Роликовая накатка: Купить накатка роликовая, ролики в Воронеже, сравнить цены
Содержание
Накатывание рифлений — Osnastka.pro
Накатывание рифлений (оснастка, накатные ролики, технические рекомендации по накатке, обзор производителей).
В данной статье рассматривается инструмент (оснастка) для накатывания различного типа рифлений в основном на токарных станках и автоматах, хотя возможна накатка и на радиально сверлильных, фрезерных станках (как универсальных, так и с ЧПУ) в зависимости от типа поверхности, применяемой оснастки и т.д.
Стоит сразу внести некоторое различие в виды накаток.
Деформирующая накатка – это процесс без образования стружки, при котором происходит сжатие поверхности. Деформирующая накатка – это процесс холодной деформации, техника подходит только для материалов, пригодных для холодного пластического деформирования. В результате такой накатки внешний диаметр увеличивается. Основное преимущество данной техники лежит в ее области применения. При деформирующей накатке можно воспроизвести любой накатной профиль, она также пригодна для торцевой, внутренней или конической накатки. Более того, она подходит при накатке до буртика.
При деформирующей накатке можно воспроизвести любой накатной профиль, она также пригодна для торцевой, внутренней или конической накатки. Более того, она подходит при накатке до буртика.
* Представляет собой процесс холодной пластической деформации
* Подходит для всех видов накатных профилей и маркировки
* Подходит для торцевой и внутренней накатки
* Накатка до буртика
* Начинать процесс накатки можно в любой части заготовки
Режущая накатка является альтернативой деформирующей накатки. При подаче инструмента происходит снятие материала. Эта техника особенно подходит для обработки тонкостенных заготовок, мягкого материала
(в т.ч. пластика) или сложнообрабатываемых материалов. Режущая накатка отличается высокой точностью и отличным качеством получаемой поверхности, именно поэтому она рекомендуется для производства
высококачественного профиля. В противоположность деформирующей накатке, сжатие поверхности и перемещение материала минимально. Нагрузка на станок тоже сравнительно мала. Одно небольшое ограничение техники режущей накатки — немного меньшая область применения. Режущая накатка подходит только для накатки профилей rAA и rGE. Более того, из-за минимального сжатия поверхности прочность
Нагрузка на станок тоже сравнительно мала. Одно небольшое ограничение техники режущей накатки — немного меньшая область применения. Режущая накатка подходит только для накатки профилей rAA и rGE. Более того, из-за минимального сжатия поверхности прочность
накатного профиля уменьшается.
* Подходит для большинства материалов
* Подходит для тонкостенных заготовок
* Подходит для очень маленьких деталей
* Высокая точность и качество поверхности, поэтому подходит для обработки визуально высококлассного профиля
* Ограниченная область применения: Накатные профили rAA и rGE можно произвести инструментом любой серии.
* Возможность производства профилей rBr и rBl ограничена
* Подходит только для цилиндрических заготовок при осевой подаче инструмента
* Накатку можно начинать на конце заготовки или посередине после канавки
* Накатка до буртика не возможна
Профиль и шаг накатываемых рифлений разнообразен (плюс возможно нанесение маркировки, клеймения данным методом)
С помощью оптимальной финишной обработки, которая выбирается в зависимости от обрабатываемого материала, возможно значительно увеличить срок службы инструмента. Финишная обработка инструмента зависит от многих факторов (применяемой технологии накатки, обрабатываемого материала, размера накатного ролика, подачи, скорости и т.д.).
Финишная обработка инструмента зависит от многих факторов (применяемой технологии накатки, обрабатываемого материала, размера накатного ролика, подачи, скорости и т.д.).
Возможны следующие виды обработки:
Говоря про современные инструменты (оснастку) для накатывания рифлений на различных поверхностях, хочется отметить большой выбор различных конструкций оправок, приспособлений, накатных роликов и т.д.
Ниже приведены фото различных конструкций импортного производства.
Высокое качество роликов и самой оснастки позволяет вести производительную накатку с получением высокого качества рифлений на различных материалах.
Техническая информация:
Наиболее известные и востребованные производители подобной оснастки перечислены ниже:
Zeus www.hommel-keller.de
http://p521684. webspaceconfig.
webspaceconfig.
http://p521684.webspaceconfig.
Quick Tolling www.quick-tooling.com
http://p521684.webspaceconfig.
Integi www.integi.com
Ifanger AG www.ifanger.com
Dorian Tool www.doriantool.com
Eagle Rock Technologies, Inc. www.eaglerockonline.
Boeni AG www.boeni-ag.com
ACCU Trak https://accu-trak.com
PROFIROLL www.profiroll.de
Прочие производители и поставщики менее известные на отечественном рынке
Form Roll Die www.formrolldie.com
Garvin Tools www.garvintools.com
GenSwiss www.genswiss.com
Rapid http://knurlingwheels.com
Stafford Special Tools www.
RDG Tools www.rdgtools.co.uk
Rotagrip www.rotagriponline.com
CHRONOS www.chronos.ltd.uk
Micro-Mark www.micromark.com
KeywayTooling www.keywaytooling.com
Horia S.A. www.horia.ch
LPR Toolmakers www.lprtoolmakers.com.
Hemingway Kits www.hemingwaykits.com
Sheffield Tooling Company https://sheffieldtooling.co.
Sassatelli www.sassatelli.com
Демонстрационное видео:
Для более полного освещения технологии накатки рифлений приведем не много теории из справочников и учебников советских времен…
Чаще всего применяют прямую, перекрестную или сетчатую накатки (накатка возможна на наружных (чаще всего), внутренних поверхностях, на образующей поверхности конуса, на торце детали). Шаг накатки выбирается в зависимости от диаметра заготовки и ширины накатки по ниже приведенным таблицам.
Шаг накатки выбирается в зависимости от диаметра заготовки и ширины накатки по ниже приведенным таблицам.
Б.Г.Зайцев, А.С. Шевченко. Справочник токаря Москва, Высшая школа 1979 г.
При накатывании материал частично выдавливается, поэтому диаметр под накатку должен быть меньше номинального на 0,25-0,5 шага накатки. Обычно ролик (ролики) подводят к вращающейся детали в плотную и на ручной подаче вдавливают в деталь. Полный профиль обычно получают за несколько рабочих ходов (обычно 2-3 прохода, обработка нежестких деталей может производиться за 5-10 рабочих ходов или с применением специальных накатных головок). (Стоит отметить, что современная оснастка позволяет производить накатку за 1 проход даже на нежестких деталях с применением соответствующей оснастки)
При накатывании деталь смазывают обильно маслом, при необходимости производят щеткой очистку поверхности.
Для получения накатки прямого профиля, чаще применяют однороликовую накатку, для сетчатого двухроликовую (хотя на данный момент изготавливаются накатные ролики различных типов, поэтому и сетчатый профиль возможно получить однороликовой накаткой).
Накатка закрепляется с наименьшим вылетом, так что бы образующая ролика была строго параллельна оси детали. Ось ролика однороликовой накатки должна строго находиться на уровне оси центров станка. Для двухроликовой накатки точность установки по высоте не имеет существенного значения (в случае если предусмотрена конструкцией накатки самоустановка роликов за счет шарнирного механизма).
В.А. Слепинин. Руководство по обучению токарей по металлу. Москва. Высшая школа 1974 г.
А.Н. Оглобин. Основы токарного дела. Ленинград. Машиностроение. 1974 г.
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Накатка узорными валиками — Малярные работы
Накатка узорными валиками
Накатка узорными валиками придает поверхности декоративно-художественный вид, скрывая дефекты штукатурки или бетона (пустоты, микротрещины, нарушение ровности, царапины и другие аналогичные дефекты). Рис. 1. Отделка поверхностей стилизованными узорами (а) и набор валиков для отделки (б) Накатку выполняют валиками с различными узорами, которыми закатывают довольно толстый слой фактурной шпатлевки или окрасочной пасты (краска с большим содержанием мелкого минерального заполнителя фракции до 0,1 мм и большого количества пигментов). Узорные валики изготовляют, наклеивая на жесткий резиновый или деревянный цилиндр мягкую кожу, поролон, пористую резину, губку, на которых нанесены различные узоры: линейны, геометрические, штриховые, стилизованные или натуралистические мотивы растительного мира, неопределенно-структурные. Деревянные цилиндры пропитывают олифой, что предохраняет их от набухания. Ширина валиков зависит от назначения: широкими валиками (до 20 см) отделывают большие поверхности, малыми (3 см) с тем же рисунком — места в углах комнаты, у дверных и оконных проемов. Для нанесения линий используют роликовые валики, они бывают разъемными, что позволяет наносить штрихи в два цвета. Рис. 2. Отделка поверхностей неопределенно-структурным узором (а) и набор валиков для отделки (б) Валики, которыми выполняют рисунки по мотивам растительного мира, состоят из резинового цилиндра, на который нанесен рисунок. Рисунок, накатываемый валиком, может быть одно-, двух- и трехцветным. Рисунки в два-три цвета накатывают с помощью комплекта валиков. Это дает возможность создавать на отделываемой поверхности красивое цветовое сочетание. Для повышения качества работ и производительности труда используют для накатки узора специальный инструмент ЦНИИПС, который состоит из резервуара для краски, двух металлических питательных валиков, подающих краску, щитка-ракли, снимающего излишки краски с питательного валика, и узорного валика. Конструкция инструмента позволяет накатывать поверхности только в вертикальном направлении. Приспособлением, показанным на рис. 3, б, можно накатывать поверхности в различных направлениях. Для получения узора одинаковой насыщенности следят за насыщенностью питательного валика, смазывая его окрасочным составом с помощью кисти-ручника. Рис. 3. Инструмент для накатки поверхностей резиновыми валиками: Для нанесения узора приготовляют окрасочный состав из водной меловой пасты с пигментами, который заклеивают 10%-ным раствором животного или растительного клея, на ведро готового состава добавляют 20— 30 г олифы. Консистенцию краски или шпатлевки определяют пробной выкраской. Консистенция в значительной степени зависит от сорта резины, из которой изготовляют рисунок: твердая резина требует более густой краски, мягкая — более жидкой.
Читать далее:
|
|

 Штриховую отделку поверхностей выполняют двойным валиком. Один из валиков — питательный — изготовлен из микропористой резины. Валик с рисунком прижимается к питательному валику пружинами.
Штриховую отделку поверхностей выполняют двойным валиком. Один из валиков — питательный — изготовлен из микропористой резины. Валик с рисунком прижимается к питательному валику пружинами. При пользовании инструментом создается чистый и равномерный узор по всей поверхности, так как происходит непрерывная подача красящего состава на узорный валик. Резервуар заполняют краской так, чтобы она не попадала непосредственно на узорный валик и не переливалась через край.
При пользовании инструментом создается чистый и равномерный узор по всей поверхности, так как происходит непрерывная подача красящего состава на узорный валик. Резервуар заполняют краской так, чтобы она не попадала непосредственно на узорный валик и не переливалась через край. Если составы готовят на клее КМЦ, меловую смесь с пигментом заклеивают 7—8%-ным раствором клея. Применяют также клеевосковой или клеемасляно-восковой составы, эмульсию ЛОР и казеиново-восковые эмульсии, различные синтетические шпатлевки (КЛМ, эмульсин, латексно-перлитовую). В шпатлевки добавляют пигментные пасты требуемого цвета.
Если составы готовят на клее КМЦ, меловую смесь с пигментом заклеивают 7—8%-ным раствором клея. Применяют также клеевосковой или клеемасляно-восковой составы, эмульсию ЛОР и казеиново-восковые эмульсии, различные синтетические шпатлевки (КЛМ, эмульсин, латексно-перлитовую). В шпатлевки добавляют пигментные пасты требуемого цвета.|
|
|
|
|
 ру». — информационная система по ремонту и строительству.
ру». — информационная система по ремонту и строительству.Накатные инструменты и ролики | Пенн Инструмент Ко
Накатки, инструменты для накатки и ролики
Металлические инструменты являются незаменимой частью любых промышленных, коммерческих или производственных операций. Тем не менее, их часто бывает трудно удерживать, переносить или захватывать.
Именно тогда становится выгодно иметь собственный запас накатного инструмента для промышленного оборудования. Эти жизненно важные инструменты позволяют вам формировать текстурированную поверхность на ваших металлических инструментах с помощью давления, резки или шлифования.
Более того, компания Penn Tool Co. предлагает обширную коллекцию разнообразных накатных инструментов и накатных роликов для токарных станков. Это позволяет вам получить идеальные инструменты для обеспечения максимальной безопасности, удобства и эффективности ваших операций.
предлагает обширную коллекцию разнообразных накатных инструментов и накатных роликов для токарных станков. Это позволяет вам получить идеальные инструменты для обеспечения максимальной безопасности, удобства и эффективности ваших операций.
Накатные инструменты для токарных станков
Промышленные инструменты, такие как токарные станки, часто требуют, чтобы операторы управляли оборудованием рукой в перчатке.
Со временем регулярное трение может привести к износу ручки до гладкой и потенциально скользкой степени.
Имея хорошо укомплектованный набор накатников, вы сможете справиться с ситуацией еще до того, как она разовьется.
Что такое токарные накатные инструменты?
Инструменты для накатки используют давление, шлифовку или резку для снятия материала и создания рисунка, который можно схватить, на ручных инструментах, рукоятках и захватах. Эти функциональные конструкции повышают удобство использования, улучшая контроль ваших операторов над своим оборудованием.
Другими словами, накатка повышает безопасность оператора, уменьшая вероятность соскальзывания. Это повышает производительность, повышая уверенность и сводя к минимуму время простоя.
Компания Penn Tool Co. предлагает на продажу инструменты для накатки и ролики, с помощью которых можно создавать сложные узоры на цилиндрических поверхностях. От прямых или диагональных до квадратных или ромбовидных узоров — эти инструменты помогут вам.
Ручные накатные инструменты
Ручные накатные инструменты являются воплощением портативности и простоты использования. Ручная накатная машина Eagle Rock KnurlMaster, например, является отличным инструментом для накатки мелких деталей и деталей.
Размер от 1/8″ до 1″. В комплект входят ручная накатка, три ролика из закаленной стали и кейс для хранения. Накаткой легко пользоваться:
- Вставьте заготовку между двумя роликами
- Затяните винт с накаткой
- Поверните ручку накатки
Это позволит создать равномерную накатку на заготовке.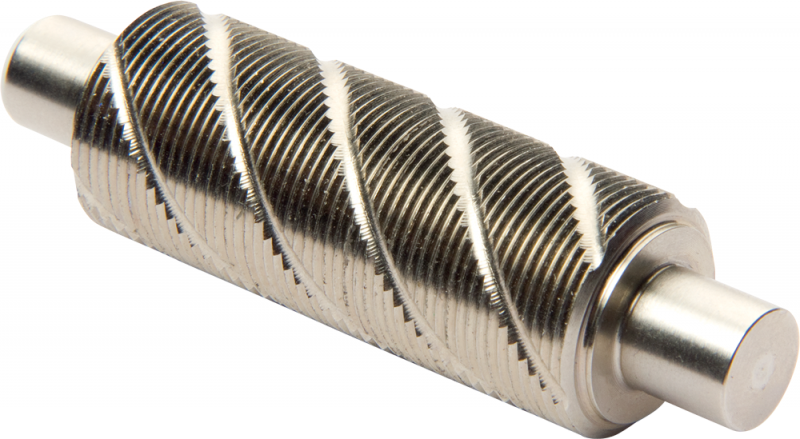
Ручная накатка Eagle Rock KnurlMonster
Ручная накатка Eagle Rock KnurlMonster — это сверхмощный кузен KnurlMaster и фантастический инструмент для тех, кому требуется более крепкий захват. Этот ручной накатной станок с размером 1/4-2″ может справиться с большим объемом работы, а эргономичная ручка облегчает захват и использование.
С покрытием Black Oxide и эмалью Safety Yellow, он полностью термообработан и готов к работе. Накатное колесо также регулируется, так что вы можете получить точные результаты, которые вам нужны.
Повышение эффективности и безопасности с помощью накатных инструментов от Penn Tool Co.
В Penn Tool Co. мы предлагаем впечатляющий выбор накатных колес и инструментов для удовлетворения ваших потребностей. Предлагаемые нами накатные инструменты и ролики имеют удобную конструкцию, обеспечивающую удобство захвата.
Им удобно ремонтировать регулярный износ деталей машин, а процесс накатки также используется при сборке низкоточных аппликаторов. В течение многих лет мы стремились обеспечить превосходное обслуживание клиентов и дополнительную поддержку, которая требуется вашим продуктам.
В течение многих лет мы стремились обеспечить превосходное обслуживание клиентов и дополнительную поддержку, которая требуется вашим продуктам.
Мы всегда работаем для обеспечения полной удовлетворенности клиентов и с нетерпением ждем возможности помочь вам достичь желаемого результата. Чтобы найти идеальные инструменты для тонкой накатки, ролики и колеса для ваших операций, обратитесь к нашей команде сегодня.
Процесс накатки с накаткой
Накатка с накаткой
Процесс накатки с цилиндрической головкой Kinefac отвечает растущим требованиям к формам накатки, используемым в приложениях, требующих захватов, прессовой посадки или формования поверх форм. Храповые ручки, дверные тяги, валы якоря двигателя и захватные гвозди являются распространенными типами компонентов с накаткой. Форма накатки Kinefac KineGrip представляет собой особую конфигурацию наката с прессовой посадкой, которая увеличивает концентричность и силу захвата при прессовой посадке при одновременном снижении усилий при напрессовке.
Функционально насечки отличаются от шлицев и зубцов тем, что они, как правило, не имеют прецизионной скользящей посадки с сопрягаемой деталью, что требует высокоточных характеристик расстояния между зубьями. Накатки можно накатывать на различных компонентах с точностью до уровней точности, используя процессы накатки Kinefac с подачей, однооборотной или сквозной прокаткой.
Преимущества накатки
|
|
Геометрия накатки
Стандартные формы накатки состоят из геометрии профиля, описываемой прямыми или эвольвентными боковыми сторонами с плоскостью гребня, плоскостью основания и радиусными переходами, расположенными на фиксированном шаге хорды. Формы накатки бывают прямыми (параллельными оси детали) или диагональными (под углом спирали примерно до 45°). Наложение левосторонних и правосторонних форм при одинаковых углах спирали приводит к ромбовидному профилю накатки.
Формы накатки бывают прямыми (параллельными оси детали) или диагональными (под углом спирали примерно до 45°). Наложение левосторонних и правосторонних форм при одинаковых углах спирали приводит к ромбовидному профилю накатки.
Накатка обычно классифицируется по диаметральному шагу, который представляет собой общее количество зубьев по окружности, деленное на диаметр заготовки предварительного валка, или по круговому шагу, который представляет собой количество зубьев на линейный дюйм окружности. Пространственные углы в диапазоне от 90° до 70° встречаются на большинстве стандартных накаток по всему миру. Спецификации ASA B94.6 и DIN82 определяют стандартные отраслевые конфигурации для различных грубых, средних и мелких накаток с шагом 64, 96, 128 и 160 по диаметру.
Специальные формы накатки с измененной геометрией гребня, основания и боковых углов служат для различных функциональных целей. Накатка Kinefac KineGrip является отличным примером, в котором используется сравнительно широкая плоскость основания и тонкая плоскость гребня для точной прессовой посадки. Большинство форм накатки можно раскатывать с использованием процесса прокатки цилиндрической формы.
Большинство форм накатки можно раскатывать с использованием процесса прокатки цилиндрической формы.
Процесс накатки Kinefac
| Основные требования | Преимущества |
|---|---|
| Стабильность, жесткость и точность управления вальцовочной машиной | Точные и воспроизводимые размеры накатки и хороший внешний вид |
| Точность и прецизионность накатных плашек | Качество профиля и хорошее расстояние между зубьями по хорде |
| Синхронная точность вращения штампов с накаткой | Поддержание соответствия штампа с заготовкой |
| Стабильность заготовки в процессе прокатки | Избегайте неправильного отслеживания и биения |
| Размер диаметра заготовки предварительного ролика | Добиться правильного количества зубьев, расстояния между зубьями по хорде и необходимого заполнения большого диаметра накатки |
| Достаточная скорость проникновения накатных плашек в заготовку | Избегать переутомления и глубоких швов |
| Достаточное время выдержки, когда штампы достигли конечной позиции проникновения | Калибровка круглости и формы |
| Минимальное трение между заготовкой и рабочим инструментом | Предотвращение задиров или других повреждений накатанной формы во время прокатки |
Superior Knurl Rolling для требовательных применений
Ручки с храповым сбором
Дверные тяги
.
