Ручной листогиб своими руками чертежи: Самодельный ручной листогиб своими руками чертежи
Содержание
Самодельный ручной листогиб своими руками чертежи
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:
— толщина листа;
— максимальная длина линии изгиба;
— размерный ряд толщин листов;
— рабочий угол изгиба листа;
— количество рабочих циклов.
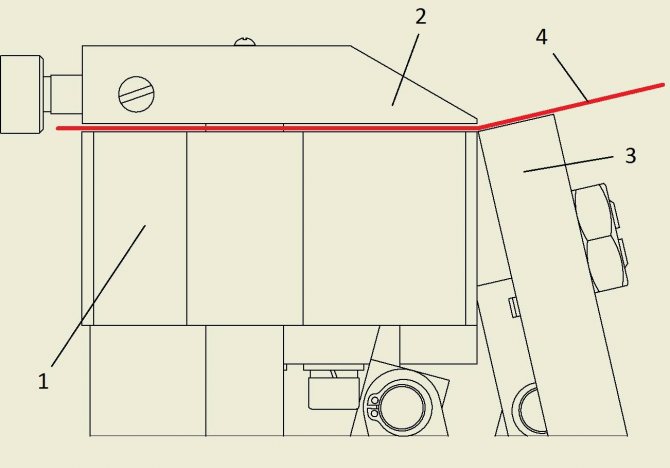
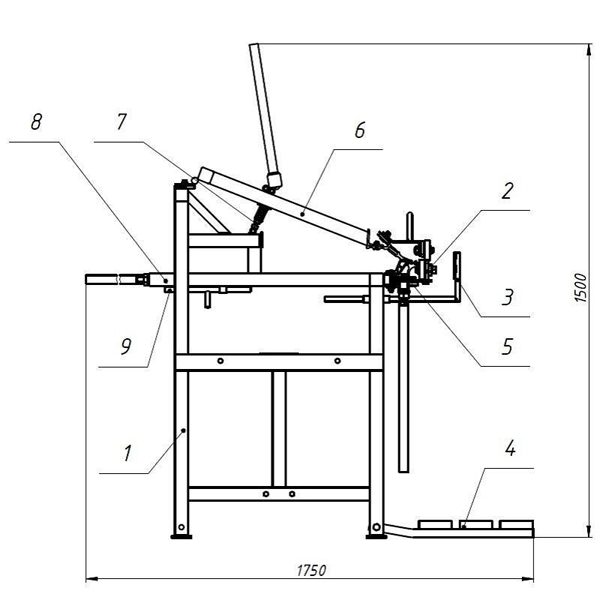
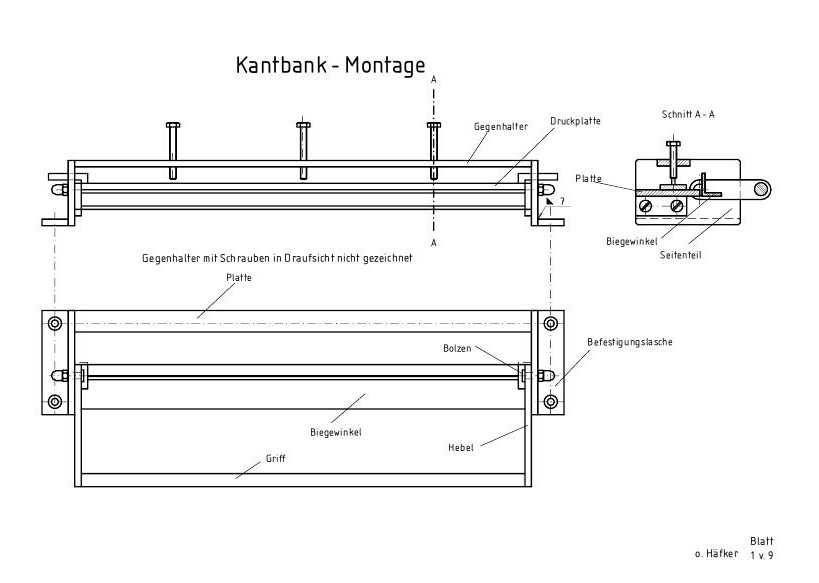
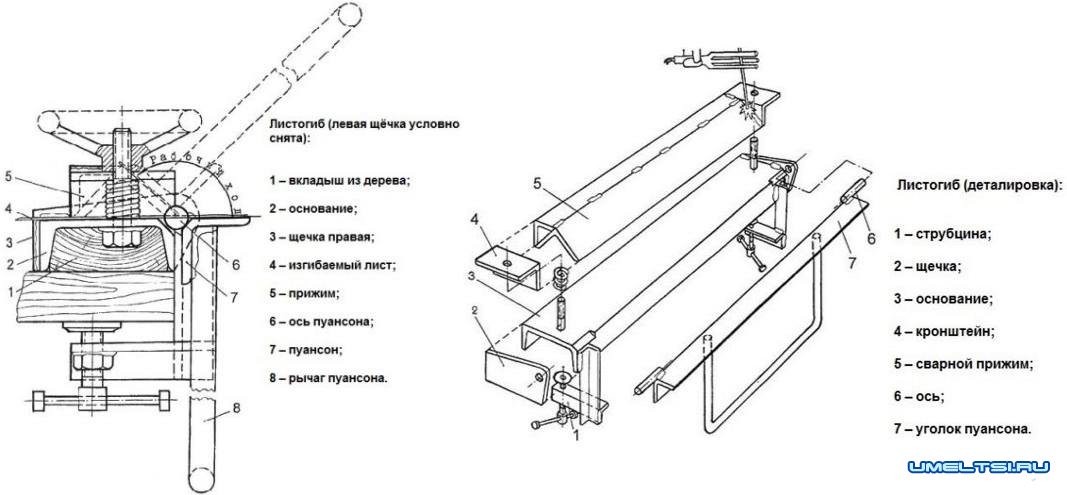
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость.
И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм)
• максимальная длина линии изгиба 1000 (мм)
• рабочий угол от 0° до 135°
• ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
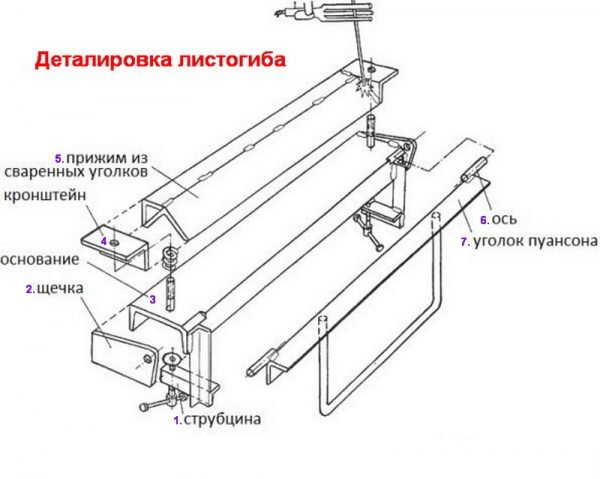
Сборочные части самодельного ручного листогиба:
• нижняя основа
• гибочная балка
• прижимная балка
• направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА
Стандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76
• подшипники 1000901 ГОСТ 8338-75
• пружины 1086-0805 ГОСТ 18793-80
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй.
3. Наденем пружины на направляющие пальцы.
4. На пружины и на направляющие пальцы установим прижимную балку.
5. Балку прижмем гайками «барашками».
Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.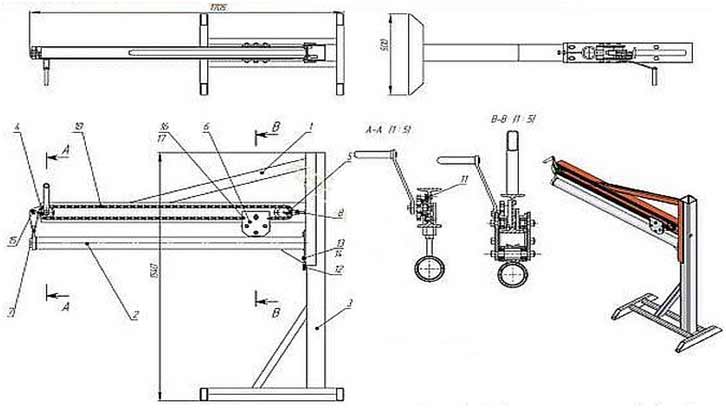
Заказать чертеж
Поделитесь с друзьями!
Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Содержание статьи
Виды листогибов
Есть три вида листогибочных станков:
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла).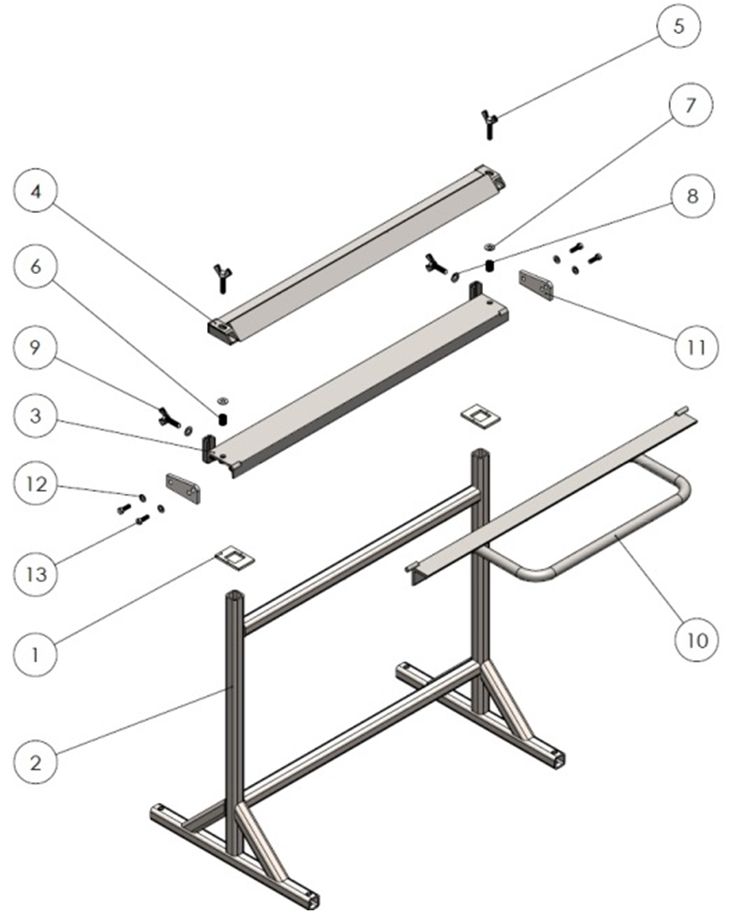 Вот о них и поговорим — от том как сделать листогиб своими руками.
Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
- Чертеж гибочного станка для листового металла
- Листогиб — проекция сбоку
- Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.

Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.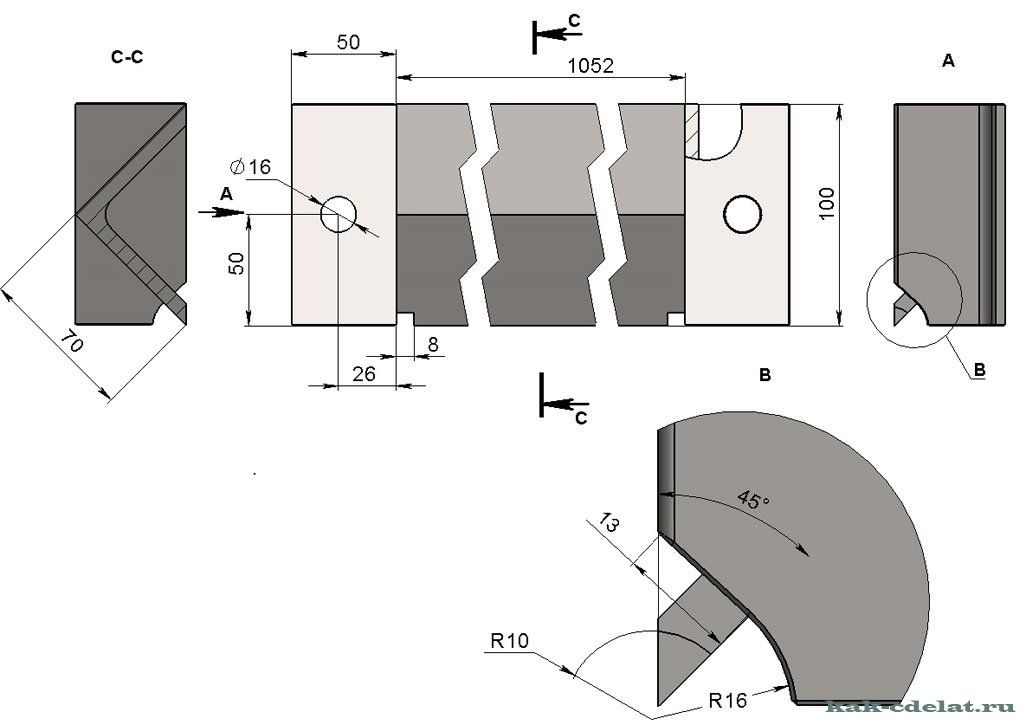
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.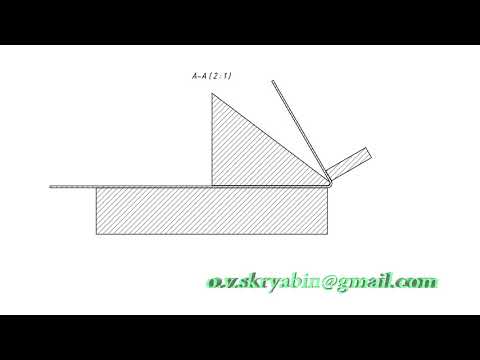
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
изгибов и вдохновения в одном.
Что ты задумал? Гибка профилей длиной от 3,2 до 12,2 м из листового металла толщиной до 3 мм? Или вы думаете о других размерах и материалах? Только представьте – ваш новый гибочный станок адаптируется к вашим требованиям.
Но как это возможно? Мы рассмотрим ваши планы, проанализируем ваши требования, а затем изготовим полуавтоматический гибочный станок Jorns JB, полностью автоматический гибочный станок Jorns JDB или специальную модель — все с учетом ваших индивидуальных требований и требований.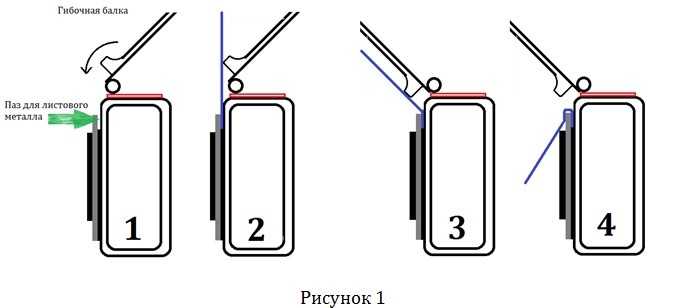
Ключевыми здесь также являются модульная конструкция станка, высокий уровень собственного производства Jorns и наше стремление обеспечить успешную высококачественную обработку листового металла. Мы уверены, что вы будете впечатлены, не в последнюю очередь благодаря нашим специально разработанным аксессуарам, инновационному управлению и онлайн-конфигуратору, который вы можете использовать для самостоятельной настройки своего гибочного станка.
Мы здесь для вас.
Отдел продаж Jorns
Телефон +41 62 919 80 50
[email protected]
Гибочный станок
Воспользуйтесь преимуществами открытого пространства, предлагаемого полуавтоматическим гибочным станком Jorns JB с графическим управлением. От простых гибочных профилей до сложных облицовочных профилей. В конечном счете, вы экономите время, которое затем можете лучше использовать в своих проектах. Есть идеи?
читать далее
Двойной гибочный станок
Поскольку несколько параллельных, сужающихся или перекрывающихся профилей могут быть согнуты одновременно, полностью автоматический двойной гибочный станок Jorns JDB с графическим управлением ускорит ваши проекты.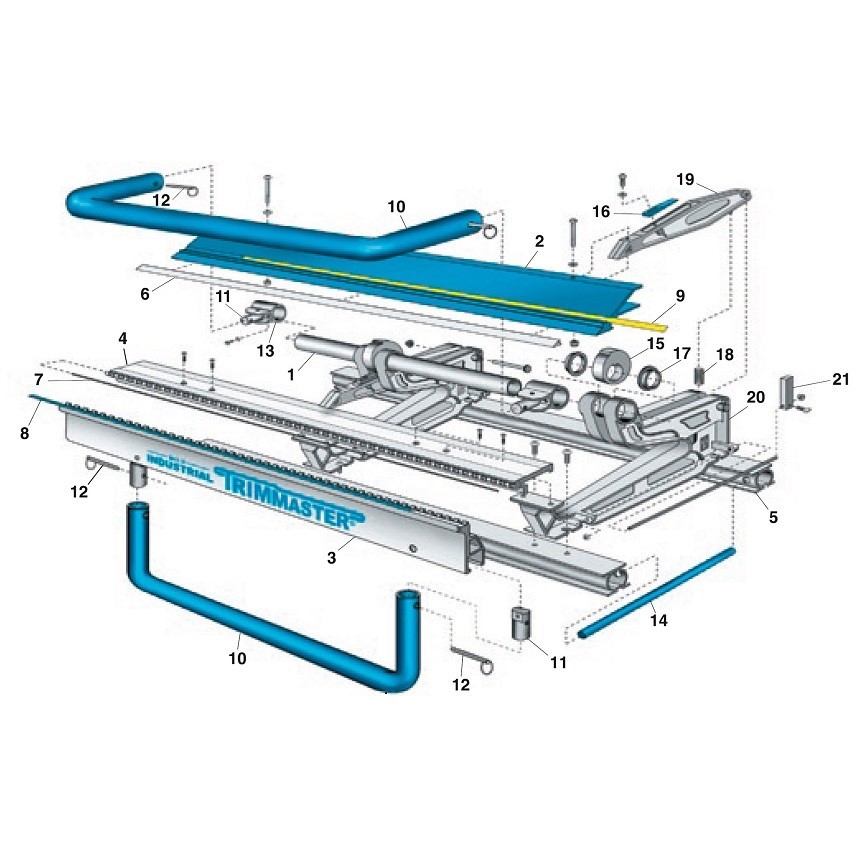 Планируете сделать что-то большее? Сердце екнуло?
Планируете сделать что-то большее? Сердце екнуло?
подробнее
Принадлежности
Как сделать весь рабочий процесс еще более эффективным? Ответ заключается в полезных принадлежностях до и после процесса гибки. Одним из таких примеров является стол для резки Jorns (JZST).
подробнее
Аксессуары
Подержанные станки
Вас интересует подержанный гибочный станок Jorns? Вы можете найти наши последние предложения здесь. Мы также можем частично обменять вашу систему Jorns, отремонтировать ее, а затем продать в полностью рабочем состоянии.
подробнее
Подержанные машины
Видео
Взгляните на мир инноваций в Jorns! Убедитесь сами в уникальных преимуществах наших гибочных станков.
подробнее
Видео
Программное обеспечение
Чего можно добиться с помощью правильного программного обеспечения? Сокращение общего времени цикла, меньше отходов и, прежде всего, повышение производительности вашего гибочного станка и вашего бизнеса.
подробнее
Программное обеспечение
Брошюра
Хотите узнать больше о гибочных станках Jorns? Эта брошюра содержит основные факты и цифры на восьми языках. Загрузите и вдохновитесь сегодня!
подробнее
Брошюра
Приходите к нам на следующую выставку!
к календарю выставок
Что такое гибка труб — Руководство для начинающих
Последнее обновление: 09 августа 2022 г.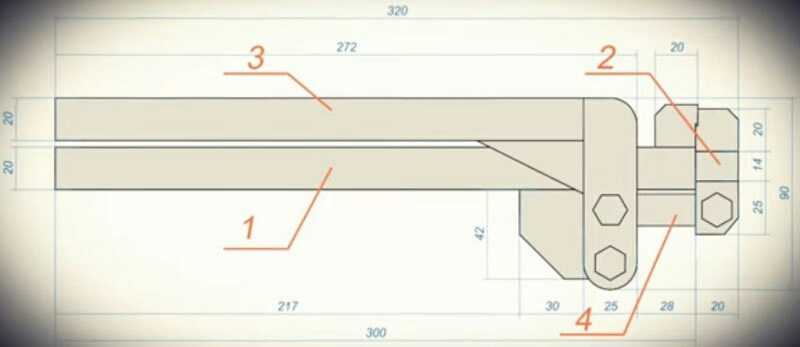 , Джо Гамбино 15 минут потрачены не зря
, Джо Гамбино 15 минут потрачены не зря
Когда дело доходит до гибки труб, у новичков в профессии часто возникает множество вопросов. Например, они часто задают такие вопросы, как «что такое гибка труб?» или спрашивают о различных доступных методах гибки труб.
Цель этого руководства для начинающих по гибке труб — научить вас всему процессу. Вы узнаете об основах гибки труб, а также о различных методах гибки труб.
Как только вы дочитаете эту статью до конца, вы станете настоящим профессионалом в области гибки труб. Поэтому, без лишних слов, давайте сразу углубимся в это:
Что такое гибка труб?
Гибка труб — это процесс металлообработки, при котором трубы и трубы изгибаются в различные формы для различных целей изготовления металла. Трубы, полученные в результате процесса гибки труб, не ограничиваются каким-либо конкретным металлом, этот процесс работает с различными материалами, включая большинство металлов и сплавов.
Не существует фиксированного способа сгибания трубы, для этого существует множество различных способов. Каждый метод имеет свои преимущества, недостатки и цену.
Каждый метод имеет свои преимущества, недостатки и цену.
Какова цель гибки труб?
Трубы имеют более высокую структурную целостность по сравнению с другими металлическими профилями. Однако прямые трубы непригодны для многих целей, и их часто необходимо формовать и изгибать под разными углами.
Таким образом, гибка трубы используется для изменения формы трубы целиком, без разрезания самой трубы. Использование таких процессов, как резка и сварка трубы, может ослабить целостность полученной конструкции по сравнению с использованием методов гибки трубы.
Общие материалы, используемые для гибки труб
Трубы могут быть изготовлены почти из любого металла и металлического сплава. Однако некоторые материалы используются больше, чем другие. Вот некоторые из распространенных материалов, используемых для гибки труб:
Алюминий:
Алюминий является не только самым распространенным металлом на земле, но и одним из самых распространенных материалов для металлических труб.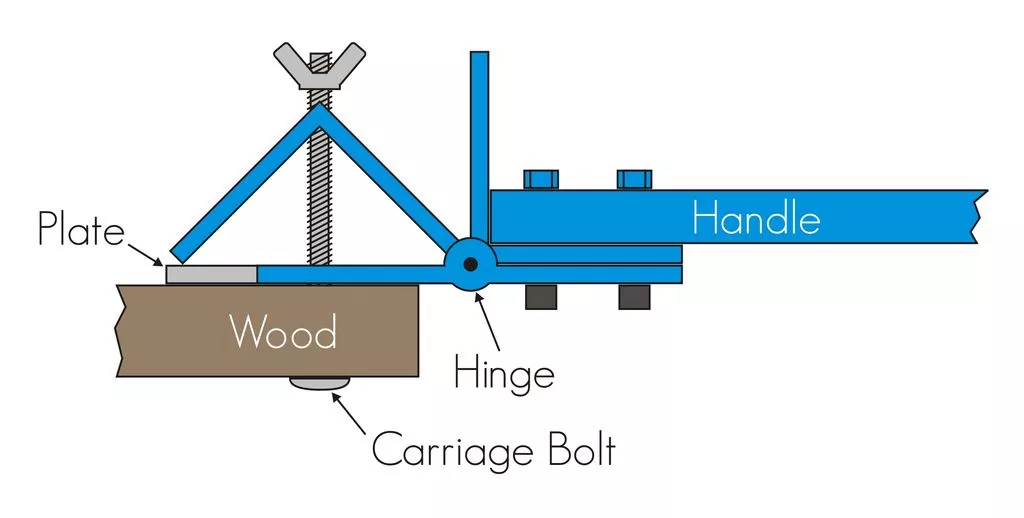 Поэтому гибка труб часто применяется к алюминиевым трубам.
Поэтому гибка труб часто применяется к алюминиевым трубам.
Нержавеющая сталь:
Нержавеющая сталь создается с использованием железа и хрома, что придает ей прочность железа и устойчивость к истиранию. Он также гибок и пригоден для процессов гибки.
Мягкая сталь:
Мягкая сталь — это не совсем металл, а сплав. Он создается путем смешивания углерода с железом, что приводит к получению прочного, но поддающегося обработке материала для металлических труб.
Титан:
Титан — один из лучших материалов для труб, поскольку он легкий и обладает высокой прочностью на растяжение. Он также обладает коррозионно-стойкими характеристиками для изготовления труб, которые прослужат долго.
Латунь:
Латунные трубки часто используются в скобяных изделиях из-за их способности полироваться, а также высокой коррозионной стойкости и большой прочности.
Какие существуют методы гибки труб?
Методы гибки труб в основном делятся на два типа: гибка труб в горячем состоянии и гибка в холодном состоянии.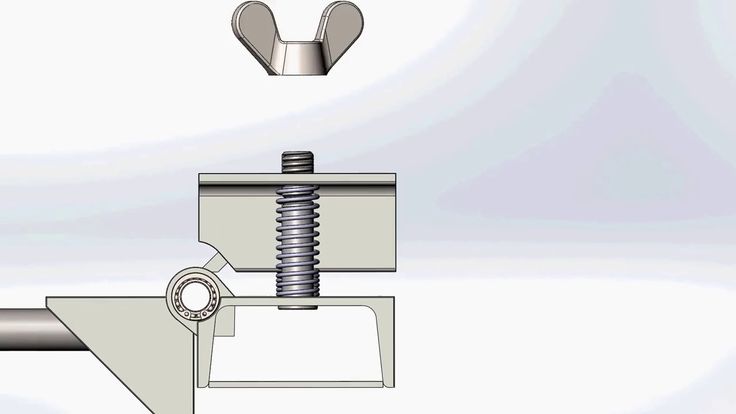 Вот объяснение этих типов и различных подтипов:
Вот объяснение этих типов и различных подтипов:
Горячая гибка труб
Как следует из названия, горячая гибка труб включает нагрев трубы до высокой температуры, что упрощает процесс гибки. Металлы при высоких температурах становятся более мягкими и гибкими, поэтому не ломаются и могут гнуться с меньшим усилием.
Основным недостатком этого метода является то, что металлы расширяются при нагревании, поэтому окончательные размеры изгиба и угол изгиба при охлаждении могут отличаться от требуемых.
Холодная гибка труб
Метод холодной гибки труб не требует нагрева металлической трубы до высокой температуры, гибка осуществляется при комнатной температуре трубы. Основное преимущество этого метода заключается в том, что он обеспечивает более высокую точность, поскольку окончательные размеры металла не изменяются из-за изменения температуры.
Помимо этой классификации процессов гибки труб на основе температуры, различные типы гибки труб также могут быть определены на основе используемой технологии. Вот краткий обзор этих различных типов:
Вот краткий обзор этих различных типов:
- Гибка прессом: Гибка прессом — один из самых простых процессов гибки. При гибке прессом две матрицы, наклоненные под требуемым углом изгиба, прижимаются к прямой трубе для создания изгиба. Хотя гибка прессом дешева, она не подходит для толстых труб.
- Гибка с вращательной вытяжкой: Гибка с вращательной вытяжкой является одним из лучших и наиболее часто используемых процессов гибки. В этом методе труба зажимается по внешнему диаметру и поворачивается вокруг штампа, называемого гибочным штампом. Существует множество различных вариантов процесса гибки с вращающимся вытягиванием.
- Гибка сжатием: Изгибание сжатием — это метод гибки старой школы. В этом методе труба зажимается с обоих концов, а давление прикладывается в точке, где требуется изгиб.
- Роликовая гибка: При роликовой гибке ряд роликов проталкивает трубу через рулон, который наматывается под требуемым углом изгиба.
 Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками.
Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками. - Изгиб на оправке: Изгиб на оправке включает вставку металлического стержня (называемого оправкой) внутрь трубы во время процесса гибки, чтобы труба не деформировалась.
- Матрицы скребка: Матрицы скребка также являются вставками, как и оправка, но они не используются внутри трубы. Они используются по касательной к гибочному штампу, чтобы предотвратить деформацию материала трубы.
- Индукционная гибка: Индукционная гибка головкой включает нагрев трубы с помощью катушки, расположенной рядом с трубой, и последующую гибку с помощью поворотного штампа.
- Набивка песком и формование горячих плит: Набивка песком включает засыпку песка в трубу и нагревание его в печи. Затем происходит формирование плиты, при которой труба зажимается на плите и сгибается с помощью крана или лебедки.
- Гибка кольцевых валков: Гибка кольцевых валков используется для формирования небольших колец из металлических полос. Затем эти кольца можно сваривать вместе для различных целей.
- Гибка поршнями: Гибка поршнями аналогична гибке прессом. Трубы размещаются на двух контрштампах, которые неподвижны и наклонены под углом изгиба. Затем пресс-форма прикладывает изгибающее усилие к трубке.
Какое оборудование вам нужно для гибки труб?
Чтобы успешно согнуть трубу, нужен определенный набор оборудования. Вот то, что вы должны подготовить, прежде чем приступить к процессу гибки:
Трубогибы
Первым и главным оборудованием, которое требуется для гибки труб, является сам трубогиб. Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
В зависимости от рабочего усилия может быть несколько типов трубогибов, таких как:
Ручной трубогиб:
Ручные трубогибы полагаются на физическую силу оператора, который изгибает трубу. Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Электрический трубогиб:
Эти трубогибы используют электрический серводвигатель для перемещения штампов и выполнения процесса гибки. Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Гидравлический трубогиб:
Гидравлические трубы работают на гидравлическом давлении (давление, создаваемое узкими водяными балками), тот же принцип используется в кранах и других мощных машинах. Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Наборы штампов:
Для большинства технологий гибки труб требуется набор штампов, чтобы удерживать трубу и оказывать на нее давление при гибке. Основными матрицами, используемыми для этой цели, являются зажимная матрица, гибочная матрица и пресс-форма.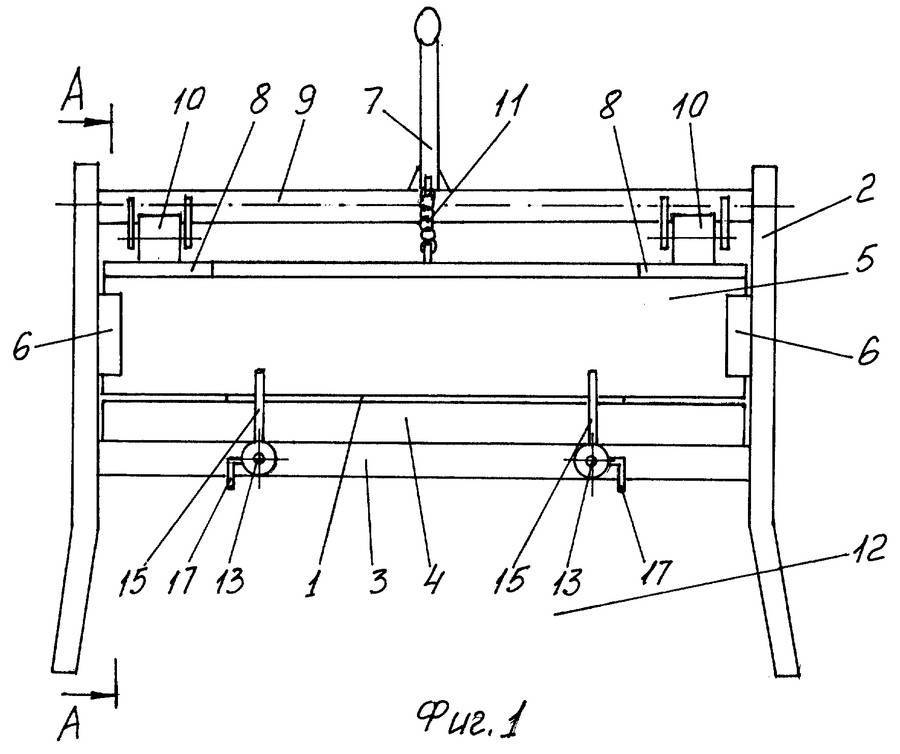 Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Оправки:
Трубогибочные станки, независимо от их эффективности, иногда могут привести к разрушению трубы или деформации формы. Вот почему в трубу вставляется стержень, называемый оправкой, чтобы сохранить ее целостность.
Пластины для очистки:
Плашки для очистки вставляются по касательной к матрице для гибки в точке, где матрица для гибки касается изгиба трубы. Целью зачистных плашек является предотвращение деформации материала, возникающей в процессе гибки.
Программное обеспечение:
При использовании электрических трубогибочных станков с ЧПУ вам потребуется программное обеспечение, которое может направлять и контролировать процесс гибки. Это программное обеспечение часто поставляется с приобретаемыми вами трубогибочными станками, если они поддерживают автоматическое управление.
Термины по гибке труб
Когда вы выбираете трубогиб или выполняете сам процесс гибки, вам часто будут встречаться определенные термины. Вот эти термины вместе со значением для каждого из них:
Вот эти термины вместе со значением для каждого из них:
Толщина стенки:
Толщина стенки — это толщина материала трубы, обычно измеряемая в миллиметрах. Более толстые трубы более прочные, но их немного сложнее согнуть.
Внутренний диаметр (ID):
Внутренний диаметр — это внутренний диаметр трубы, измеренный до внутреннего края. Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Внешний диаметр (НД):
Внешний диаметр — это диаметр трубы, измеренный до внешних краев. Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Степень изгиба (DOB):
Степень изгиба (DOB) — это угол, под которым изгибается труба. Этот угол обычно измеряется в градусах.
Радиус центральной линии (CLR):
Радиус центральной линии немного сложно понять. По определению это радиус центра кривизны изгиба, центр оси трубы. Чтобы понять это, представьте, что изогнутая часть изогнутой трубки представляет собой полный круг. Осевой линией будет радиус окружности.
Осевой линией будет радиус окружности.
Чтобы рассчитать CLR, просто обведите изогнутую часть трубки на бумаге. Используя компас, переместите изгиб вдоль трассы, чтобы продлить кривую, пока она не станет полной окружностью. Измерьте радиус этой окружности до центра трубы, это будет радиус центральной линии.
Радиус центральной линии указан на используемом инструменте, чтобы убедиться, что он подходит для необходимого изгиба.
Достигнутый радиус центральной линии (достигнутый CLR):
Когда труба изгибается, окончательные размеры изгиба могут немного отличаться от запланированных из-за небольших изменений и деформаций металлических стенок трубы. Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Пружинящий возврат:
Когда изогнутая трубка высвобождается из зажимов трубогиба, трубка немного выпрямляется, как пружина, освобождающаяся от напряжения. Это изменение формы называется пружинением. Для точного изгиба пружинение должно быть как можно меньше.
Пошаговый процесс гибки труб
Хотя точные этапы гибки трубы могут различаться в зависимости от типа используемой технологии гибки труб, основная идея более или менее одинакова. Вот общие шаги по изгибу трубы, применимые к большинству процессов:
Шаг 1: Получение оборудования
Прежде всего, приобретите все необходимое оборудование для гибки труб. Выберите трубогиб, соответствующий вашим требованиям, и другие материалы, такие как оправка и гребенки. Выполните необходимые расчеты, такие как внешний диаметр, внутренний диаметр и толщина стенки инструмента и оправки.
Шаг 2: Настройка трубогиба
Трубогибы поставляются с различными регулировками и установочными дисками, чтобы подготовить их к работе с трубами того размера, который вы используете. Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Шаг 3: Выровняйте трубу
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Шаг 4: Изогните трубу
Следуйте инструкциям, прилагаемым к трубогибу, чтобы продолжить процесс гибки. Эти направления могут значительно различаться в зависимости от различных гибочных станков, поэтому убедитесь, что вы обращаетесь к рекомендациям для вашей конкретной модели.
Шаг 5: Отсоедините детали
Отсоедините трубу от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Убедитесь, что вы удалили трубку безопасно, так как пружинение и другие факторы могут привести к травме.
Конструкция для гибки труб
При гибке трубы следует помнить о некоторых указаниях относительно конструкции гибки труб:
Формы изгиба
- Точный угол изгиба может варьироваться в зависимости от проекта.
 Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб».
Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб». - Когда в процессе гибки к трубам прикладывается механическое усилие, это часто может привести к изменению формы трубы с круглой на овальную. Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.
- Чтобы учесть пружинение, необходимо учитывать компенсацию пружинения. Эта компенсация различна для разных материалов. Вот компенсация пружинения для некоторых распространенных материалов:
Material
Springback Compensation
304 Stainless Steel
2-3 Degree
Mild Aluminium
1.5-2 Degree
Cold Rolled Steel
0.75-1 Degree
Hot Rolled Steel
0.5- 1 Градус
Медь
0,00-0,5 Градус
Латунь
0,00-0,5 Градус
Отрасли, использующие гибку труб
крупные отрасли.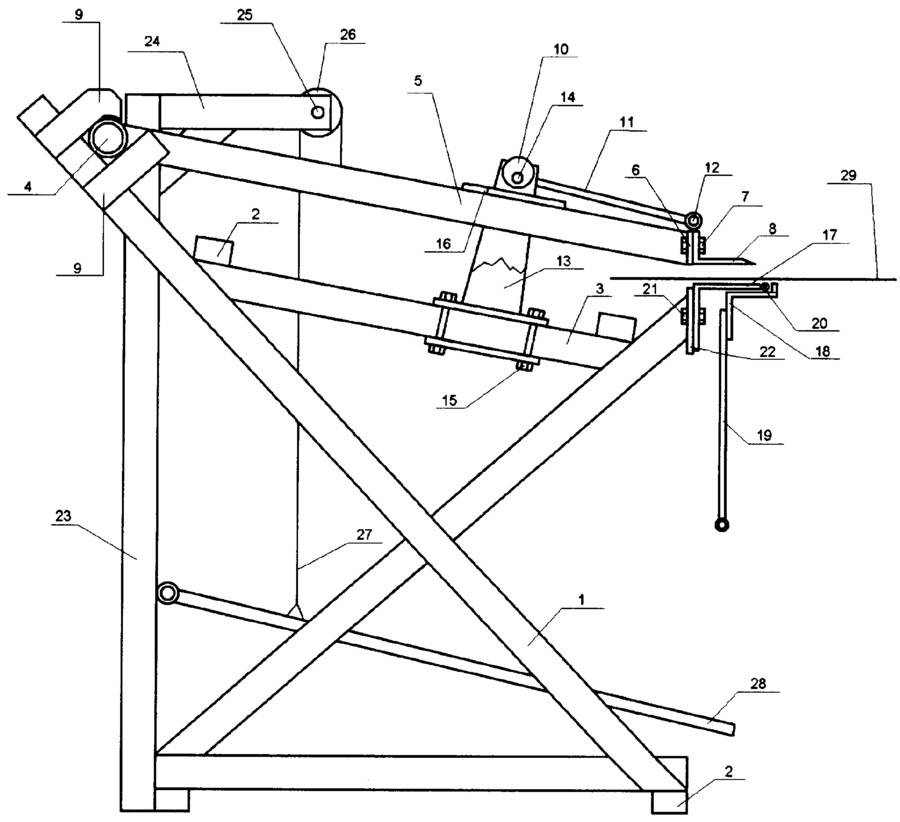 Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:
Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:
Автомобильная промышленность
- Гибка труб используется в выхлопных системах в каждой автомобильной промышленности.
- также используются для изготовления каркасов безопасности гоночных автомобилей, квадроциклов и внедорожников.
Трубогибочные станки
Аэрокосмическая промышленность
- Трубогибы используются для придания структурной целостности космическим аппаратам и компонентам.
Производство:
- Процессы гибки труб используются для изготовления машин и инструментов практически во всех отраслях обрабатывающей промышленности.
Мебель и зоны отдыха:
- Каркасы такой мебели, как кровати и столы, изготавливаются путем гибки труб.
- Предметы для отдыха на открытом воздухе, такие как складные кровати, стулья и каркасы палаток, изготавливаются с помощью трубогибов.

- Каркасы аттракционов и американских горок в парках развлечений широко изготавливаются путем гибки труб.
Строительство:
- Подъемные краны большой грузоподъемности в строительной отрасли проектируются с использованием гибки труб.
- Каркасы небоскребов и другие конструктивные элементы также изготавливаются с использованием процесса гибки труб.
- Ротационная гибка также широко используется для лестничных перил в зданиях.
Сельское хозяйство:
- Гибка труб используется в различных тяжелых деталях сельскохозяйственной техники, такой как комбайны, тракторы и их различные навесные приспособления.
- также используются каркасы безопасности, созданные в процессе гибки труб.
В сельскохозяйственных транспортных средствах
Какие основные ошибки допускают большинство новичков при гибке труб?
Когда новички приступают к процессу гибки труб, они обычно допускают несколько типичных ошибок. Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Сварной шов
В большинстве проектов используются трубы со сварным швом, поскольку они экономичны и так же прочны, как бесшовные трубы. Как новичок, вы должны иметь в виду, что этот сварной шов нужно повернуть внутрь изгиба, чтобы сохранить хороший внешний вид трубы.
Удлинение трубки
Удлинение трубки — это максимальная длина, на которую можно растянуть трубку, прежде чем она сломается. Чем больше изгиб, тем больше удлинение. Поэтому убедитесь, что труба, которую вы сгибаете, может выдержать требуемый угол изгиба.
Многократные изгибы
При выполнении нескольких изгибов трубы не забудьте сохранить достаточное расстояние между двумя последовательными изгибами для фиксации трубы. Кроме того, имейте в виду, что несколько изгибов могут увеличить стоимость и время самого проекта.
Стандартные трубы и трубы нестандартного размера
Для некоторых проектов могут потребоваться трубы нестандартных форм и размеров. Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Избегайте больших углов изгиба
Если возможно, избегайте угла изгиба более 90 градусов. Более высокие углы изгиба могут привести к большей вероятности разрушения трубы или деформации материала.
Примечания
После прочтения информации, представленной в этой статье, вы теперь знакомы со всеми основными понятиями гибки труб, а также с тем, как это сделать самостоятельно.
Чтобы избежать неприятностей и лишней траты ресурсов, внимательно следуйте приведенным здесь советам и рекомендациям по безопасности. Самое главное, будьте осторожны при выборе правильного трубогиба, так как это может быть разницей между высококачественным изгибом и трубой, которая в конечном итоге сломается.
RogueFab предлагает ряд первоклассных трубогибов, которые идеально подходят для любого применения, которое вы считаете нужным.