вибрации).
Производительность ограничивается при черновой обработке — потребляемой мощностью, при чистовой — качеством обрабатываемой поверхности. При работе на маломощном оборудовании следует уменьшить скорость резания в соответствии с возможностями станка. Требуемое качество обработки достигается использованием современного инструмента и технологий, позволяющих работать с высокими подачами без потери качества.
В самом общем случае стойкость и соответствующие ей элементы режима резания должны быть такими, чтобы производительность операции была максимальна при минимальной себестоимости и обеспечивала заданное качество обработки. Оптимальная производительность обеспечивается работой на больших глубинах резания и подачах при умеренных скоростях резания.
Используемая литература:
1) Высокопроизводительная обработка металлов резанием. Учебник SANDVIK COROMANT 2003 Виноградов Д. В.
2) Технические руководства и каталоги Dormer, Pramet, Sandvik Coromant, Seco, Tungaloy.
3) Рекомендачии по назначению режимов резания и выбору инструмента. 2010 М.А. Болотов, А.Н. Жидяев, Н.Д. Проничев, А.И. Хаймович.
Каталог металлорежущего инструмента на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/.
Как выбрать режим резания при фрезеровании
Чтобы исключить риск брака в процессе фрезерования, необходимо правильно выбрать соответствующий режим резания заготовок. Для этого следует максимально грамотно произвести соответствующие расчеты.
Понятие оптимального режима
Процесс фрезерования отличается от операции точения прежде всего более высокой сложностью работы. Одно из главных отличий заключается в непосредственном контакте рабочего инструмента с обрабатываемой заготовкой: при фрезеровании за счет оборотов резцы сначала воздействуют на деталь, а затем теряют контакт с ней. Эта цикличность повторяется на протяжении всей работы над изделием. И при каждом прикосновении происходит очень мощный удар, одинаково воздействующий и на заготовку, и на зубья фрезы. Также следует учесть, что и снимаемая стружка может иметь разные параметры, в то время как при точении они не меняются.
И при каждом прикосновении происходит очень мощный удар, одинаково воздействующий и на заготовку, и на зубья фрезы. Также следует учесть, что и снимаемая стружка может иметь разные параметры, в то время как при точении они не меняются.
Если все эти нюансы учесть в расчетах, то такой режим резания можно будет считать оптимальным. Однако не всегда разработанная технологическая карта может быть использована на новом оборудовании. Оператору придется заново производить расчеты, для чего надо знать основные элементы режимов.
Геометрия и материал режущего инструмента
В изготовлении большинства фрез используется быстрорежущая сталь, а зубцы выполняются из твердых сплавов. Такой инструмент отличается большей эффективностью, однако подходит не для всех станков, так как они имеют разный технический потенциал.
Для старых моделей оптимальными будут обычные фрезы — концевые и другие типы, выполненные из углеродистых и легированных сталей. К примеру, таким образом можно изготавливать детали с высокой точностью и чистотой поверхности, но в ущерб скорости производства.
Форма режущих насадок также является определяющей в выборе режима резания: необходимо брать во внимание геометрию каждого зубца, параметры переходных кромок и углов их размещения на основании, а также степень их воздействия на заготовки из различных металлов, для чего используется специальная таблица.
Глубина и ширина фрезерной обработки
Глубина или толщина удаляемого слоя указывает на разницу между обрабатываемой и уже обработанной поверхностями. Этот показатель устанавливается максимально большим, чтобы снизить количество проходов инструмента. Но если в приоритете будет чистота поверхности, то количество проходов увеличивается. В одних случаях их может быть два (черновой и чистовой), в иных — больше. В таких ситуациях определяющим параметром становится качество выработки.
Шириной фрезерования принято считать ширину обрабатываемой заготовки, в работе с несколькими изделиями их соответствующие параметры суммируются.
Выбор диаметра фрезы
С учетом параметров срезаемого слоя и ширины изделия устанавливается диаметр режущей части. Это также влияет на величину срезаемой стружки. Прямая взаимосвязь приводит к тому, что на первый взгляд малое сечение фрезы будет целесообразнее. Однако при этом придется подбирать зажим с малой жесткостью, чтобы не повредить фрезу, и это снова будет отрицательно влиять на величину стружки из-за уменьшения давления.
Это также влияет на величину срезаемой стружки. Прямая взаимосвязь приводит к тому, что на первый взгляд малое сечение фрезы будет целесообразнее. Однако при этом придется подбирать зажим с малой жесткостью, чтобы не повредить фрезу, и это снова будет отрицательно влиять на величину стружки из-за уменьшения давления.
Выбор подачи для фрезерования
Чистовая обработка оценивается по качеству поверхности. В черновой работе руководствуются следующими факторами:
- жесткостью схемы «деталь–фреза–станок»;
- материалом детали;
- углами заточки;
- мощностью привода;
- материалом режущего инструмента.
Скорость резания
Для расчета скорости используется таблица со специальными нормативами согласно типу фрезы, обрабатываемому материалу, мощности фрезерного станка и другим параметрам.
Расчет ведется в соответствии с минутной подачей и количеством оборотов режущей части. Оптимальным считается результат, при котором сохраняется производительность со снижением риска повреждения зубьев.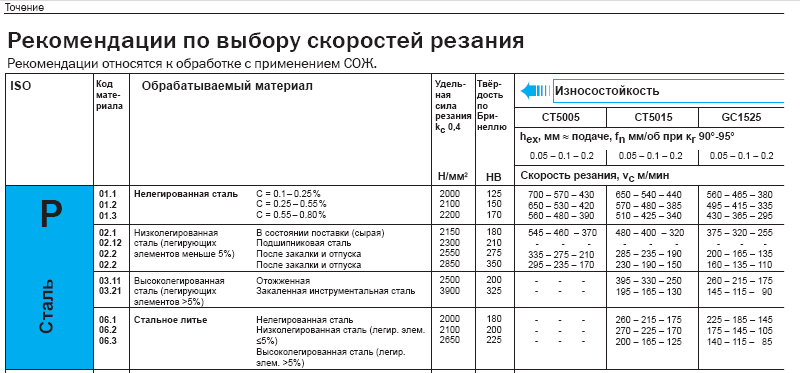
Условия резания и износ инструмента при обработке древесных материалов :: Биоресурсы
Хладил, Дж., Седлак, Дж., Рыбаржова, Э.Р., Кучера, М., и Дадо, М. (2019). « Условия резания и износ инструмента при обработке древесных материалов », BioRes. 14(2), 3495-3505.
Реферат
В статье приведены данные о процессе резки древесных материалов. Процесс резки влияет на форму и размеры режущей кромки. Эксперименты были направлены на отслеживание изменений режущей кромки при обработке древесно-стружечных плит и влияние скорости резания на износ инструмента. Испытания на резание проводились во время фрезерования со скоростями резания в диапазоне 7,9.от 5 до 17,9 м/с (от 477 до 1074 м/мин), глубина резания 9,5 мм и подача зуба 0,05 мм. Процесс изнашивания режущего клина при фрезеровании ДСП характеризуется уменьшением режущей кромки лезвий пластины. Для измерения углубления режущего клина использовали сравнительный цифровой индикатор часового типа. Ход изнашивания древесных материалов в графическом представлении имел сходство с резанием абразивным материалом. Полученную зависимость можно использовать для выбора наиболее подходящих режимов резания в соответствии с требованиями оператора.
Ход изнашивания древесных материалов в графическом представлении имел сходство с резанием абразивным материалом. Полученную зависимость можно использовать для выбора наиболее подходящих режимов резания в соответствии с требованиями оператора.
Скачать PDF
Полный текст статьи
Режимы резания и износ инструмента при обработке древесных материалов
Йозеф Хладил, a * Йозеф Седлак, a Ева Рыбаржова Шебелова, b Мариан Кучера, c и Мирослав Дадо c 90 021
В статье приведены данные о процессе резки древесных материалов. Процесс резки влияет на форму и размеры режущей кромки. Эксперименты были направлены на отслеживание изменений режущей кромки при обработке древесно-стружечных плит и влияние скорости резания на износ инструмента. Испытания на резание проводились во время фрезерования со скоростями резания в диапазоне 7,9.от 5 до 17,9 м/с (от 477 до 1074 м/мин), глубина резания 9,5 мм и подача зуба 0,05 мм. Процесс изнашивания режущего клина при фрезеровании ДСП характеризуется уменьшением режущей кромки лезвий пластины. Для измерения углубления режущего клина использовали сравнительный цифровой индикатор часового типа. Ход изнашивания древесных материалов в графическом представлении имел сходство с резанием абразивным материалом. Полученную зависимость можно использовать для выбора наиболее подходящих режимов резания в соответствии с требованиями оператора.
Процесс изнашивания режущего клина при фрезеровании ДСП характеризуется уменьшением режущей кромки лезвий пластины. Для измерения углубления режущего клина использовали сравнительный цифровой индикатор часового типа. Ход изнашивания древесных материалов в графическом представлении имел сходство с резанием абразивным материалом. Полученную зависимость можно использовать для выбора наиболее подходящих режимов резания в соответствии с требованиями оператора.
Ключевые слова: Механическая обработка; Древесина; Инструмент; Носить; притупление; Условия резания
Контактная информация: а: Институт машиностроения, Факультет машиностроения и технологий, Брненский технологический университет, Техническая 2, 61600 Брно, Чешская Республика, б: The Display Company CZ s.r.o., Лондонске намести 4, 63900 Брно, Чехия , c: Кафедра производственных технологий и управления качеством, Факультет экологических и производственных технологий, Технический университет в Зволене; * Автор для переписки: jo.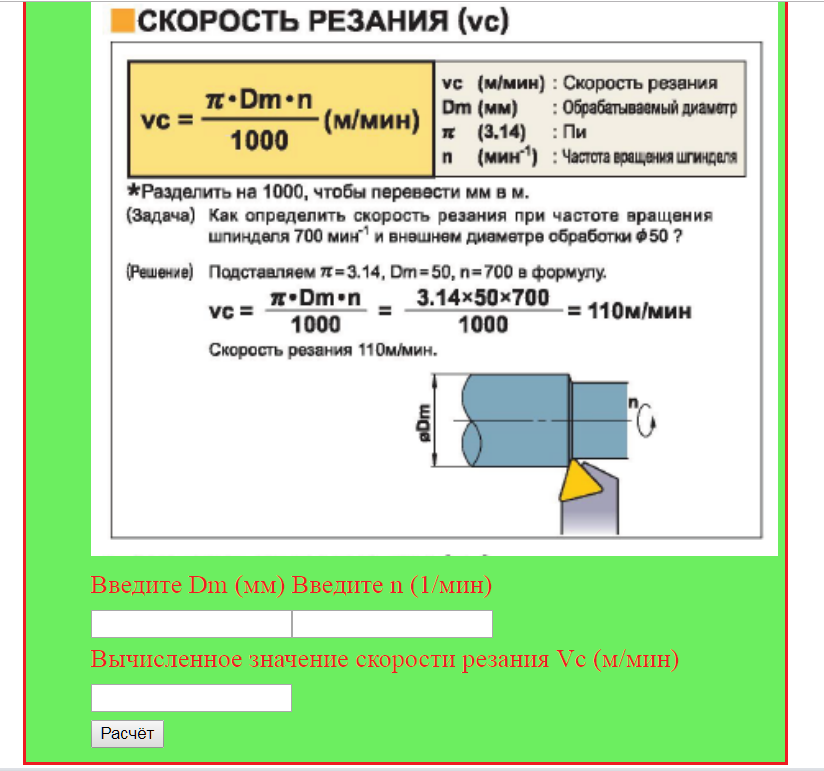 [email protected]
[email protected]
ВВЕДЕНИЕ
Древесина представляет собой пористую и волокнистую структурную ткань, встречающуюся в стеблях и корнях деревьев и других древесных растений. Это органический материал, натуральный композит из целлюлозных волокон, прочных на растяжение и встроенных в матрицу из лигнина, сопротивляющуюся сжатию. Древесина является одним из немногих возобновляемых материалов (Kučerová et al. 2016). К сожалению, древесина является относительно недолговечным материалом и требует особого ухода для обеспечения длительного срока службы. По этой причине также широко используются модифицированные древесные материалы или материалы с поверхностным покрытием. Такие древесные материалы в определенной степени сохраняют хорошие свойства древесины и смягчают некоторые ее неблагоприятные свойства (Кветкова 9).0004 и др. 2015а,б,в; Гафф и др. 2016; Седлецкий и Сарвашова Кветкова, 2017).
Механические и физические свойства являются важными факторами при обработке древесины.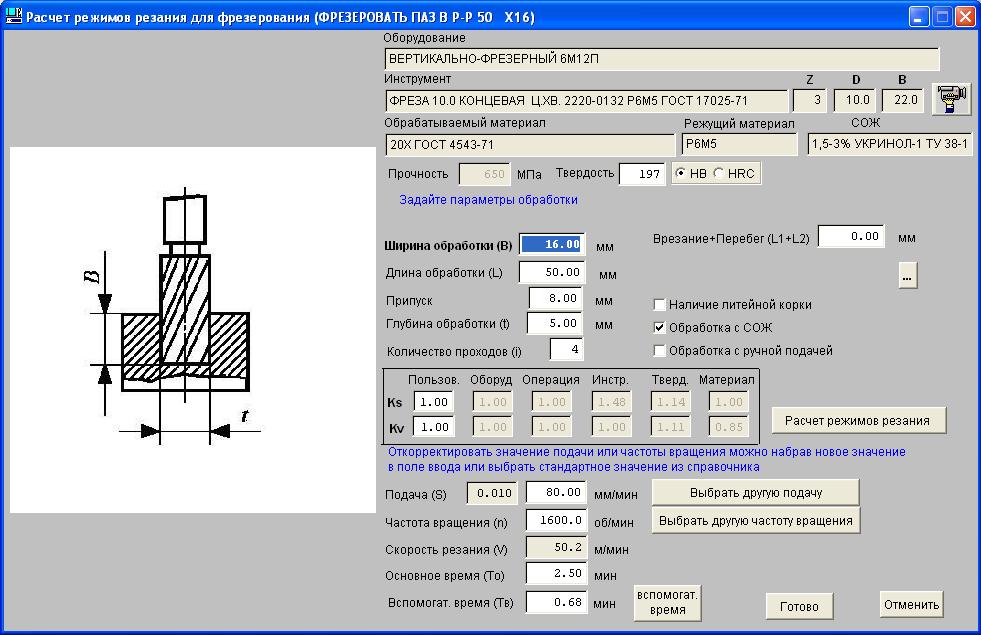 Агломерированные материалы производятся из древесины или других лигноцеллюлозных частиц.
Агломерированные материалы производятся из древесины или других лигноцеллюлозных частиц.
ДСП — это термин, обозначающий материал, изготовленный из древесных частиц различных форм и размеров. Древесная стружка склеивается с помощью синтетического клея, высокого давления и повышенной температуры. Для внутреннего использования эти материалы часто необходимо шпонировать, ламинировать или складывать, чтобы улучшить их внешний вид. Этот материал является наиболее широко используемым и наиболее производимым агломерированным материалом в деревообрабатывающей промышленности (Thoemen и др. 2010).
В процессе фрезерования режущие пластины вращающегося инструмента отделяют материал заготовки в виде стружки. Скорость подачи ограничена размером и типом режущего инструмента, расположенного перпендикулярно обрабатываемой детали. Процесс резания прерывистый, и зубья фрезы поочередно срезают короткую стружку разной толщины. Древесные материалы измельчают во всех направлениях, но чаще всего вдоль направления древесных волокон. Направление вращения обычно выбирается обычным, т. е. против направления подачи. По положению оси вращения и поверхностей, создаваемых режущими кромками, фрезерование делится на два типа: либо ось цилиндрического инструмента параллельна поверхности заготовки, либо передняя ось инструмента перпендикулярна. к поверхности заготовки.
Направление вращения обычно выбирается обычным, т. е. против направления подачи. По положению оси вращения и поверхностей, создаваемых режущими кромками, фрезерование делится на два типа: либо ось цилиндрического инструмента параллельна поверхности заготовки, либо передняя ось инструмента перпендикулярна. к поверхности заготовки.
Процесс фрезерования контролируется с помощью стойкости инструмента. Стойкость инструмента – это период, в течение которого лезвие находится в рабочем состоянии в процессе механической обработки. Это время, когда инструмент работает, от заточки до притупления. При механической обработке металла на задней поверхности режущей кромки наблюдается процесс абразивного износа, который называется износом по задней поверхности VB. На рис. 1 этот процесс показан на кривой износа. Отдельными фазами являются: I – начальный быстрый износ, II – линейный износ и III – окончательный нестабильный ход. При практическом измерении износа используется значение критического износа VB в линейной фазе II; этот выбор обусловлен точностью показаний (Shaw 2005; Csanády and Magoss 2012).
Рис. 1. Графическое изображение зависимости VB или KR = fn ( T ) при резании металла
Режущая кромка образована пересечением двух поверхностей – передней плоскости (передний угол γ ) и задней плоскости (задний угол α). Дармаван и др. (2001, 2012) изучали процесс износа на задней поверхности под влиянием различных материалов на основе древесины и материалов режущей кромки. При обработке материалов на древесной основе без абразивов отслеживается износ на рецессии режущей кромки инструмента в зависимости от времени (Šebelová and Chladil 2013). Этот тип износа называется носовым износом (Shaw 2005; Mazan 9).0004 и др. . 2017), а его размер соответствует радиальному износу KR (см. рис. 2).
Рис. 2. Износ на носу типа износа инструмента
В этом исследовании материал на основе древесины — ламинированная древесно-стружечная плита — использовался для экспериментального изучения влияния условий резания на износ инструмента. Для проверки свойств инструментального материала в процессе резания использовалось цилиндрическое фрезерование, применялась правосторонняя фреза с двумя зубьями. Процесс притупления инструмента контролировался, поскольку он влияет на срок службы режущего инструмента и, следовательно, на эффективность обработки. Время Тейлора против . для оценки использовалась формула скорости резания (Shaw 2005).
Для проверки свойств инструментального материала в процессе резания использовалось цилиндрическое фрезерование, применялась правосторонняя фреза с двумя зубьями. Процесс притупления инструмента контролировался, поскольку он влияет на срок службы режущего инструмента и, следовательно, на эффективность обработки. Время Тейлора против . для оценки использовалась формула скорости резания (Shaw 2005).
ЭКСПЕРИМЕНТАЛЬНЫЙ
Материал заготовки
В качестве представителя древесных материалов, ламинированных буком, использовалась ламинированная ДСП
. Поставщиком ЛДСП (045 BS бук Westfalen толщиной 18 мм) выступила компания INTEREXPO Brno Ltd, Чехия. Объемный вес плиты составлял от 600 до 750 кг.м -3 и влажность 14,2% определялась в соответствии с EN 323 (1993).
Режущий инструмент
Для опытов использовали двухзубую правостороннюю фрезу FRSTHW 19x30x12z2 (Aparathea Ltd., Брно, Чехия) диаметром D 19 мм. На резце использовались режущие пластины из спеченного твердого сплава К10, HW 29,5x12x1,5 4S T04F (рис. 3). Геометрия режущего инструмента: передний угол γ 15° и задний угол α 20°.
На резце использовались режущие пластины из спеченного твердого сплава К10, HW 29,5x12x1,5 4S T04F (рис. 3). Геометрия режущего инструмента: передний угол γ 15° и задний угол α 20°.
Рис. 3. Фреза HW 19 x 30
Вставки из спеченного карбида (SC)
были зажаты во фрезу и закреплены болтом. Твердосплавные вставки обозначались буквой с соответствующей буквой-символом, чтобы различать использование при обработке отдельных образцов и уникальность отдельных измерений. Номер, обозначающий конкретную режущую пластину, имел нижний регистр a/b для обозначения стороны лезвия. Режущие вставки с маркировкой от U1 до U4 на рис. 4 использовались для резки ЛДСП.
Рис. 4. Режущие пластины SC HW 29,5x12x1,5 4S T04F
Станок
Выбранные материалы были обработаны на трехкоординатном фрезерном станке с ЧПУ SCM Tech 99 (Римини, Италия) со следующими параметрами: рабочие размеры X, 3119 мм, Y, 1012 мм, Z, 100 мм; мощность двигателя 6,6 кВт, максимальная частота вращения 1800 об/мин. Фреза с двумя зубьями по часовой стрелке была зажата во фрезерном станке с ЧПУ.
Фреза с двумя зубьями по часовой стрелке была зажата во фрезерном станке с ЧПУ.
Методы
Условия резания
Для обработки выбрано попутное фрезерование. Диапазон минимальных 4000 об/мин и максимальных 18000 об/мин определялся для постоянной подачи на зуб ( f z = 0,05 мм) и постоянной ширины резания a p = 18 мм (толщина материала). . Значения скорости резания и подачи основаны на соотношении между величиной подачи на зуб, скоростью резания, скоростью инструмента и диаметром фрезы. Все переменные определены в таблице 1. Скорость резания ( v c ) определяли по уравнениям 1 и 2.
(1)
(2)
Скорость подачи v f была рассчитана по уравнению. 3.
(3)
Таблица 1. Технологические условия резки для экспериментов
Стойкость режущей кромки больше всего зависит от скорости резания v c . Экспериментальное определение зависимости стойкости инструмента от скорости резания, т.е. ., Т = fn ( v c ), выполнялось с использованием нескольких скоростей резания. Необходимо было следить за тем, чтобы остальные условия работы были постоянными. Износ инструмента был представлен кривыми износа для отдельных скоростей резания на диаграмме KR = fn ( T ) для радиального износа. Измерение износа по задней поверхности VB, используемое в основном при резании металлов, не могло быть использовано из-за сложности измерения каких-либо изменений во время экспериментов. Износ инструмента
Экспериментальное определение зависимости стойкости инструмента от скорости резания, т.е. ., Т = fn ( v c ), выполнялось с использованием нескольких скоростей резания. Необходимо было следить за тем, чтобы остальные условия работы были постоянными. Износ инструмента был представлен кривыми износа для отдельных скоростей резания на диаграмме KR = fn ( T ) для радиального износа. Измерение износа по задней поверхности VB, используемое в основном при резании металлов, не могло быть использовано из-за сложности измерения каких-либо изменений во время экспериментов. Износ инструмента
Для измерения радиального износа инструмента КР, который определяется зависимостью КР = fn ( T ), необходимо было рассчитать время по следующему уравнению,
(4)
, где T – время резания (мин), L =700 – длина заготовки (мм), а v f – скорость подачи (мм ∙ мин -1 ). Критерий износа инструмента определялся как KR = 10 мкм.
Критерий износа инструмента определялся как KR = 10 мкм.
Рис. 5. Сравнительный измерительный прибор
Измерительное оборудование
Для измерения износа инструмента цифровой стрелочный индикатор (KINEX 0-12,7/0,001, Прага, Чехия) был закреплен на измерительном приспособлении, разработанном для экспериментов, см. рис. 5. Прибор измеряет отклонения от заданного размера. Во-первых, необходимо было откалибровать инструмент по новым вкладышам. Используемое устройство имело точность измерения 1 мкм и максимальный ход касания 12,7 мм.
Оценка измеренных значений
Статистическое программное обеспечение
Minitab® 15 (State College, PA, USA) использовалось для оценки измеренных значений из экспериментов.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Радиальный износ по сравнению с . Время
Радиальный износ KR режущего инструмента зависит от времени.
Рис. 6. Инструментальный износ режущей пластины (метка красного цвета)
Через промежутки времени, заданные временем резания, выполнено измерение износа КР. Результаты дополнительно детализированы в виде графиков зависимости от времени. Инструментальный износ вставок показан красной меткой на рис. 6.
Полученные зависимости износа инструмента KR = fn ( T ), снятые с износа линейной части, выделенные в таблицах серым цветом, приложены к таблицам измерений на рис. от 7 до 10.
Таблица 2. Измерение износа инструмента по сравнению с . Время, пластины U1a / U2a, скорость v c1 = 477 м/мин
Таблица 3. Измерение износа инструмента по сравнению с . Время, вставки U1b / U2b, скорость v c2 = 716 м/мин.
Рис. 7. Регрессия линейного износа для v c1 = 477 м/мин, KR [мкм] и T [мин]
Рис. 8. Регрессия линейного износа для v c2 = 716 м/мин, KR [мкм] и T [мин]
8. Регрессия линейного износа для v c2 = 716 м/мин, KR [мкм] и T [мин]
Таблица 4. Измерение износа инструмента по сравнению с . Время, Вставки U3a / U4a, Скорость v c3 = 895 м/мин
Рис. 9. Регрессия линейного износа для v c3 = 895 м/мин, KR [мкм] и T [мин]
Таблица 5. Измерение износа инструмента по сравнению с . Время, пластины U3b / U4b, скорость v c4 = 1074 м/мин
Рис. 10. Регрессия линейного износа для v c4 = 1074 м/мин, KR [мкм] и T [мин]
Связь между сроком службы инструмента T и скоростью резания v c следующая:
Т . v c m = const. (5)
Здесь уравнение Тейлора заменяет показатель степени m = 1/n . Скорость износа в 10 мкм от первоначального значения режущей кромки была определена как критерий для определения срока службы инструмента для этой скорости. Для определения зависимости стойкости инструмента от скорости резания T и v c значения критерия износа инструмента использованы в графическом представлении log ( T ) = fn (log v c ) (см. Таблицу 6). Затем для решения был применен статистический метод линейной регрессии. Были обработаны доверительные интервалы (95%) измеренных данных T = fn ( v c ) графиков для ламинированных древесно-стружечных материалов. Результаты представлены на рис. 11.
Скорость износа в 10 мкм от первоначального значения режущей кромки была определена как критерий для определения срока службы инструмента для этой скорости. Для определения зависимости стойкости инструмента от скорости резания T и v c значения критерия износа инструмента использованы в графическом представлении log ( T ) = fn (log v c ) (см. Таблицу 6). Затем для решения был применен статистический метод линейной регрессии. Были обработаны доверительные интервалы (95%) измеренных данных T = fn ( v c ) графиков для ламинированных древесно-стружечных материалов. Результаты представлены на рис. 11.
Таблица 6. Скорости резания и соответствующая стойкость инструмента T1-T4 для KR = 10 мкм
Рис. 11. Регрессия T = fn ( v c ) с доверительным интервалом 95%
Уравнение 5, соответствующее функции из графического представления на рис. 11, затем входит в окончательную формулу (уравнение 6).
11, затем входит в окончательную формулу (уравнение 6).
T v c 2,082 = 252,35 x 10 5 или v c T 90 005 0,48 = 3590,7 (6)
ВЫВОДЫ
- Механизм износа древесно-стружечной плиты отличается от механизма износа с абразивными частицами, которые характерны для металлов с абразивными частицами. Дармаван , ул. (2001, 2012) использовали измерение износа на задней поверхности.
- В статье в сравнительном цифровом приборе использовалось измерение радиального износа KR, соответствующего рецессии режущего инструмента, используемого в ходе экспериментов. Ход изнашивания древесных материалов показал сходство графического изображения с резанием абразивного материала.
- Определена окончательная зависимость T = fn ( v c ) для обработки ЛДСП для выбора соответствующей скорости резания для заданной стойкости инструмента.
 Окончательное уравнение можно использовать для расчета скорости резания/стойкости инструмента в соответствии с требованиями оператора.
Окончательное уравнение можно использовать для расчета скорости резания/стойкости инструмента в соответствии с требованиями оператора. - Критерий для определения стойкости инструмента был выбран в линейной части кривой износа для получения правильных и точных результатов с использованием линейной регрессии
- Эксперименты оценивались с помощью регрессионного анализа.
БЛАГОДАРНОСТИ
Авторы выражают признательность за финансовую поддержку, оказанную Фондом науки 2016, Технический университет Брно, Факультет машиностроения FV 16-28 и грант « Исследования современных производственных технологий для конкретных приложений», рег. нет. ФСИ-С-16-3717 и проект ВЕГА 1/0642/18: «Анализ воздействия конструктивных частей лесохозяйственных механизмов на лесохозяйственную среду на энергетические и экологические потребности».
ССЫЛКИ
Чанади, Э., и Магосс, Э. (2012). «Механика обработки древесины» (2 и Ed. ), Springer , Нью-Йорк, штат Нью-Йорк.
), Springer , Нью-Йорк, штат Нью-Йорк.
Дармаван В., Танака К., Усуки Х. и Охтани Т. (2001). «Эффективность твердосплавных инструментов с покрытием при точении древесных материалов: влияние скорости резания и материалов покрытия на характеристики износа инструментов из твердого сплава с покрытием при точении древесно-стружечных плит», Wood Science 47(5), 342-349.
Дармаван В., Рахайю И., Нандика Д. и Маршал Р. (2012). «Важность экстрактивных веществ и абразивов в древесных материалах для износа дереворежущих инструментов», BioResources 7(4), 4715-4729. DOI: 10.15376/biores.11.4.4715-4729
Гафф М., Сарвашова-Кветкова М., Гашпарик М. и Славик М. (2016). «Зависимость изменения шероховатости и трещинообразования от параметров тиснения поверхности древесины» Wood Research 61(1), 163-174.
Кучерова В., Лаганя Р., Выбохова Э. и Хирошова Т. (2016). «Влияние химических изменений при термической обработке на цвет и механические свойства древесины пихты», Биоресурсы 11(4), 9079-9094. DOI: 10.15376/biores.11.4. 9079-9094
DOI: 10.15376/biores.11.4. 9079-9094
Кветкова М., Гафф М. и Гашпарик М. (2015a). «Влияние термической обработки на качество поверхности древесины бука после плоского фрезерования», BioResources 10(3), 4226-4238. DOI: 10.15376/biores.10.3. 4226-4238
Кветкова М., Гафф М., Гашпарик М., Каплан Л. и Барчик Ш. (2015б). «Качество поверхности фрезерованной древесины березы после термической обработки при различных температурах», BioResources 10(4), 6512-6521. DOI: 10.15376/biores.10.4. 6512-6521
Кветкова М., Гафф М., Гашпарик М., Кминиак Р. и Крис А. (2015c). «Влияние количества зубьев пилы на уровень шума и износ кромок пилы при резке древесины», BioResources 10(1), 1657-1666. DOI: 10.15376/biores.10.1.1657-1666
Мазан, А., Ванчо, М., и Барчик, С. (2017). «Влияние технологических параметров на стойкость инструмента при обработке ювенильной древесины», Биоресурсы 12(2), 2367-2378. DOI: 10.15376/biores.12.2. 2367-2378
Шебелова, Э. и Хладил, Дж. (2013). « Износ инструмента и обрабатываемость древесных материалов в процессе механической обработки, » Технология производства 13(2), 231-236.
и Хладил, Дж. (2013). « Износ инструмента и обрабатываемость древесных материалов в процессе механической обработки, » Технология производства 13(2), 231-236.
Седлецкий, М., и Сарвашова Кветкова, М. (2017). «Волнистость поверхности древесноволокнистых плит средней плотности (МДФ) и клееных панелей EGP после фрезерования кромок», Wood Research 62(3), 459-470.
Шоу, MC (2005). «Принципы резки металлов» (2 nd Ed.), Oxford University Press , Оксфорд, Великобритания.
Томен, Х., Ирле, М., и Сернек, М. (2010). Древесные панели – Введение для специалистов, Brunel University Press, Лондон.
Поступило: 12 декабря 2018 г.; Экспертная проверка завершена: 17 февраля 2019 г.; Получена и принята исправленная версия; 5 марта 2019 г.; Опубликовано: 8 марта 2019 г.
DOI: 10.15376/biores.14.2.3495-3505
Документ условий резания
Условия резания определены в документе «Режимы резания»
Чтобы создать такой документ, мы должны выбрать его на вкладке «Специальные» при создании нового документа
Новый документ Тип: Обычный Расширенный Специальный Связь метода/процесса Ассоциация топологических цилиндров Режимы резания Специальное сверление Классификация Определение отчета |
 png»>
png»>
Обычно этот документ сохраняется в библиотеке (и проверяется), чтобы на него можно было ссылаться во всех проектах.
Конец
Операция
Операция
Конец
Документ условий резания позволяет TopSolid автоматически выбирать режимы резания «Abacus» или «Specific» для инструмента в зависимости от материала детали и станка.
Чем больше уточняются критерии, тем больше будет актуален выбор условий резания в созданных счетах.
TopSolid проверяет актуальность счетов, помещая цветной кружок перед выбранными счетами в операции.
Темно-зеленый кружок означает, что автоматический выбор актуален. Все критерии соответствуют условиям эксплуатации. | |
Темно-красный кружок означает, что автоматический выбор не актуален. Это означает, что он частично отвечает условиям эксплуатации. | |
Синий кружок означает, что на инструменте указаны условия резания. Это лучший выбор для TopSolid в автоматическом режиме. |
Существует 2 способа определения условий резания в документе условий резания:
Может быть создан в документе условий резания или непосредственно в меню условий резания операции.
Предупреждение. Условия резания в этом случае фиксированы. Это означает, что он не будет принимать во внимание Ae/Ap.
Abacus Конкретные Поиск и проверка Приложение
Описание Скорость резания Скорость вращения шпинделя Скорость подачи Скорость подачи на зуб Тип охлаждающей жидкости Связанные счеты Метрическая система Боковая фреза с 27,5 м/мин 437 676 об/мин 60 399 мм/мин 0,138 мм/об Нет |
 png»>
png»>Они определены в таблице, в которой указаны скорость резания и подача в зависимости от максимальной осевой глубины и радиальной глубины. (Ae/Ap)
Как только счеты выбраны, TopSolid может управлять скоростью резания и скоростью подачи операции. Единственное, что Ae и Ap операции должны быть в диапазоне счетов.
Abacus Конкретные Поиск и тестирование Приложение
Скорость резки Скорость подачи
Ap/Ae 5 мм 10 мм 15 мм
8 мм 200 м/мин 190 м/мин 160 м/мин
10мм 170 м/мин 150 м/мин 140 м/мин
16 мм 145 м/мин 120 м/мин 100 м/мин |
 png»>
png»>
Операция
Для определения конкретных режимов резания инструмента:
|
|

Список инструментов, упорядоченный по типу, позволяет визуализировать все доступные инструменты.
Затем можно использовать фильтр для ограничения количества инструментов в списке.
Позволяет показать все инструменты, определенные в библиотеках | |
Позволяет показать все инструменты, определенные в проекте | |
Позволяет отображать все отдельные инструменты (определенные только с режущим телом) | |
Позволяет отображать все связанные инструменты (определенные со сборкой) |
| Влияние на инструмент Метчики Сверла Центровое сверло Плоское сверло Спиральная дрель Спиральное сверло D5 L50 Спиральное сверло D8 L50 Спиральное сверло D10 L80 |
 png» border=»1″>
png» border=»1″>
Инструменты с особыми условиями резания помечены зеленой галочкой Инструменты без специальных режимов резания помечены красным крестиком |
| Позволяет добавить определенные режимы резания для выбранного инструмента. 905:50 | |
| Позволяет удалить определенные условия резания выбранного инструмента. | |
| Позволяет сортировать список инструментов по имени. | |
Позволяет сортировать список инструментов по уменьшению диаметра. |
Для определения условий резания на счетах
«Документ условий резания» применяется в зависимости от материала детали и/или станка. Счеты позволяют уточнить автоматический выбор режимов резания в операции.
Управление диапазонами на счетах:
| Разрешить значения вне диапазона | Разрешить значения вне диапазона |
| : Операция не может быть подтверждена, если значения Ae/Ap превышают диапазон, указанный в счетах. | Операция будет использовать счеты, даже если Ae/Ap превышает диапазон TopSolid примет максимальное значение скорости резания. |
Позволяет создавать новые счеты | |
Позволяет модифицировать существующие счеты | |
Позволяет копировать новые счеты | |
Позволяет вставить счеты в текущий документ условий резки или даже в другой документ условий резки. | |
Позволяет удалить счет | |
Позволяет сортировать счеты по имени | |
Позволяет сортировать список счетов по типу операции | |
Позволяет сортировать список счетов с помощью инструмента | |
Позволяет сортировать список счетов по материалу |

Когда мы нажимаем на вкладку «Счеты» и добавляем новые счеты, нажав , можно добавить некоторые критерии сортировки:
Обрабатывающая группа
Вид операции
Инструментальный материал
Набор инструментов
Тип инструмента
Счеты позволяют определить:
В таблице можно выбрать формат скорости подачи.
Подача на оборот определяется в миллиметрах на оборот | |
Скорость линейной подачи определяется в миллиметрах в минуту | |
Подача на зуб определяется в миллиметрах на зуб |
Кнопка позволяет дать баку автоматическое имя в зависимости от критериев сортировки.
